
Investigation of Loss of Shape Stability in Textile Laminates Using the Buckling Method


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- The manual way of operating the device causes:
- A time-consuming procedure for the experimenter;
- The introduction of human errors into the measurement, for example, a different speed of the rotating arm movement, an incorrect angle reading.
- A low number of stress cycles for each sample is used, i.e., only 2–6 rotations of the arm before measuring the angle for the observed fracture on the laminate textile;
- The quality of the lighting also affects the correct observance of an appearance defect on the textile;
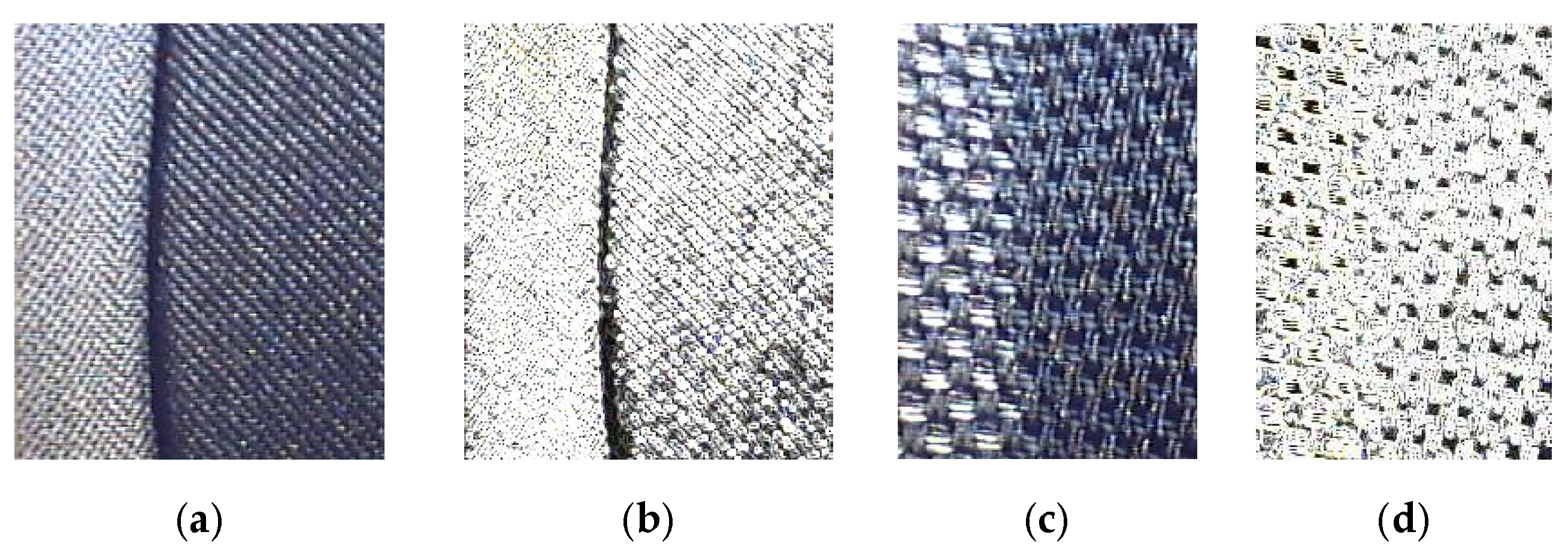
- The colour and texture of the top fabric of the laminate textile make it harder to exactly assess the defect of the laminate textile.
2. Methods
2.1. Innovation of a Device
2.2. Development of a New Method of Evaluating an Appearance Defect
2.2.1. Modelling Textile Laminate Buckling
2.2.2. Investigation of Fabric Stability Loss—Model 2D
3. Results
- The number of cycles for the maximum concentric sliding of the clamps to cause the maximum bending deformation of the textile before the final scanning of the textile profile;
- The distance by which the clamp jaws will move concentrically in each step;
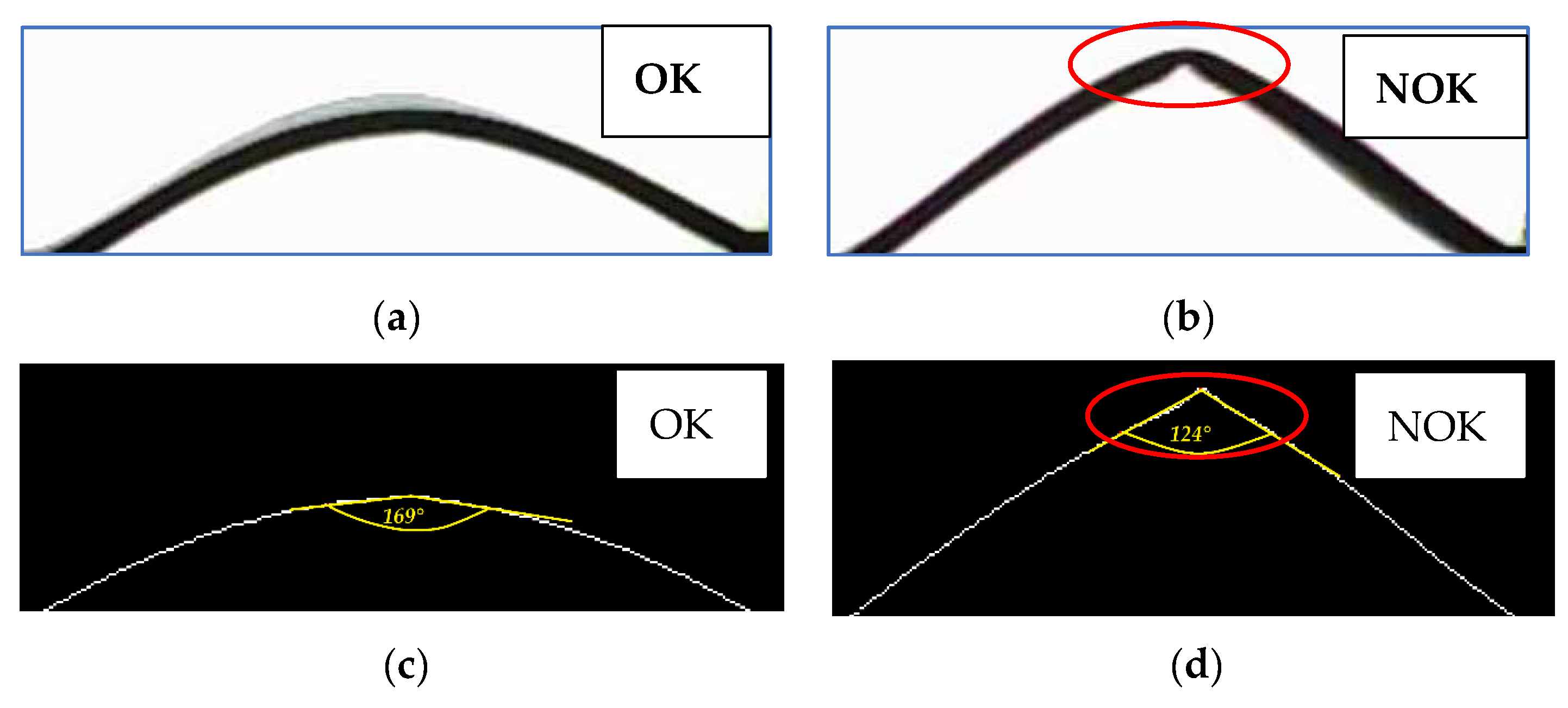
- The number of recorded and processed textile profile images, from which the average value of the boundary angle will be subsequently calculated, see Figure 14.
4. Conclusions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aksoy, S.; IşIlak, C.; ErtüRk, S.; Oylar, S.; Mecit, D. Investigation of the Effect of Fabric and Lamination Foam Used in Automotive Seat Headrest on In-Situ Technology by Air Permeability Test. Tekst. Konfeksiyon 2021, 31, 235–241. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.K.; Partridge, J.F. Automotive Textiles. Textile Progress 1999, 29, 1–125. [Google Scholar] [CrossRef]
- Fung, W.; Hardcastle, M. Textiles in Automotive Engineering; Wood head Publishing Limited: Cambridge, UK, 2000; Volume 2001. [Google Scholar]
- AkgüN, M.; Kamaci, H.A. Effect of Fabric Structural Parameters on Various Comfort Properties of Automobile Seat Cover Fabrics. Eur. Mech. Sci. 2021, 5, 105–108. [Google Scholar] [CrossRef]
- Guo, Y.; Chen, L.; Qiang, S.; Qian, X.; Xue, T.; He, F. Comparing Properties of the Warp-Knitted Spacer Fabric Instead of Sponge for Automobile Seat Fabric. J. Phys. Conf. Ser. 2021, 1948, 012196. [Google Scholar] [CrossRef]
- Pamuk, G.; Çeken, F. Research on the Breaking and Tearing Strengths and Elongation of Automobile Seat Cover Fabrics. Text. Res. J. 2009, 79, 47–58. [Google Scholar] [CrossRef]
- Jerkovic, I.; Pallares, J.M.; Capdevila, X. Study of the Abrasion Resistance in the Upholstery of Automobile Seat. Autex Res. J. 2010, 10, 7. [Google Scholar]
- Guo, Y.; Chen, L.; Qiang, S.; Qian, X.; Xue, T.; He, F. Preparation and Characterization of Flame Retardant Automobile Fabric. J. Phys. Conf. Ser. 2021, 1948, 012211. [Google Scholar] [CrossRef]
- Schwarz, I.G.; Kovačević, S.; Kos, I. Physical–mechanical Properties of Automotive Textile Materials. J. Ind. Text. 2015, 45, 323–337. [Google Scholar] [CrossRef]
- Kovačević, S.; Ujević, D. Analysis of Motor Vehicle Fabrics. Fibres Text. East. Eur. 2008, 71, 32–38. [Google Scholar]
- Coyle, T.; Jones, J.; Shaw, C.; Friedrichs, R. Fibres Used in the Construction of Car Seats—An Assessment of Evidential Value. Sci. Justice 2012, 52, 259–267. [Google Scholar] [CrossRef]
- Athalye, A. Automotive Textiles. Int. J. Text. Eng. Process. 2015, 1, 42–52. [Google Scholar]
- Koral Koc, S.; Mecit, D.; Boyaci, B.; Ornek, M.; Hockenberger, A. Effects of Filament Cross Section on the Performance of Automotive Upholstery Fabrics. J. Ind. Text. 2016, 46, 756–770. [Google Scholar] [CrossRef]
- Deǧirmenci, Z.; Çelik, N. The Effects of Selected Improving Methods on Wrinkle Resistance of Warp Knitted and Laminated Car Seat Cover Fabrics. J. Ind. Text. 2014, 44, 245–256. [Google Scholar] [CrossRef]
- Ashby, M.F.; Medalist, R.F.M. The Mechanical Properties of Cellular Solids. Metall. Trans. A 1983, 14, 1755–1769. [Google Scholar] [CrossRef]
- Pettarin, V.; Fasce, L.A.; Frontini, P.M. Assessment of Multiaxial Mechanical Response of Rigid Polyurethane Foams. J. Mater. Eng. Perform. 2014, 23, 477–485. [Google Scholar] [CrossRef]
- Poapongsakorn, P.; Kanchanomai, C. Time-Dependent Deformation of Closed-Cell PVC Foam. J. Cell. Plast. 2011, 47, 323–336. [Google Scholar] [CrossRef]
- Deng, R.; Davies, P.; Bajaj, A.K. Flexible Polyurethane Foam Modelling and Identification of Viscoelastic Parameters for Automotive Seating Applications. J. Sound Vib. 2003, 262, 391–417. [Google Scholar] [CrossRef]
- Marvi-Mashhadi, M.; Lopes, C.S.; LLorca, J. Effect of Anisotropy on the Mechanical Properties of Polyurethane Foams: An Experimental and Numerical Study. Mech. Mater. 2018, 124, 143–154. [Google Scholar] [CrossRef]
- Izarra, I.; Borreguero, A.M.; Garrido, I.; Rodríguez, J.F.; Carmona, M. Comparison of Flexible Polyurethane Foams Properties from Different Polymer Polyether Polyols. Polym. Test. 2021, 100, 107268. [Google Scholar] [CrossRef]
- Taghipoor, H.; Eyvazian, A.; Musharavati, F.; Sebaey, T.A.; Ghiaskar, A. Experimental Investigation of the Three-Point Bending Properties of Sandwich Beams with Polyurethane Foam-Filled Lattice Cores. Structures 2020, 28, 424–432. [Google Scholar] [CrossRef]
- Spanish Standard INS_3.4_GQ-31_29; Determinación Del Ángulo de Quebradura En Tejidos Para Asientos. Škoda Auto: Mlada Boleslav, Czechia. Available online: https://www.skoda-auto.com/ (accessed on 19 September 2022).
- Kopp, C.; Rahn, C.D.; Paul, F.W. Measuring Deformations of Limp Fabrics for Material Handling. Text. Res. J. 2000, 70, 920–932. [Google Scholar] [CrossRef]
- Kim, C.; Kim, C. Universal Testing Apparatus Implementing Various Repetitive Mechanical Deformations to Evaluate the Reliability of Flexible Electronic Devices. Micromachines 2018, 9, 492. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Clapp, T.G.; Peng, H. Buckling of Woven Fabrics: Part I: Effect of Fabric Weight. Text. Res. J. 1990, 60, 228–234. [Google Scholar] [CrossRef]
- Gao, J.; Pan, N.; Yu, W. Compression Behavior Evaluation of Single down Fiber and down Fiber Assemblies. J. Text. Inst. 2010, 101, 253–260. [Google Scholar] [CrossRef]
- Kang, T.J.; Joo, K.H.; Lee, K.W. Analyzing Fabric Buckling Based on Nonlinear Bending Properties. Text. Res. J. 2004, 74, 172–177. [Google Scholar] [CrossRef]
- El Messiry, M.; El-Tarfawy, S. Mechanical Properties and Buckling Analysis of Woven Fabric. Text. Res. J. 2019, 89, 2900–2918. [Google Scholar] [CrossRef]
- Namiranian, B.; Najar, S.S.; Nobari, A.S. Compression Plate Buckling Behavior of Fused Fabric Composites. Int. J. Cloth. Sci. Technol. 2009, 21, 311–325. [Google Scholar] [CrossRef]
- Gent, A.N. Elastic Stability of Rubber Compression Springs. J. Mech. Energy Sci. 1964, 6, 318–326. [Google Scholar] [CrossRef]
- Fridrichová, L.; Frydrych, M.; Kopáč, D.; Sobotka, P.; Teifelová, M.; Tunák, M.; Weymar, F. Způsob vyhodnocování měření lámavosti textilie metodou vzpěru. Patent CZ308682B6, 29 March 2022. [Google Scholar]















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fridrichová, L. Investigation of Loss of Shape Stability in Textile Laminates Using the Buckling Method. Polymers 2022, 14, 4527. https://doi.org/10.3390/polym14214527
Fridrichová L. Investigation of Loss of Shape Stability in Textile Laminates Using the Buckling Method. Polymers. 2022; 14(21):4527. https://doi.org/10.3390/polym14214527
Chicago/Turabian StyleFridrichová, Ludmila. 2022. "Investigation of Loss of Shape Stability in Textile Laminates Using the Buckling Method" Polymers 14, no. 21: 4527. https://doi.org/10.3390/polym14214527
APA StyleFridrichová, L. (2022). Investigation of Loss of Shape Stability in Textile Laminates Using the Buckling Method. Polymers, 14(21), 4527. https://doi.org/10.3390/polym14214527