
A Multi-Material Flame-Retarding System Based on Expandable Graphite for Glass-Fiber-Reinforced PA6


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Preparation
2.2. Thermal and Gas Analytics
2.3. Fire Testing
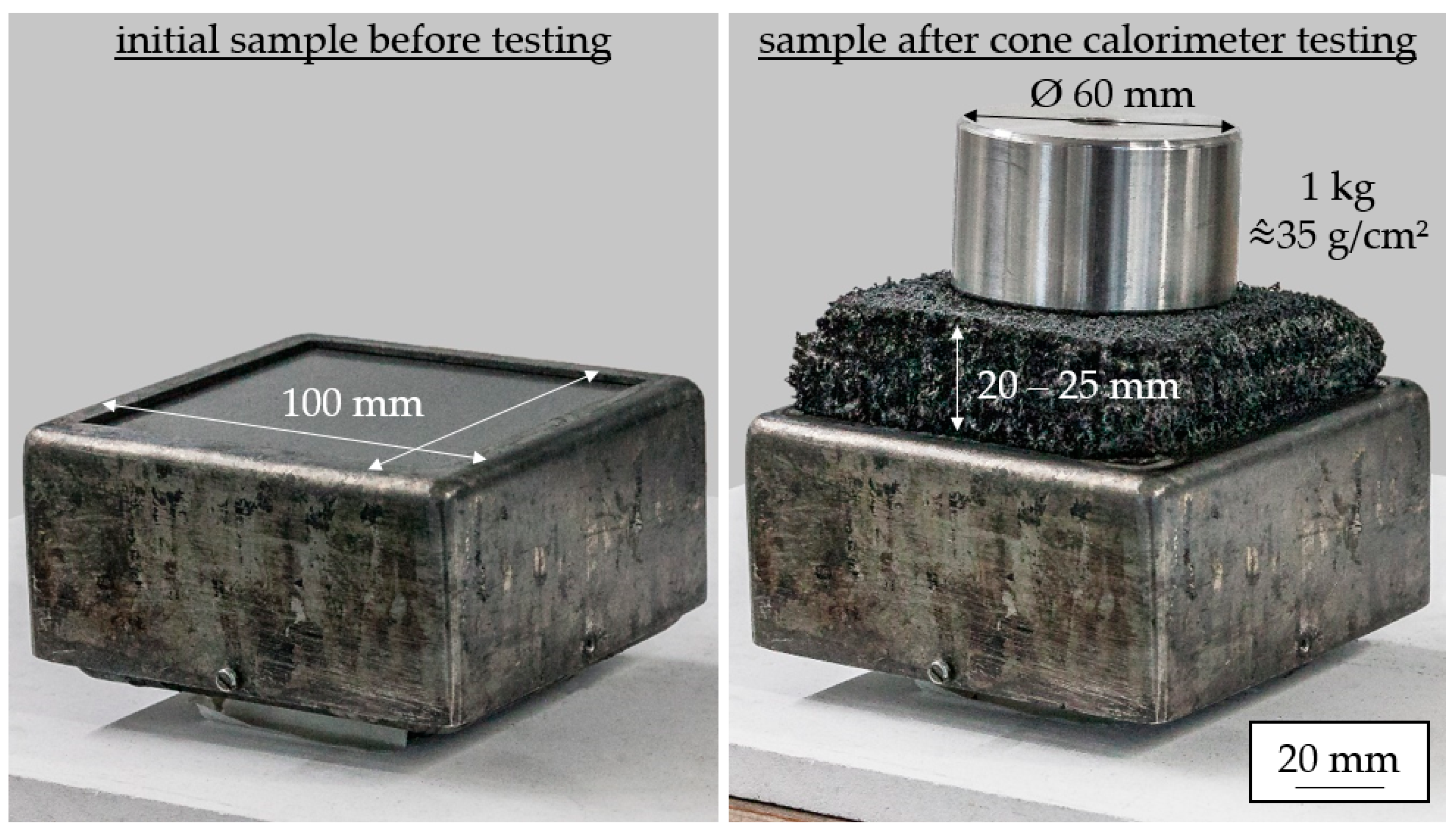
2.4. Char Residue Analysis
3. Results and Discussion
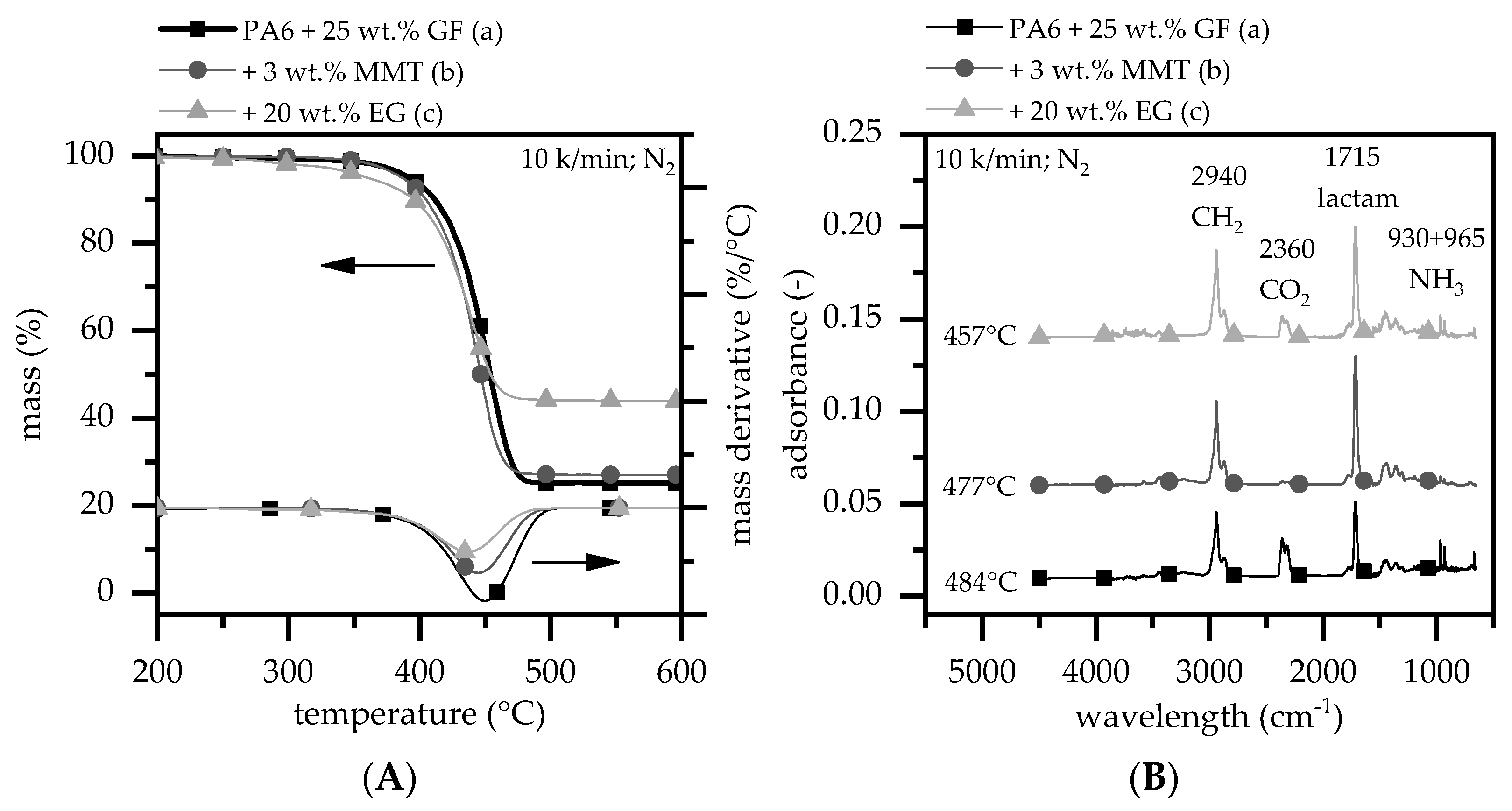
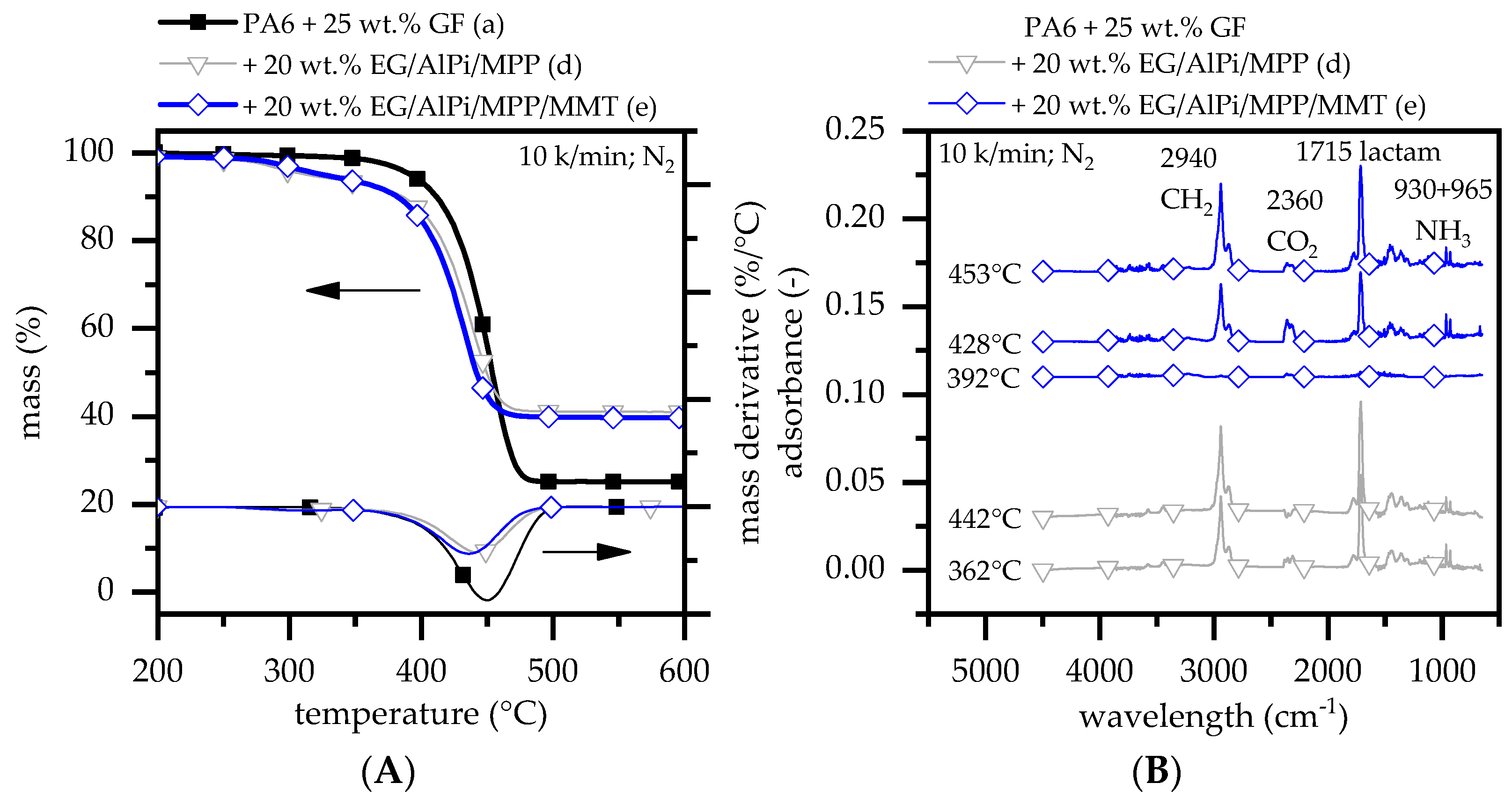
3.1. Thermal Analysis and Evolved Gas Analysis—TGA-FTIR
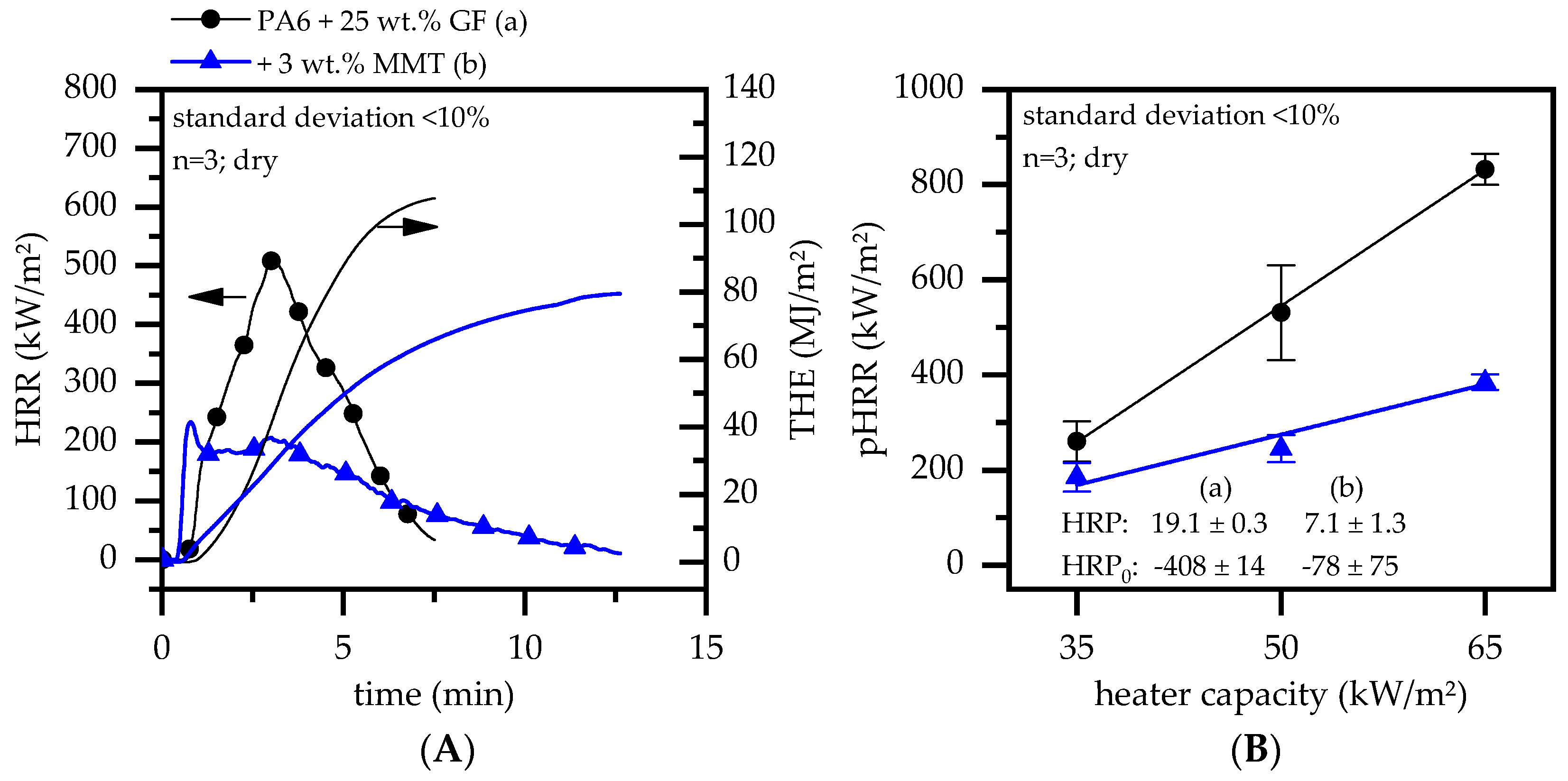
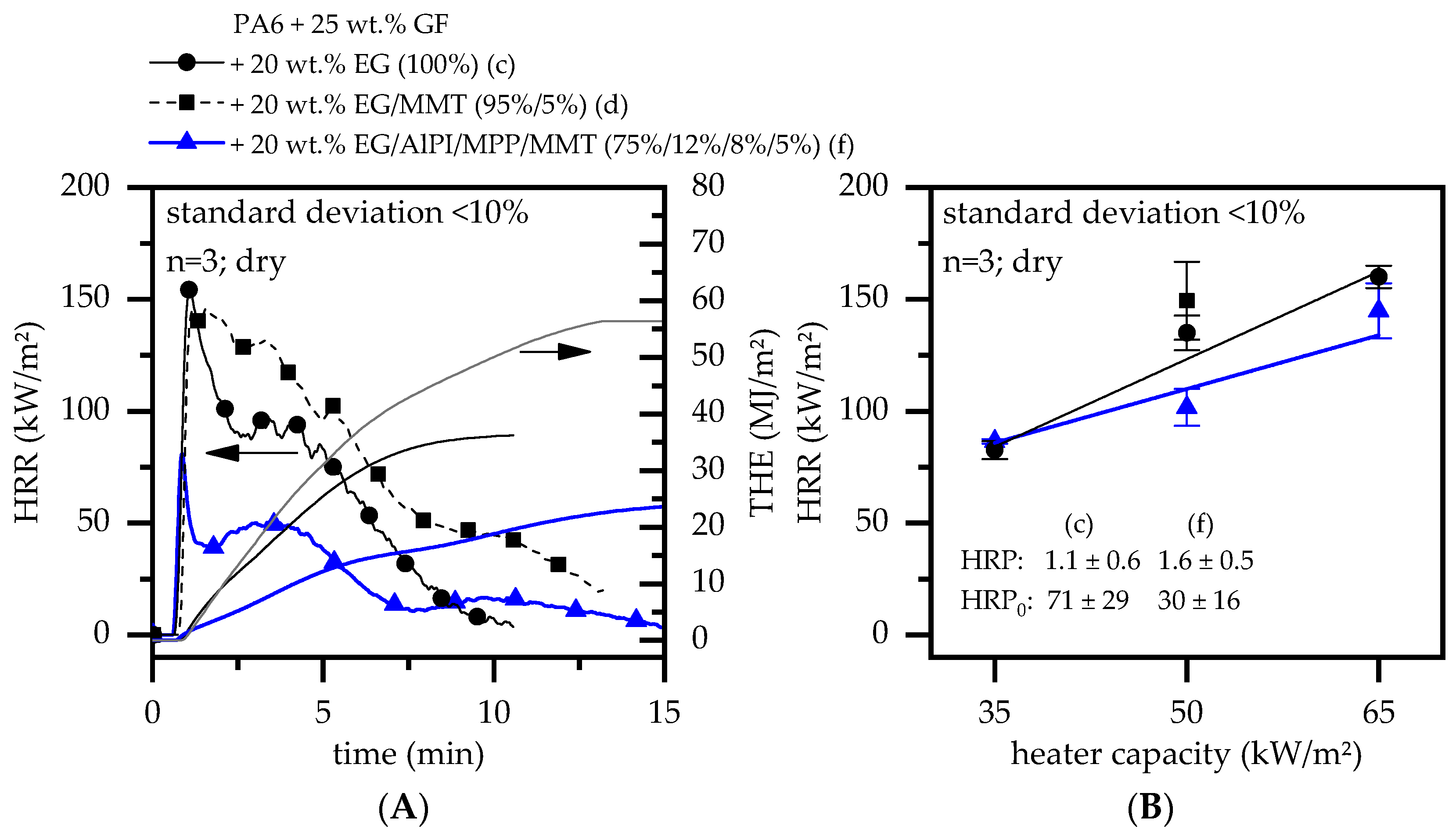
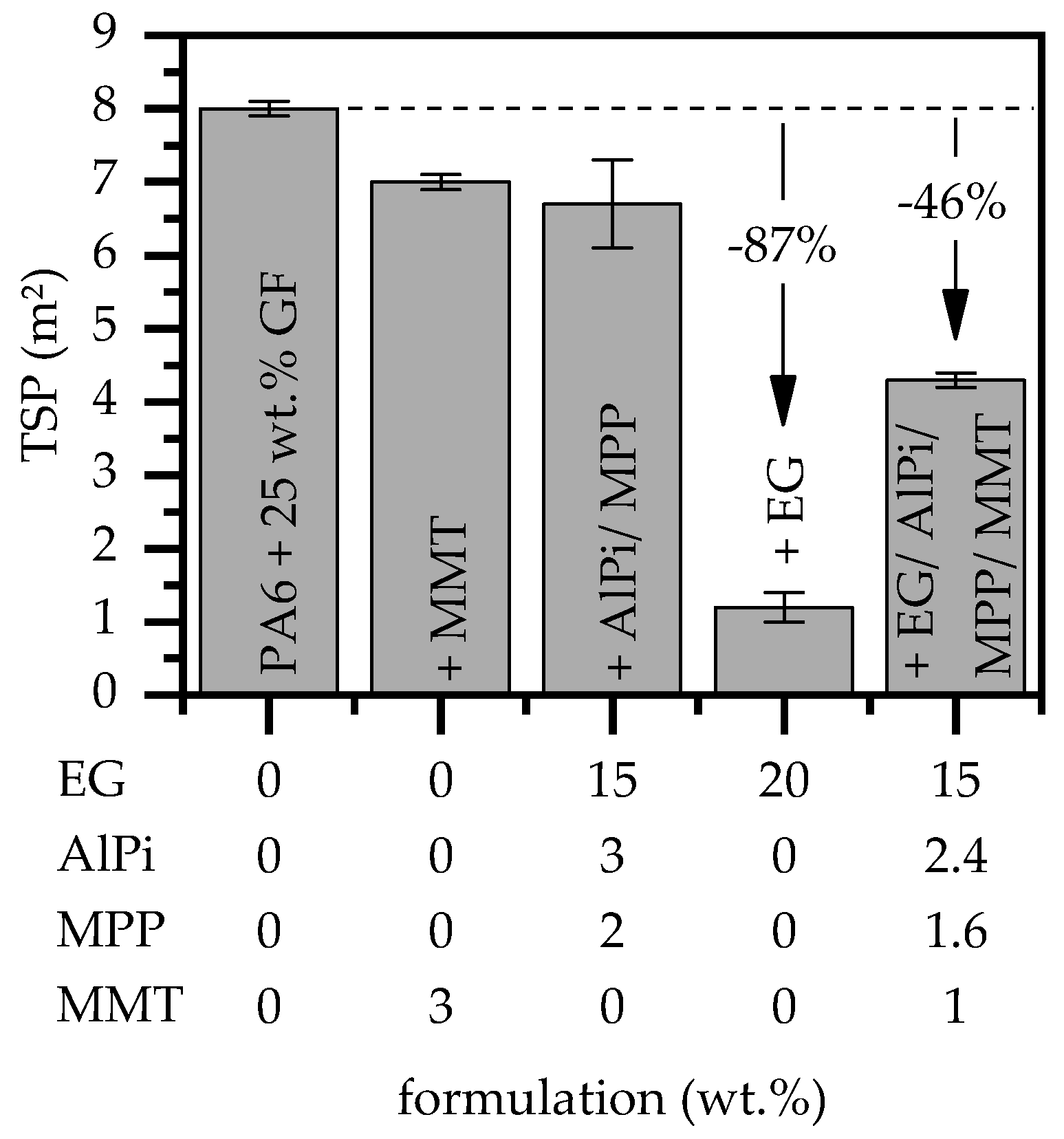
3.2. Burning Behavior—Cone Calorimeter
- Labyrinth effect: Nanodispersed MMT platelets form a labyrinth-like structure in the composite, increasing the material viscosity due to stronger material–particle interaction and extending the path of pyrolysis gases into the gas phase. As a consequence, the rate of gasification drops, which reduces the amount of available fuel and, thus, the burning rate. It is furthermore assumed that, for some polymeric systems, the formation of intermediate aromatic structures is favored. Thus, the labyrinth effect results in a prolonged meso-phase retention time, which increases the probability of (intermediate) char formation. Similar findings have been reported for many authors for various nano-scale systems. The relevant literature can be found in [55,56], although it is not limited to these references.
- During the cause of a fire, MMT starts to migrate to the burning surface and accumulates to increase the char yield. This enhances the barrier formation, which reduces heat re-radiation toward lower layers of non-decomposed polymer fractions. As a consequence, lower decomposition/evaporation rates limit the fuel supply and thus the heat development. Studies reporting similar observations can be found in [54,57], although they are not limited to these references.
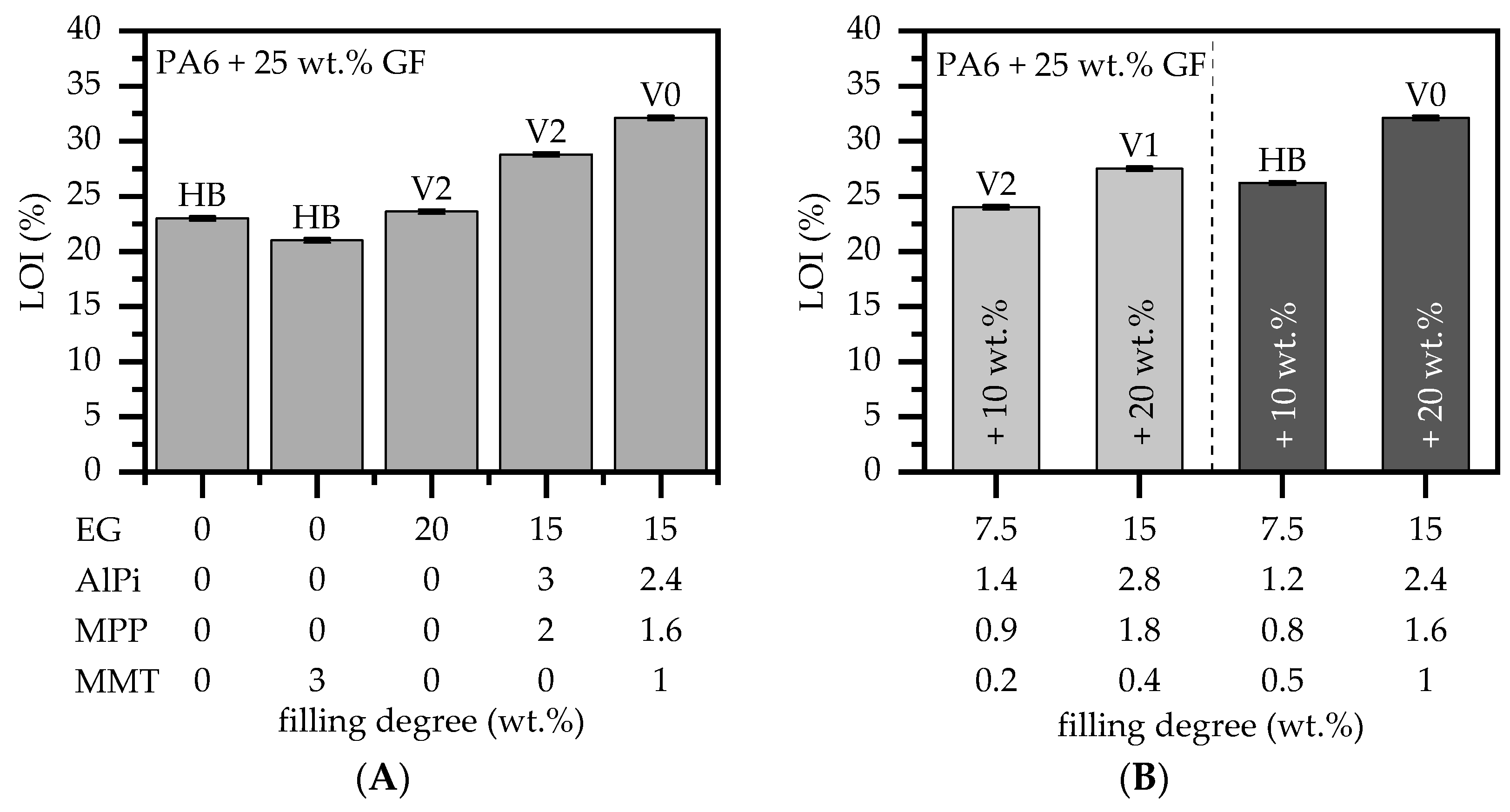
3.3. Burning Behavior—UL-94 and LOI
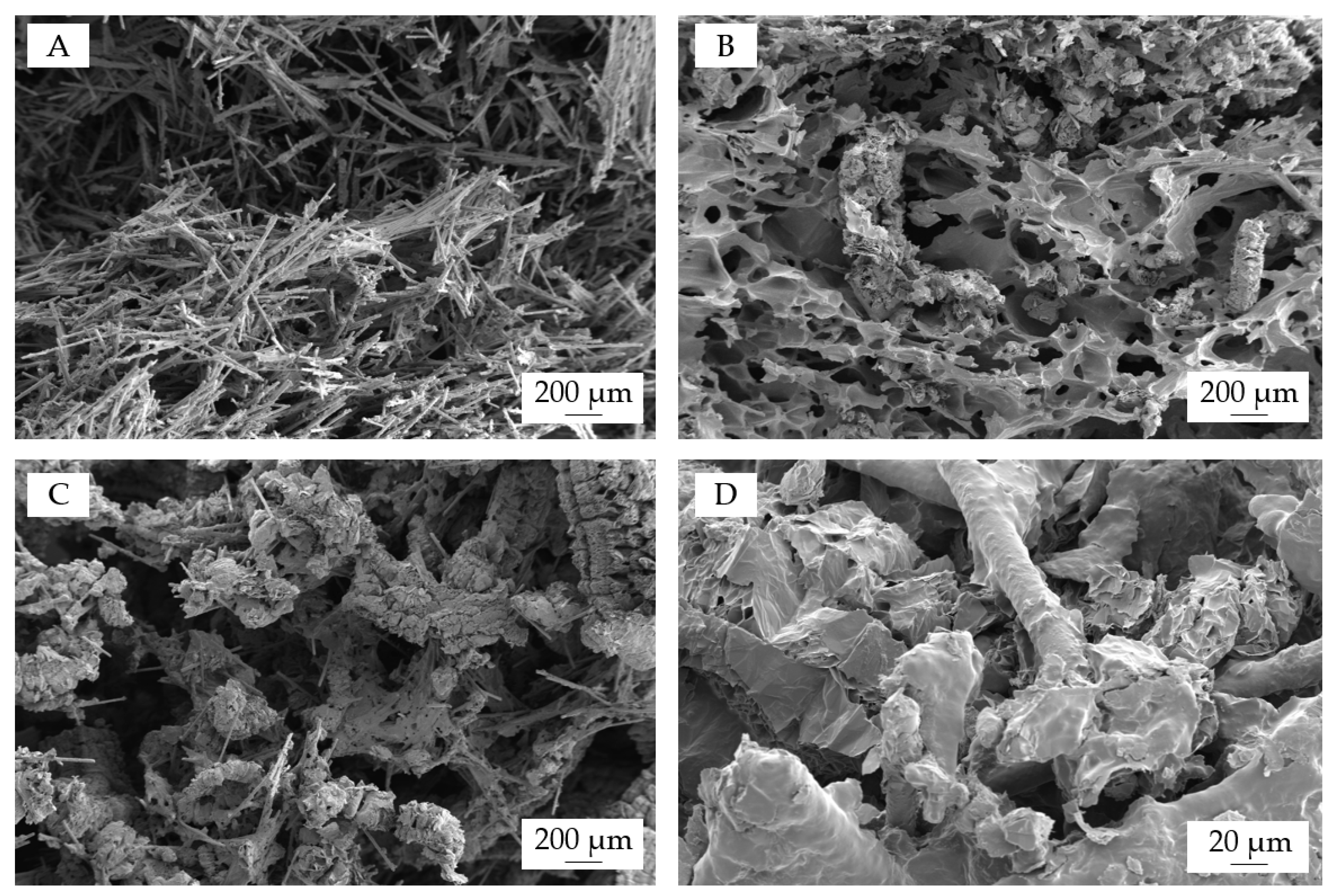
3.4. Char Residue Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Levchik, S.V.; Weil, E.D. A Review of Recent Progress in Phosphorus-based Flame Retardants. J. Fire Sci. 2006, 24, 345–364. [Google Scholar] [CrossRef]
- Levinṭa, N.; Vuluga, Z.; Teodorescu, M.; Corobea, M.C. Halogen-free flame retardants for application in thermoplastics based on condensation polymers. SN Appl. Sci. 2019, 1, 5. [Google Scholar] [CrossRef]
- Wang, Z.-Y.; Feng, Z.-Q.; Liu, Y.; Wang, Q. Flame retarding glass fibers reinforced polyamide 6 by melamine polyphosphate/polyurethane-encapsulated solid acid. J. Appl. Polym. Sci. 2007, 105, 3317–3322. [Google Scholar] [CrossRef]
- Tao, W.; Li, J. Melamine cyanurate tailored by base and its multi effects on flame retardancy of polyamide 6. Appl. Surf. Sci. 2018, 456, 751–762. [Google Scholar] [CrossRef]
- Braun, U.; Schartel, B.; Fichera, M.A.; Jäger, C. Flame retardancy mechanisms of aluminium phosphinate in combination with melamine polyphosphate and zinc borate in glass-fibre reinforced polyamide 6,6. Polym. Degrad. Stabil. 2007, 92, 1528–1545. [Google Scholar] [CrossRef]
- He, F.-M.; Liu, B.-W.; Chen, L.; Guo, D.-M.; Ding, X.-M.; Xiao, Y.-F.; Zhao, H.-B.; Li, W.-D.; Wang, Y.-Z. Novel polyamide 6 composites based on Schiff-base containing phosphonate oligomer: High flame retardancy, great processability and mechanical property. Compos. Part A Appl. Sci. Manuf. 2021, 146, 106423. [Google Scholar] [CrossRef]
- He, W.-T.; Liao, S.-T.; Xiang, Y.-S.; Long, L.-J.; Qin, S.-H.; Yu, J. Structure and Properties Study of PA6 Nanocomposites Flame Retarded by Aluminium Salt of Diisobutylphosphinic Acid and Different Organic Montmorillonites. Polymers 2018, 10, 3. [Google Scholar] [CrossRef]
- Gallo, E.; Braun, U.; Schartel, B.; Russo, P.; Acierno, D. Halogen-free flame retarded poly(butylene terephthalate) (PBT) using metal oxides/PBT nanocomposites in combination with aluminium phosphinate. Polym. Degrad. Stabil. 2009, 94, 1245–1253. [Google Scholar] [CrossRef]
- Tai, Q.; Yuen, R.K.K.; Yang, W.; Qiao, Z.; Song, L.; Hu, Y. Iron-montmorillonite and zinc borate as synergistic agents in flame-retardant glass fiber reinforced polyamide 6 composites in combination with melamine polyphosphate. Compos. Part A Appl. Sci. Manuf. 2012, 43, 415–422. [Google Scholar] [CrossRef]
- Braun, U.; Schartel, B. Effect of Red Phosphorus and Melamine Polyphosphate on the Fire Behavior of HIPS. J. Fire Sci. 2005, 23, 5–30. [Google Scholar] [CrossRef]
- Balabanovich, A.I.; Levchik, S.V.; Levchik, G.F.; Schnabel, W.; Wilkie, C.A. Thermal decomposition and combustion of γ-irradiated polyamide 6 containing phosphorus oxynitride or phospham. Polym. Degrad. Stabil. 1999, 64, 191–195. [Google Scholar] [CrossRef]
- Jahromi, S.; Gabriëlse, W.; Braam, A. Effect of melamine polyphosphate on thermal degradation of polyamides: A combined X-ray diffraction and solid-state NMR study. Polymer 2003, 44, 25–37. [Google Scholar] [CrossRef]
- Velencoso, M.M.; Battig, A.; Markwart, J.C.; Schartel, B.; Wurm, F.R. Molecular Firefighting-How Modern Phosphorus Chemistry Can Help Solve the Challenge of Flame Retardancy. Angew. Chem. Int. Ed. Engl. 2018, 57, 10450–10467. [Google Scholar] [CrossRef] [PubMed]
- Samyn, F.; Bourbigot, S. Protection mechanism of a flame-retarded polyamide 6 nanocomposite. J. Fire Sci. 2014, 32, 241–256. [Google Scholar] [CrossRef]
- Feng, H.; Qiu, Y.; Qian, L.; Chen, Y.; Xu, B.; Xin, F. Flame Inhibition and Charring Effect of Aromatic Polyimide and Aluminum Diethylphosphinate in Polyamide 6. Polymers 2019, 11, 1. [Google Scholar] [CrossRef]
- Goller, S.M.; Krüger, S.; Schartel, B. No business as usual: The effect of smoke suppressants commonly used in the flame retardant PA6.6 on smoke and fire properties. Polym. Degrad. Stabil. 2023, 209, 110276. [Google Scholar] [CrossRef]
- Seefeldt, H.; Duemichen, E.; Braun, U. Flame retardancy of glass fiber reinforced high temperature polyamide by use of aluminum diethylphosphinate: Thermal and thermo-oxidative effects. Polym. Int. 2013, 62, 1608–1616. [Google Scholar] [CrossRef]
- Fu, X.; Liu, Y.; Wang, Q.; Zhang, Z.; Wang, Z.; Zhang, J. Novel Synthesis Method for Melamine Polyphosphate and Its Flame Retardancy on Glass Fiber Reinforced Polyamide 66. Polym. Plast. Technol. Eng. 2011, 50, 1527–1532. [Google Scholar] [CrossRef]
- Levchik, S.V.; Balabanovich, A.I.; Levchik, G.F.; Costa, L. Effect of Melamine and its Salts on Combustion and Thermal Decomposition of Polyamide 6. Fire Mater. 1997, 21, 75–83. [Google Scholar] [CrossRef]
- Rezvani Ghomi, E.; Khosravi, F.; Mossayebi, Z.; Saedi Ardahaei, A.; Morshedi Dehaghi, F.; Khorasani, M.; Neisiany, R.E.; Das, O.; Marani, A.; Mensah, R.A.; et al. The Flame Retardancy of Polyethylene Composites: From Fundamental Concepts to Nanocomposites. Molecules 2020, 25, 21. [Google Scholar] [CrossRef]
- Unnikrishnan, V.; Zabihi, O.; Li, Q.; Ahmadi, M.; Ferdowsi MR, G.; Kannangara, T.; Blanchard, P.; Kiziltas, A.; Joseph, P.; Naebe, M. Multifunctional PA6 composites using waste glass fiber and green metal organic framework/graphene hybrids. Polym. Compos. 2022, 43, 5877–5893. [Google Scholar] [CrossRef]
- Kausar, A. Flame retardant potential of clay nanoparticles. In Clay Nanoparticles; Elsevier: Amsterdam, The Netherlands, 2020; pp. 169–184. [Google Scholar] [CrossRef]
- Tomiak, F.; Rathberger, K.; Schöffel, A.; Drummer, D. Expandable Graphite for Flame Retardant PA6 Applications. Polymers 2021, 13, 2733. [Google Scholar] [CrossRef] [PubMed]
- Uhl, F.M.; Yao, Q.; Nakajima, H.; Manias, E.; Wilkie, C.A. Expandable graphite/polyamide-6 nanocomposites. Polym. Degrad. Stabil. 2005, 89, 70–84. [Google Scholar] [CrossRef]
- Tomiak, F.; Schoeffel, A.; Rathberger, K.; Drummer, D. Expandable Graphite, Aluminum Diethylphospinate and Melamine Polyphosphate as Flame Retarding System in Glass Fiber-Reinforced PA6. Polymers 2022, 14, 6. [Google Scholar] [CrossRef] [PubMed]
- Focke, W.W.; Kruger, H.J.; Mhike, W.; Taute, A.; Roberson, A.; Ofosu, O. Polyethylene flame retarded with expandable graphite and a novel intumescent additive. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Liu, J.; Pang, X.; Shi, X.; Xu, J. Expandable Graphite in Polyethylene: The Effect of Modification, Particle Size and the Synergistic Effect with Ammonium Polyphosphate on Flame Retardancy, Thermal Stability and Mechanical Properties. Combust. Sci. Technol. 2020, 192, 575–591. [Google Scholar] [CrossRef]
- Sun, Z.; Ma, Y.; Xu, Y.; Chen, X.; Chen, M.; Yu, J.; Hu, S.; Zhang, Z. Effect of the particle size of expandable graphite on the thermal stability, flammability, and mechanical properties of high-density polyethylene/ethylene vinyl-acetate/expandable graphite composites. Polym. Eng. Sci. 2014, 54, 1162–1169. [Google Scholar] [CrossRef]
- Dittrich, B.; Wartig, K.-A.; Hofmann, D.; Mülhaupt, R.; Schartel, B. The influence of layered, spherical, and tubular carbon nanomaterials’ concentration on the flame retardancy of polypropylene. Polym. Compos. 2015, 36, 1230–1241. [Google Scholar] [CrossRef]
- Wang, G.; Bai, S. Synergistic effect of expandable graphite and melamine phosphate on flame-retardant polystyrene. J. Appl. Polym. Sci. 2017, 134, 45474. [Google Scholar] [CrossRef]
- Focke, W.W.; Muiambo, H.; Mhike, W.; Kruger, H.J.; Ofosu, O. Flexible PVC flame retarded with expandable graphite. Polym. Degrad. Stabil. 2014, 100, 63–69. [Google Scholar] [CrossRef]
- Ge, L.-L.; Duan, H.-J.; Zhang, X.-G.; Chen, C.; Tang, J.-H.; Li, Z.-M. Synergistic effect of ammonium polyphosphate and expandable graphite on flame-retardant properties of acrylonitrile-butadiene-styrene. J. Appl. Polym. Sci. 2012, 126, 1337–1343. [Google Scholar] [CrossRef]
- Jia, Y.; He, H.; Yu, P.; Chen, J.; Tian, S. Preparation and characterization of synergistically improved thermally conductive polyamide 6 with low melting point metal and low-temperature expandable graphite. Polym. Compos. 2018, 39, 1818–1826. [Google Scholar] [CrossRef]
- Tomiak, F.; Schneider, K.; Schoeffel, A.; Rathberger, K.; Drummer, D. Expandable Graphite as a Multifunctional Flame-Retarding Additive for Highly Filled Thermal Conductive Polymer Formulations. Polymers 2022, 14, 8. [Google Scholar] [CrossRef] [PubMed]
- Tomiak, F.; Schoeffel, A.; Rathberger, K.; Drummer, D. A Synergistic Flame Retardant System Based on Expandable Graphite, Aluminum (Diethyl-)Polyphospinate and Melamine Polyphosphate for Polyamide 6. Polymers 2021, 13, 2712. [Google Scholar] [CrossRef] [PubMed]
- Flynn, J.H.; Wall, L.A. A quick, direct method for the determination of activation energy from thermogravimetric data. J. Polym. Sci. B Polym. Lett. 1966, 4, 323–328. [Google Scholar] [CrossRef]
- Ozawa, T. Non-isothermal kinetics of diffusion and its application to thermal analysis. J. Therm. Anal. Calorim. 1973, 5, 563–576. [Google Scholar] [CrossRef]
- Ozawa, T. A New Method of Analyzing Thermogravimetric Data. BCSJ 1965, 38, 1881–1886. [Google Scholar] [CrossRef]
- Drozin, D.; Sozykin, S.; Ivanova, N.; Olenchikova, T.; Krupnova, T.; Krupina, N.; Avdin, V. Kinetic calculation: Software tool for determining the kinetic parameters of the thermal decomposition process using the Vyazovkin Method. SoftwareX 2020, 11, 100359. [Google Scholar] [CrossRef]
- ISO 4589-2:2017; Plastics—Determination of Burning Behaviour by Oxygen Index—Part 2: Ambient-Temperature Test. ISO: Geneva, Switzerland, 2017.
- DIN EN 60695-11-10:2014-10; Prüfungen zur Beurteilung der Brandgefahr. DIN: Berlin, Germany, 2014.
- Schartel, B.; Wilkie, C.A.; Camino, G. Recommendations on the scientific approach to polymer flame retardancy: Part 2—Concepts. J. Fire Sci. 2017, 35, 3–20. [Google Scholar] [CrossRef]
- Schartel, B.; Wilkie, C.A.; Camino, G. Recommendations on the scientific approach to polymer flame retardancy: Part 1—Scientific terms and methods. J. Fire Sci. 2016, 34, 447–467. [Google Scholar] [CrossRef]
- Babrauskas, V. Heat Release Rate. In SFPE Handbook of Fire Protection Engineering; Hurley, M.J., Gottuk, D.T., Hall, J.R., Jr., Harada, K., Kuligowski, E.D., Puchovsky, M., Torero, J.L., Watts, J.M., Jr., Wieczorek, C.J., Eds.; Springer: New York, NY, USA, 2016; pp. 799–904. [Google Scholar]
- Babrauskas, V.; Peacock, R.D. Heat release rate: The single most important variable in fire hazard. Fire Saf. J. 1992, 18, 255–272. [Google Scholar] [CrossRef]
- ISO 5660-1:2015-03; Prüfungen zum Brandverhalten von Baustoffen—Wärmefreisetzungs-, Rauchentwicklungs-und Masseverlustrate—Teil 1:Wärmefreisetzungsrate (Cone Calorimeter-Verfahren) und Rauchentwicklungsrate (dynamische Messung). ISO: Geneva, Switzerland, 2015.
- Herrera, M.; Matuschek, G.; Kettrup, A. Comparative studies of polymers using TA–MS, macro TA–MS and TA–FTIR. Thermochim. Acta 2000, 361, 69–76. [Google Scholar] [CrossRef]
- Bockhorn, H.; Hornung, A.; Hornung, U.; Weichmann, J. Kinetic study on the non-catalysed and catalysed degradation of polyamide 6 with isothermal and dynamic methods. Thermochim. Acta 1999, 337, 97–110. [Google Scholar] [CrossRef]
- Herrera, M.; Matuschek, G.; Kettrup, A. Main products and kinetics of the thermal degradation of polyamides. Chemosphere 2001, 42, 601–607. [Google Scholar] [CrossRef]
- Holland, B.J.; Hay, J.N. Thermal degradation of nylon polymers. Polym. Int. 2000, 49, 943–948. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Harris, R.H.; Zhang, X.; Briber, R.M.; Cipriano, B.H.; Raghavan, S.R.; Awad, W.H.; Shields, J.R. Flame retardant mechanism of polyamide 6–clay nanocomposites. Polymer 2004, 45, 881–891. [Google Scholar] [CrossRef]
- Jang, B.N.; Wilkie, C.A. The effect of clay on the thermal degradation of polyamide 6 in polyamide 6/clay nanocomposites. Polymer 2005, 46, 3264–3274. [Google Scholar] [CrossRef]
- Ramani, A.; Hagen, M.; Hereid, J.; Zhang, J.; Delichatsios, M. Interaction of a phosphorus-based FR, a nanoclay and PA6. Part 2 interaction of the complete PA6 polymer nanocomposites. Fire Mater. 2009, 34, 77–93. [Google Scholar] [CrossRef]
- Isitman, N.A.; Gunduz, H.O.; Kaynak, C. Nanoclay synergy in flame retarded/glass fibre reinforced polyamide 6. Polym. Degrad. Stabil. 2009, 94, 2241–2250. [Google Scholar] [CrossRef]
- Morgan, A.B.; Wilkie, C.A. (Eds.) Flame Retardant Polymer Nanocomposites; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007. [Google Scholar]
- Gilman, J.W. Flame Retardant Mechanism of Polymer–Clay Nanocomposites. In Flame Retardant Polymer Nanocomposites; Morgan, A.B., Wilkie, C.A., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007; pp. 67–87. [Google Scholar] [CrossRef]
- Zanetti, M.; Kashiwagi, T.; Falqui, L.; Camino, G. Cone Calorimeter Combustion and Gasification Studies of Polymer Layered Silicate Nanocomposites. Chem. Mater. 2002, 14, 881–887. [Google Scholar] [CrossRef]
- Braun, U.; Bahr, H.; Schartel, B. Fire retardancy effect of aluminium phosphinate and melamine polyphosphate in glass fibre reinforced polyamide 6. e-Polymers 2010, 10. [Google Scholar] [CrossRef]
- Samyn, F.; Bourbigot, S. Thermal decomposition of flame retarded formulations PA6/aluminum phosphinate/melamine polyphosphate/organomodified clay: Interactions between the constituents? Polym. Degrad. Stabil. 2012, 97, 2217–2230. [Google Scholar] [CrossRef]
- Shanmuganathan, K.; Deodhar, S.; Dembsey, N.; Fan, Q.; Calvert, P.D.; Warner, S.B.; Patra, P.K. Flame retardancy and char microstructure of nylon-6/layered silicate nanocomposites. J. Appl. Polym. Sci. 2007, 104, 1540–1550. [Google Scholar] [CrossRef]
- Bartholmai, M.; Schartel, B. Layered silicate polymer nanocomposites: New approach or illusion for fire retardancy? Investigations of the potentials and the tasks using a model system. Polym. Adv. Technol. 2004, 15, 355–364. [Google Scholar] [CrossRef]
- Vahabi, H.; Lopez-Cuesta, J.-M.; Chivas-Joly, C. High-performance fire-retardant polyamide materials. In Novel Fire Retardant Polymers and Composite Materials; Wang, D.-Y., Ed.; Woodhead Publishing series in composites science and engineering number 73; Elsevier/WP Woodhead Publishing: Amsterdam, The Netherlands; Boston, MA, USA; Cambridge, UK, 2017; pp. 147–170. [Google Scholar] [CrossRef]
- Schartel, B.; Bartholmai, M.; Knoll, U. Some comments on the main fire retardancy mechanisms in polymer nanocomposites. Polym. Adv. Technol. 2006, 17, 772–777. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Type/Code | Manufacturer |
|---|---|---|
| polyamide 6 (PA6) | B27E | BASF SE, Ludwigshafen |
| glass fiber (GF) | CS7920 | Lanxess AG, Cologne |
| expandable graphite (EG) | GHL HT 270 | LUH GmbH, Walluf |
| aluminum diethylphosphate (AlPi) | Exolit 1230 | Clariant AG, Muttenz |
| melamine polyphosphate (MPP) | MP200 | BASF SE, Ludwigshafen |
| organic montmorillonite (MMT) | MAX CT 4260 | BYK-Chemie, Wesel |
| Sample Code | PA6 wt.% | GF wt.% | EG wt.% | MMT wt.% | AlPi/MPP (3:2) wt.% |
|---|---|---|---|---|---|
| a | 75 | 25 | 0.0 | 0 | 0 |
| b | 72 | 25 | 0.0 | 3 | 0 |
| c | 55 | 25 | 20.0 | 0 | 0 |
| d | 65 | 25 | 19 | 1 | 0 |
| e | 55 | 25 | 15.0 | 0 | 3.0/2.0 |
| f | 55 | 25 | 15.0 | 1.0 | 2.4/1.6 |
| g | 65 | 25 | 7.5 | 0.2 | 1.4/0.9 |
| h | 55 | 25 | 15.0 | 0.4 | 2.8/1.4 |
| i | 65 | 25 | 7.5 | 0.5 | 1.2/0.8 |
| Sample Code | PA6 wt.% | GF wt.% | EG wt.% | MMT wt.% | AlPi/MPP (3:2) wt.% | T99% Onset °C | Residue % | Activation Energy Ozawa |
|---|---|---|---|---|---|---|---|---|
| a | 75 | 25 | 0 | 0 | 0.0 | 417.1 | 24.8 | 211 |
| b | 72 | 25 | 0 | 3 | 0.0 | 417.1 | 27.4 | 221 |
| c | 55 | 25 | 20 | 0 | 0.0 | 410.1 | 43.3 | 200 |
| d | 55 | 25 | 15 | 0 | 3.0/2.0 | 407.3 | 40.7 | 194 |
| e | 55 | 25 | 15 | 2 | 1.8/1.2 | 403.4 | 39.55 | 239 |
| Sample Code | PA6 wt.% | GF wt.% | EG wt.% | MMT wt.% | AlPi/MPP (3:2) wt.% | tign s | pHRR kW/m2 | THE MJ/m2 | MAHRE kW/m2 | TSP m2 |
|---|---|---|---|---|---|---|---|---|---|---|
| a | 75 | 25 | 0 | 0 | 0.0 | 128 ± 4 | 531 ± 100 | 109 ± 10 | 235 ± 29 | 8.0 ± 0.0 |
| b | 72 | 25 | 0 | 3 | 0.0 | 112 ± 1 | 226 ± 8 | 68 ± 0 | 118 ± 8 | 7.0 ± 0.0 |
| c | 55 | 25 | 20 | 0 | 0.0 | 60 ± 1 | 134 ± 7 | 31 ± 5 | 66 ± 6 | 1.2 ± 0.2 |
| d | 55 | 25 | 15 | 0 | 3.0/2.0 | 56 ± 4 | 155 ± 6 | 35 ± 5 | 64 ± 3 | 4.3 ± 0.2 |
| e | 55 | 25 | 15 | 1 | 2.4/1.6 | 123 ± 2 | 102 ± 8 | 21 ± 4 | 33 ± 1 | 3.8 ± 0.2 |
| PA6 wt.% | GF wt.% | EG wt.% | MMT wt.% | AlPi/MPP (3:2) wt.% | UL-94 2 mm | t1 s | t2 s | Cign | LOI 2 mm % |
|---|---|---|---|---|---|---|---|---|---|
| 75 | 25 | 0 | 0 | 0.0 | HB—full burn to holder | yes | 22.0 ± 0.2 | ||
| 72 | 25 | 0 | 3 | 0.0 | HB—full burn to holder | yes | 20.9 ± 0.2 | ||
| 55 | 25 | 20 | 0 | 0.0 | V2 | 10 ± 2 | 8 ± 3 | yes | 36.0 ± 0.1 |
| 55 | 25 | 15 | 0 | 3.0/2.0 | V2 | 6 ± 7 | 7 ± 3 | yes | 28.8 ± 0.2 |
| 55 | 25 | 15 | 1 | 2.6/1.4 | V0 | 0 ± 0 | 0 ± 0 | no | 32.1 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomiak, F.; Zitzmann, M.; Drummer, D. A Multi-Material Flame-Retarding System Based on Expandable Graphite for Glass-Fiber-Reinforced PA6. Polymers 2023, 15, 4100. https://doi.org/10.3390/polym15204100
Tomiak F, Zitzmann M, Drummer D. A Multi-Material Flame-Retarding System Based on Expandable Graphite for Glass-Fiber-Reinforced PA6. Polymers. 2023; 15(20):4100. https://doi.org/10.3390/polym15204100
Chicago/Turabian StyleTomiak, Florian, Melanie Zitzmann, and Dietmar Drummer. 2023. "A Multi-Material Flame-Retarding System Based on Expandable Graphite for Glass-Fiber-Reinforced PA6" Polymers 15, no. 20: 4100. https://doi.org/10.3390/polym15204100
APA StyleTomiak, F., Zitzmann, M., & Drummer, D. (2023). A Multi-Material Flame-Retarding System Based on Expandable Graphite for Glass-Fiber-Reinforced PA6. Polymers, 15(20), 4100. https://doi.org/10.3390/polym15204100