
Poly(lactic acid) Composites Containing Carbon-Based Nanomaterials: A Review




Abstract
:1. Introduction
2. Poly(lactic acid) (PLA)
3. Carbon-Based Nanomaterials (CBN)
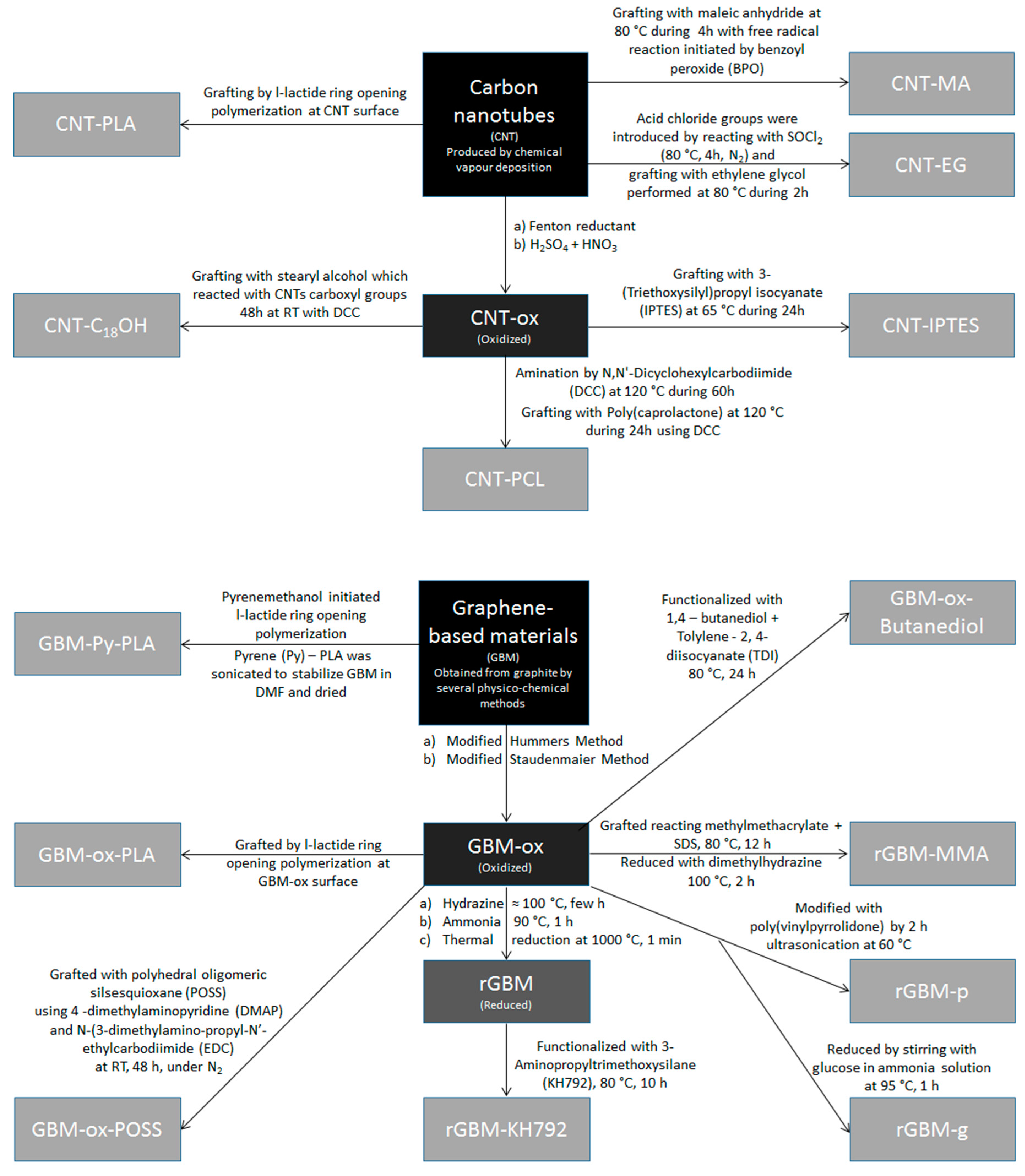
CBN Production Methods and Modifications
4. Production of PLA/CBN Composites
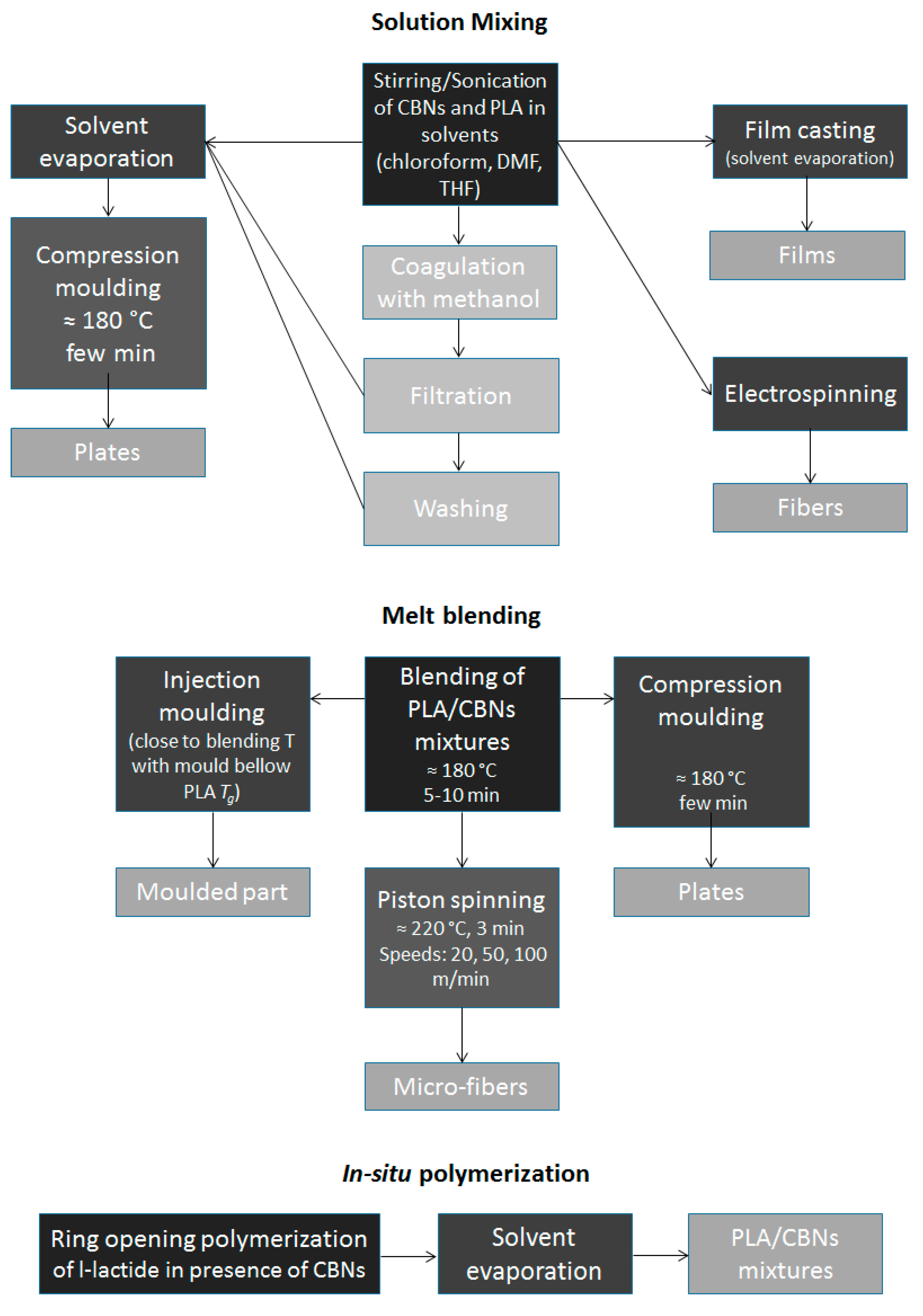
4.1. Solution Mixing
4.2. Melt Blending
4.3. In Situ Polymerization
5. Properties of PLA/CBN Composites
5.1. Mechanical Properties
5.2. Electrical Properties
5.3. Thermal Properties
5.4. Biological Properties
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Oksman, K.; Skrifvars, M.; Selin, J.F. Natural fibers as reinforcement in polylactic acid (PLA) composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Vaia, R.A.; Wagner, H.D. Framework for nanocomposites. Mater. Today 2004, 7, 32–37. [Google Scholar] [CrossRef]
- Lasprilla, A.J.R.; Martinez, G.A.R.; Lunelli, B.H.; Jardini, A.L.; Maciel, R. Poly-lactic acid synthesis for application in biomedical devices—A review. Biotechnol. Adv. 2012, 30, 321–328. [Google Scholar] [CrossRef] [PubMed]
- Vieira, A.C.; Vieira, J.C.; Ferra, J.M.; Magalhaes, F.D.; Guedes, R.M.; Marques, A.T. Mechanical study of PLA-PCL fibers during in vitro degradation. J. Mech. Behav. Biomed. 2011, 4, 451–460. [Google Scholar] [CrossRef] [PubMed]
- Chang, J.H.; An, Y.U.; Sur, G.S. Poly(lactic acid) nanocomposites with various organoclays. I. Thermomechanical properties, morphology, and gas permeability. J. Polym. Sci. 2003, 41, 94–103. [Google Scholar] [CrossRef]
- Mittal, V. Polymer layered silicate nanocomposites: A review. Materials 2009, 2, 992–1057. [Google Scholar] [CrossRef]
- Raquez, J.M.; Habibi, Y.; Murariu, M.; Dubois, P. Polylactide (PLA)-based nanocomposites. Prog. Polym. Sci. 2013, 38, 1504–1542. [Google Scholar] [CrossRef]
- Bafekrpour, E.; Salehi, M.; Sonbolestan, E.; Fox, B. Effects of micro-structural parameters on mechanical properties of carbon nanotube polymer nanocomposites. Sci. Iran. 2014, 21, 403–413. [Google Scholar]
- Coleman, J.N.; Khan, U.; Gun’ko, Y.K. Mechanical reinforcement of polymers using carbon nanotubes. Adv. Mater. 2006, 18, 689–706. [Google Scholar] [CrossRef]
- Fiedler, B.; Gojny, F.H.; Wichmann, M.H.G.; Nolte, M.C.M.; Schulte, K. Fundamental aspects of nano-reinforced composites. Compos. Sci. Technol. 2006, 66, 3115–3125. [Google Scholar] [CrossRef]
- Pinto, A.M.; Goncalves, I.C.; Magalhaes, F.D. Graphene-based materials biocompatibility: A review. Colloid Surf. B 2013, 111, 188–202. [Google Scholar] [CrossRef] [PubMed]
- Tjong, S.C. Structural and mechanical properties of polymer nanocomposites. Mater. Sci. Eng. R 2006, 53, 73–197. [Google Scholar] [CrossRef]
- Xie, X.L.; Mai, Y.W.; Zhou, X.P. Dispersion and alignment of carbon nanotubes in polymer matrix: A review. Mater. Sci. Eng. R 2005, 49, 89–112. [Google Scholar] [CrossRef]
- Pinto, A.M.; Martins, J.; Moreira, J.A.; Mendes, A.M.; Magalhaes, F.D. Dispersion of graphene nanoplatelets in poly(vinyl acetate) latex and effect on adhesive bond strength. Polym. Int. 2013, 62, 928–935. [Google Scholar] [CrossRef]
- Pinto, A.M.; Goncalves, C.; Sousa, D.M.; Ferreira, A.R.; Moreira, J.A.; Goncalves, I.C.; Magalhaes, F.D. Smaller particle size and higher oxidation improves biocompatibility of graphene-based materials. Carbon 2016, 99, 318–329. [Google Scholar] [CrossRef]
- Pinto, A.M.; Moreira, J.A.; Magalhaes, F.D.; Goncalves, I.C. Polymer surface adsorption as a strategy to improve the biocompatibility of graphene nanoplatelets. Colloid Surf. B 2016, 146, 818–824. [Google Scholar] [CrossRef] [PubMed]
- Ge, C.C.; Li, Y.; Yin, J.J.; Liu, Y.; Wang, L.M.; Zhao, Y.L.; Chen, C.Y. The contributions of metal impurities and tube structure to the toxicity of carbon nanotube materials. NPG Asia Mater. 2012, 4, e32. [Google Scholar] [CrossRef]
- Liu, X.; Guo, L.; Morris, D.; Kane, A.B.; Hurt, R.H. Targeted removal of bioavailable metal as a detoxification strategy for carbon nanotubes. Carbon 2008, 46, 489–500. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Zhao, Y.L.; Sun, B.Y.; Chen, C.Y. Understanding the toxicity of carbon nanotubes. Acc. Chem. Res. 2013, 46, 702–713. [Google Scholar] [CrossRef] [PubMed]
- Tejral, G.; Panyala, N.R.; Havel, J. Carbon nanotubes: Toxicological impact on human health and environment. J. Appl. Biomed. 2009, 7, 1–13. [Google Scholar]
- Das, T.K.; Prusty, S. Graphene-based polymer composites and their applications. Polym. Plast. Technol. 2013, 52, 319–331. [Google Scholar] [CrossRef]
- Huang, X.; Qi, X.Y.; Boey, F.; Zhang, H. Graphene-based composites. Chem. Soc. Rev. 2012, 41, 666–686. [Google Scholar] [CrossRef] [PubMed]
- Kotov, N.A. Materials science: Carbon sheet solutions. Nature 2006, 442, 254–255. [Google Scholar] [CrossRef] [PubMed]
- Kuilla, T.; Bhadra, S.; Yao, D.H.; Kim, N.H.; Bose, S.; Lee, J.H. Recent advances in graphene based polymer composites. Prog. Polym. Sci. 2010, 35, 1350–1375. [Google Scholar] [CrossRef]
- Gupta, B.; Revagade, N.; Hilborn, J. Poly(lactic acid) fiber: An overview. Prog. Polym. Sci. 2007, 32, 455–482. [Google Scholar] [CrossRef]
- Hu, Y.Z.; Daoud, W.A.; Cheuk, K.K.L.; Lin, C.S.K. Newly developed techniques on polycondensation, ring-opening polymerization and polymer modification: Focus on poly(lactic acid). Materials 2016, 9, 133. [Google Scholar] [CrossRef]
- Lim, L.T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Nampoothiri, K.M.; Nair, N.R.; John, R.P. An overview of the recent developments in polylactide (PLA) research. Bioresour. Technol. 2010, 101, 8493–8501. [Google Scholar] [CrossRef] [PubMed]
- Rasal, R.M.; Janorkar, A.V.; Hirt, D.E. Poly(lactic acid) modifications. Prog. Polym. Sci. 2010, 35, 338–356. [Google Scholar] [CrossRef]
- Pang, X.A.; Zhuang, X.L.; Tang, Z.H.; Chen, X.S. Polylactic acid (PLA): Research, development and industrialization. Biotechnol. J. 2010, 5, 1125–1136. [Google Scholar] [CrossRef] [PubMed]
- Allen, M.J.; Tung, V.C.; Kaner, R.B. Honeycomb carbon: A review of graphene. Chem. Rev. 2010, 110, 132–145. [Google Scholar] [CrossRef] [PubMed]
- Balandin, A.A. Thermal properties of graphene and nanostructured carbon materials. Nat. Mater. 2011, 10, 569–581. [Google Scholar] [CrossRef] [PubMed]
- Baughman, R.H.; Zakhidov, A.A.; de Heer, W.A. Carbon nanotubes—The route toward applications. Science 2002, 297, 787–792. [Google Scholar] [CrossRef] [PubMed]
- Dreyer, D.R.; Park, S.; Bielawski, C.W.; Ruoff, R.S. The chemistry of graphene oxide. Chem. Soc. Rev. 2010, 39, 228–240. [Google Scholar] [CrossRef] [PubMed]
- Lin, X.H.; Gai, J.G. Synthesis and applications of large-area single-layer graphene. RSC Adv. 2016, 6, 17818–17844. [Google Scholar] [CrossRef]
- Nguyen, V.H. Recent advances in experimental basic research on graphene and graphene-based nanostructures. Adv. Nat. Sci. Nanosci. 2016, 7. [Google Scholar] [CrossRef]
- Novoselov, K.S.; Fal’ko, V.I.; Colombo, L.; Gellert, P.R.; Schwab, M.G.; Kim, K. A roadmap for graphene. Nature 2012, 490, 192–200. [Google Scholar] [CrossRef] [PubMed]
- Park, S.; Ruoff, R.S. Chemical methods for the production of graphenes. Nat. Nanotechnol. 2009, 4, 217–224. [Google Scholar] [CrossRef] [PubMed]
- Rao, C.N.R.; Sood, A.K.; Subrahmanyam, K.S.; Govindaraj, A. Graphene: The new two-dimensional nanomaterial. Angew. Chem. Int. Ed. 2009, 48, 7752–7777. [Google Scholar] [CrossRef] [PubMed]
- Singh, V.; Joung, D.; Zhai, L.; Das, S.; Khondaker, S.I.; Seal, S. Graphene based materials: Past, present and future. Prog. Mater. Sci. 2011, 56, 1178–1271. [Google Scholar] [CrossRef]
- Tasis, D.; Tagmatarchis, N.; Bianco, A.; Prato, M. Chemistry of carbon nanotubes. Chem. Rev. 2006, 106, 1105–1136. [Google Scholar] [CrossRef] [PubMed]
- Thostenson, E.T.; Ren, Z.F.; Chou, T.W. Advances in the science and technology of carbon nanotubes and their composites: A review. Compos. Sci. Technol. 2001, 61, 1899–1912. [Google Scholar] [CrossRef]
- Yang, F.; Wang, X.; Li, M.H.; Liu, X.Y.; Zhao, X.L.; Zhang, D.Q.; Zhang, Y.; Yang, J.; Li, Y. Templated synthesis of single-walled carbon nanotubes with specific structure. Acc. Chem. Res. 2016, 49, 606–615. [Google Scholar] [CrossRef] [PubMed]
- Yeung, C.S.; Tian, W.Q.; Liu, L.V.; Wang, Y.A. Chemistry of single-walled carbon nanotubes. J. Comput. Theor. Nanosci. 2009, 6, 1213–1235. [Google Scholar] [CrossRef]
- Zhang, F.; Hou, P.X.; Liu, C.; Cheng, H.M. Epitaxial growth of single-wall carbon nanotubes. Carbon 2016, 102, 181–197. [Google Scholar] [CrossRef]
- Zhu, Y.W.; Murali, S.; Cai, W.W.; Li, X.S.; Suk, J.W.; Potts, J.R.; Ruoff, R.S. Graphene and graphene oxide: Synthesis, properties, and applications. Adv. Mater. 2010, 22, 3906–3924. [Google Scholar] [CrossRef] [PubMed]
- Datta, R.; Henry, M. Lactic acid: Recent advances in products, processes and technologies—A review. J. Chem. Technol. Biotechnol. 2006, 81, 1119–1129. [Google Scholar] [CrossRef]
- Jamshidian, M.; Tehrany, E.A.; Imran, M.; Jacquot, M.; Desobry, S. Poly-lactic acid: Production, applications, nanocomposites, and release studies. Compr. Rev. Food Sci. Food Saf. 2010, 9, 552–571. [Google Scholar] [CrossRef]
- Garlotta, D. A literature review of poly(lactic acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Auras, R.; Lim, L.-T.; Selke, S.E.M.; Tsuji, H. Poly (lactic) acid: Synthesis, Structures, Properties, Processing, and Applications; John Wiley and Sons: San Francisco, CA, USA, 2010. [Google Scholar]
- Drumright, R.E.; Gruber, P.R.; Henton, D.E. Polylactic acid technology. Adv. Mater. 2000, 12, 1841–1846. [Google Scholar] [CrossRef]
- Shogren, R.L.; Doane, W.M.; Garlotta, D.; Lawton, J.W.; Willett, J.L. Biodegradation of starch/polylactic acid/poly(hydroxyester-ether) composite bars in soil. Polym. Degrad. Stab. 2003, 79, 405–411. [Google Scholar] [CrossRef]
- Zeng, J.B.; Li, K.A.; Du, A.K. Compatibilization strategies in poly(lactic acid)-based blends. RSC Adv. 2015, 5, 32546–32565. [Google Scholar] [CrossRef]
- Semba, T.; Kitagawa, K.; Ishiaku, U.S.; Hamada, H. The effect of crosslinking on the mechanical properties of polylactic acid/polycaprolactone blends. J. Appl. Polym. Sci. 2006, 101, 1816–1825. [Google Scholar] [CrossRef]
- Wang, H.; Sun, X.Z.; Seib, P. Mechanical properties of poly(lactic acid) and wheat starch blends with methylenediphenyl diisocyanate. J. Appl. Polym. Sci. 2002, 84, 1257–1262. [Google Scholar] [CrossRef]
- Balakrishnan, H.; Hassan, A.; Wahit, M.U.; Yussuf, A.A.; Razak, S.B.A. Novel toughened polylactic acid nanocomposite: Mechanical, thermal and morphological properties. Mater. Des. 2010, 31, 3289–3298. [Google Scholar] [CrossRef]
- Broz, M.E.; VanderHart, D.L.; Washburn, N.R. Structure and mechanical properties of poly(d,l-lactic acid)/poly(epsilon-caprolactone) blends. Biomaterials 2003, 24, 4181–4190. [Google Scholar] [CrossRef]
- Abdelwahab, M.A.; Flynn, A.; Chiou, B.S.; Imam, S.; Orts, W.; Chiellini, E. Thermal, mechanical and morphological characterization of plasticized pla-phb blends. Polym. Degrad. Stab. 2012, 97, 1822–1828. [Google Scholar] [CrossRef]
- Yew, G.H.; Yusof, A.M.M.; Ishak, Z.A.M.; Ishiaku, U.S. Water absorption and enzymatic degradation of poly(lactic acid)/rice starch composites. Polym. Degrad. Stab. 2005, 90, 488–500. [Google Scholar] [CrossRef]
- Pellis, A.; Acero, E.H.; Ferrario, V.; Ribitsch, D.; Guebitz, G.M.; Gardossi, L. The closure of the cycle: Enzymatic synthesis and functionalization of bio-based polyesters. Trends Biotechnol. 2016, 34, 316–328. [Google Scholar] [CrossRef] [PubMed]
- Gumel, A.M.; Annuar, M.S.M.; Heidelberg, T. Current application of controlled degradation processes in polymer modification and functionalization. J. Appl. Polym. Sci. 2013, 129, 3079–3088. [Google Scholar] [CrossRef]
- Hoveizi, E.; Nabiuni, M.; Parivar, K.; Rajabi-Zeleti, S.; Tavakol, S. Functionalisation and surface modification of electrospun polylactic acid scaffold for tissue engineering. Cell Biol. Int. 2014, 38, 41–49. [Google Scholar] [CrossRef] [PubMed]
- Kucharczyk, P.; Poljansek, I.; Sedlarik, V.; Kasparkova, V.; Salakova, A.; Drbohlav, J.; Cvelbar, U.; Saha, P. Functionalization of polylactic acid through direct melt polycondensation in the presence of tricarboxylic acid. J. Appl. Polym. Sci. 2011, 122, 1275–1285. [Google Scholar] [CrossRef]
- Yuan, X.B.; Kang, C.S.; Zhao, Y.H.; Gu, M.Q.; Pu, P.Y.; Tian, N.J.; Sheng, J. Surface multi-functionalization of poly(lactic acid) nanoparticles and c6 glioma cell targeting in vivo. Chin. J. Polym. Sci. 2009, 27, 231–239. [Google Scholar] [CrossRef]
- Iwatake, A.; Nogi, M.; Yano, H. Cellulose nanofiber-reinforced polylactic acid. Compos. Sci. Technol. 2008, 68, 2103–2106. [Google Scholar] [CrossRef]
- Weiss, J.; McClements, D.J.; Takhistov, P. Functional materials in food nanotechnology. J. Food Sci. 2007, 59, 274–275. [Google Scholar] [CrossRef]
- Oksman, K.; Mathew, A.P.; Bondeson, D.; Kvien, I. Manufacturing process of cellulose whiskers/polylactic acid nanocomposites. Compos. Sci. Technol. 2006, 66, 2776–2784. [Google Scholar] [CrossRef]
- Ray, S.S.; Maiti, P.; Okamoto, M.; Yamada, K.; Ueda, K. New polylactide/layered silicate nanocomposites. 1. Preparation, characterization, and properties. Macromolecules 2002, 35, 3104–3110. [Google Scholar]
- Ray, S.S.; Yamada, K.; Okamoto, M.; Ogami, A.; Ueda, K. New polylactide/layered silicate nanocomposites. 3. High-performance biodegradable materials. Chem. Mater. 2003, 15, 1456–1465. [Google Scholar]
- Yu, L.; Dean, K.; Li, L. Polymer blends and composites from renewable resources. Prog. Polym. Sci. 2006, 31, 576–602. [Google Scholar] [CrossRef]
- Das, K.; Ray, D.; Banerjee, I.; Bandyopadhyay, N.R.; Sengupta, S.; Mohanty, A.K.; Misra, M. Crystalline morphology of PLA/clay nanocomposite films and its correlation with other properties. J. Appl. Polym. Sci. 2010, 118, 143–151. [Google Scholar] [CrossRef]
- Bitinis, N.; Sanz, A.; Nogales, A.; Verdejo, R.; Lopez-Manchado, M.A.; Ezquerra, T.A. Deformation mechanisms in polylactic acid/natural rubber/organoclay bionanocomposites as revealed by synchrotron X-ray scattering. Soft Matter 2012, 8, 8990–8997. [Google Scholar] [CrossRef]
- Nofar, M.; Tabatabaei, A.; Park, C.B. Effects of nano-/micro-sized additives on the crystallization behaviors of pla and pla/CO2 mixtures. Polymer 2013, 54, 2382–2391. [Google Scholar] [CrossRef]
- Keshtkar, M.; Nofar, M.; Park, C.B.; Carreau, P.J. Extruded PLA/clay nanocomposite foams blown with supercritical CO2. Polymer 2014, 55, 4077–4090. [Google Scholar] [CrossRef]
- Ayana, B.; Suin, S.; Khatua, B.B. Highly exfoliated eco-friendly thermoplastic starch (TPS)/poly(lactic acid)(PLA)/clay nanocomposites using unmodified nanoclay. Carbohydr. Polym. 2014, 110, 430–439. [Google Scholar]
- Singh, S.; Ghosh, A.K.; Maiti, S.N.; Raha, S.; Gupta, R.K.; Bhattacharya, S. Morphology and rheological behavior of polylactic acid/clay nanocomposites. Polym. Eng. Sci. 2012, 52, 225–232. [Google Scholar] [CrossRef]
- Hapuarachchi, T.D.; Peijs, T. Multiwalled carbon nanotubes and sepiolite nanoclays as flame retardants for polylactide and its natural fiber reinforced composites. Compos. Part A 2010, 41, 954–963. [Google Scholar] [CrossRef]
- Busolo, M.A.; Fernandez, P.; Ocio, M.J.; Lagaron, J.M. Novel silver-based nanoclay as an antimicrobial in polylactic acid food packaging coatings. Food Addit. Contam. 2010, 27, 1617–1626. [Google Scholar] [CrossRef] [PubMed]
- Meng, Q.K.; Hetzer, M.; De Kee, D. Pla/clay/wood nanocomposites: Nanoclay effects on mechanical and thermal properties. J. Compos. Mater. 2011, 45, 1145–1158. [Google Scholar] [CrossRef]
- As’habi, L.; Jafari, S.H.; Khonakdar, H.A.; Boldt, R.; Wagenknecht, U.; Heinrich, G. Tuning the processability, morphology and biodegradability of clay incorporated PLA/LLDPE blends via selective localization of nanoclay induced by melt mixing sequence. Express Polym. Lett. 2013, 7, 21–39. [Google Scholar] [CrossRef]
- Lai, S.M.; Hsieh, Y.T. Preparation and properties of polylactic acid (PLA)/silica nanocomposites. J. Macromol. Sci. B 2016, 55, 211–228. [Google Scholar] [CrossRef]
- Basilissi, L.; Di Silvestro, G.; Farina, H.; Ortenzi, M.A. Synthesis and characterization of pla nanocomposites containing nanosilica modified with different organosilanes II: Effect of the organosilanes on the properties of nanocomposites: Thermal characterization. J. Appl. Polym. Sci. 2013, 128, 3057–3063. [Google Scholar] [CrossRef]
- Mooney, E.; Mackle, J.N.; Blond, D.J.P.; O’Cearbhaill, E.; Shaw, G.; Blau, W.J.; Barry, F.P.; Barron, V.; Murphy, J.M. The electrical stimulation of carbon nanotubes to provide a cardiomimetic cue to mscs. Biomaterials 2012, 33, 6132–6139. [Google Scholar] [CrossRef] [PubMed]
- Obarzanek-Fojt, M.; Elbs-Glatz, Y.; Lizundia, E.; Diener, L.; Sarasua, J.R.; Bruinink, A. From implantation to degradation—Are poly (l-lactide)/multiwall carbon nanotube composite materials really cytocompatible? Nanomed. Nanotechnol. 2014, 10, 1041–1051. [Google Scholar] [CrossRef] [PubMed]
- Gorrasi, G.; Milone, C.; Piperopoulos, E.; Lanza, M.; Sorrentino, A. Hybrid clay mineral-carbon nanotube-PLA nanocomposite films. Preparation and photodegradation effect on their mechanical, thermal and electrical properties. Appl. Clay Sci. 2013, 71, 49–54. [Google Scholar] [CrossRef]
- Supronowicz, P.R.; Ajayan, P.M.; Ullmann, K.R.; Arulanandam, B.P.; Metzger, D.W.; Bizios, R. Novel current-conducting composite substrates for exposing osteoblasts to alternating current stimulation. J. Biomed. Mater. Res. 2002, 59, 499–506. [Google Scholar] [CrossRef] [PubMed]
- Kumar, B.; Castro, M.; Feller, J.F. Poly(lactic acid)-multi-wall carbon nanotube conductive biopolymer nanocomposite vapour sensors. Sens. Actuators B 2012, 161, 621–628. [Google Scholar] [CrossRef]
- Chiu, W.M.; Chang, Y.A.; Kuo, H.Y.; Lin, M.H.; Wen, H.C. A study of carbon nanotubes/biodegradable plastic polylactic acid composites. J. Appl. Polym. Sci. 2008, 108, 3024–3030. [Google Scholar] [CrossRef]
- Novoselov, K.S.; Jiang, D.; Schedin, F.; Booth, T.J.; Khotkevich, V.V.; Morozov, S.V.; Geim, A.K. Two-dimensional atomic crystals. Proc. Natl. Acad. Sci. USA 2005, 102, 10451–10453. [Google Scholar] [CrossRef] [PubMed]
- Avouris, P.; Dimitrakopoulos, C. Graphene: Synthesis and applications. Mater. Today 2012, 15, 86–97. [Google Scholar] [CrossRef]
- Schwierz, F. Electronics industry-compatible graphene transistors. Nature 2011, 472, 41–42. [Google Scholar] [CrossRef] [PubMed]
- Schwierz, F. Graphene transistors. Nat. Nanotechnol. 2010, 5, 487–496. [Google Scholar] [CrossRef] [PubMed]
- Schwierz, F. Graphene transistors: Status, prospects, and problems. Proc. IEEE 2013, 101, 1567–1584. [Google Scholar] [CrossRef]
- Avouris, P.; Chen, Z.H.; Perebeinos, V. Carbon-based electronics. Nat. Nanotechnol. 2007, 2, 605–615. [Google Scholar] [CrossRef] [PubMed]
- Bao, Q.L.; Loh, K.P. Graphene photonics, plasmonics, and broadband optoelectronic devices. ACS Nano 2012, 6, 3677–3694. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.L.; Liang, Y.Y.; Sanchez, H.; Yang, Y.; Cui, L.F.; Cui, Y.; Dai, H.J. Graphene-based hybrid nanomaterials for energy storage applications. Abstr. Pap. Am. Chem. S 2011, 241, 2983–2994. [Google Scholar]
- Pumera, M. Graphene-based nanomaterials for energy storage. Energy Environ. Sci. 2011, 4, 668–674. [Google Scholar] [CrossRef]
- Radovic, L.R.; Mora-Vilches, C.; Salgado-Casanova, A.J.A. Catalysis: An old but new challenge for graphene-based materials. Chin. J. Catal. 2014, 35, 792–797. [Google Scholar] [CrossRef]
- Machado, B.F.; Serp, P. Graphene-based materials for catalysis. Catal. Sci. Technol. 2012, 2, 54–75. [Google Scholar] [CrossRef]
- Dikin, D.A.; Stankovich, S.; Zimney, E.J.; Piner, R.D.; Dommett, G.H.B.; Evmenenko, G.; Nguyen, S.T.; Ruoff, R.S. Preparation and characterization of graphene oxide paper. Nature 2007, 448, 457–460. [Google Scholar] [CrossRef] [PubMed]
- Bunch, J.S.; Verbridge, S.S.; Alden, J.S.; van der Zande, A.M.; Parpia, J.M.; Craighead, H.G.; McEuen, P.L. Impermeable atomic membranes from graphene sheets. Nano Lett. 2008, 8, 2458–2462. [Google Scholar] [CrossRef] [PubMed]
- Katsnelson, M.I. Graphene: Carbon in two dimensions. Mater. Today 2007, 10, 20–27. [Google Scholar] [CrossRef]
- Cui, Y.B.; Kundalwal, S.I.; Kumar, S. Gas barrier performance of graphene/polymer nanocomposites. Carbon 2016, 98, 313–333. [Google Scholar] [CrossRef]
- Kim, H.; Abdala, A.A.; Macosko, C.W. Graphene/polymer nanocomposites. Macromolecules 2010, 43, 6515–6530. [Google Scholar] [CrossRef]
- Feng, L.Z.; Liu, Z.A. Graphene in biomedicine: Opportunities and challenges. Nanomedicine 2011, 6, 317–324. [Google Scholar] [CrossRef] [PubMed]
- Lu, C.H.; Yang, H.H.; Zhu, C.L.; Chen, X.; Chen, G.N. A graphene platform for sensing biomolecules. Angew. Chem. Int. Ed. 2009, 48, 4785–4787. [Google Scholar] [CrossRef] [PubMed]
- Kuila, T.; Bose, S.; Khanra, P.; Mishra, A.K.; Kim, N.H.; Lee, J.H. Recent advances in graphene-based biosensors. Biosens. Bioelectron. 2011, 26, 4637–4648. [Google Scholar] [CrossRef] [PubMed]
- Shao, J.J.; Zheng, D.Y.; Li, Z.J.; Yang, Q.H. Top-down fabrication of two-dimensional nanomaterials: Controllable liquid phase exfoliation. New Carbon Mater. 2016, 31, 97–114. [Google Scholar]
- Tang, L.B.; Li, X.M.; Ji, R.B.; Teng, K.S.; Tai, G.; Ye, J.; Wei, C.S.; Lau, S.P. Bottom-up synthesis of large-scale graphene oxide nanosheets. J. Mater. Chem. 2012, 22, 5676–5683. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, L.Y.; Zhou, C.W. Review of chemical vapor deposition of graphene and related applications. Acc. Chem. Res. 2013, 46, 2329–2339. [Google Scholar] [CrossRef] [PubMed]
- Edwards, R.S.; Coleman, K.S. Graphene synthesis: Relationship to applications. Nanoscale 2013, 5, 38–51. [Google Scholar] [CrossRef] [PubMed]
- Ciesielski, A.; Samori, P. Graphene via sonication assisted liquid-phase exfoliation. Chem. Soc. Rev. 2014, 43, 381–398. [Google Scholar] [CrossRef] [PubMed]
- Vivekanand Prajapati, P.K.S. Arunabha Banik. Carbon nanotubes and its applications. Int. J. Pharm. Sci. Res. 2010, 3, 1099–1107. [Google Scholar]
- Terrones, M. Science and technology of the twenty-first century: Synthesis, properties and applications of carbon nanotubes. Annu. Rev. Mater. Res. 2003, 33, 419–501. [Google Scholar] [CrossRef]
- De Volder, M.F.L.; Tawfick, S.H.; Baughman, R.H.; Hart, A.J. Carbon nanotubes: Present and future commercial applications. Science 2013, 339, 535–539. [Google Scholar] [CrossRef] [PubMed]
- Mamalis, A.G.; Voglander, L.O.G.; Markopoulos, A. Nanotechnology and nanostructured materials: Trends in carbon nanotubes. Precis. Eng. 2004, 28, 16–30. [Google Scholar] [CrossRef]
- Zhang, Q.; Huang, J.Q.; Zhao, M.Q.; Qian, W.Z.; Wei, F. Carbon nanotube mass production: Principles and processes. Chemsuschem 2011, 4, 864–889. [Google Scholar] [CrossRef] [PubMed]
- Aqel, A.; Abou El-Nour, K.M.M.; Ammar, R.A.A.; Al-Warthan, A. Carbon nanotubes, science and technology part (i) structure, synthesis and characterisation. Arab. J. Chem. 2012, 5, 1–23. [Google Scholar] [CrossRef]
- Kumar, M.; Ando, Y. Chemical vapor deposition of carbon nanotubes: A review on growth mechanism and mass production. J. Nanosci. Nanotechnol. 2010, 10, 3739–3758. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.P.; Zhang, L.L.; Chen, S.S. Large area cvd growth of graphene. Synth. Met. 2015, 210, 95–108. [Google Scholar] [CrossRef]
- Saito, N.; Usui, Y.; Aoki, K.; Narita, N.; Shimizu, M.; Hara, K.; Ogiwara, N.; Nakamura, K.; Ishigaki, N.; Kato, H.; et al. Carbon nanotubes: Biomaterial applications. Chem. Soc. Rev. 2009, 38, 1897–1903. [Google Scholar] [CrossRef] [PubMed]
- Dalton, A.B.; Collins, S.; Razal, J.; Munoz, E.; Ebron, V.H.; Kim, B.G.; Coleman, J.N.; Ferraris, J.P.; Baughman, R.H. Continuous carbon nanotube composite fibers: Properties, potential applications, and problems. J. Mater. Chem. 2004, 14, 1–3. [Google Scholar] [CrossRef]
- Wang, J. Carbon-nanotube based electrochemical biosensors: A review. Electroanal 2005, 17, 7–14. [Google Scholar] [CrossRef]
- Darkrim, F.L.; Malbrunot, P.; Tartaglia, G.P. Review of hydrogen storage by adsorption in carbon nanotubes. Int. J. Hydrogen Energy 2002, 27, 193–202. [Google Scholar] [CrossRef]
- Bonard, J.M.; Kind, H.; Stockli, T.; Nilsson, L.A. Field emission from carbon nanotubes: The first five years. Solid State Electron. 2001, 45, 893–914. [Google Scholar] [CrossRef]
- Paradise, M.; Goswami, T. Carbon nanotubes—Production and industrial applications. Mater. Des. 2007, 28, 1477–1489. [Google Scholar] [CrossRef]
- Malarkey, E.B.; Parpura, V. Applications of carbon nanotubes in neurobiology. Neurodegener. Dis. 2007, 4, 292–299. [Google Scholar] [CrossRef] [PubMed]
- Lacerda, L.; Bianco, A.; Prato, M.; Kostarelos, K. Carbon nanotubes as nanomedicines: From toxicology to pharmacology. Adv. Drug Deliv. Rev. 2006, 58, 1460–1470. [Google Scholar] [CrossRef] [PubMed]
- Riehemann, K. Nanotoxicity: How the body develops a way to reduce the toxicity of carbon nanotubes. Small 2012, 8, 1970–1972. [Google Scholar] [CrossRef] [PubMed]
- Ren, W.C.; Cheng, H.M. The global growth of graphene. Nat. Nanotechnol. 2014, 9, 726–730. [Google Scholar] [CrossRef] [PubMed]
- Si, Y.; Samulski, E.T. Synthesis of water soluble graphene. Nano Lett. 2008, 8, 1679–1682. [Google Scholar] [CrossRef] [PubMed]
- Delogu, F.; Gorrasi, G.; Sorrentino, A. Fabrication of polymer nanocomposites via ball milling: Present status and future perspectives. Prog. Mater. Sci. 2017, 86, 75–126. [Google Scholar] [CrossRef]
- Moniruzzaman, M.; Winey, K.I. Polymer nanocomposites containing carbon nanotubes. Macromolecules 2006, 39, 5194–5205. [Google Scholar] [CrossRef]
- Tait, M.; Pegoretti, A.; Dorigato, A.; Kalaitzidou, K. The effect of filler type and content and the manufacturing process on the performance of multifunctional carbon/poly-lactide composites. Carbon 2011, 49, 4280–4290. [Google Scholar] [CrossRef]
- Pinto, A.M.; Cabral, J.; Tanaka, D.A.P.; Mendes, A.M.; Magalhaes, F.D. Effect of incorporation of graphene oxide and graphene nanoplatelets on mechanical and gas permeability properties of poly(lactic acid) films. Polym. Int. 2013, 62, 33–40. [Google Scholar] [CrossRef]
- Du, J.H.; Cheng, H.M. The fabrication, properties, and uses of graphene/polymer composites. Macromol. Chem. Phys. 2012, 213, 1060–1077. [Google Scholar] [CrossRef]
- Huang, X.; Yin, Z.Y.; Wu, S.X.; Qi, X.Y.; He, Q.Y.; Zhang, Q.C.; Yan, Q.Y.; Boey, F.; Zhang, H. Graphene-based materials: Synthesis, characterization, properties, and applications. Small 2011, 7, 1876–1902. [Google Scholar] [CrossRef] [PubMed]
- Moon, S.I.; Jin, F.; Lee, C.; Tsutsumi, S.; Hyon, S.H. Novel carbon nanotube/poly(l-lactic acid) nanocomposites; their modulus, thermal stability, and electrical conductivity. Macromol. Symp. 2005, 224, 287–295. [Google Scholar] [CrossRef]
- He, L.H.; Sun, J.; Wang, X.X.; Fan, X.H.; Zhao, Q.L.; Cai, L.F.; Song, R.; Ma, Z.; Huang, W. Unzipped multiwalled carbon nanotubes-incorporated poly(l-lactide) nanocomposites with enhanced interface and hydrolytic degradation. Mater. Chem. Phys. 2012, 134, 1059–1066. [Google Scholar] [CrossRef]
- Seligra, P.G.; Nuevo, F.; Lamanna, M.; Fama, L. Covalent grafting of carbon nanotubes to pla in order to improve compatibility. Compos. Part. B Eng. 2013, 46, 61–68. [Google Scholar] [CrossRef]
- Yoon, J.T.; Jeong, Y.G.; Lee, S.C.; Min, B.G. Influences of poly(lactic acid)-grafted carbon nanotube on thermal, mechanical, and electrical properties of poly(lactic acid). Polym. Adv. Technol. 2009, 20, 631–638. [Google Scholar] [CrossRef]
- Kim, H.S.; Chae, Y.S.; Park, B.H.; Yoon, J.S.; Kang, M.; Jin, H.J. Thermal and electrical conductivity of poly(l-lactide)/multiwalled carbon nanotube nanocomposites. Curr. Appl. Phys. 2008, 8, 803–806. [Google Scholar] [CrossRef]
- Yoon, J.T.; Lee, S.C.; Jeong, Y.G. Effects of grafted chain length on mechanical and electrical properties of nanocomposites containing polylactide-grafted carbon nanotubes. Compos. Sci. Technol. 2010, 70, 776–782. [Google Scholar] [CrossRef]
- Chiu, W.M.; Kuo, H.Y.; Tsai, P.A.; Wu, J.H. Preparation and properties of poly (lactic acid) nanocomposites filled with functionalized single-walled carbon nanotubes. J. Polym. Environ. 2013, 21, 350–358. [Google Scholar] [CrossRef]
- Kong, Y.X.; Yuan, J.; Wang, Z.M.; Qiu, J. Study on the preparation and properties of aligned carbon nanotubes/polylactide composite fibers. Polym. Compos. 2012, 33, 1613–1619. [Google Scholar] [CrossRef]
- Chrissafis, K.; Paraskevopoulos, K.M.; Jannakoudakis, A.; Beslikas, T.; Bikiaris, D. Oxidized multiwalled carbon nanotubes as effective reinforcement and thermal stability agents of poly(lactic acid) ligaments. J. Appl. Polym. Sci. 2010, 118, 2712–2721. [Google Scholar] [CrossRef]
- McCullen, S.D.; Stano, K.L.; Stevens, D.R.; Roberts, W.A.; Monteiro-Riviere, N.A.; Clarke, L.I.; Gorga, R.E. Development, optimization, and characterization of electrospun poly(lactic acid) nanofibers containing multi-walled carbon nanotubes. J. Appl. Polym. Sci. 2007, 105, 1668–1678. [Google Scholar] [CrossRef]
- Vaisman, L.; Wagner, H.D.; Marom, G. The role of surfactants in dispersion of carbon nanotubes. Adv. Colloid Interface Sci. 2006, 128, 37–46. [Google Scholar] [CrossRef] [PubMed]
- Pinto, A.M.; Moreira, S.; Goncalves, I.C.; Gama, F.M.; Mendes, A.M.; Magalhaes, F.D. Biocompatibility of poly(lactic acid) with incorporated graphene-based materials. Colloid Surf. B 2013, 104, 229–238. [Google Scholar] [CrossRef] [PubMed]
- Li, W.X.; Xu, Z.W.; Chen, L.; Shan, M.J.; Tian, X.; Yang, C.Y.; Lv, H.M.; Qian, X.M. A facile method to produce graphene oxide-g-poly(l-lactic acid) as an promising reinforcement for plla nanocomposites. Chem. Eng. J. 2014, 237, 291–299. [Google Scholar] [CrossRef]
- Li, W.X.; Shi, C.B.; Shan, M.J.; Guo, Q.W.; Xu, Z.W.; Wang, Z.; Yang, C.Y.; Mai, W.; Niu, J.R. Influence of silanized low-dimensional carbon nanofillers on mechanical, thermomechanical, and crystallization behaviors of poly(l-lactic acid) composites—A comparative study. J. Appl. Polym. Sci. 2013, 130, 1194–1202. [Google Scholar] [CrossRef]
- Cao, Y.W.; Feng, J.C.; Wu, P.Y. Preparation of organically dispersible graphene nanosheet powders through a lyophilization method and their poly(lactic acid) composites. Carbon 2010, 48, 3834–3839. [Google Scholar] [CrossRef]
- Wang, H.S.; Qiu, Z.B. Crystallization behaviors of biodegradable poly(l-lactic acid)/graphene oxide nanocomposites from the amorphous state. Thermochim. Acta 2011, 526, 229–236. [Google Scholar] [CrossRef]
- Tong, X.Z.; Song, F.; Li, M.Q.; Wang, X.L.; Chin, I.J.; Wang, Y.Z. Fabrication of graphene/polylactide nanocomposites with improved properties. Compos. Sci. Technol. 2013, 88, 33–38. [Google Scholar] [CrossRef]
- Shen, Y.X.; Jing, T.; Ren, W.J.; Zhang, J.W.; Jiang, Z.G.; Yu, Z.Z.; Dasari, A. Chemical and thermal reduction of graphene oxide and its electrically conductive polylactic acid nanocomposites. Compos. Sci. Technol. 2012, 72, 1430–1435. [Google Scholar] [CrossRef]
- Huang, H.D.; Ren, P.G.; Xu, J.Z.; Xu, L.; Zhong, G.J.; Hsiao, B.S.; Li, Z.M. Improved barrier properties of poly(lactic acid) with randomly dispersed graphene oxide nanosheets. J. Membr. Sci. 2014, 464, 110–118. [Google Scholar] [CrossRef]
- Wu, D.F.; Cheng, Y.X.; Feng, S.H.; Yao, Z.; Zhang, M. Crystallization behavior of polylactide/graphene composites. Ind. Eng. Chem. Res. 2013, 52, 6731–6739. [Google Scholar] [CrossRef]
- Sisti, L.; Belcari, J.; Mazzocchetti, L.; Totaro, G.; Vannini, M.; Giorgini, L.; Zucchelli, A.; Celli, A. Multicomponent reinforcing system for poly(butylene succinate): Composites containing poly(l-lactide) electrospun mats loaded with graphene. Polym. Test. 2016, 50, 283–291. [Google Scholar] [CrossRef]
- Verdejo, R.; Bernal, M.M.; Romasanta, L.J.; Lopez-Manchado, M.A. Graphene filled polymer nanocomposites. J. Mater. Chem. 2011, 21, 3301–3310. [Google Scholar] [CrossRef]
- Lin, W.Y.; Shih, Y.F.; Lin, C.H.; Lee, C.C.; Yu, Y.H. The preparation of multi-walled carbon nanotube/poly(lactic acid) composites with excellent conductivity. J. Taiwan Inst. Chem. E 2013, 44, 489–496. [Google Scholar] [CrossRef]
- Barrau, S.; Vanmansart, C.; Moreau, M.; Addad, A.; Stoclet, G.; Lefebvre, J.M.; Seguela, R. Crystallization behavior of carbon nanotube-polylactide nanocomposites. Macromolecules 2011, 44, 6496–6502. [Google Scholar] [CrossRef]
- Villmow, T.; Potschke, P.; Pegel, S.; Haussler, L.; Kretzschmar, B. Influence of twin-screw extrusion conditions on the dispersion of multi-walled carbon nanotubes in a poly(lactic acid) matrix. Polymer 2008, 49, 3500–3509. [Google Scholar] [CrossRef]
- Kuan, C.F.; Kuan, H.C.; Ma, C.C.M.; Chen, C.H. Mechanical and electrical properties of multi-wall carbon nanotube/poly(lactic acid) composites. J. Phys. Chem. Solids 2008, 69, 1395–1398. [Google Scholar] [CrossRef]
- Lei, L.; Qiu, J.H.; Sakai, E. Preparing conductive poly(lactic acid) (PLA) with poly(methyl methacrylate) (PMMA) functionalized graphene (PFG) by admicellar polymerization. Chem. Eng. J. 2012, 209, 20–27. [Google Scholar] [CrossRef]
- Gorrasi, G.; Sorrentino, A. Photo-oxidative stabilization of carbon nanotubes on polylactic acid. Polym. Degrad. Stab. 2013, 98, 963–971. [Google Scholar] [CrossRef]
- Ali, A.M.; Ahmad, S.H. Mechanical characterization and morphology of polylactic acid/liquid natural rubber filled with multi walled carbon nanotubes. AIP Conf. Proc. 2013, 1571, 83–89. [Google Scholar]
- Chieng, B.W.; Ibrahim, N.A.; Yunus, W.M.Z.W.; Hussein, M.Z. Poly(lactic acid)/poly(ethylene glycol) polymer nanocomposites: Effects of graphene nanoplatelets. Polymers 2014, 6, 93–104. [Google Scholar] [CrossRef]
- Bao, C.L.; Song, L.; Xing, W.Y.; Yuan, B.H.; Wilkie, C.A.; Huang, J.L.; Guo, Y.Q.; Hu, Y. Preparation of graphene by pressurized oxidation and multiplex reduction and its polymer nanocomposites by masterbatch-based melt blending. J. Mater. Chem. 2012, 22, 6088–6096. [Google Scholar] [CrossRef]
- Ali, A.M.; Ahmad, S.H. Effect of processing parameter and filler content on tensile properties of multi-walled carbon nanotubes reinforced polylactic acid nanocomposite. In Proceedings of the 2012 National Physics Conference, PERFIK 2012, Bukit Tinggi, Malaysia, 19–21 Novembwr 2012; pp. 254–259. [Google Scholar]
- Kim, S.Y.; Shin, K.S.; Lee, S.H.; Kim, K.W.; Youn, J.R. Unique crystallization behavior of multi-walled carbon nanotube filled poly(lactic acid). Fibers Polym. 2010, 11, 1018–1023. [Google Scholar] [CrossRef]
- Murariu, M.; Dechief, A.L.; Bonnaud, L.; Paint, Y.; Gallos, A.; Fontaine, G.; Bourbigot, S.; Dubois, P. The production and properties of polylactide composites filled with expanded graphite. Polym. Degrad. Stab. 2010, 95, 889–900. [Google Scholar] [CrossRef]
- Hassouna, F.; Laachachi, A.; Chapron, D.; El Mouedden, Y.; Toniazzo, V.; Ruch, D. Development of new approach based on raman spectroscopy to study the dispersion of expanded graphite in poly(lactide). Polym. Degrad. Stab. 2011, 96, 2040–2047. [Google Scholar] [CrossRef]
- Potts, J.R.; Dreyer, D.R.; Bielawski, C.W.; Ruoff, R.S. Graphene-based polymer nanocomposites. Polymer 2011, 52, 5–25. [Google Scholar] [CrossRef]
- Kim, H.; Kobayashi, S.; AbdurRahim, M.A.; Zhang, M.L.J.; Khusainova, A.; Hillmyer, M.A.; Abdala, A.A.; Macosko, C.W. Graphene/polyethylene nanocomposites: Effect of polyethylene functionalization and blending methods. Polymer 2011, 52, 1837–1846. [Google Scholar] [CrossRef]
- Brzeziński, M.; Biela, T. Polylactide nanocomposites with functional carbon nanotubes: A focused review. Mater. Lett. 2014, 244–250. [Google Scholar] [CrossRef]
- Yang, J.H.; Lin, S.H.; Lee, Y.D. Preparation and characterization of poly(l-lactide)-graphene composites using the in situ ring-opening polymerization of plla with graphene as the initiator. J. Mater. Chem. 2012, 22, 10805–10815. [Google Scholar] [CrossRef]
- Pramoda, K.P.; Koh, C.B.; Hazrat, H.; He, C.B. Performance enhancement of polylactide by nanoblending with poss and graphene oxide. Polym. Compos. 2014, 35, 118–126. [Google Scholar] [CrossRef]
- Li, Q.H.; Zhou, Q.H.; Deng, D.; Yu, Q.Z.; Gu, L.; Gong, K.D.; Xu, K.H. Enhanced thermal and electrical properties of poly (d,l-lactide)/multi-walled carbon nanotubes composites by in-situ polymerization. Trans. Nonferr. Met. Soc. China 2013, 23, 1421–1427. [Google Scholar] [CrossRef]
- Yoon, O.J.; Sohn, I.Y.; Kim, D.J.; Lee, N.E. Enhancement of thermomechanical properties of poly(d,l-lactic-co-glycolic acid) and graphene oxide composite films for scaffolds. Macromol. Res. 2012, 20, 789–794. [Google Scholar] [CrossRef]
- Pinto, A.M.; Goncalves, C.; Goncalves, I.C.; Magalhaes, F.D. Effect of biodegradation on thermo-mechanical properties and biocompatibility of poly(lactic acid)/graphene nanoplatelets composites. Eur. Polym. J. 2016, 85, 431–444. [Google Scholar] [CrossRef]
- Desa, M.S.Z.M.; Hassan, A.; Arsad, A. The effect of natural rubber toughening on mechanical properties of poly(lactic acid)/multiwalled carbon nanotube nanocomposite. Adv. Mater. Res. 2013, 747, 639–642. [Google Scholar] [CrossRef]
- Goncalves, C.; Pinto, A.; Machado, A.V.; Moreira, J.A.; Gonçalves, I.C.; Magalhães, F.D. Biocompatible reinforcement of poly(lactic acid) with graphene nanoplatelets. Polym. Compos. 2016. [Google Scholar] [CrossRef]
- Shao, S.J.; Zhou, S.B.; Li, L.; Li, J.R.; Luo, C.; Wang, J.X.; Li, X.H.; Weng, J. Osteoblast function on electrically conductive electrospun pla/mwcnts nanofibers. Biomaterials 2011, 32, 2821–2833. [Google Scholar] [CrossRef] [PubMed]
- Potschke, P.; Andres, T.; Villmow, T.; Pegel, S.; Brunig, H.; Kobashi, K.; Fischer, D.; Haussler, L. Liquid sensing properties of fibers prepared by melt spinning from poly(lactic acid) containing multi-walled carbon nanotubes. Compos. Sci. Technol. 2010, 70, 343–349. [Google Scholar] [CrossRef]
- Ma, H.B.; Su, W.X.; Tai, Z.X.; Sun, D.F.; Yan, X.B.; Liu, B.; Xue, Q.J. Preparation and cytocompatibility of polylactic acid/hydroxyapatite/graphene oxide nanocomposite fibrous membrane. Chin. Sci. Bull. 2012, 57, 3051–3058. [Google Scholar] [CrossRef]
- Magrez, A.; Kasas, S.; Salicio, V.; Pasquier, N.; Seo, J.W.; Celio, M.; Catsicas, S.; Schwaller, B.; Forro, L. Cellular toxicity of carbon-based nanomaterials. Nano Lett. 2006, 6, 1121–1125. [Google Scholar] [CrossRef] [PubMed]
- McCullen, S.D.; Stevens, D.R.; Roberts, W.A.; Clarke, L.I.; Bernacki, S.H.; Gorga, R.E.; Loboa, E.G. Characterization of electrospun nanocomposite scaffolds and biocompatibility with adipose-derived human mesenchymal stem cells. Int. J. Nanomed. 2007, 2, 253–263. [Google Scholar]
- Sherrell, P.C.; Thompson, B.C.; Wassei, J.K.; Gelmi, A.A.; Higgins, M.J.; Kaner, R.B.; Wallace, G.G. Maintaining cytocompatibility of biopolymers through a graphene layer for electrical stimulation of nerve cells. Adv. Funct. Mater. 2014, 24, 769–776. [Google Scholar] [CrossRef]
- Li, Z.Q.; Zhao, X.W.; Ye, L.; Coates, P.; Caton-Rose, F.; Martyn, M. Structure and blood compatibility of highly oriented PLA/mwnts composites produced by solid hot drawing. J. Biomater. Appl. 2014, 28, 978–989. [Google Scholar] [CrossRef] [PubMed]
- An, X.L.; Ma, H.B.; Liu, B.; Wang, J.Z. Graphene oxide reinforced polylactic acid/polyurethane antibacterial composites. J. Nanomater. 2013, 2013. [Google Scholar] [CrossRef]
- Yoon, O.J.; Jung, C.Y.; Sohn, I.Y.; Kim, H.J.; Hong, B.; Jhon, M.S.; Lee, N.E. Nanocomposite nanofibers of poly(d,l-lactic-co-glycolic acid) and graphene oxide nanosheets. Compos. Part A 2011, 42, 1978–1984. [Google Scholar] [CrossRef]
- Kanczler, J.M.; Mirmalek-Sani, S.H.; Hanley, N.A.; Ivanov, A.L.; Barry, J.J.A.; Upton, C.; Shakesheff, K.M.; Howdle, S.M.; Antonov, E.N.; Bagratashvili, V.N.; et al. Biocompatibility and osteogenic potential of human fetal femur-derived cells on surface selective laser sintered scaffolds. Acta Biomater. 2009, 5, 2063–2071. [Google Scholar] [CrossRef] [PubMed]
- Pinto, V.C.; Costa-Almeida, R.; Rodrigues, I.; Guardão, L.; Soares, R.; Guedes, R.M. Biocompatibility of PLA/GNP and PLA/CNT-cooh nanocomposites. J. Biomed. Mater. Res. Part A 2017, 105A, 2182–2190. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Procedure | CNT Characteristics | CNT Content (wt %) | Mechanical Properties Relative to Neat Polymer ΔE: maximum Young’s modulus improvement ΔE’: maximum storage modulus improvement Δσmax: maximum tensile strength improvement | References |
| Solution mixing | Sonication in chloroform and DMF, electrospinning | MWCNT Diameter (d) 15 ± 5 nm Length (l) 5–20 µm 95% purity Produced by plasma enhanced CVD | MWCNT: 0.25, 0.5, 1 | ΔE↑372% (0.25 wt %) | [147] |
| Sonication in chloroform, drying and compression molding (200 °C, 150 Kgf cm−2, 15 min) | MWCNT d not given l ± 2000 µm | MWCNT: 0.5, 3, 5, 10 | ΔE↑150% (5 wt %) | [138] | |
| Sonication in chloroform, film casting | Unzipped CNT (uCNT) Diameter 30 nm l = 10 µm 95% purity | uCNT: 1, 2, 3, 4, 5 | ΔE’↑14% (3 wt %) | [139] | |
| PLA was modified with benzoyl chloride and pyridine (PLAm), then acid chloride groups were added by reaction with thionyl chloride and triethylamine, then fMWCNT were added and the mixture centrifuged and filtered to remove excess filler and salts. Finally, sonication in chloroform and film casting was performed | MWCNT functionalized with COOH using Fenton reactant and then reacted with SOCl2 and ethylene glycol (fMWCNT) d = 9.5 nm l = 1.5 µm 95% purity | Not clear | ΔE↑17%, Δσmax↑8% (comparing to PLAm) | [140] | |
| Sonication in chloroform, coagulation with methanol, filtration, vacuum drying, and compression molding (180 °C) | MWCNT (thermal CVD, d = 10–15 nm, l = 10–20 µm, 95% purity) MWCNT carboxyl-functionalized (MWCNT-COOH) by H2SO4 1:3 HNO3, 3 h, 120 °C MWCNT grafted with PLA (MWCNT-g-PLA): MWCNT-COOH + l-lactide, 12 h, 150 °C, + tin(II) chloride, 20 h, 180 °C, under vacuum, filtration, vacuum drying | MWCNT: 1 MWCNT-COOH: 1 MWCNT-g-PLA: 0.1, 0.2, 0.5, 1, 5 | PLA/MWCNT-g-PLA: ΔE↑32%, Δσmax↑47% (1 wt %) | [141] | |
| Solution mixing in chloroform, drying and compression molding (180 °C) | MWCNT grafted with PLLA after reaction with SOCl2 and ethylene glycol (MWCNT--PLLA) Dimensions not given 95% purity | MWCNT and MWCNT-g-PLLA: 0.1, 0.2, 0.4, 0.6, 0.8, 1.2 | PLA/MWCNT: ΔE↑46%, Δσmax↑9% (1.2 wt %) PLA/MWCNT-g-PLLA: ΔE↑86%, Δσmax↑13% (1.2 wt %) | [142] | |
| Solution mixing in chloroform, filtered, washed, dried under vacuum, and compression molded (180 °C, 500 psi) | MWCNT, MWCNT-COOH (both as in [101]), and MWCNT grafted with PLA chains of 122–530 g mol−1 by ring open polymerization (MWCNT-g-PLA530). d = 10–15 nm l = 10–20 µm 95% purity | MWCNT-COOH: 1 MWCNT-g-PLA530: 1 | PLA/MWCNT-COOH: ΔE↑4%, Δσmax = 9% PLA/MWCNT-g-PLA530: ΔE↑44%, Δσmax = 44% | [143] | |
| Solution mixing in THF, vacuum drying, thermal compression | SWCNT (d < 2 nm, l = 5–15 µm, 95% purity) treated with 3:1 H2SO4/HNO3 (A-SWCNT), and functionalized (1:2 v/v) with 3-isocyanatoporpyl triethoxysilane (IPTES)—A-SWCNT-Si | SWCNT, A-SWCNT and A-SWCNT-Si: 0.1, 0.3, 0.5, 1, 3 | PLA/SWCNT: ΔE’↑20% PLA/A-SWCNT: ΔE’↑33% PLA/A-SWCNT-Si: ΔE’↑67% (3 wt % for all conditions) | [144] | |
| Sonication in dichloromethane and THF, vacuum drying, and compression molding (190 °C) | MWCNT (d = 9–20 nm, l = 5 µm) functionalized with 3:1 H2SO4/HNO3 (MWCNT-COOH) | MWCNT-COOH: 0.5, 1, 2.5 MWCNT: 2.5 | PLA/MWCNT-COOH: ΔE↑80%, ΔE’↑35%, Δσmax↑28% (2.5% wt %) PLA/MWCNT: ΔE↑25%, ΔE’↓6%, Δσmax (not reported) (2.5 wt %) | [146] | |
| Melt blending | Internal mixer (180 °C, 50 rpm, 5 min) with and without transesterification with Ti(OBu)4, compression molding (180 °C) | MWCNT (l = 1–10 µm) functionalized with HNO3 (120 °C, 40 min)—MWCNT-COOH, and modified with DCC and stearyl alcohol (MWCNT-C18OH) | PC: MWCNT/PLA CNT-C18OH/PLA PC-18T: MWCNT-C18OH/PLA transesterified 0.5, 1.5, 3 | (3 wt %) PLA/PC: ΔE↑73%, ΔE’↑34% PLA/PC-18: ΔE↑74%, ΔE’↑44% PLA/PC-18T: ΔE↑88%, ΔE’↑76% | [160] |
| Twin-screw extrusion (150–190 °C, 100 rpm), injection molding (160–190 °C) High-crystalline PLA (HC-PLA) and low-crystalline PLA (LC-PLA) were tested | MWCNT (l = 5–20 µm, d = 40–60 nm) functionalized with maleic anhydride (MWCNT-g-MA) at 80 °C, 4 h, +benzoyl peroxide | LC-PLA/MWCNT, HC-PLA/MWCNT and MWCNT-g-MA: 0.25, 0.5, 0.75, 1, 2, 4 | PLA/LC-PLA/MWCNT: Δσmax↑23% PLA/HC-PLA/MWCNT: Δσmax↑13% PLA/MWCNT-g-MA: Δσmax↑27% (4 wt % for all conditions) | [163] | |
| Twin-screw extrusion (180 °C, 150 rpm, 5 min), compression molding at 180 °C | MWCNT (d = 6–13 nm, l = 2.5–20 µm, specific surface area = 220 m2g−1) produced by CVD | MWCNT: 1.5, 3, 5 | PLA/MWCNT: ΔE’↑28%, Δσmax↑27% (5 wt %) | [165] | |
| Twin-screw extrusion (160–190 °C) | Carboxyl–functionalized (MWCNT–COOH) d = 10–11 nm, l = 12–15 µm | MWCNT-COOH: 1 | ΔE and Δσmax↑8% (1 wt %) | [181] | |
| Method | Procedure | GBM Characteristics | GBM Content (wt %) | Mechanical Properties Relative to Neat Polymer ΔE: maximum Young’s modulus improvement ΔE’: maximum storage modulus improvement Δσmax: maximum tensile strength improvement | References |
| Solution mixing | Sonication in chloroform, casting and doctor blading GO was pre-dispersed in acetone while GNP was directly dispersed in chloroform | GNP grade M (commercial product) t = 6–8 nm, d ≈ 5 µm. GO (MHM) d ≈ 100 nm | GO and GNP: 0.2, 0.4, 0.6 | PLA/GO: ΔE↑115%, Δσmax↑95% (0.3 wt %) PLA/GNP: ΔE↑156%, Δσmax↑129% (0.4 wt %) | [135] |
| Sonication in chloroform, filtration, vacuum drying, compression molding (170 °C, 10 min) | GO (from natural graphite, MHM + lyophilization) d ≈ 300 nm GO-g-PLLA (GO + l-lactide (Sn(oct)2), filtration, vacuum drying) | GO and GO-g-PLLA: 0.5 | PLA/GO: Δσmax↑51% PLA/GO-g-PLLA: Δσmax↑106% | [150] | |
| Stirring and sonication in DMF, coagulation with methanol, filtration, and vacuum drying | GO (MHM) from expandable graphite, chemically reduced with hydrazine, and lyophilized (GNSs—solvent free graphene nanosheets) t < 1 nm, d < 50 nm | GNSs: 0.2 | ΔE’↑18%, Δσmax↑26% | [152] | |
| Sonication in DMF, coagulation with methanol, drying, compression molding (185 °C) | TRG (commercial product, t = few layer, d = hundreds of nm) TRG/PLA/Py-PLA: Py-PLA-OH (1-Pyrenemethanol + l-lactide, Sn(oct)2) + TRG (10:1)—sonication + PLA—coagulation and drying | TRG and TRG/PLA/Py-PLA: 0.25, 1 | PLA/TRG: ΔE’↑1%–3%, Δσmax↑8% PLA/TRG/PLA/Py-PLA: ΔE’↑10%–15%, Δσmax↑19% | [154] | |
| Solution mixing in DMF, film casting | GO prepared according to MHM, reduced to rGO and functionalized with N-(aminoethyl)-aminopropyltrimethoxysilane (KH792) | rGO-KH792: 0.1, 0.2, 0.5 | ΔE’↑1500% around the Tg (0.5 wt %) | [157] | |
| Melt blending | Twin-screw mixer (175 °C, 60 rpm, 8 min), compression molding at 180 °C | GO prepared by MHM and reduced with hydrazine and ammonia (rGO)t = 0.4–0.6 nm, d = 0.1–0.5 µm | rGO: 0.02, 0.04, 0.08, 0.2, 0.5, 1, 2 | ΔE’↑27%, Δσmax↑40% (0.08 wt %) ΔE’↑54%, Δσmax↓40% (2 wt %) | [168] |
| Internal mixer (160 °C, 25 rpm, 10 min), compression molding (160 °C, 10 min) (Polymer was PLA/PEG 9:1 blend) | GNP grade M15 (commercial product) t = 6–8 nm, d ≈ 15 µm | GNP-M15: 0.1, 0.3, 0.5, 0.7, 1 | ΔE’↑84 and 70%, Δσmax↑20 and 33% (0.1 and 0.3 wt %) (relative to pristine PLA/PEG blend) | [167] | |
| Internal mixer (180 °C, 80 rpm, 10 min) Compression molding (180 °C) | GO (MHM) + SDS, ultrasounds, stirring 12 h, 25 °C Methylmethacrylate (MMA), stirring 12 h + ammonium persulfate (APS) 12 h, 80 °C + reduction with dimethyl hydrazine, 100 °C, 2 h (PFG—polymer-functionalized graphene nanoparticles) t = 2.4 nm | PFG: 1, 2, 3, 4, 5 | ΔE↑80%, Δσmax↑10% (5 wt %) | [164] | |
| Internal mixer (180 °C, 50 rpm, 20 min) Compression molding (190 °C, 2 min, 150 Kg cm−2) | GNP grade M5 (t = 6–8 nm, d ≈ 5 µm) and C (t = up to 2 single layers, d < 2 µm) (commercial products) | GNP-M5 and C: 0.1, 0.25, 0.5 | PLA/GNP-M5: ΔE↑14%, Δσmax↑6% (0.25 wt %) PLA/GNP-C: ΔE↑14%, Δσmax↑20% (0.25 wt %) The incorporation of both fillers prevented mechanical properties decay after 6 months degradation | [180,182] | |
| In situ polymerization | Sonication of l-lactide + filler in toluene, addition of Tin(II)-2-ethylhexanoate under N2, stirring at 110 °C, 3 days | Expanded graphite (MHM) to GO GO-functionalized: GO + TDI + 1,4-butanediol, 80 °C, 24 h GO-g-POSS: GO + POSS—polyhedral oligomeric silsesquioxane + DMAP—4-(dimethylaminopyridine) + EDC—N-(3-dimethylamino-propyl-N’-ethylcarbodiimide), 2 days, room temperature, N2 (dimensions not given) | GO-functionalized, GO-g-POSS, GO+POSS (physical mixture): 1 | PLA/GO-functionalized: ΔE’↑1%, Hardness↑14% PLA/GO-g-POSS: ΔE’↑33%, Hardness↑45% PLA/GO + POSS: ΔE’↑29%, Hardness↑36% | [177] |
| Method | Procedure | CNT Characteristics | CNT Content (wt %) | Electrical Properties σ: electrical conductivity ρ□: sheet resistance (PLA σ ≈ 1 × 10−16 S m−1, ρ□ ≈ 5 × 1012 Ω sq−1) [106,122] | References |
| Solution mixing | Sonication in chloroform, drying and compression molding (200 °C, 150 Kgf cm−2, 15 min) | MWCNT Diameter (d) not given Length (l) = ±2000 µm | MWCNT: 0.5, 3, 5, 10 | σ = 1.8 × 10−3 and 3.5 × 10−3 S m−1 (3 and 10 wt %) | [138] |
| Sonication in chloroform, coagulation with methanol, filtration, vacuum drying, and compression molding (180 °C) | MWCNT (thermal CVD, d = 10–15 nm, l = 10–20 µm, 95% purity) MWCNT carboxyl-functionalized (MWCNT-COOH) by H2SO4 1:3 HNO3, 3 h, 120 °C MWCNT grafted with PLA (MWCNT-g-PLA): MWCNT-COOH + l-lactide, 12 h, 150 °C, + tin(II) chloride, 20 h, 180 °C, under vacuum, filtration, vacuum drying | MWCNT: 1 MWCNT-COOH: 1 MWCNT-g-PLA:0.1, 0.2, 0.5, 1, 5 | PLA/MWCNT: ρ□ = 1 × 1012 Ω sq−1 (for 0.1 and 0.2 wt % is similar to PLA), 1 × 105 and 1 × 104 Ω sq−1 (0.5 wt %, and 1–5 wt %) PLA/MWCNT-g-PLA: ρ□ = 1 × 1012 Ω sq−1 (0.1–5 wt %—always similar to PLA) | [141] | |
| Solution mixing in chloroform, drying and compression molding (180 °C) | MWCNT, MWCNT grafted with PLLA after reaction with SOCl2 and ethylene glycol (MWCNT-g-PLLA) Dimensions not given 95% purity | MWCNT and MWCNT-g-PLLA: 0.1, 0.2, 0.4, 0.6, 0.8, 1.2 | PLA/MWCNT: σ = 2 × 10−13 S m−1 (0.1–0.4 wt %), 3 × 10−9 S m−1 (0.6 wt %), and 2 × 10−5 S m−1 (1.2 wt %) PLA/MWCNT-g-PLLA: σ = 2 × 10−13 S m−1 (0.1–0.4 wt %), 5 × 10−13 S m−1 (0.6 wt %), and 3 × 10−8 S m−1 (1.2 wt %) Increases with filler amount | [142] | |
| Solution mixing in chloroform, filtered, washed, dried under vacuum, and compression molded (180 °C, 500 psi) | MWCNT, MWCNT-COOH (both as in [101]), and MWCNT grafted with PLA chains of 122–530 g mol−1 by ring open polymerization (MWCNT-g-PLA122–530). d = 10–15 nm l = 10–20 µm 95% purity | MWCNT-COOH: 1 MWCNT-g-PLA122-530: 1 | PLA/MWCNT-COOH: ρ□ = 1 × 105 Ω sq−1 PLA/MWCNT-g-PLA112-530: ρ□ = 2 × 106, 2 × 1012, and 1 × 1012 Ω/sq (122, 250, 530 g mol−1) | [143] | |
| Sonication in THF, vacuum drying, thermal compression | MWCNT (d = 8–15 nm, l = 50 µm) purified by sonication with H2SO4 and HNO3 at 50 °C, filtration, and washing | MWCNT purified/non-purified: 1, 3, 5, 7 | PLA/MWCNT purified: σ = 4 × 10−9, 1 × 10−9, and 2 × 10−6 S m−1 (1, 5, and 7 wt %) PLA/MWCNT non-purified: σ = 7 × 10−11, 2 × 10−8, and 5 × 10−8 S m−1 (1, 5, and 7 wt %) Increases with filler amount | [88] | |
| Solution mixing in THF, vacuum drying, thermal compression | SWCNT (d < 2 nm, l = 5–15 µm, 95% purity) treated with 3:1 H2SO4/HNO3 (A-SWCNT), and functionalized (1:2 v/v) with 3-isocyanatoporpyl triethoxysilane (IPTES)—A-SWCNT-Si | SWCNT, A-SWCNT and A-SWCNT-Si: 0.1, 0.3, 0.5, 1, 3 | PLA/SWCNT: σ = 2 × 10−16, 3 × 10−9, and 5 × 10−8 S m−1 (0.3, 1, 3 wt %) PLA/A-SWCNT-Si: σ = 5 × 10−15, 5 × 10−8, and 2 × 10−6 S m−1 (0.3, 1, 3 wt %) Increases with filler amount | [144] | |
| MWCNT-ox (HCl, 2 h at 25 °C + HNO3, 4h at 110 °C) Nanofibers (MWCNT-ox sonicated in DMF 2 h + SDS, adding to PLA in dicloromethane, 1 h sonication before electrospinning) | MWCNT (l = 10–20 µm, d = 10–20 nm) Nanofibers (PLA ≈ 400 nm, PLA/MWCNT-ox ≈ 250 nm) | PLA/MWCNT-ox (3 wt %) random (R) and aligned (A) nanofibers: 1, 2, 3, 4, 5 wt % | PLA/MWCNT-ox-R: ρ□ = 1 × 104, 5 × 102 Ω sq−1 (3 and 5 wt %) PLA/MWCNT-ox-A: ρ□ = 5 × 103, 1 × 102 Ω sq−1 (3 and 5 wt %) Increases with both fillers amount | [183] | |
| Melt blending | Internal mixer (180 °C, 50 rpm, 5 min) with and without transesterification with Ti(OBu)4, compression molding (180 °C) | MWCNT (l = 1–10 µm) functionalized with HNO3 (120 °C, 40 min)—MWCNT-COOH, and modified with DCC and stearyl alcohol (MWCNT-C18OH) | PC: MWCNT/PLA PC-18: MWCNT-C18OH/PLA PC-18T: MWCNT-C18OH/PLA transesterified 0.5, 1.5, 3 | PLA/PC: ρ□ = 2 × 107, 3 × 106, and 3 × 105 Ω sq−1 (0.5, 1.5, 3 wt %) PLA/PC-18: ρ□ = 8 × 105, 9 × 104, and 1 × 10−1 Ω sq−1 (0.5, 1.5, 3 wt %) PLA/PC-18T: ρ□ = 5 × 1012, 9 × 105, and 9 × 10−2 Ω sq−1 (0.5, 1.5, 3 wt %) | [160] |
| Twin-screw extruder (180, 215 and 250 °C; 100, 200 and 500 rpm; 5 min) 1st—masterbatch production 2nd—dilution of masterbatches and composites production | MWCNT d = 9.5 nm l = 1.5 µm 90% purity | MWCNT: 0.5, 0.75, 1, 2 | σ is below 2.5 × 10−1 S m−1 (0.5–2 wt %) slightly decreasing with filler wt % increase | [162] | |
| Twin-screw extrusion (150–190 °C, 100 rpm), injection molding (160–190 °C) High-crystalline PLA (HC-PLA) and low-crystalline PLA (LC-PLA) were tested | MWCNT (l = 5–20 µm, d = 40–60 nm) functionalized with maleic anhydride (MWCNT-g-MA) at 80 °C, 4 h, + benzoyl peroxide | LC-PLA/MWCNT, HC-PLA/MWCNT and MWCNT-g-MA: 0.25, 0.5, 0.75, 1, 2, 4 | LC-PLA/MWCNT: ρ□ = 2 × 1013, 5 × 103, and 5 × 102 Ω sq−1 (0.5, 2, 4 wt %) HC-PLA/MWCNT: ρ□ = 1 × 1014, 9 × 1010, and 8 × 1010 Ω sq−1 (0.5, 2, 4 wt %) LC-PLA/MWCNT-g-MA: ρ□ = 3 × 102, 2 × 102, and 7 × 101 Ω sq−1 (0.5, 2, 4 wt %) | [163] | |
| Twin-screw extrusion (180 °C, 150 rpm, 5 min), compression molding at 180 °C | MWCNT d = 6–13 nm, l = 2.5–20 µm, specific surface area = 220 m2 g−1 produced by CVD | MWCNT: 1.5, 3, 5 | σ = 1 × 10−9, 1 × 10−2, and 1 S m−1 (1.5, 3, 5 wt %) | [165] | |
| Twin-screw extruder (180–220 °C, 500 rpm) Piston spinning (20, 50, 100 m min−1) to produce micro-fibers (220 °C, 3 min) | MWCNT d = 9.5 nm l = 1.5 µm 90% purity | MWCNT: 0.5, 1, 2, 3, 5 | Extruded composites: σ = 4, 14, and 50 S m−1 (2, 3, 5 wt %) Fibers (3 wt %): σ = 50, 40, and 1 S m−1 (spinning speeds of 20, 50, and 100 m min−1) | [184] | |
| Method | Procedure | GBM Characteristics | GBM Content (wt %) | Electrical Properties σ: electrical conductivity ρ□: sheet resistance (PLA σ ≈ 1 × 10−16 S m−1, ρ□ ≈ 5 × 1012 Ω sq−1) [106,122] | References |
| Solution mixing | Sonication in DMF, coagulation with methanol, drying, compression molding (185 °C) | TRG (commercial product, t = few layer, d = hundreds of nm) TRG/PLA/Py-PLA: Py-PLA-OH (1-Pyrenemethanol + l-lactide, Sn(oct)2) + TRG (10:1)—sonication + PLA—coagulation and drying | TRG and TRG/Py-PLA-OH: 0.25, 1 | PLA/TRG: σ = 1 × 10−16 and 1 × 10−6 S m−1 (0.25 and 1 wt %) PLA/TRG/PLA/Py-PLA-OH: σ = 1 × 10−16 and 1 × 10−7 S m−1 (0.25 and 1 wt %) | [154] |
| Sonication in DMF, coagulation with methanol, drying, and compression molding (210 °C) | GO: from graphite flakes (modified Staudenmaier method) rGO-p: GO + Polyvinylpyrrolidone (1:5), sonication at 60 °C rGO-g: reduced by stirring with glucose in ammonia solution at 95 °C, 60 min Dimension not given | GO rGO-p rGO-g (0.5–2.5 vol %) | PLA/GO: σ = ↑6.5 × 10 −13 S m−1 PLA/rGO-p: σ = ↑4.7 × 10 −8 S m−1 PLA/rGO-g: σ = 2.2 S m−1 (for 1.25 vol % for all) Increases with filler amount | [155] | |
| Melt blending | Twin-screw mixer (175 °C, 60 rpm, 8 min), compression molding at 180 °C | GO prepared according to MHM and chemically reduced to rGO. Thickness 0.4–0.6 nm and lateral dimension 0.1–0.5 mm. | rGO: 0.02, 0.04, 0.06, 0.2, 0.5, 1, 2 | σ = 1 × 10−13 and 1 × 10−9 S m−1 (0.2 and 2 wt %) Increases with filler amount | [168] |
| Internal mixer (180 °C, 80 rpm, 10 min) | GO (MHM) + SDS, ultrasounds, stirring 12 h, 25 °C Methylmethacrylate (MMA), stirring 12 h + ammonium persulfate (APS) 12 h, 80 °C + reduction with dimethyl hydrazine, 100 °C, 2 h (PFG—polymer-functionalized graphene nanoparticles) t = 2.4 nm | PFG: 1, 2, 3, 4, 5 | σ = 5.6 × 10−14 and 2.6 × 10−4 S m−1 (1 and 5 wt %) Increases with filler amount | [164] | |
| In situ polymerization | Ring-opening melt polymerization of lactide in presence of trGO | GO prepared according to MHM and thermally reduced to trGO Dimensions not given | TrGO: 0.01, 0.1, 0.5, 1, 1.5, 2 | σ = 5 × 10−6 and 1.6 × 10−2 S m−1. (1.5 and 2 wt %) Increases with filler amount | [176] |
| Method | Procedure | CNTs Characteristics | CNTs Content (wt %) | Thermal Properties Relative to Neat Polymer | References |
| Solution mixing | Sonication in chloroform, drying and compression molding (200 °C, 150 Kgf cm-2, 15 min) | MWCNT Diameter (d) not given Length (l) ≈ 2000 µm | MWCNT: 0.5, 3, 5, 10 | Tg (glass transition) ↓1–4 °C (3, 5 wt %) and = (10 wt %) Tc (crystallization) ↓>20 °C (3, 5, 10 wt %) Tm (melting) = (3, 5, 10 wt %) Td (degradation) ↑10–20 °C (3, 5, 10 wt %) | [138] |
| Sonication in chloroform, film casting | Unzipped CNT (uCNT) d = 30 nm l = 10 µm 95% purity | uCNT: 1, 2, 3, 4, 5 | Tg ↑7, 8 °C (3, 5 wt %) Tm ↑5, 3 °C (3, 5 wt %) | [139] | |
| PLA was modified with benzoyl chloride and pyridine (PLAm), then acid chloride groups were added by reaction with thionyl chloride and triethylamine, then fMWCNT were added and the mixture centrifuged and filtered to remove excess filler and salts. Finally, sonication in chloroform and film casting was performed | MWCNT functionalized with COOH using Fenton reactant and then reacted with SOCl2 and ethylene glycol (fMWCNT). d = 9.5 nm l = 1.5 µm 95% purity | Not clear | Tg (tanδ) ↑9 °C Tdi (beginning of thermal degradation) ↑80 °C | [140] | |
| Sonication in chloroform, coagulation with methanol, filtration, vacuum drying, and compression molding (180 °C) | MWCNT (thermal CVD, d = 10–15 nm, l = 10–20 µm, 95% purity) MWCNT carboxyl-functionalized (MWCNT-COOH) by H2SO4 1:3 HNO3, 3 h, 120 °C MWCNT grafted with PLA (MWCNT-g-PLA): MWCNT-COOH + l-lactide, 12 h, 150 °C, + tin(II) chloride, 20 h, 180 °C, under vacuum, filtration, vacuum drying | MWCNT: 1 MWCNT-COOH: 1 MWCNT-g-PLA: 0.1, 0.2, 0.5, 1, 5 | No significant changes in Tm for all materials PLA/MWCNT: Tg ↑3, Tc ↓3 °C (1 wt %) PLA/MWCNT-COOH: Tg ↑2, Tc ↓3 °C (1 wt %) PLA/MWCNT-g-PLA: Tg ↑ 5–6 Tc ↑1 ↓2, 6, 12, 19 °C (0.1, 0.2, 0.5, 1, 5 wt %) | [141] | |
| Sonication in dichloromethane, electrospinning | MWCNT (d = 8–15 nm, L—not given, 95% purity) were functionalized with -COOH by H2SO4 and HNO3 (3:1). Then, MWCNT-NH2 were produced reacting MWCNT-COOH with N,N’-dicyclohexylcarbodiimide (DCC). MWCNT-PCL were produced reacting 1 g MWCNT-NH2, 10 g PCL, and 20 g DCC | MWCNT-PCL(0.3, 0.5, 1, 3)/PLA aligned composite fibers | Td50 (50% weight loss) ↑ 1–3 °C (0.3, 1 wt %) Tg = (0.3, 1 wt %) Tm ↑16 °C (0.3, 1 wt %) Tc ↓13 °C and 12 °C (0.3, 1 wt %) | [145] | |
| Sonication in THF, vacuum drying, thermal compression | MWCNT (d = 8–15 nm, l = 50 µm) purified by sonication with H2SO4 and HNO3 at 50 °C, filtration, and washing | MWCNT purified/non-purified: 1, 3, 5, 7 | PLA/MWCNT non-purified: Tg ↑5–6 °C (1, 3, 5, 7 wt %) PLA/MWCNT purified: Tg ↑10, 7, 5, 5 °C (1, 3, 5, 7 wt %) PLA/MWCNT non-purified vs. purified: Td ↑10, 11, 7, 8 °C (1, 3, 5, 7 wt %) | [88] | |
| Solution mixing in THF, vacuum drying, thermal compression | SWCNT (d < 2 nm, l = 5–15 µm, 95% purity) treated with 3:1 H2SO4/HNO3 (A-SWCNT), and functionalized (1:2 v/v) with 3-isocyanatoporpyl triethoxysilane (IPTES)—A-SWCNT-Si | SWCNT, A-SWCNT, and A-SWCNT-Si: 0.1, 0.3, 0.5, 1, 3 | Td5 (5 wt % loss) ↓ for PLA/SWCNT (poor interfacial interaction), = for PLA/A-SWCNT, and A-SWCNT-Si Tg: (higher that pure PLA) PLA/SWCNT < PLA/A-SWCNT < PLA/A-SWCNT-Si (considering all loadings, increases are below 5 °C) | [144] | |
| Sonication in dichloromethane and THF, vacuum drying, and compression molding (190 °C) | MWCNT (d = 9–20 nm, l = 5 µm) functionalized with 3:1 H2SO4/HNO3 (MWCNT-COOH) | MWCNT-COOH: 0.5, 1, 2.5 | Tdi ↑ 10–20 °C (0.5–2.5 wt %) Tg ↑ 0, 1, 2 °C (0.5, 1, 2.5 wt %) Tc ↑ 1, 2, 4 °C 0.5, 1, 2.5 wt %) Tm ↑ 3, 4, 5 °C 0.5, 1, 2.5 wt %) | [146] | |
| Melt blending | Internal mixer (180 °C, 50 rpm, 5 min) with and without transesterification with Ti(OBu)4, compression molding (180 °C) | MWCNT (l = 1–10 µm) functionalized with HNO3 (120 °C, 40 min)—MWCNT-COOH, and modified with DCC and stearyl alcohol (MWCNT-C18OH) | PC: MWCNT/PLA PC-18: MWCNT-C18OH/PLA PC-18T: MWCNT-C18OH/PLA transesterified 0.5, 1.5, 3 | PLA/PC, PLA/PC-18—No change in Tm PLA/PC-18T—2 melting peaks, 1 bellow Tm for pristine PLA (low Mw PLA from transesterification), other at the same Tm | [160] |
| Sonication in THF, vacuum drying + Microextruder (180 °C, 50 rpm, 5 min) | MWCNT (d = 9.5 nm, l = 1.5 µm) produced by catalytic carbon vapor deposition (CCVD) | MWCNT: 0.1, 1 | Tg ↑1 °C (0.1, 1 wt %) | [161] | |
| Twin-screw extruder (180, 215 and 250 °C; 100, 200 and 500 rpm; 5 min) 1st—masterbatch production 2nd—dilution of masterbatches and composites production | MWCNT d = 9.5 nm l = 1.5 µm 90% purity | MWCNT: 0.5, 0.75, 1, 2, 7.5, 15 | Similar Tg (7.5, 15 wt %) | [162] | |
| Twin-screw extruder (210 °C, 400 rpm), compression molding (210 °C) | MWCNT d = 5–20 nm l = 10 µm Specific surface area = 100–700 m2 g-1 CCVD | MWCNT: 0.5, 1, 2, 3, 5 | Tg ↓1, 2 °C (0.5, 1–5 wt %) Tc ↓12, 10, 12, 7, 6 °C (0.5, 1, 2, 3, 5 wt %) Tm ↓1, 2 °C (0.5–3, 5 wt %) | [170] | |
| Twin-screw extruder (180-220 °C, 500 rpm) Piston spinning to produce micro-fibers (220 °C, 3 min) | MWCNT d = 9.5 nm l = 1.5 µm 90% purity | MWCNT: 0.5, 1, 2, 3, 5 | Tg: pellet = (3 wt %) Fibers ↑ 5–6 °C (3 wt %) | [184] | |
| Method | Procedure | GBM Characteristics | GBM Content (wt %) | Thermal Properties Relative to Neat Polymer | References |
| Solution mixing | Sonication in chloroform, casting and doctor blading GO was pre-dispersed in acetone while GNP was directly dispersed in chloroform | GNP grade M (commercial product) t = 6–8 nm, d ≈ 5 µm. GO (MHM) d ≈ 100 nm | GO and GNP: 0.2, 0.4, 0.6 | PLA/GO: Tg ↑3, 4, 3 °C (0.2, 0.4, 0.6 wt %) PLA/GNP: Tg ↑6, 7, 5 °C (0.2, 0.4, 0.6 wt %) Similar Tm for both GO and GNP | [135] |
| Sonication in chloroform, filtration, vacuum drying, compression molding (170 °C, 10 min) | GO (from natural graphite, MHM + lyophilization) d ≈ 300 nm GO-g-PLLA (GO + l-lactide (Sn(oct)2), filtration, vacuum drying) | GO and GO-g-PLLA: 0.5 | PLA/GO: Tg ↑6 °C Tm ↑3 °C PLA/GO-g-PLLA: Tg ↑6 °C Tm ↑5 °C | [150] | |
| Stirring and sonication in DMF, coagulation with methanol, filtration, and vacuum drying | GO (MHM) from expandable graphite, chemically reduced with hydrazine, and lyophilized (GNSs—solvent free graphene nanosheets) t < 1 nm, d < 50 nm | GNSs: 0.2 | Td5 ↑11 °C | [152] | |
| Sonication in DMF, film casting, vacuum drying | GO prepared according to Staudenmaier method (H2SO4 + HNO3 + KClO3) (dimensions not given) | GO: 0.5, 1, 2 | (0.5, 1, 2 wt %) Tc ↓9, 15, 20 °C Tg similar | [153] | |
| Sonication in DMF, coagulation with methanol, drying, compression molding (185 °C) | TRG (commercial product, t = few layer, d = hundreds of nm) TRG/PLA/Py-PLA: Py-PLA-OH (1-Pyrenemethanol + l-lactide, Sn(oct)2) + TRG (10:1)—sonication + PLA—coagulation and drying | TRG and TRG/Py-PLA-OH: 0.25, 1 | PLA/TRG: Td5 ↓32 °C Td max (max. degradation) ↑33 °C PLA/TRG/PLA/Py-PLA: Td5 ↓2 °C Td max ↑25 °C (loadings not clear) | [154] | |
| Sonication in DMF, coagulation with water, vacuum drying, compression molding (200 °C, 3 min) | Graphene oxide nanosheets—GONSs (MHM) from expandable graphite (t = few layer, d = 5–20 µm) | GONSs: 0.25, 0.5, 1, 2 | (0.25, 0.5, 1, 2 wt %) Tm1 ↓1, 4, 0, 1 °C Tm2 ↓0, 1, 1, 1 °C Tc ↓3, 6, 2, 4 °C Tdi ↑2, 6, 11, 16 °C | [156] | |
| Sonication in DMF, film casting, vacuum drying | GNS (commercial product) t = 5–25 nm, d = 0.5–20 µm, specific surface area = 50 m2 g−1 | GNS: 1 | Similar Tg and Tm1 and 2 Tc ↑3 °C | [157] | |
| Melt blending | Internal mixer (160 °C, 25 rpm, 10 min), compression molding (160 °C, 10 min) (Polymer was PLA/PEG 9:1 blend) | GNP grade M15 (commercial product) t = 6–8 nm, d ≈ 15 µm | GNP-M15: 0.1, 0.3, 0.5, 0.7, 1 | (relative to pristine PLA/PEG blend) (0.1, 0.3, 0.5, 1 wt %) Tg ↓0, 0, 1, 1 Tm ↑2, 4 ↓1, 1 Tc ↑1, 2, 2, 1 Tdi, Td max, T50 ↑56, 53, 44 °C (0.5 wt %) | [167] |
| In situ polymerization | Melt ring-opening polymerization of l-lactide in presence of TRG (Sn(oct)2, 170 °C, 4 h), filtration, vacuum drying | Natural graphite (MHM + lyophilization)—GO GO thermal reduction (1000 °C, 1 min) to TRG t = few layers | TRG: 0.01, 0.1, 0.5, 1, 1.5, 2 | (0.01, 0.1, 0.5, 1, 1.5, 2 wt %) Tg = ↑9, 6, 6, 7, 8, 5 °C Tm = ↑11, 12, 13, 14, 14, 14 °C Td max = ↑4, 13, 10, 11, 16, 18 °C | [176] |
| Sonication of l-lactide + filler in toluene, addition of Tin(II)-2-ethylhexanoate under N2, stirring at 110 °C, 3 days | Expanded graphite (MHM) to GOGO-functionalized: GO + TDI +1,4-butanediol, 80 °C, 24 h GO-g-POSS: GO + POSS—polyhedral oligomeric silsesquioxane + DMAP—4-(dimethylaminopyridine) + EDC—N-(3-dimethylamino-propyl-N’-ethylcarbodiimide), 2 days, room temperature, N2 (dimensions not given) | GO-functionalized, GO-g-POSS, GO+POSS (physical mixture): 1 | PLA/GO-functionalized: Td5 ↑8, Tg ↓8, Tc ↑14, Tm ↓2 °C PLA/GO-g-POSS: Td5 ↑31, Tg ↑10, Tc ↑29, Tm ↑5 °C PLA/GO+POSS: Td5 ↑19, Tg ↑12, Tc ↑22, Tm ↑3 °C | [177] |
| Method | Procedure | CBN Characteristics | CBN Content (wt %) | Biocompatibility Properties | References |
|---|---|---|---|---|---|
| Solution mixing | GO—MHM Nanofibers (l = 11–14 µm) electrospinning | GO (thickness (t) = 1.5 nm, length (l) ≈ 1 µm) | PLGA (1:1)/GO 1 and 2 wt % nanofibers | Cell metabolic activity (MA): (PLGA = 100%, PLGA/GO 1 wt % ≈ 102%, PLGA/GO 2 wt % ≈ 108%, 48 h) (PC 12 cells) | [191] |
| GO—MHM Films (t ≈ 5 μm)—spin coating | GO (not found) | PLGA (1:1)/GO films | Cell MA: Small increase (≈ 10%) comparing to PLGA for PLGA/GO 2 wt % (48 h) (Hela cells) | [179] | |
| GO—MHM Nanofibers (diameter (d) = 0.3–1.3 µm) electrospinning | GO (few layer) | PLA/HA(10 wt %)/GO nanofibers | Cell MA: 1, 2 and 5 wt % GO ↑, comparing to PLA/HA (24 h) Only nanofibers with 5 wt % GO presented higher MA than PLA/HA (48 h) (MC3T3-E1 cells) | [185] | |
| GO—MHM Films (t = 25–65 µm) solvent mixing + doctor blading | GO (d ≈ 500 nm) | PLA/GO films (0.4 wt %) | Cell MA: No variations until 48 h, except for PLA/GO after 24 h (more 13% than pristine PLA) (Mouse embryo fibroblasts 3T3) Hemocompatibility: Less human platelets activated in PLA/GNP comparing with PLA in presence of plasma proteins | [149] | |
| GNP—commercial product Films (t = 25–65 µm) solvent mixing + doctor blading | GNP-M5 (t ≈ 6–8 nm, l ≈ 5 µm) | PLA/GNP films (0.4 wt %) | |||
| Graphene—CVD (chemical vapor deposition) Films (t = 25–65 µm) solvent casting over graphene | Graphene (t = 2 layers) | PLGA(1:1)/graphene surface layer | Cell MA: No significant changes until 4 days for PC-12 cells (rat adrenal gland pheochromocytoma) Cell differentiation: with electrical stimulation the average length of neurites increased 2.5-fold | [188] | |
| GO—MHM Films (dimensions not found)—solvent mixing + solvent casting Nanofibers (d ≈ 1 μm) electrospinning | GO (not found) | PLA/PU (3 wt %)/GO (5 wt %) films and nanofibers | Cell proliferation: not decreased (MC3T3-E1 cells) Antibacterial effect: E. coli and S. aureus growth 100% reduced at 24 h | [190] | |
| MWNTs—CVD Scaffolds (d = 0.7 μm, average porosity = 87%, void space = 89%)—electrospinning | MWNTs (l = 5–20 mm, d = 5–15 nm) | PLA/MWNTs (1 wt %) scaffolds | Cell MA: equal until day 7 and increased with MWNTs at day 14 (hMSCs) Cell morphology: MWNTs induced longitudinal alignment on cells at day 14 | [187,189] | |
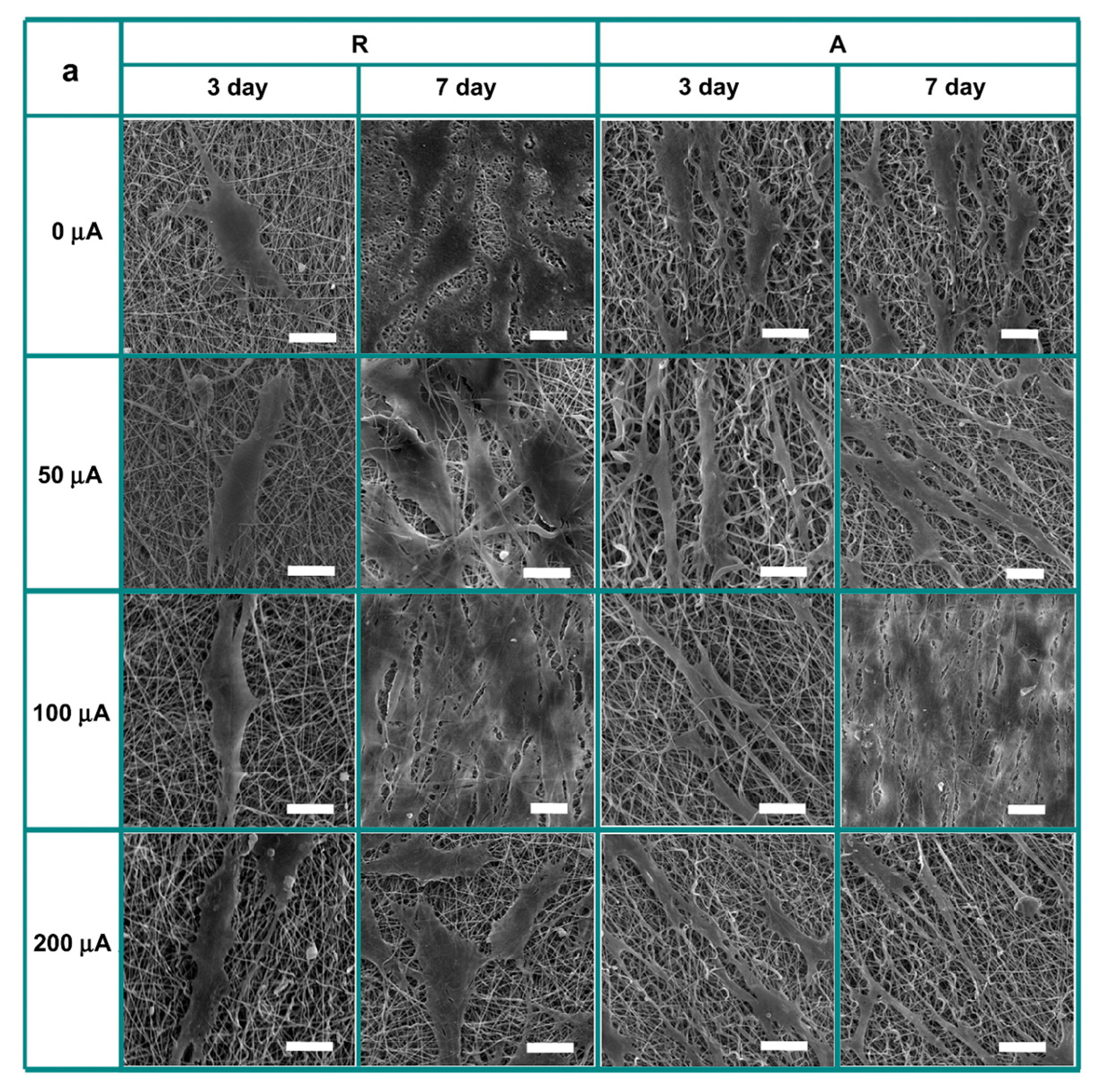
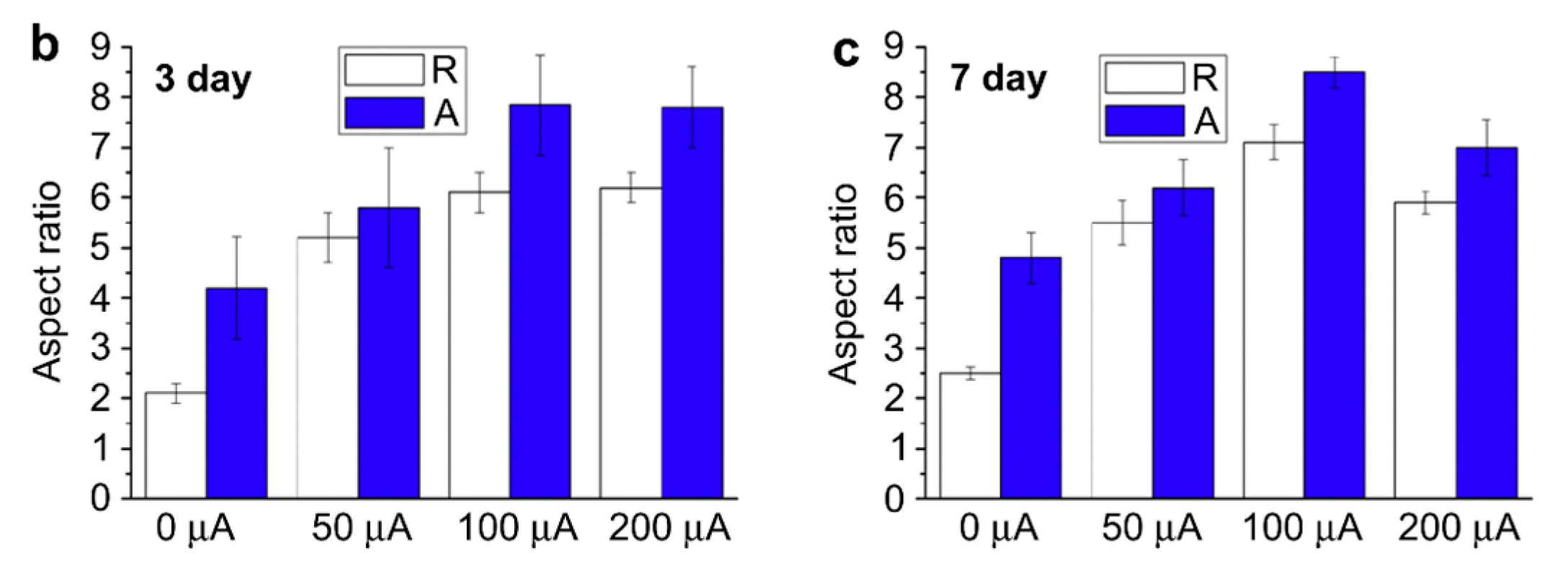
| MWCNT-ox (HCl, 2 h at 25°C + HNO3, 4 h at 110 °C) Nanofibers (MWCNT-ox sonicated in DMF 2h + SDS, adding to PLA in dicloromethane, 1h sonication before electrospinning) (PLA nanofibers, d ≈ 400 nm, PLA/MWCNT-ox nanofibers, d ≈ 250 nm) | MWCNT (l = 10–20 µm, d = 10–20 nm) | PLA/MWCNT-ox (3 wt %) random (R) and aligned (A) nanofibers | Cell MA: increased for osteoblasts at day 3 for PLA/MWCNT-ox (3 wt %) R—20% and A—40%, under DC = 100 μA Cell morphology: induced osteoblasts alignment at day 3 for PLA/MWCNT-ox (3 wt %) R—↑190% and A—↑90%, under DC = 100 μA | [183,187] | |
| Melt blending | MWNTs—CVD Composites (dimensions not found)—extrusion + injection moldingAligned composites—mechanical stretching at 90 °C | MWNTs (l = 10–30 mm, d = 20–40 nm) | PLA/MWNTs (5, 10, 15 wt %) composites | Hemolysis: bellow standard permissible (5%) in all cases, decreases with MWNTs incorporation and alignment Kinetic clothing time: increases with MWNTs incorporation and alignment (best was PLA/MWNTs 5 wt % which increased time by 480%) Platelet adhesion and activation: decreases with MWNTs incorporation and alignment | [183,189] |
| GNP (commercial product) Composites (t ≈ 0.5 mm) Melt blending + compression molding | GNP-C (t = up to 2 single layers, l < 2 µm) GNP-M5 (t ≈ 6–8 nm, l ≈ 5 µm) | PLA/GNP-C and M5 (0.25 wt %) composites | Comparing with PLA: similar cell adhesion and growth at the surface No release of toxic products after 6 months degradation in phosphate-buffered saline at 37 °C | [180] | |
| GNP (commercial product) CNT-COOH—CVD, shortened, surface oxidized Composites (t ≈ 0.5 mm) Melt blending + compression molding | GNP-M5 (t ≈ 6–8 nm, l ≈ 5 µm) CNT-COOH (l < 1 µm, d = 9.5 nm, <8% COOH content) | PLA/GNP-M5 (2 wt %) PLA/CNT-COOH (0.3 and 0.7 wt %) | Biocompatible, both in vitro (human fibroblasts, HFF-1) and in vivo (2 weeks subcutaneous implantation in C57Bl/6 mice) | [193] | |
| Laser sintering | CB (carbon black)—not found Scaffolds (several shapes)—surface selective laser sintering | (CB) Carbon black (d = 360 nm, surface area = 100 m2 g−1) | SSLS-PLA/CB 0.1 wt % scaffolds | SSLS-PLA/CB 0.1 wt % scaffolds seeded or not with fetal femur-derived cells aided regeneration of murine bone defect | [192] |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonçalves, C.; Gonçalves, I.C.; Magalhães, F.D.; Pinto, A.M. Poly(lactic acid) Composites Containing Carbon-Based Nanomaterials: A Review. Polymers 2017, 9, 269. https://doi.org/10.3390/polym9070269
Gonçalves C, Gonçalves IC, Magalhães FD, Pinto AM. Poly(lactic acid) Composites Containing Carbon-Based Nanomaterials: A Review. Polymers. 2017; 9(7):269. https://doi.org/10.3390/polym9070269
Chicago/Turabian StyleGonçalves, Carolina, Inês C. Gonçalves, Fernão D. Magalhães, and Artur M. Pinto. 2017. "Poly(lactic acid) Composites Containing Carbon-Based Nanomaterials: A Review" Polymers 9, no. 7: 269. https://doi.org/10.3390/polym9070269
APA StyleGonçalves, C., Gonçalves, I. C., Magalhães, F. D., & Pinto, A. M. (2017). Poly(lactic acid) Composites Containing Carbon-Based Nanomaterials: A Review. Polymers, 9(7), 269. https://doi.org/10.3390/polym9070269