
Sputtering Plasma Effect on Zinc Oxide Thin Films Produced on Photopolymer Substrates

 , ,
, ,  and
and
Abstract
:
1. Introduction
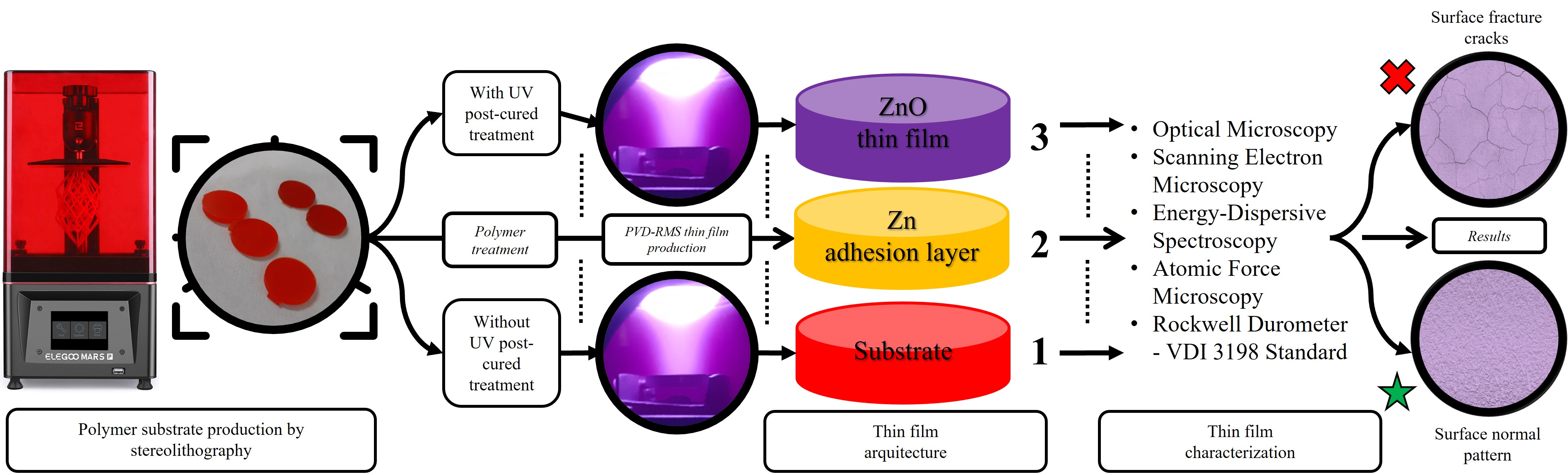
2. Materials and Methods
3. Results and Discussion
3.1. Effect of UV Treatment on the Surface Properties of Zn/ZnO Thin Films Deposited on Photosensitive Polymeric Substrates
3.2. Effect of UV Treatment on the Adhesion Properties of Zn/ZnO Thin Films
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hovsepian, P.E.; Lewis, D.B.; Luo, Q.; Münz, W.D.; Mayrhofer, P.H.; Mitterer, C.; Zhou, Z.; Rainforth, W.M. TiAlN Based Nanoscale Multilayer Coatings Designed to Adapt Their Tribological Properties at Elevated Temperatures. Thin Solid Films 2005, 485, 160–168. [Google Scholar] [CrossRef]
- Prabu, R.; Ramesh, S.; Savitha, M.; Balachandar, M. Review of Physical Vapour Deposition (Pvd) Techniques. In Proceedings of the International Conference on “Sustainable Manufacturing”; Coinbatore Institute of Technology: Coinbatore, India, 2013; pp. 427–434. [Google Scholar] [CrossRef]
- Abegunde, O.O.; Akinlabi, E.T.; Oladijo, O.P.; Akinlabi, S.; Ude, A.U. Overview of Thin Film Deposition Techniques. AIMS Mater. Sci. 2019, 6, 174–199. [Google Scholar] [CrossRef]
- Yang, P.F.; Wen, H.C.; Jian, S.R.; Lai, Y.S.; Wu, S.; Chen, R.S. Characteristics of ZnO Thin Films Prepared by Radio Frequency Magnetron Sputtering. Microelectron. Reliab. 2008, 48, 389–394. [Google Scholar] [CrossRef]
- Constantin, D.G.; Apreutesei, M.; Arvinte, R.; Marin, A.; Andrei, O.C.; Munteanu, D. Magnetron Sputtering Technique Used for Coatings Deposition; Technologies and Applications. In Proceedings of the 7th International Conference on Materials Science and Engineering, Citeseer, Brasov, Romania, 24–26 February 2011; Volume 12, pp. 29–33. [Google Scholar]
- Mubarak, A.M.A.; Hamzah, E.H.E.; Tofr, M.R.M.T.M.R.M. Review of Physical Vapour Deposition (PVD) Techniques for Hard Coating. J. Mek. 2005, 20, 42–51. [Google Scholar]
- Thornton, J.A. Substrate Heating in Cylindrical Magnetron Sputtering Sources. Thin Solid Films 1978, 54, 23–31. [Google Scholar] [CrossRef]
- Braun, M. Magnetron Sputtering Technique. In Handbook of Manufacturing Engineering and Technology; Springer: London, UK, 2015; pp. 2929–2957. [Google Scholar] [CrossRef]
- Shul, R.J.; Pearton, S.J. (Eds.) Handbook of Advanced Plasma Processing Techniques; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2001; Volume 43, p. 372. [Google Scholar] [CrossRef]
- Shah, S.I.; Jaffari, G.H.; Yassitepe, E.; Ali, B. Chapter 4—Evaporation: Processes, Bulk Microstructures, and Mechanical Properties. In Handbook of Deposition Technologies for Films and Coatings, 3rd ed.; Martin, P.M., Ed.; William Andrew Publishing: Boston, MA, USA, 2010; pp. 135–252. [Google Scholar] [CrossRef]
- Martin, P.M. (Ed.) Chapter 6—Ion Plating. In Handbook of Deposition Technologies for Films and Coatings, 3rd ed.; William Andrew Publishing: Boston, MA, USA, 2010; pp. 297–313. [Google Scholar] [CrossRef]
- Holmberg, K.; Matthews, A. Coatings Tribology: Properties, Mechanisms, Techniques and Applications in Surface Engineering; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Elmas, S.; Korkmaz, Ş. Deposition of Al Doped ZnO Thin Films on the Different Substrates with Radio Frequency Magnetron Sputtering. J. Non Cryst. Solids 2013, 359, 69–72. [Google Scholar] [CrossRef]
- Jian, S.R.; Chen, H.G.; Chen, G.J.; Jang, J.S.C.; Juang, J.Y. Structural and Nanomechanical Properties of A-Plane ZnO Thin Films Deposited under Different Oxygen Partial Pressures. Curr. Appl. Phys. 2012, 12, 849–853. [Google Scholar] [CrossRef]
- Sukwisute, P.; Sakdanuphab, R.; Sakulkalavek, A. Hardness and Wear Resistance Improvement of ABS Surface by CrN Thin Film. In Materials Today: Proceedings; Elsevier: Amsterdam, The Netherlands, 2017; Volume 4, pp. 6553–6561. [Google Scholar] [CrossRef]
- Jiang, P.; Ji, Z.; Wang, X.; Zhou, F. Surface Functionalization—A New Functional Dimension Added to 3D Printing. J. Mater. Chem. C 2020, 8, 12380–12411. [Google Scholar] [CrossRef]
- Cheng, C.; Gupta, M. Surface Functionalization of 3D-Printed Plastics via Initiated Chemical Vapor Deposition. Beilstein J. Nanotechnol. 2017, 8, 1629–1636. [Google Scholar] [CrossRef]
- Bagheri, A.; Jin, J. Photopolymerization in 3D Printing. ACS Appl. Polym. Mater. 2019, 1, 593–611. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A Review on Stereolithography and Its Applications in Biomedical Engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef]
- Voet, V.S.D.; Strating, T.; Schnelting, G.H.M.; Dijkstra, P.; Tietema, M.; Xu, J.; Woortman, A.J.J.; Loos, K.; Jager, J.; Folkersma, R. Biobased Acrylate Photocurable Resin Formulation for Stereolithography 3D Printing. ACS Omega 2018, 3, 1403–1408. [Google Scholar] [CrossRef]
- Binnion, J. A New Method for Preparing 3D Acrylic Photopolymer Patterns for Investment Casting. In Proceedings of the Santa Fe Symposium on Jewelry Manufacturing Technology, Albuquerque, NM, USA, 15–18 May 2016; pp. 103–122. [Google Scholar]
- Salmoria, G.V.; Ahrens, C.H.; Beal, V.E.; Pires, A.T.N.; Soldi, V. Evaluation of Post-Curing and Laser Manufacturing Parameters on the Properties of SOMOS 7110 Photosensitive Resin Used in Stereolithography. Mater. Des. 2009, 30, 758–763. [Google Scholar] [CrossRef]
- Cheah, C.M.; Fuh, J.Y.H.; Nee, A.Y.C.; Lu, L.; Choo, Y.S.; Miyazawa, T. Characteristics of Photopolymeric Material Used in Rapid Prototypes: Part II. Mechanical Properties at Post-Cured State. J. Mater. Process. Technol. 1997, 67, 46–49. [Google Scholar] [CrossRef]
- Fuh, J.Y.H.; Lu, L.; Tan, C.C.; Shen, Z.X.; Chew, S. Curing Characteristics of Acrylic Photopolymer Used in Stereolithography Process. Rapid Prototyp. J. 1999, 5, 27–34. [Google Scholar] [CrossRef]
- Peter, M.M. Handbook of Deposition Technologies for Films and Coatings: Science, Applications and Technology; Elsevier: Berkeley, CA, USA, 2010; pp. 32–92,253–296. [Google Scholar]
- Brodie, I.; Lamont, L.T., Jr.; Myers, D.O. Substrate Bombardment during RF Sputtering. Shinku 1969, 12, 259–263. [Google Scholar] [CrossRef]
- Lamont, L.T.; Lang, A. Reduction of Substrate Heating during Rf Sputtering. J. Vac. Sci. Technol. 1970, 7, 198–200. [Google Scholar] [CrossRef]
- Karalekas, D.; Aggelopoulos, A. Study of Shrinkage Strains in a Stereolithography Cured Acrylic Photopolymer Resin. J. Mater. Process. Technol. 2003, 136, 146–150. [Google Scholar] [CrossRef]
- Watters, M.P.; Bernhardt, M.L. Curing Parameters to Improve the Mechanical Properties of Stereolithographic Printed Specimens. Rapid Prototyp. J. 2018, 24, 46–51. [Google Scholar] [CrossRef]
- Fun To Do®. Industrial Blend—Resina FunToDo. Available online: https://funtodo.es/producto/industrial-blend-resina-funtodo/ (accessed on 8 June 2022).
- Acosta, J.; Rojo, A.; Salas, O.; Oseguera, J. Process Monitoring during AlN Deposition by Reactive Magnetron Sputtering. Surf. Coat. Technol. 2007, 201, 7992–7999. [Google Scholar] [CrossRef]
- Billmeyer, F.W., Jr. Ciencia De Los Polimeros; Editorial Reverte: Barcelona, Spain, 1975. [Google Scholar]
- Ding, R.; Leonov, A.I. A Kinetic Model for Sulfur Accelerated Vulcanization of a Natural Rubber Compound. J. Appl. Polym. Sci. 1996, 61, 455–463. [Google Scholar] [CrossRef]
- Coran, A.Y. Vulcanization: Conventional and Dynamic. Rubber Chem. Technol. 1995, 68, 351–375. [Google Scholar] [CrossRef]
- Ghosh, P.; Katare, S.; Patkar, P. Sulfur Vulcanization of Natural Rubber for Benzothiazole Accelerated Formulations. Rubber Chem. Technol. 2003, 76, 592–693. [Google Scholar] [CrossRef]
- Mukhopadhyay, R.; De, S.K.; Chakraborty, S.N. Effect of Vulcanization Temperature and Vulcanization Systems on the Structure and Properties of Natural Rubber Vulcanizates. Polymer 1977, 18, 1243–1249. [Google Scholar] [CrossRef]
- Morrison, N.J.; Porter, M. Temperature Effects on the Stability of Intermediates and Crosslinks in Sulfur Vulcanization. Rubber Chem. Technol. 1984, 57, 63–85. [Google Scholar] [CrossRef]
- Maji, D.; Das, S. Analysis of Plasma-Induced Morphological Changes in Sputtered Thin Films over Compliant Elastomer. J. Phys. D Appl. Phys. 2014, 47, 105401. [Google Scholar] [CrossRef]
- Oakdale, J.S.; Ye, J.; Smith, W.L.; Biener, J. Post-Print UV Curing Method for Improving the Mechanical Properties of Prototypes Derived from Two-Photon Lithography. Opt. Express 2016, 24, 27077. [Google Scholar] [CrossRef]
- Chantarapanich, N.; Puttawibul, P.; Sitthiseripratip, K.; Sucharitpwatskul, S.; Chantaweroad, S. Study of the Mechanical Properties of Photo-Cured Epoxy Resin Fabricated by Stereolithography Process. Songklanakarin J. Sci. Technol. 2013, 35, 91–98. [Google Scholar]
- Zhao, J.; Yang, Y.; Li, L. A Comprehensive Evaluation for Different Post-Curing Methods Used in Stereolithography Additive Manufacturing. J. Manuf. Process. 2020, 56, 867–877. [Google Scholar] [CrossRef]
- Karalekas, D.; Rapti, D.; Gdoutos, E.E.; Aggelopoulos, A. Investigation of Shrinkage-Induced Stresses in Stereolithography Photo-Curable Resins. Exp. Mech. 2002, 42, 439–444. [Google Scholar] [CrossRef]
- Depla, D.; Mahieu, S.; Greene, J.E. Chapter 5—Sputter Deposition Processes. In Handbook of Deposition Technologies for Films and Coatings, 3rd ed.; Martin, P.M., Ed.; William Andrew Publishing: Boston, MA, USA, 2010; pp. 253–296. [Google Scholar] [CrossRef]
- Iglesias, E.J.; Hecimovic, A.; Mitschker, F.; Fiebrandt, M.; Bibinov, N.; Awakowicz, P. Ultraviolet/Vacuum-Ultraviolet Emission from a High Power Magnetron Sputtering Plasma with an Aluminum Target. J. Phys. D Appl. Phys. 2020, 53, 55202. [Google Scholar] [CrossRef]
- Mattox, D.M. Chapter 12—Adhesion and Deadhesion. In Handbook of Physical Vapor Deposition (PVD) Processing, 2nd ed.; Mattox, D.M., Ed.; William Andrew Publishing: Boston, MA, USA, 2010; pp. 439–474. [Google Scholar] [CrossRef]
- Gao, W.; Li, Z. ZnO Thin Films Produced by Magnetron Sputtering. Ceram. Int. 2004, 30, 1155–1159. [Google Scholar] [CrossRef]
- Gonçalves, R.S.; Barrozo, P.; Brito, G.L.; Viana, B.C.; Cunha, F. The Effect of Thickness on Optical, Structural and Growth Mechanism of ZnO Thin Film Prepared by Magnetron Sputtering. Thin Solid Films 2018, 661, 40–45. [Google Scholar] [CrossRef]
- Zguris, Z. How Mechanical Properties of Stereolithography 3D Prints Are Affected by UV Curing. Formlabs White Pap. 2016, 1–11. [Google Scholar]
- Oskui, S.M.; Diamante, G.; Liao, C.; Shi, W.; Gan, J.; Schlenk, D.; Grover, W.H. Assessing and Reducing the Toxicity of 3D-Printed Parts. Environ. Sci. Technol. Lett. 2016, 3, 1–6. [Google Scholar] [CrossRef]
- Schricker, S.R. Composite Resin Polymerization and Relevant Parameters. In Orthodontic Applications of Biomaterials; Woodhead Publishing: Soston, UK, 2017; pp. 153–170. [Google Scholar] [CrossRef]
- Bertana, V.; De Pasquale, G.; Ferrero, S.; Scaltrito, L.; Catania, F.; Nicosia, C.; Marasso, S.L.; Cocuzza, M.; Perrucci, F. 3D Printing with the Commercial UV-Curable Standard Blend Resin: Optimized Process Parameters towards the Fabrication of Tiny Functional Parts. Polymers 2019, 11, 292. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Xu, K.; Chen, Y. Photocuring Temperature Study for Curl Distortion Control in Projection-Based Stereolithography. J. Manuf. Sci. Eng. 2016, 139, 021002. [Google Scholar] [CrossRef]
- Wu, D.; Zhao, Z.; Zhang, Q.; Qi, H.J.; Fang, D. Mechanics of Shape Distortion of DLP 3D Printed Structures during UV Post-Curing. Soft Matter 2019, 15, 6151–6159. [Google Scholar] [CrossRef]
- Castro-Rodríguez, R.; Oliva, A.I.; Sosa, V.; Caballero-Briones, F.; Peña, J.L. Effect of Indium Tin Oxide Substrate Roughness on the Morphology, Structural and Optical Properties of CdS Thin Films. Appl. Surf. Sci. 2000, 161, 340–346. [Google Scholar] [CrossRef]
- Thornton, J.A.; Hoffman, D.W. Stress-Related Effects in Thin Films. Thin Solid Films 1989, 171, 5–31. [Google Scholar] [CrossRef]
- Tvarozek, V.; Novotny, I.; Sutta, P.; Flickyngerova, S.; Schtereva, K.; Vavrinsky, E. Influence of Sputtering Parameters on Crystalline Structure of ZnO Thin Films. Thin Solid Films 2007, 515, 8756–8760. [Google Scholar] [CrossRef]
- Jankowski, A.F.; Bionta, R.M.; Gabriele, P.C. Internal Stress Minimization in the Fabrication of Transmissive Multilayer X-ray Optics. J. Vac. Sci. Technol. A Vac. Surf. Film. 1989, 7, 210–213. [Google Scholar] [CrossRef]
- Vidakis, N.; Antoniadis, A.; Bilalis, N. The VDI 3198 Indentation Test Evaluation of a Reliable Qualitative Control for Layered Compounds. J. Mater. Process. Technol. 2003, 143, 481–485. [Google Scholar] [CrossRef]
- Raghuram, A.C.; Bunshah, R.F. The Effect of Substrate Temperature on the Structure of Titanium Carbide Deposited by Activated Reactive Evaporation. J. Vac. Sci. Technol. 1972, 9, 1389–1394. [Google Scholar] [CrossRef]
- Karlsson, L.; Hultman, L.; Sundgren, J.-E. Influence of Residual Stresses on the Mechanical Properties of TiCxN1–x (X= 0, 0.15, 0.45) Thin Films Deposited by Arc Evaporation. Thin Solid Films 2000, 371, 167–177. [Google Scholar] [CrossRef]
- Thornton, J.A. New Industries and Applications for Advanced Materials Technology. SAMPE 1994, 19, 443. [Google Scholar]
- Mishra, S.K.; Bhattacharyya, A.S. Effect of Substrate Temperature on the Adhesion Properties of Magnetron Sputtered Nano-Composite Si-C-N Hard Thin Films. Mater. Lett. 2008, 62, 398–402. [Google Scholar] [CrossRef]
- Wu, B.; Yu, Y.; Wu, J.; Shchelkanov, I.; Ruzic, D.N.; Huang, N.; Leng, Y.X. Tailoring of Titanium Thin Film Properties in High Power Pulsed Magnetron Sputtering. Vacuum 2018, 150, 144–154. [Google Scholar] [CrossRef]
- Park, S.-Y.; Rho, S.-H.; Lee, H.-S.; Kim, K.-M.; Lee, H.-C. Fabrication of Highly Porous and Pure Zinc Oxide Films Using Modified DC Magnetron Sputtering and Post-Oxidation. Materials 2021, 14, 6112. [Google Scholar] [CrossRef]
- Mueller, B. Additive Manufacturing Technologies—Rapid Prototyping to Direct Digital Manufacturing. Assem. Autom. 2012, 32, 415–435. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Production Parameter | Units |
|---|---|
| Technology | LED Display Photocuring |
| Light source | Integrated UV light (405 nm) |
| XY axis resolution | 0.0047 mm (2560 × 1440 px) |
| Z axis accuracy | 0.00125 mm |
| Thickness per layer | 0.05 mm |
| Exhibition time | 8 s |
| Lower exposure time | 60 s |
| Print speed | 22.5 mm/h |
| Total printing time per lot | ~30 min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rocha-Cuervo, J.J.; Uribe-Lam, E.; Treviño-Quintanilla, C.D.; Melo-Maximo, D.V. Sputtering Plasma Effect on Zinc Oxide Thin Films Produced on Photopolymer Substrates. Polymers 2023, 15, 2283. https://doi.org/10.3390/polym15102283
Rocha-Cuervo JJ, Uribe-Lam E, Treviño-Quintanilla CD, Melo-Maximo DV. Sputtering Plasma Effect on Zinc Oxide Thin Films Produced on Photopolymer Substrates. Polymers. 2023; 15(10):2283. https://doi.org/10.3390/polym15102283
Chicago/Turabian StyleRocha-Cuervo, Juan Jesus, Esmeralda Uribe-Lam, Cecilia Daniela Treviño-Quintanilla, and Dulce Viridiana Melo-Maximo. 2023. "Sputtering Plasma Effect on Zinc Oxide Thin Films Produced on Photopolymer Substrates" Polymers 15, no. 10: 2283. https://doi.org/10.3390/polym15102283
APA StyleRocha-Cuervo, J. J., Uribe-Lam, E., Treviño-Quintanilla, C. D., & Melo-Maximo, D. V. (2023). Sputtering Plasma Effect on Zinc Oxide Thin Films Produced on Photopolymer Substrates. Polymers, 15(10), 2283. https://doi.org/10.3390/polym15102283