1. Introduction
The electrospinning technique is a versatile method for fabricating fibers from a broad range of polymers. This process offers a wide array of controllable parameters, including flow rate (measured in mL/h), applied voltage (kV), needle gauge (G), and the distance between the needle tip and the collector (cm), as depicted in
Figure 1’s schematic of the electrospinning setup.
To begin electrospinning, a polymer solution is loaded into a syringe (connected to a metal needle), which is then set to a specific flow rate. The needle is connected to a direct current (DC) voltage supply that applies a high voltage, while the collector is grounded at a designated distance from the needle tip. Upon applying the voltage, a phenomenon to form the Taylor cone occurs, generating a fine fiber jet that propels toward the grounded collector. The careful manipulation of these process parameters allows for the customization of fiber morphology to meet specific application needs. The formation of the Taylor cone is crucial for successful fiber production. Therefore, optimizing the electrospinning parameters, in conjunction with the intrinsic properties of the polymer solution—such as its volatility, viscosity, and conductivity—is essential. These properties not only influence the ability to form a Taylor cone but also affect the fiber morphology [
1].
Ambient conditions, including temperature and humidity, also play a significant role in determining fiber morphology. The choice of solvent for the polymer solution impacts its volatility; this is particularly important in biomedical applications like drug delivery, where a non-volatile solution may be detrimental [
2,
3,
4]. Additionally, the molecular weight (Mw) of the polymer and the concentration of the polymer in the solution are key factors that govern the degree of polymer chain entanglement, which in turn affects the solution’s viscosity and the quality of the electrospun fibers [
5].
The fabrication of fibers relies on the equilibrium of forces resulting from surface tension, the concentration of charges on the jet, and the viscosity of the solution. The viscosity (
η) and molecular weight of the polymer are directly related, and their relationship is expressed in the form of the Mark–Houwink Equation [
6,
7]
where α and
K are constants for a given polymer, solvent, and temperature.
Surface tension causes the liquid jet to transform into one or multiple spherical droplets in order to minimize surface area due to Rayleigh instability [
8]. On the other hand, the electrostatic repulsion between charges on the jet counteracts this effect and promotes an increase in surface area, leading to the creation of a thin jet. The viscoelastic forces present in a polymer solution also play a vital role in bead-free fiber fabrication, as they prevent changes in shape and help create fibers. By adjusting the interplay between these forces, various fiber structures can be produced. For instance, by strengthening the impact of viscoelastic and charge repulsion forces compared to surface tension, it is possible to prevent the formation of beads. While the impact of solution concentration on fiber structure is widely known, it is the alteration in solution viscosity that ultimately leads to changes in the morphology of electrospun fibers [
9].
Electrospinning fibers from polymers with lower molecular weights (Mw) presents significant challenges due to the inherent physical properties of these materials. High-molecular-weight polymers are typically favored in electrospinning because they offer the necessary chain entanglement that facilitates fiber formation. In contrast, when using polymers with lower Mw, the surface tension of the polymer solution often exceeds its viscoelastic forces. This imbalance results in the formation of beads along the fibers, which is an undesirable outcome. Beads within the fiber structure can significantly impair the mechanical integrity and functional performance of the resultant fiber mat, as they act as sites of structural weakness and/or defects. To mitigate this issue and achieve a uniform, beadless fiber morphology, careful optimization of electrospinning parameters is essential. This includes adjusting the solution concentration, as well as the electrospinning voltage, flow rate, and distance between the needle and collector. Achieving the optimal set of conditions is crucial to produce defect-free electrospun fibers, which is vital for their application in fields where high performance and consistency of physical properties are imperative.
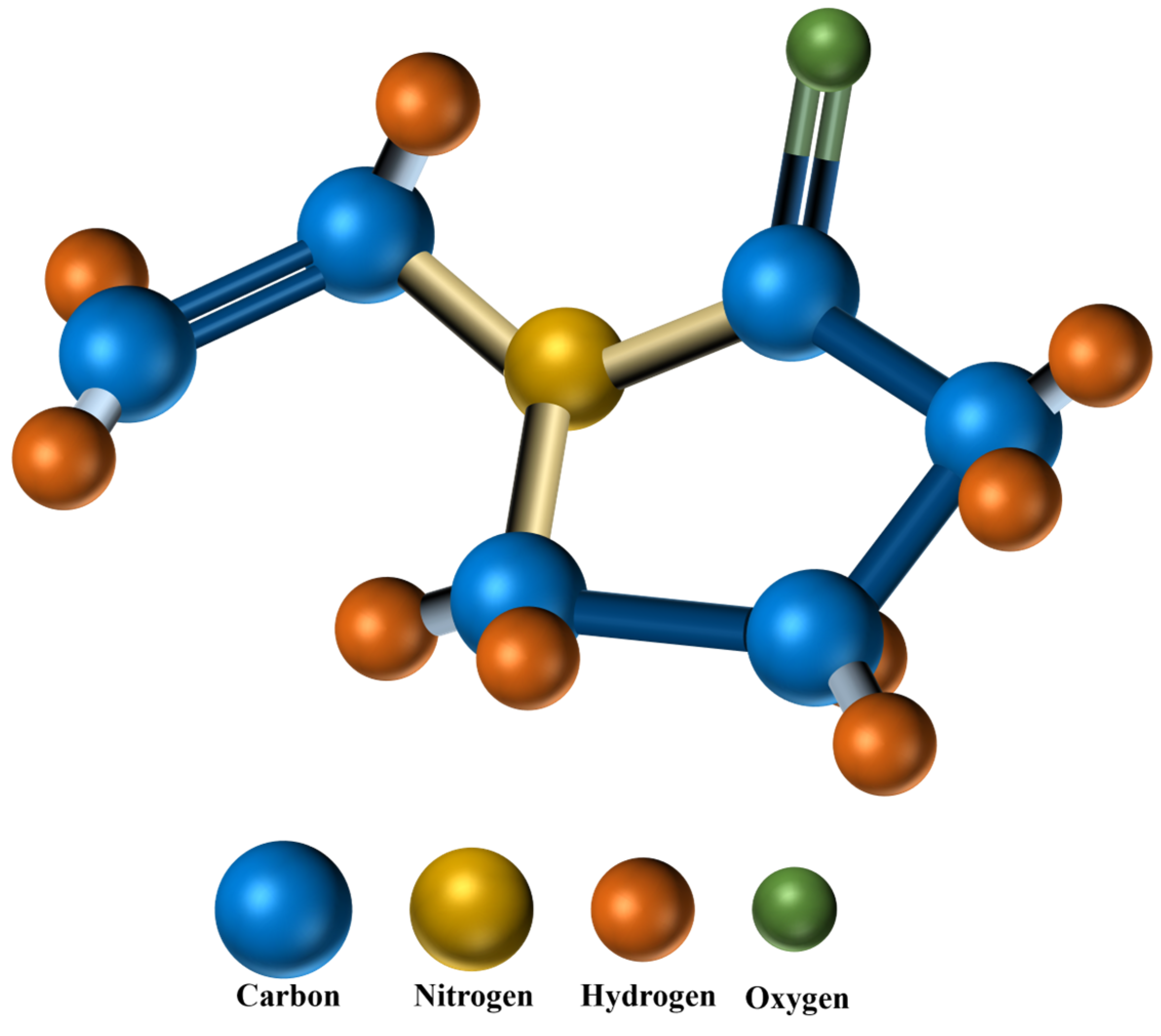
Polyvinylpyrrolidone (PVP) is a versatile synthetic polymer, denoted by the molecular formula (C
6H
9NO)
n. The ball-and-stick model presented in
Figure 2 illustrates the molecular composition of PVP. This polymer has been extensively combined with materials such as titanium dioxide (TiO
2), Titanium nitride (TiN), and carbon nanotubes (CNTs) to explore its potential in sensing technologies [
10,
11,
12]. The biocompatibility and nontoxicity of PVP also make it a popular choice in the field of drug delivery systems [
13,
14].
Commercially, PVP is available in a spectrum of molecular weights (M
w), but it is commonly utilized at M
w ≥ 130,000 g/mol for various applications. Recent research has highlighted how different electrospinning parameters affect the morphology of PVP fibers, with these studies typically using a molecular weight of 130,000 g/mol as a standard [
15,
16,
17,
18,
19]. However, there is a noticeable gap in the literature regarding the systematic exploration of electrospun PVP fibers at lower molecular weights.
Addressing this research gap could reveal significant insights into the fundamentals of electrospinning PVP. By tailoring the solution concentration (expressed in weight percent, wt%) for lower molecular weights, it may be possible to produce thinner fibers. These finer fibers can have the potential to enhance performance across a range of applications due to their increased surface area and unique physical properties. Therefore, further investigation into the optimization of electrospinning parameters for PVP with lower molecular weights is not only warranted but could also open new avenues for material innovation.
In bridging the current knowledge gap, this study offers a significant exploration of the electrospinning process using lower molecular weight Polyvinylpyrrolidone (PVP) variants, specifically 10,000 and 55,000 g/mol. Through careful optimization of the solution concentration (wt%) and electrospinning parameters, we have successfully fabricated uniform electrospun fibers. Additionally, this study provides insight into the effects of needle gauge size and the distance from the needle tip to the collector (NCD) on the fiber morphology. Our findings elucidate crucial electrospinning process parameters that markedly influence fiber fabrication, particularly for polymers with lower molecular weights. This research not only advances our fundamental understanding of electrospinning dynamics but also paves the way for innovative applications of fine-tuned nanofibrous materials.
3. Results and Discussion
The results section will be subdivided into three parts, discussing the parameter optimization for PVP10000 and PVP55000, as well as the effect of variation in needle gauge and NCD.
3.1. Parameter Optimization for PVP10000
In the electrospinning experiments conducted at room temperature, three PVP
10000 solutions with concentrations of 10 wt%, 30 wt%, and 50 wt% were utilized, adhering to the process parameters delineated in the experimental section. Subsequent SEM analysis was performed on the derived samples. As depicted in
Figure S1, the samples generated from the 10 wt% solution did not yield fibers; instead, particle formation was observed across all tested voltages and flow rates. This outcome is attributed to the low polymer concentration, which is hypothesized to increase the surface tension and reduce the solution’s viscosity, thereby inhibiting the elongation necessary for fiber formation. Further investigation into the relationship between polymer concentration, surface tension, and viscosity is warranted to substantiate this hypothesis and refine the electrospinning process parameters for low-concentration solutions.
The concentration of PVP
10000 was increased to 30 wt% and 50 wt%. While fibers tended to form, particle formation was significantly higher than fibers. These results indicate that increasing the polymer concentration leads to an increase in the viscosity and viscoelasticity of the solution. This increase overcomes the surface tension of the solution, allowing fiber fabrication to occur. SEM micrographs of these samples are shown in
Figure 3 and
Figure 4.
Higher concentrations of PVP
10000 increased the viscosity of the spinning solution, but the spinnability remained low. In the 30 wt% solution, fibers tended to form at a higher flow rate of 1.0 mL/h at 20 kV (
Figure 3). However, with the 50 wt% spinning solution, a lower flow rate of 0.5 mL/h showed a higher fiber density (
Figure 4).
Particle density remained high for all voltages at both flow rates, prompting an increase in PVP
10000 concentration to 70 wt%.
Figure 5 illustrates SEM micrographs and their respective fiber diameter distribution curves.
Considering the increase in fiber density at a lower flow rate for the 50 wt% spinning solution, electrospinning of the 70 wt% spinning solution was conducted at 0.5 mL/h, with other process parameters unchanged. This solution exhibited a higher fiber density and lower bead density. Increasing the voltage reduced bead formation, but it was not raised above 25 kV to prevent instability of the Taylor cone [
20] and to ensure a uniform fiber diameter distribution. Analysis of fiber diameter distribution revealed that higher voltages resulted in smaller average fiber diameters. The average diameter of all samples was below 0.300 µm, indicating enhanced uniformity with increasing voltage. The better uniformity of the fiber diameter depicted the stabilization of the Taylor cone at higher voltages, which led to uniform stretching of the fiber jet. Average diameters were observed to be 0.270 ± 0.086 µm, 0.233 ± 0.079 µm, and 0.255 ± 0.063 µm for 15 kV, 20 kV, and 25 kV applied voltages, respectively. The decrease in fiber diameter at 20 kV suggests that the higher charge density assisted in stretching the fiber jet. However, at 25 kV, the fiber diameter tends to increase, which is attributed to higher solution ejection from the needle tip due to increased applied voltage [
21]. No particle formation was observed for these samples at any voltage. Moreover, the higher PVP
10000 concentration led to increased viscoelasticity and spinnability of the solution.
To completely avoid bead formation, the PVP
10000 concentration was increased to 80 wt%. SEM results revealed no bead formation for any of these samples (
Figure 6).
This solution concentration (80 wt%) was opted to be the optimized wt% for PVP
10000. The surface tension was completely overcome by the viscoelastic forces, which as a result produced fibers with fine morphology and no bead formation [
22]. The fiber diameter was observed to decrease at 20 kV as compared to 15 kV; however, at 25 kV, it tended to increase. The increase in the average fiber diameter at a higher voltage is attributed to an increase in polymer solution extraction. It is worth mentioning that the increase in concentration from 70 wt% to 80 wt% led to an increase in the average fiber diameters at all applied voltages. Average diameters were 0.370 ± 0.111 µm, 0.245 ± 0.083 µm, and 0.330 ± 0.129 µm for 15 kV, 20 kV, and 25 kV. The diameter distribution was observed to be uniform at 20 kV for both 70 wt% and 80 wt% concentrations. It was also concluded from these results that the fiber diameter tends to increase at higher polymer concentrations. No bead formation was observed for the 80 wt% PVP
10000 concentration. Therefore, the optimized parameters to prepare bead-free fibers using PVP
10000 were found to be 80 wt% concentration, 0.5 mL/h, and 20 kV applied voltage for 14 cm and 25G needle.
3.2. Parameter Optimization for PVP55000
As previously mentioned, spinning solutions with concentrations of 10 wt%, 30 wt%, and 50 wt% were prepared using PVP
55000. The representative SEM micrographs for the 10 wt% PVP
55000 concentration are displayed in
Figure S2. No fiber formation was observed at any voltage or flow rate for this concentration due to the very low viscosity of the solution. In
Figure 7, SEM micrographs of samples prepared using a 30 wt% PVP
55000 solution at 15 kV, 20 kV, and 25 kV, with flow rates ranging from 0.5 mL/h to 1.0 mL/h, are shown.
Compared to the 10 wt% PVP
10000 solution, these samples exhibited fiber fabrication; however, the particle density was still notably high in both cases. The fiber density for the 30 wt% PVP
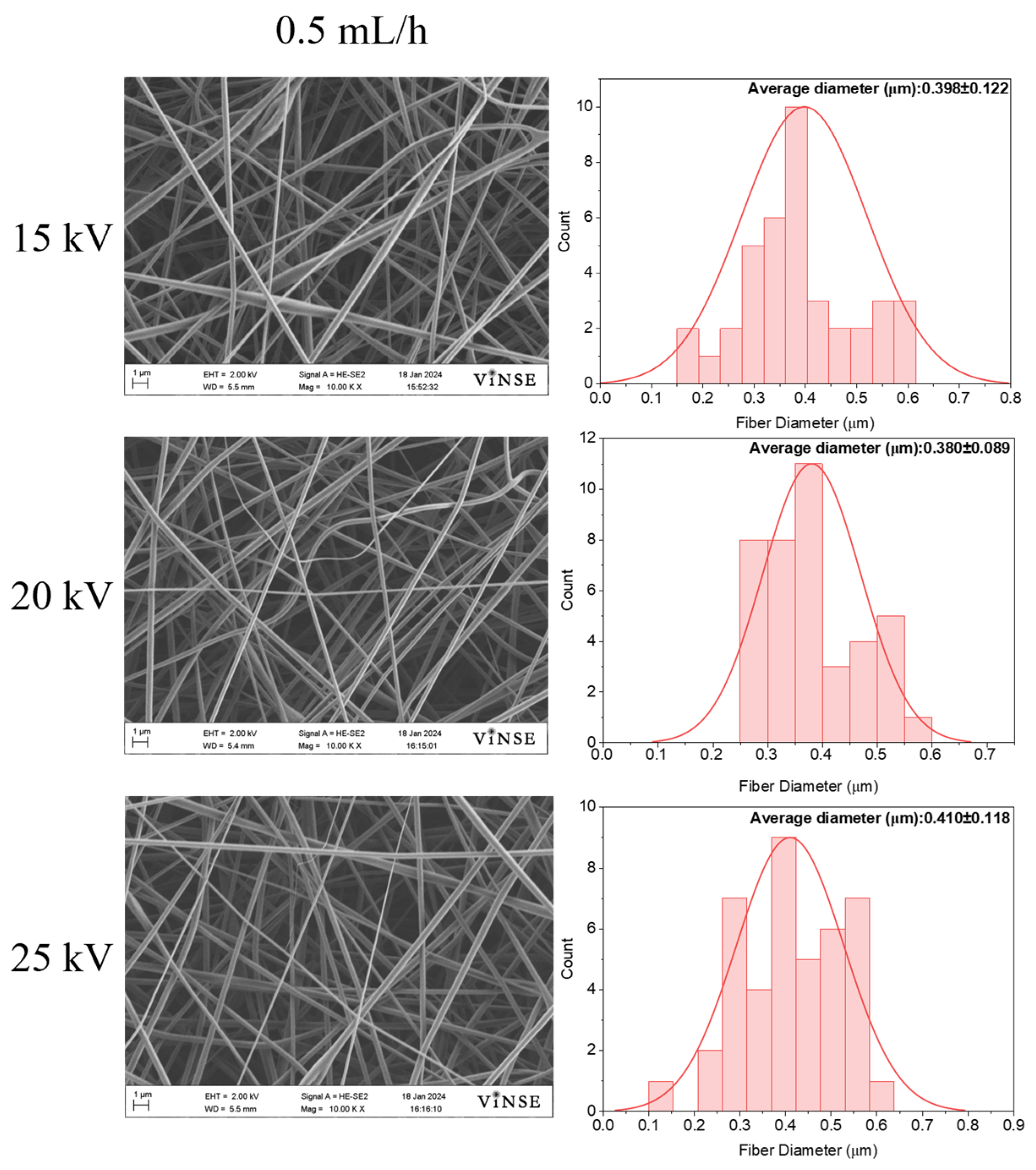
55000 solution was highest at a flow rate of 0.5 mL/h and 20 kV. Upon increasing the concentration to 50 wt%, a smooth fiber morphology was observed at a flow rate of 0.5 mL/h, as depicted in
Figure 8.
Bead formation was observed at lower voltages (15 kV) but not at higher voltages. The average fiber diameters for a flow rate of 0.5 mL/h were found to be 0.398 ± 0.122 µm, 0.380 ± 0.089 µm, and 0.410 ± 0.118 µm for applied voltages of 15 kV, 20 kV, and 25 kV, respectively.
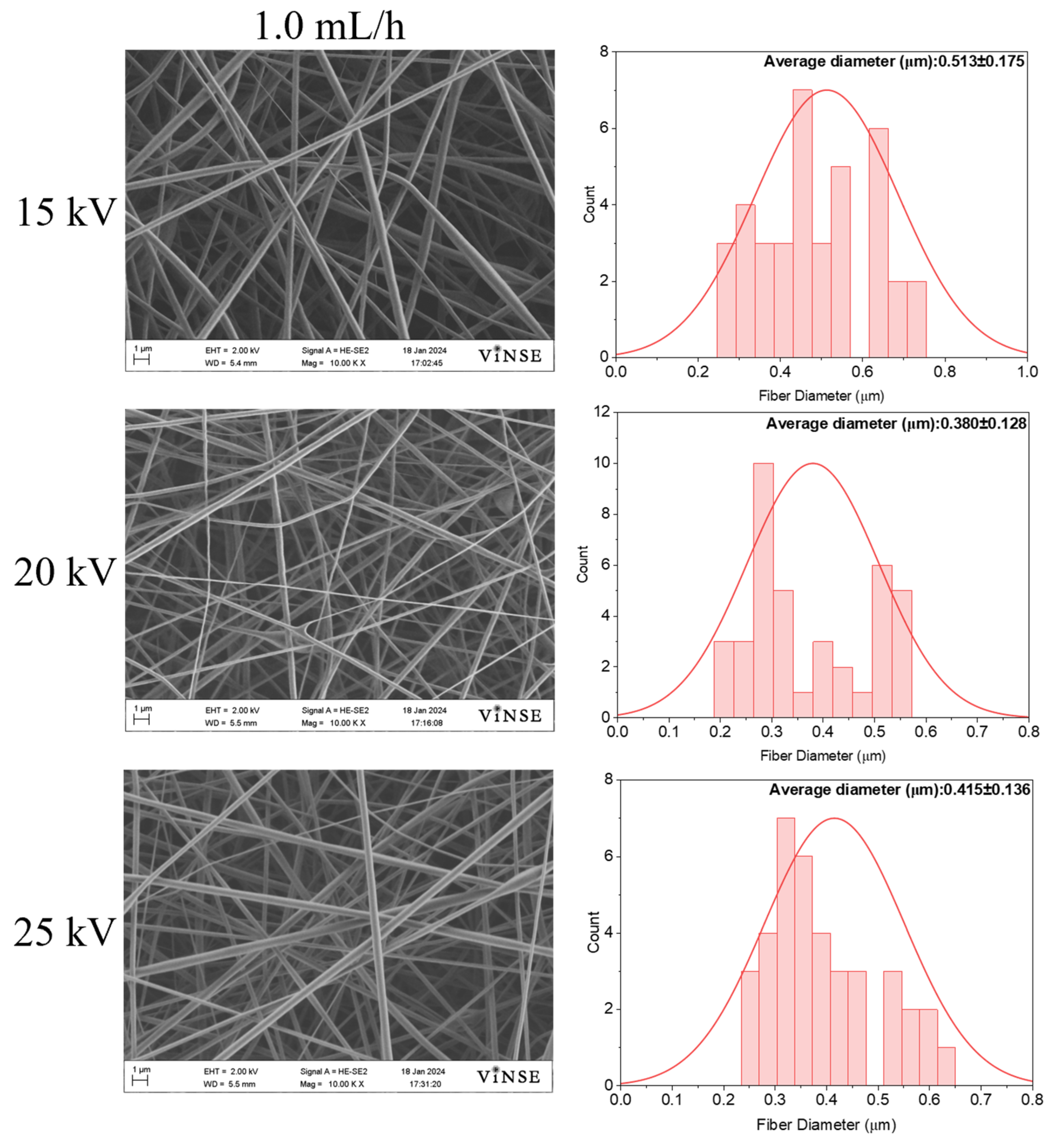
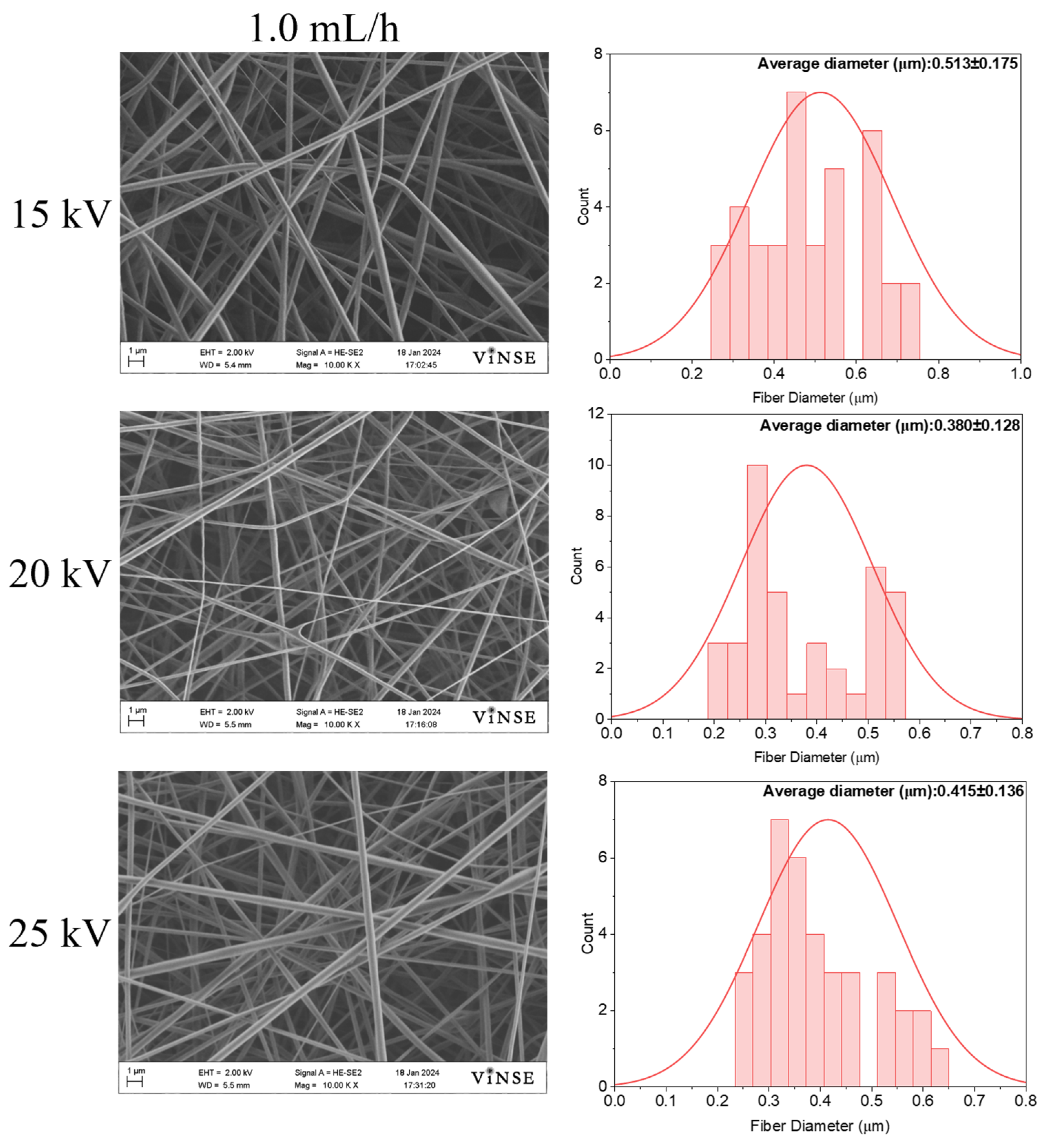
To understand the effect of flow rate on fiber morphology, the flow rate was increased from 0.5 mL/h to 1.0 mL/h.
Figure 9 shows the SEM micrographs and their corresponding diameter distributions for these samples.
The diameter of the fibers exhibited an increase when subjected to a higher flow rate of 1.0 mL/h at 15 kV, resulting in a measurement of 0.513 ± 0.175 µm. Additionally, the occurrence of bead formation was noted at the higher flow rate. The elevated flow rate causes the generation of larger droplets at the needle tip, with the charge applied to the droplets being insufficient to counteract the surface tension, thereby leading to the formation of beads. It tended to decrease at 20 kV applied voltage and increase at 25 kV (
Figure 10).
The increase in polymer solution extraction at 25 kV, combined with a higher flow rate, resulted in greater bead formation at the higher voltage. Additionally, the diameter distribution was observed to increase with the flow rate. The optimized parameters for PVP55000 fiber fabrication were determined to be 50 wt% polymer concentration, 0.5 mL/h flow rate, and 20 kV applied voltage for 14 cm NCD and 25 gauge needle.
Considering the SEM analysis of the fibers prepared by spinning 50 wt% solutions of both PVP
10000 and PVP
55000, it is concluded that a higher molecular weight significantly assisted in fiber fabrication. A molecular weight of 55,000 g/mol exceeds the critical entanglement molecular weight (generally in the range of 10,000–20,000 g/mol), which drastically increases the viscosity of the solution. Hence, fiber formation is observed for 50 wt% PVP
55000; however, same is not true for PVP
10000 [
23]. However, increasing the concentration also leads to an increase in entanglement [
24]; therefore, 70 wt% and 80 wt% PVP
10000 exhibited fiber fabrication, as previously discussed. The fiber diameter of the samples prepared using 50 wt% PVP
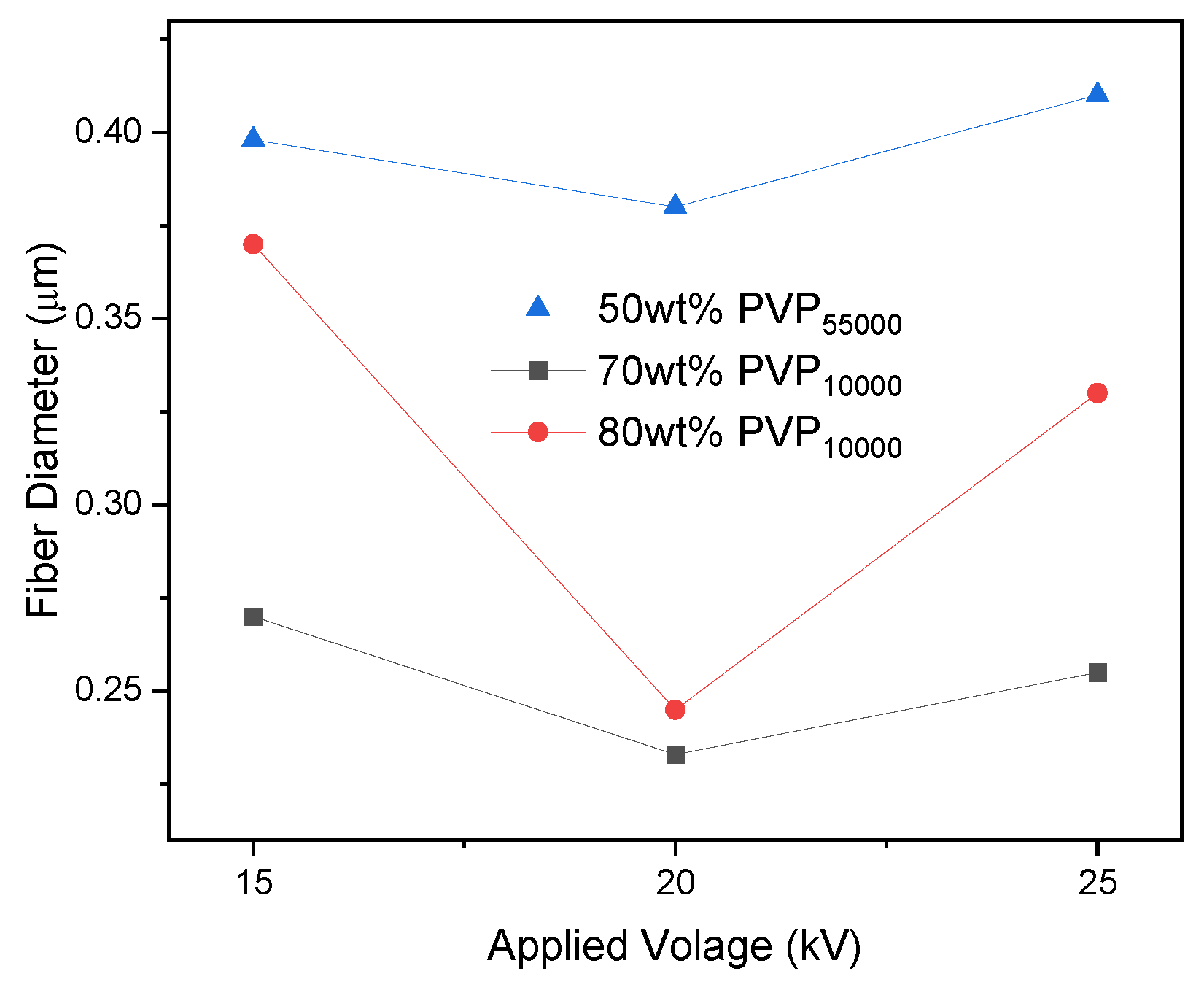
55000 was still higher. From detailed diameter analysis, it was also revealed that the higher molecular weight (55,000 g/mol in this case) assisted in the fabrication of fibers with higher diameters, even at lower concentrations.
Figure 11 illustrates the fiber diameter plots at different concentrations of PVP
10000 (70 wt% and 80 wt%) and PVP
55000 (50 wt%).
3.3. Effect of Needle Gauge and NCD
As mentioned earlier, the needle gauge was changed to 22G for optimized electrospinning process parameters (deduced from the results discussed above) and solution concentrations of 80 wt% PVP10000 and 50 wt% PVP55000. The needle tip-to-collector distance (NCD) was varied between 12 cm and 16 cm to observe the variation in fiber morphology.
Figure 12 shows the SEM images and their corresponding diameter distributions for the samples prepared using 80 wt% PVP
10000 at three NCDs (12 cm, 14 cm, and 16 cm) at 20 kV and 0.5 mL/h, using a 22G needle.
Average diameters were observed to be 0.349 ± 0.118 µm, 0.297 ± 0.089 µm, and 0.341 ± 0.091 µm for 12 cm, 14 cm, and 16 cm NCD, respectively. It was observed that by increasing the distance from 12 cm to 14 cm, the fiber diameter tended to decrease. This trend is associated with the stretching of the fiber jet for longer NCD, which led to the decrease in the fiber diameter. However, at 16 cm, the fiber diameter increased to 0.341 ± 0.091 µm, indicating that the electrostatic force due to the applied voltage (20 kV) for this distance did not suffice to stretch the jet enough to decrease the fiber diameter [
25,
26]. No bead formation was observed at any distance. The diameter distribution became narrower with an increase in distance, indicating a better uniformity of the fiber diameter. The most uniform fiber diameter deposition was observed for samples prepared at 14 cm. As compared to fibers fabricated using identical process parameters for 25G and 14 cm NCD, the fiber diameter was observed to increase when a 22G needle was used. This increase was attributed to the larger drop formed at the needle tip due to the increased needle diameter. The applied voltage was high enough to create a charge that overcame surface tension, along with the optimal viscoelasticity of the polymer solution, preventing bead formation.
When the PVP
55000 solution was used for electrospinning using a 22G needle at different distances (12 cm, 14 cm, and 16 cm), a significantly high bead density was observed. The variation in distance or lower flow rate for this concentration did not assist in decreasing the bead formation. This occurred due to the wider diameter of the 22G needle (0.413 mm). The larger drop formation resisted the applied voltage to overcome the surface tension, which led to the formation of large beads. Given that the spinning solution demonstrated no bead density when electrospun with a 25G (0.260 mm) needle, it can be inferred that the solution parameters were suitable for this needle gauge. However, in order to prevent bead formation when utilizing a 22G needle, additional optimization of the solution concentration is necessary. It worth mentioning that the same results were observed for all the distances; therefore, the representative SEM micrographs for these samples have been shown in
Figure 13. Increasing the concentration of PVP
55000 may lead to a decrease in bead formation when using a smaller needle gauge.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}