


An Overview on Traditional vs. Green Technology of Extraction Methods for Producing High Quality Walnut Oil

 ,
,  ,
,  ,
,  ,
,  ,
, 
 and
and 
Abstract
:1. Introduction
2. Composition of Walnut Oil
3. Traditional Extraction Technologies
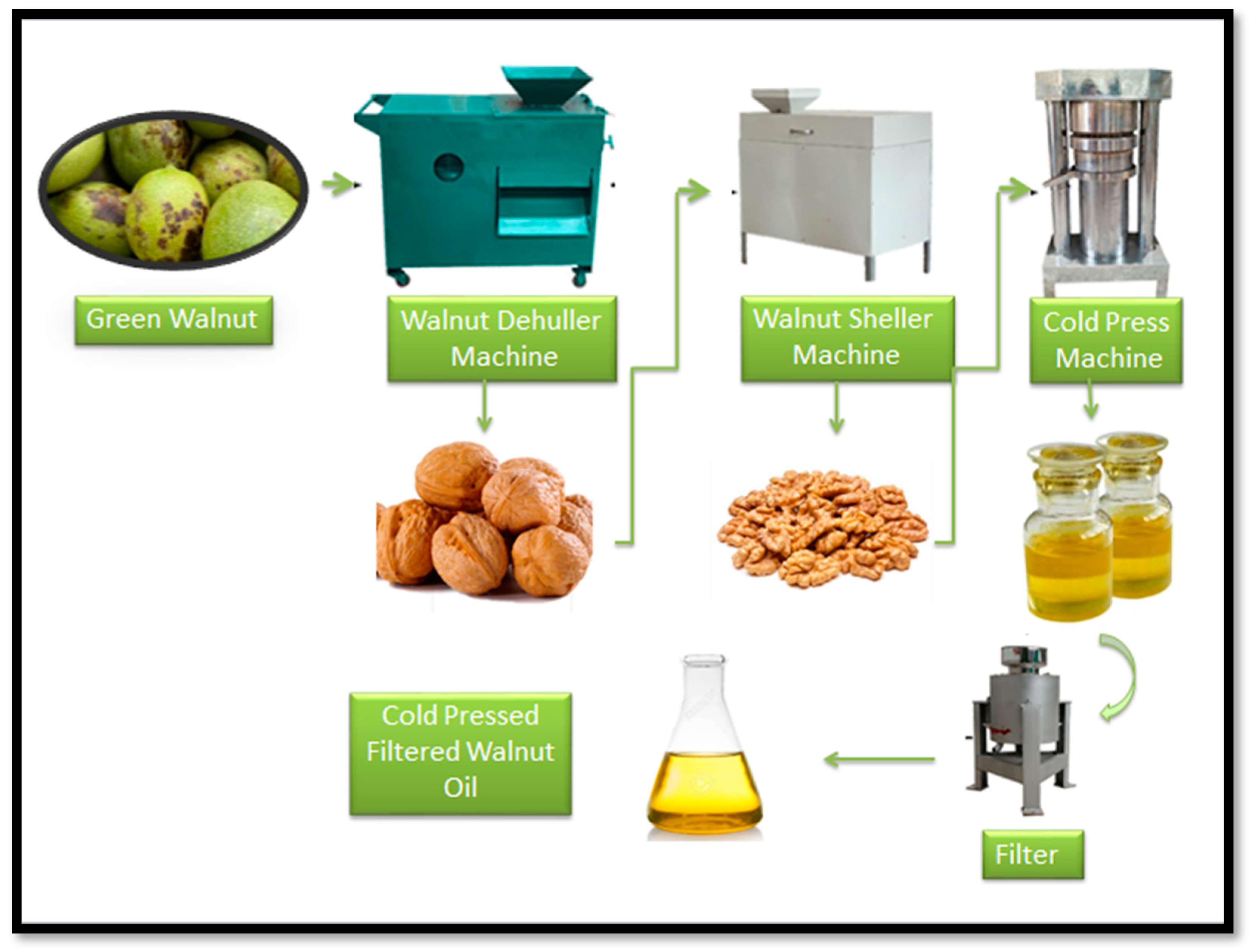
3.1. Cold Press Extraction
3.2. Solvent Extraction
4. Green Extraction Technologies
4.1. Bio-Based Solvents
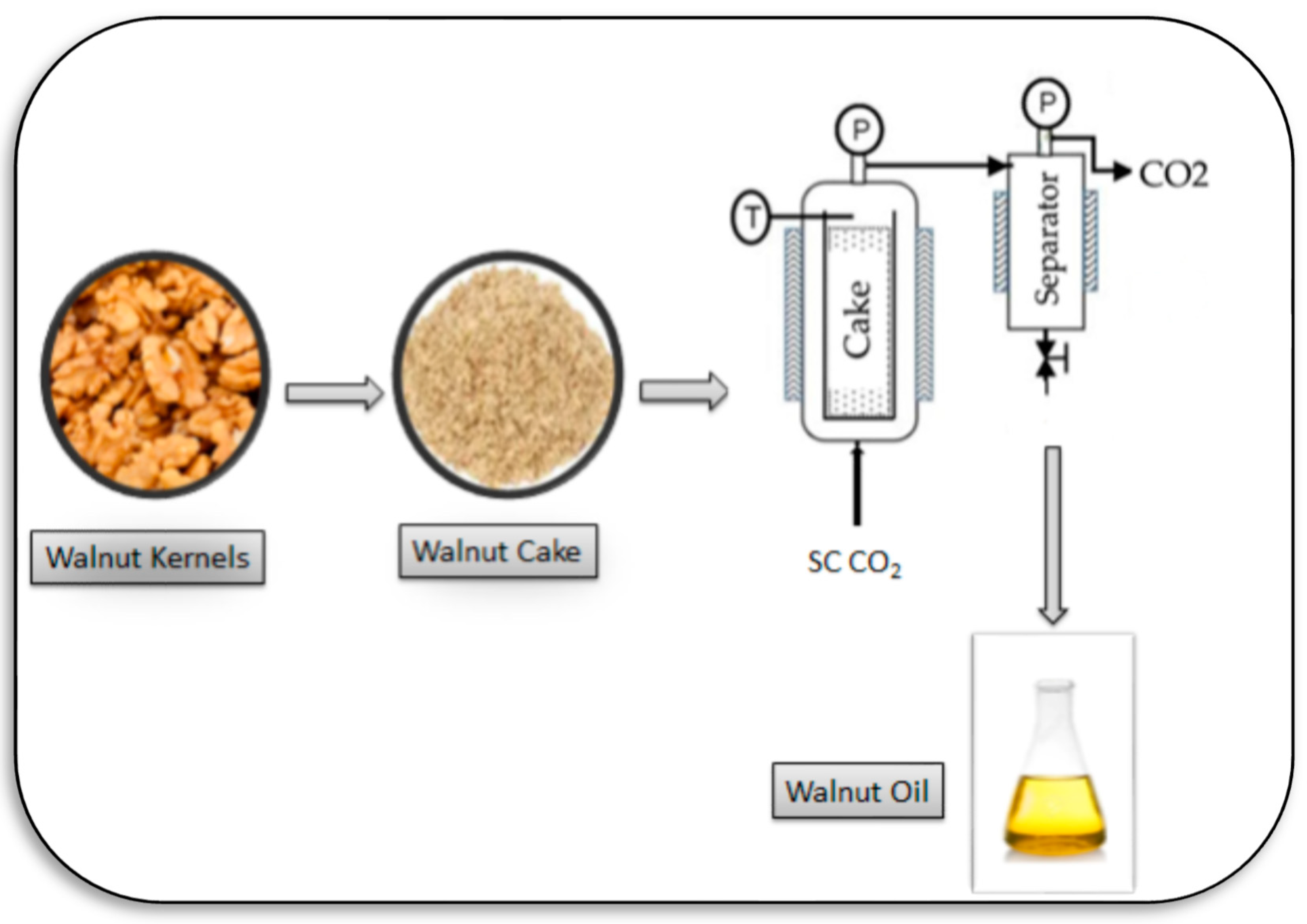
4.2. Supercritical and Subcritical Fluid Extraction
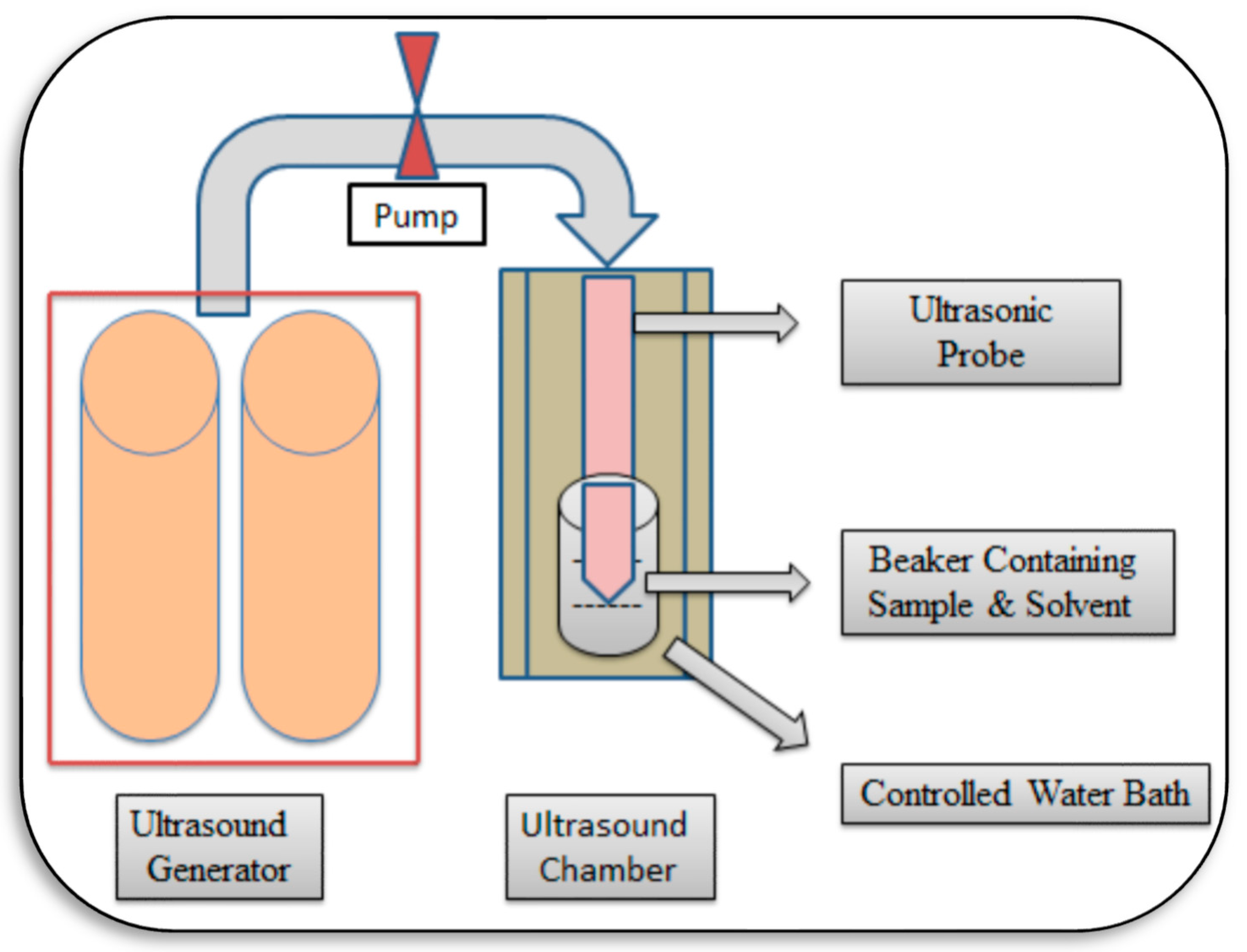
4.3. Ultrasonic-Assisted Extraction
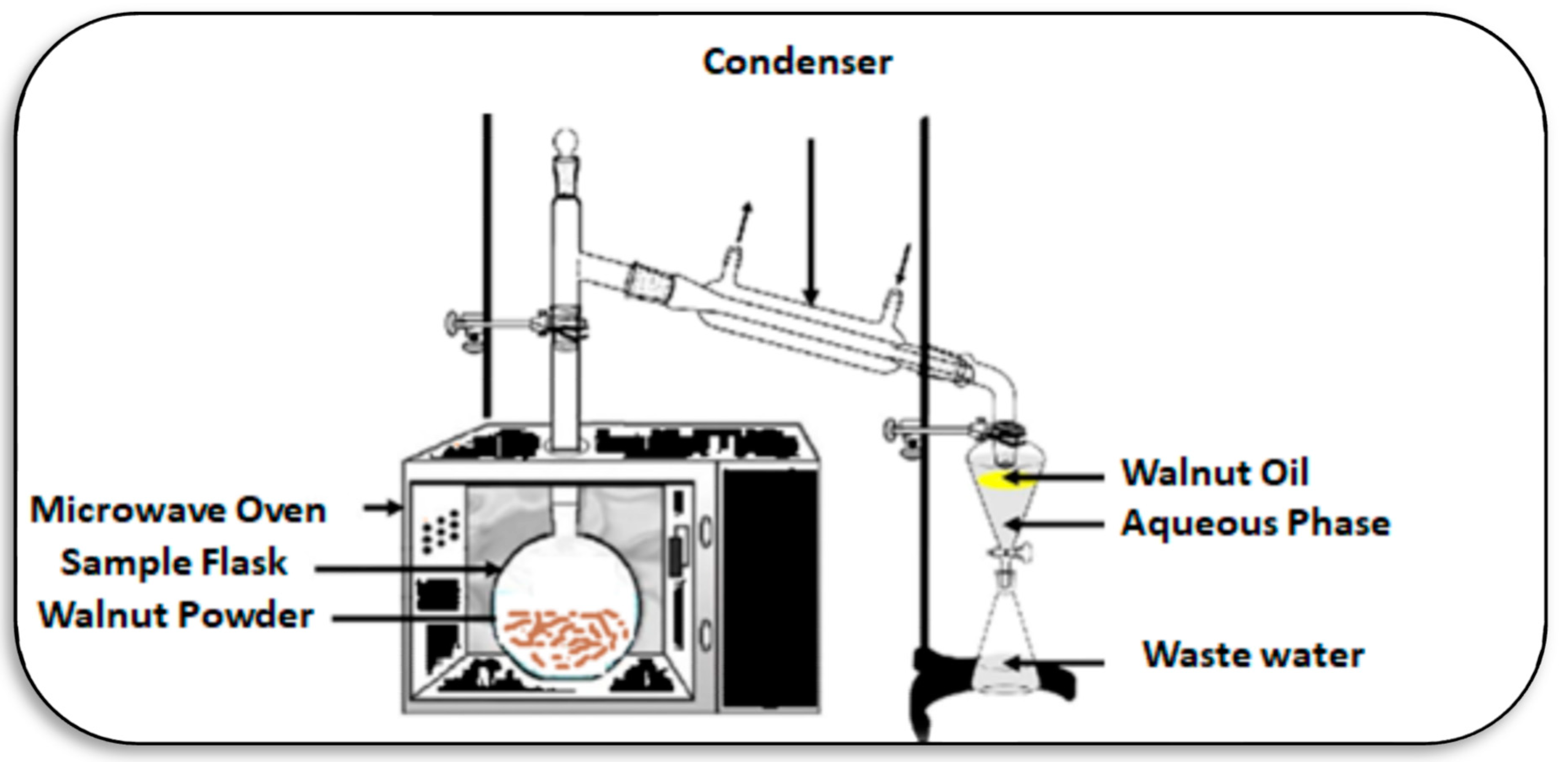
4.4. Microwave Assisted Extraction
4.5. Enzyme-Assisted Extraction
5. Applications of Walnut Oil

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extraction Technology | Advantages | Disadvantages | Refs. |
|---|---|---|---|
| Cold-Press Extraction | Hydraulic extraction method Consumes less energy Eco-friendly High quality oils at low temperatures | Low Production Hard to extract uniform quality of oil | [31,82] |
| Solvent extraction | Inexpensive method, but very simple Temperature during the extraction system could be maintained | Requires excessive extraction times Uses large amounts of extractants (solvent) No need for agitation to accelerate extraction process Compound sensitive to heat may be thermally decomposed | [82,83] |
| Supercritical and Subcritical fluid extraction | Solvent (CO2) is inexpensive For all methods, solvent recycling could be achieved Pure extraction yield could be obtained | Desired compounds may loss with improper solvent selection Highly expensive because it requires specialized equipment | [75,84] |
| Ultrasonic-Assisted Extraction | High efficiency for large-scale commercial applications High oil yield, high extract quality, and reduced solvent consumption Easy to handle with reduced working time | This method depends totally on ultrasound unit Oil extraction is weak Existence of a dispersed phase may contribute to an ultrasound wave attenuation | [63,64] |
| Microwave-Assisted Extraction | For both laboratory and industrial scales is applicable High returns on capital investment are expected Less time consuming than conventional methods | Very poor efficiency for solvents or non-polar target compounds or for extremely viscous solvents For heat sensitive compounds is not appropriate Difficult to operate and expensive equipment | [37,67] |
| Enzyme-Assisted Extraction | Higher extraction yield Higher quality of extract Oxidation stability Eco-friendly | High cost Non-availability of enzymes on a commercial scale | [71,73,74] |
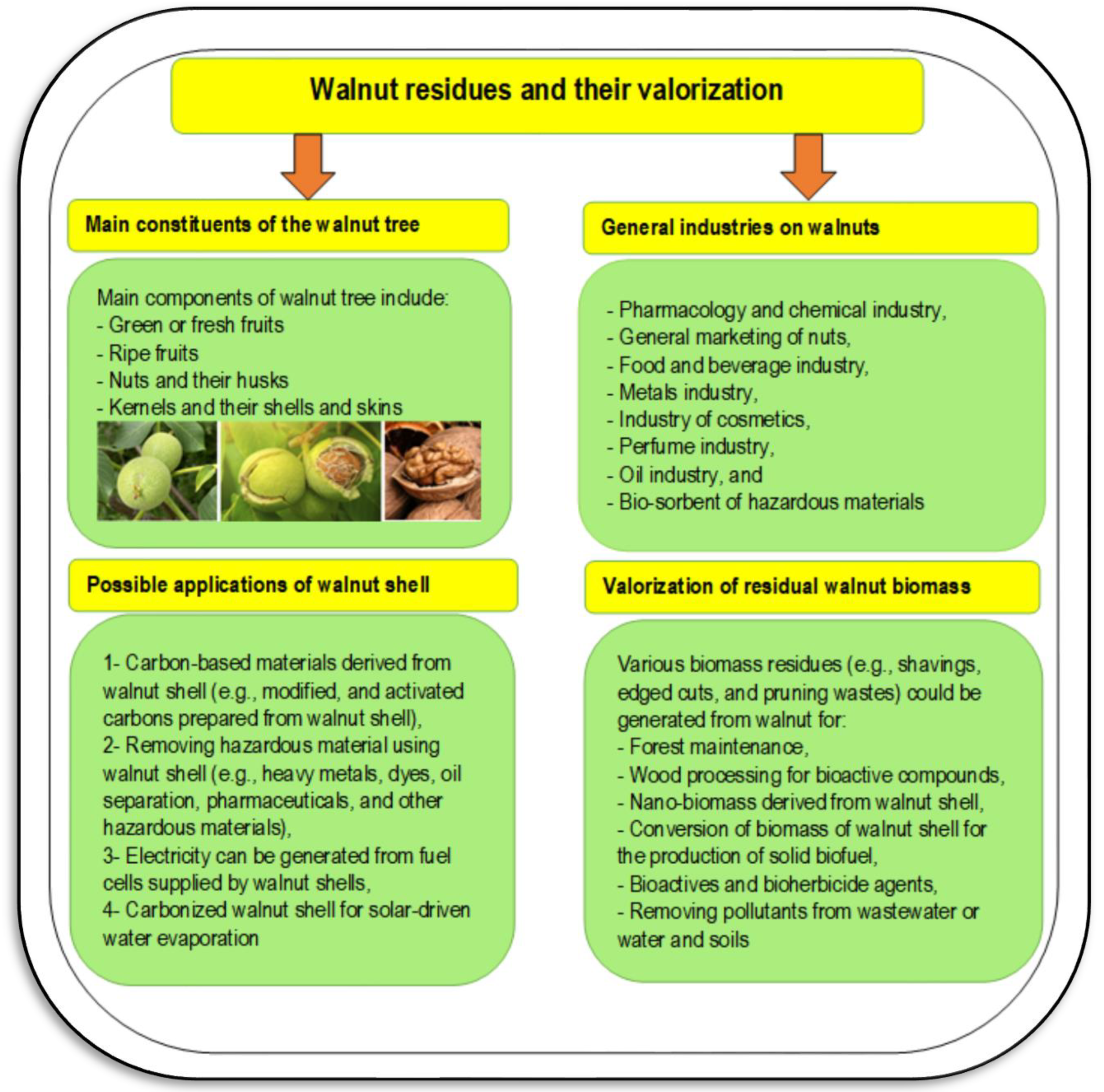
6. Walnut Crop Residues and Their Valorization
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maestri, D.; Cittadini, M.C.; Bodoira, R.; Martìnez, M. Tree nut oils: Chemical profiles, extraction, stability and quality concerns. Eur. J. Lipid Sci. Technol. 2020, 122, 1900450. [Google Scholar] [CrossRef]
- Javid, I.M.; Nazir, A.; Deshbir, S.; Megna, R.; Singh, S.R.; Sharma, O.C.; Lal, S.; Sharma, A. Morphological characterization of walnut genotypes of diverse origin. Indian J. Hort. 2018, 75, 172–176. [Google Scholar]
- Gharibzahedi, S.M.T.; Mousavi, S.M.; Hamedi, M. Determination and characterization of kernel biochemical composition and functional compounds of Persian walnut oil. J. Food Sci. Technol. 2014, 51, 34–42. [Google Scholar] [CrossRef]
- APEDA (Agricultural and Processed Food Products Export Development Authority). APEDA Product Walnuts. Ministry of Commerce and Industry, Government of India. Available online: https://agriexchange.apeda.gov.in/product_profile/prd_profile.aspx?categorycode=0203 (accessed on 31 August 2022).
- Zhao, F.; Liu, C.; Fang, L.; Lu, H.; Wang, J.; Gao, Y.; Gabbianelli, R.; Min, W. Walnut-Derived Peptide Activates PINK1 via the NRF2/KEAP1/HO-1 Pathway, Promotes Mitophagy, and Alleviates Learning and Memory Impairments in a Mice Model. J. Agric. Food Chem. 2021, 69, 2758–2772. [Google Scholar] [CrossRef]
- Miao, F.; Shan, C.; Shah, S.A.H.; Akhtar, R.W.; Wang, X.; Ning, D. Effect of walnut (Juglans sigillata) oil on intestinal antioxidant, anti-inflammatory, immunity, and gut microbiota modulation in mice. J. Food Biochem. 2020, 45, e13567. [Google Scholar] [CrossRef]
- Liao, J.; Nai, Y.; Feng, L.; Chen, Y.; Li, M.; Xu, H. Walnut Oil Prevents Scopolamine-Induced Memory Dysfunction in a Mouse Model. Molecules 2020, 25, 1630. [Google Scholar] [CrossRef] [PubMed]
- Tian, W.; Wu, B.; Sun, L.; Zhuang, Y. Protective effect against d-gal-induced aging mice and components of polypeptides and polyphenols in defatted walnut kernel during simulated gastrointestinal digestion. J. Food Sci. 2021, 86, 2736–2752. [Google Scholar] [CrossRef]
- Gencoglu, H.; Orhan, C.; Tuzcu, M.; Sahin, N.; Juturu, V.; Sahin, K. Effects of walnut oil on metabolic profile and transcription factors in rats fed high-carbohydrate/fat diets. J. Food Biochem. 2020, 44, e13235. [Google Scholar] [CrossRef]
- Miao, F.; Shan, C.; Ning, D. Walnut oil alleviates LPS-induced intestinal epithelial cells injury by inhibiting TLR4/MyD88/NF-κB pathway activation. J. Food Biochem. 2021, 45, e13955. [Google Scholar] [CrossRef]
- Miao, F.; Shan, C.; Ma, T.; Geng, S.; Ning, D. Walnut oil alleviates DSS–induced colitis in mice by inhibiting NLRP3 inflammasome activation and regulating gut microbiota. Microb. Pathog. 2021, 154, 104866. [Google Scholar] [CrossRef]
- Gao, P.; Liu, R.; Jin, Q.; Wang, X. Effects of processing methods on the chemical composition and antioxidant capacity of walnut (Juglans regia L.) oil. LWT 2021, 135, 109958. [Google Scholar] [CrossRef]
- Mridula, D.; Saha, D.; Gupta, R.; Bhadwal, S.; Arora, S.; Kumar, P.; Kumar, S.R. Oil expelling from whole and dehulled sunflower seeds: Optimization of screw pressing parameters and Physico- chemical quality. Int. J. Chem. Stud. 2020, 8, 4002–4009. [Google Scholar]
- Ouchbani, T.; Bennis, M.; Khaili, A.; Zahar, M.; Nakajima, M. Effects of the heating temperature during the press extraction process on the yield and quality of cosmetic argan oil. Euro-Mediterr. J. Environ. Integr. 2021, 6, 11. [Google Scholar] [CrossRef]
- Ghiasi, P.; Sohrabi, O.; Rahmati, E.; Najafi, G.; Mohamed, M.; Ghasemnezhad, A. Modeling for extraction of oil from walnut and sesame using batch flow cold press oil extraction system. Nutr. Food Sci. 2022, 10, 1211–1221. [Google Scholar] [CrossRef]
- Rabrenovic, B.; Dimic, E.; Maksimovic, M.; Sobajic, S.; Gajic-Krstajic, L. Determination of fatty acid and tocopherol compositions and the oxidative stability of walnut (Juglans regia L.) cultivars grown in Serbia. Czech J. Food Sci. 2011, 29, 74–78. [Google Scholar] [CrossRef]
- Gao, P.; Liu, R.; Jin, Q.; Wang, X. Comparative study of chemical compositions and antioxidant capacities of oils obtained from two species of walnut: Juglans regia and Juglans sigillata. Food Chem. 2019, 279, 279–287. [Google Scholar] [CrossRef]
- Poggetti, L.; Ferfuia, C.; Chiabà, C.; Testolin, R.; Baldini, M. Kernel oil content and oil composition in walnut (Juglans regia L.) accessions from north-eastern Italy. J. Sci. Food Agric. 2018, 98, 955–962. [Google Scholar] [CrossRef]
- Dufoo-Hurtado, E.; Luzardo-Ocampo, I.; Ceballos-Duque, S.M.; Oomah, B.D.; Maldonado-Celis, M.E.; Campos-Vega, R. Nuts by-products: The Latin American contribution. In Valorization of Agri-Food Wastes and By-Products; Bhat, R., Ed.; Academic Press: Cambridge, MA, USA, 2021; pp. 289–315. [Google Scholar]
- Galus, S.; Kadzinska, J. Whey protein edible films modified with almond and walnut oils. Food Hydrocoll. 2016, 52, 78–86. [Google Scholar] [CrossRef]
- Yerlikaya, C.; Yucel, S.; Erturk, U.; Korukluoğlu, M. Proximate composition, minerals and fatty acid composition of Juglans regia L. genotypes and cultivars grown in Turkey. Braz. Arch. Biol. Technol. 2012, 55, 677–683. [Google Scholar] [CrossRef]
- Hanbo, Y.; Xu, X.; Jingjing, L.; Fang, W.; Jiaxuan, M.; Yujie, S.; Fang, H.; Lianghua, C.; Fan, Z.; Xueqin, W. Chemical Compositions of Walnut (Juglans spp.) Oil: Combined Effects of Genetic and Climatic Factors. Forests 2022, 13, 96. [Google Scholar]
- Savage, G.P.; McNeil, D.L.; Dutta, P.C. Some nutritional advantages of walnuts. Acta Hortic. 2001, 544, 558–563. [Google Scholar] [CrossRef]
- Lavedrine, F.; Ravel, A.; Poupard, A.; Alary, J. Effect of geographic origin, variety and storage on tocopherol concentrations in walnuts by HPLC. Food Chem. 1997, 58, 135–140. [Google Scholar] [CrossRef]
- Oliveira, R.; Rodrigues, M.F.; Bernardo-Gil, M.G. Characterization and supercritical carbon dioxide extraction of walnut oil. J. Am. Oil Chem. Soc. 2002, 79, 225–230. [Google Scholar] [CrossRef]
- Zwarts, L.G.; Savage, P.; McNeil, D.L. Fatty acid content of New Zealand-grown walnuts (Juglans regia L.). Intern. J. Food Sci. Nutr. 1999, 50, 89–194. [Google Scholar]
- Savage, G.P.; McNeil, D.L.; Dutta, P.C. Vitamin E content and oxidative stability of fatty acids in walnut oil. Proc. Nutr. Soc. N. Z. 1998, 23, 81–90. [Google Scholar]
- Ionesu, M.; Vladut, V.; Ungureanu, N.; Dınca, M.; Zabava, B.S.; Stefan, M. Methods for oil obtaining from oleagınous materials. Ann. Univ. Craiova–Agric. Montanology Cadastre Ser. 2017, 46, 411–417. [Google Scholar]
- TGK—Turkish Food Codex. Turkish Food Codex Statement on Oils Called by the Name of Plants; Statement no. 2012/29; Government of Turkey: Ankara, Turkey, 2012. [Google Scholar]
- Uitterhaegen, E.; Evon, P. Twin–cold extrusion technology for vegetable oil extraction: A review. J. Food Eng. 2017, 212, 190–200. [Google Scholar] [CrossRef]
- Imer, Y.; Taşan, M. Determination of some micro and macro element contents of various cold pressed oils. Tekirdağ Faculty Agric. J. 2018, 15, 15. [Google Scholar]
- Marcela, L.; Martínez, A.; Miguel, A.; Mattea, B.; Damián, M.; Maestri, A. Pressing and supercritical carbon dioxide extraction of walnut oil. J. Food Eng. 2008, 88, 399–404. [Google Scholar]
- Bargale, P.C.; Singh, J. Oil expression characteristics for a small-capacity screw press. J. Food Sci. Technol. 2000, 37, 130–134. [Google Scholar]
- Zhuang, X.; Zhang, Z.; Wang, Y.; Li, Y. The effect of alternative solvents to nhexane on the green extraction of Litsea cubeba kernel oils as new oil sources. Indust. Crops Prod. 2018, 126, 340–346. [Google Scholar] [CrossRef]
- Kirschenbauer, H.G. Fats and Oils; Reinhold Publishing: New York, NY, USA, 1944; pp. 122–123. [Google Scholar]
- McCabe, W.L.; Smith, J.C.; Harriott, P. Unit Operations of Chemical Engineering, 6th ed.; McGraw–Hill: Singapore, 2001. [Google Scholar]
- Danlami, J.M.; Arsad, A.; Zaini, M.A.A.; Sulaiman, H. A comparative study of various oil extraction techniques from plants. Rev. Chem. Eng. 2014, 30, 605–626. [Google Scholar] [CrossRef]
- Castro, M.D.L.; Priego-Capote, F. Soxhlet extraction: Past and present panacea. J. Chromatogr. A 2010, 1217, 2383–2389. [Google Scholar] [CrossRef]
- Balcıoğlu, G. Oil Extraction from Pumpkin Seeds by Enzymatic Aqueous Extraction and Optimization by Response Surface Method. Master’s Thesis, İstanbul Technical University, Istanbul, Turkey, 2015. [Google Scholar]
- Miraliakbari, H.; Shahidi, F. Antioxidant activity of minor components of tree nut oils. Food Chem. 2008, 111, 421–427. [Google Scholar] [CrossRef] [PubMed]
- Crowe, T.D.; Crowe, T.W.; Johnson, L.A.; White, P.J. Impact of extraction method on yield of lipid oxidation products from oxidized and unoxidized walnuts. J. Amer. Oil Chem. Soc. 2002, 79, 453–456. [Google Scholar] [CrossRef]
- Aguilera, J.M. Solid–Liquid Extraction. Extraction optimization. In Food Engineering; Tzia, C., Liadakis, G., Eds.; Marcel Dekker Inc.: New York, NY, USA, 2003; pp. 35–55. [Google Scholar]
- Kayahan, M. Crude Oil Production Technology from Oilseeds; Book Series 7; Chamber of Food Engineers of TMMOB: Ankara, Turkey, 2006; p. 244. [Google Scholar]
- Gong, Y.; Pegg, R.B. Tree nut oils: Properties and processing for use in food. In Specialty Oils and Fats in Food and Nutrition: Properties, Processing and Applications; Talbot, G., Ed.; Woodhead Publishing: Sawston, UK, 2015; pp. 65–86. [Google Scholar]
- Sanchez-Camargo, A.P.; Bueno, M.; Parada-Alfonso, F.; Cifuentes, A.; Ibanez, E. Hansen solubility parameters for selection of green extraction solvents. Trends Analyt. Chem. 2019, 118, 227–237. [Google Scholar] [CrossRef]
- Chemat, F.; Vian, M.A.; Ravi, H.K.; Khadhraoui, B.; Hilali, S.; Perino, S.; Tixier, A.S.F. Review of alternative solvents for green extraction of food and natural products: Panorama, principles, applications and prospects. Molecules 2019, 24, 3007. [Google Scholar] [CrossRef]
- Chemat, F.; Vian, M.A.; Cravotto, G. Green extraction of natural products: Concept and principles. Int. J. Mol. Sci. 2012, 13, 8615. [Google Scholar] [CrossRef]
- Chaabani, E.; Vian, M.A.; Dakhlaoui, S.; Bourgou, S.; Chemat, F.; Ksouri, R. Pistacia lentiscus L. edible oil: Green extraction with bio-based solvents, metabolite profiling and in vitro anti-inflammatory activity. Oilseeds Fats Crops Lipids 2019, 26, 1–10. [Google Scholar]
- Salgın, S.; Salgın, U. Supercritical fluid extraction of walnut kernel oil. Europ. J. Lipid Sci. Techn. 2006, 108, 577–582. [Google Scholar] [CrossRef]
- Goto, M.; Sato, M.; Hirose, T. Extraction of peppermint oil by supercritical carbon dioxide. J. Chem. Eng. Japan 1993, 26, 401–407. [Google Scholar] [CrossRef]
- Humphrey, J.L.; Keller, G.E. Separation Process Technology; McGraw-Hill: New York, NY, USA, 1997. [Google Scholar]
- Xie, D.; Gong, M.; Wei, W.; Jin, J.; Wang, X.; Wang, X.; Jin, Q. Antarctic krill (Euphausia superba) oil: A comprehensive review of chemical composition, extraction technologies, health benefits, and current applications. Compr. Rev. Food Sci. 2019, 18, 514–535. [Google Scholar] [CrossRef] [PubMed]
- Uoonlue, N.; Muangrat, R. Effect of different solvents on subcritical solvent extraction of oil from Assam tea seeds (Camellia sinensis var. assamica): Optimization of oil extraction and physicochemical analysis. J. Food Process Eng. 2019, 42, e12960. [Google Scholar] [CrossRef]
- Aziz, Z.A.A.; Ahmad, A.; Setapar, S.H.M.; Karakucuk, A.; Azim, M.M.; Lokhat, D.; Ashraf, G.M. Essential Oils: Extraction techniques, pharmaceutical and therapeutic potential—A review. Curr. Drug Metab. 2018, 19, 1100–1110. [Google Scholar] [CrossRef] [PubMed]
- Pereira, M.G.; Maciel, G.M.; Haminiuk, C.W.I.; Bach, F.; Hamerski, F.; Scheer, A.P.; Corazza, M.L. Effect of extraction process on composition, antioxidant and antibacterial activity of oil from yellow passion fruit (Passiflora edulis Var. Flavicarpa) seeds. Waste Biomass Valorization 2019, 10, 2611–2625. [Google Scholar] [CrossRef]
- Wang, L.; Wu, M.; Liu, H.M.; Ma, Y.X.; Wang, X.D.; Qin, G.Y. Subcritical fluid extraction of Chinese quince seed: Optimization and product characterization. Molecules 2017, 22, 528. [Google Scholar] [CrossRef]
- Teixeira, G.L.; Avila, S.; Silveira, J.L.M.; Ribani, M.; Ribani, R.H. Chemical, thermal and rheological properties and stability of sapucaia (Lecythis pisonis) nut oils: A potential source of vegetable oil in industry. J. Therm. Anal. Calorim. 2018, 131, 2105–2121. [Google Scholar] [CrossRef]
- Qi, Z.; Xiao, J.; Ye, L.; Chuyun, W.; Chang, Z.; Shugang, L.; Fenghong, H. The effect of the subcritical fluid extraction on the quality of almond oils: Compared to conventional mechanical pressing method. Food Sci. Nutr. 2019, 7, 2231–2241. [Google Scholar] [CrossRef]
- Zanqui, A.B.; Silva, C.M.; Ressutte, J.B.; Morais, D.R.; Santos, J.M.; Eberlin, M.N.; Matsushita, M. Extraction and assessment of oil and bioactive compounds from cashew nut (Anacardium occidentale) using pressurized n-propane and ethanol as cosolvent. J. Supercrit. Fluids 2020, 157, 104686. [Google Scholar] [CrossRef]
- Pico, Y. Ultrasound-assisted extraction for food and environmental samples. Trends Anal. Chem. 2013, 43, 84–99. [Google Scholar] [CrossRef]
- Pereira, M.G.; Hamerski, F.; Andrade, E.F.; Scheer, A.P.; Corazza, M.L. Assessment of subcritical propane, ultrasound-assisted and Soxhlet extraction of oil from sweet passion fruit (Passiflora alata Curtis) seeds. J. Supercrit. Fluids 2017, 128, 338–348. [Google Scholar] [CrossRef]
- Dias, J.L.; Mazzutti, S.; Souza, J.A.L.; Ferreira, S.R.S.; Soares, L.A.L.; Stragevitch, L.; Danielski, L. Extraction of umbu (Spondias tuberosa) seed oil using CO2, ultrasound and conventional methods: Evaluations of composition profiles and antioxidant activities. J. Supercrit. Fluids 2019, 145, 10–18. [Google Scholar] [CrossRef]
- Tiwari, B.K. Ultrasound: A clean, green extraction technology. Trends Anal. Chem. 2015, 71, 100–109. [Google Scholar] [CrossRef]
- Wong, S.T.; Tan, M.C.; Geow, C.H. Optimization of ultrasound-assisted ethanol extraction of hazelnut oil. J. Food Process. Preserv. 2019, 43, e14138. [Google Scholar] [CrossRef]
- Destandau, E.; Michel, T.; Elfakir, C. Microwave-assisted extraction. In Natural Product Extraction: Principles and Applications; Rostagno, M.A., Prado, J.M., Eds.; RSC Publishing: Cambridge, UK, 2013; pp. 113–156. [Google Scholar]
- Azmir, J.; Zaidul, I.S.M.; Rahman, M.M.; Sharif, K.M.; Mohamed, A.; Sahena, F.; Omar, A.K.M. Techniques for extraction of bioactive compounds from plant materials: A review. J. Food Eng. 2013, 117, 426–436. [Google Scholar] [CrossRef]
- Hu, B.; Zhou, K.; Liu, Y.; Liu, A.; Zhang, Q.; Han, G.; Liu, S.; Yang, Y.; Zhu, Y.; Zhu, D. Optimization of microwave-assisted extraction of oil from tiger nut (Cyperus esculentus L.) and its quality evaluation. Ind. Crops Prod. 2018, 115, 290–297. [Google Scholar] [CrossRef]
- Alexandre, E.M.C.; Ozcan, K.; Coelho, M.; Vicente, A.; Saraiva, J.A.; Pintado, M. Antimicrobial and antioxidant activity of prickly pear peel extracts performed by high pressure and ohmic heating assisted extraction. Foods 2021, 10, 570. [Google Scholar] [CrossRef]
- Maric, M.; Grassino, A.N.; Zhu, Z.; Barba, F.J.; Brncic, M.; Brncic, S.R. An overview of the traditional and innovative approaches for pectin extraction from plant food wastes and by-products: Ultrasound-, microwaves-, and enzyme-assisted extraction. Trends Food Sci. Technol. 2018, 76, 28–37. [Google Scholar] [CrossRef]
- Liu, J.J.; Gasmalla, M.A.A.; Li, P.; Yang, R. Enzyme-assisted extraction processing from oilseeds: Principle, processing and application. Innov. Food Sci. Emerg. Technol. 2016, 35, 184–193. [Google Scholar] [CrossRef]
- Shamraja, S.N.; Rao, P.; Rathod, V.R. Enzyme assisted extraction of biomolecules as an approach to novel extraction technology: A review. Int. Food Res. J. 2018, 108, 309–330. [Google Scholar] [CrossRef]
- Sowbhagya, H.B.; Chitra, V.N. Enzyme-assisted extraction of flavorings and colorants from plant materials. Crit. Rev. Food Sci. Nutr. 2010, 50, 146–161. [Google Scholar] [CrossRef] [PubMed]
- Gonzalez-Gomez, D.; Ayuso-Yuste, M.C.; Blanco-Roque, C.; Bernalte-García, M.J. Optimization of enzyme-assisted aqueous method for the extraction of oil from walnuts using response surface methodology. J. Food Process. Preserv. 2019, 43, e14218. [Google Scholar] [CrossRef]
- Busrra, C.; Vasfiye, H.O.; Semih, O. Cold press in oil extraction. A review. Ukrainian Food J. 2018, 7, 640–654. [Google Scholar]
- Yousefi, M.; Rahimi-Nasrabadi, M.; Pourmortazavi, S.M.; Wysokowski, M.; Jesionowski, T.; Ehrlich, H.; Mirsadeghi, S. Supercritical fluid extraction of essential oils. Trends Anal. Chem. 2019, 118, 182–193. [Google Scholar] [CrossRef]
- Tabtabaei, S.; Diosady, L.L. Aqueous and enzymatic extraction processes for the production of food-grade proteins and industrial oil from dehulled yellow mustard flour. Food Res. Int. 2013, 52, 547–556. [Google Scholar] [CrossRef]
- Huffman, S.L.; Harika, R.K.; Eilander, A.; Osendarp, S.J. Essential fats: How do they affect growth and development of infants and young children in developing countries? A literature review. Matern. Child Nutr. 2011, 7, 44–65. [Google Scholar] [CrossRef]
- Wan, B.Y.; Dong, H.Z.; Li, H. Research on the properties and nutrition of walnut. China Western Cereals Oils Techn. 2001, 26, 18–19. [Google Scholar]
- Zhao, S.L.; Chen, C.Y.; Ge, F. Progressive study on functions and components. J. Yunnan Univ. Trad. Chinese Med. 2010, 33, 71–74. [Google Scholar]
- Ferreira, I.J.B.; Elisabete, M.C.; Alexandre, E.M.C.; Jorge, A. Saraiva, J.A.; Pintado, M. Green emerging extraction technologies to obtain high-quality vegetable oils from nuts: A review. Innov. Food Sci. Emerg. Technol. 2022, 76, 102931. [Google Scholar] [CrossRef]
- Desai, S.; Singh, M.; Chavan, A.; Wagh, N.J.; Lakkakula, J. Micro- and nanoencapsulation techniques in agriculture. In Agricultural Nanobiotechnology; Woodhead Publishing Series in Food Science, Technology and Nutrition; Ghosh, S., Thongmee, S., Kumar, A., Eds.; Woodhead Publishing: Sawston, UK, 2022; pp. 297–323. [Google Scholar]
- Ozcan, M.M.; Juhaimi, F.A.; Ghafoor, K.; Babiker, E.E.; Ozcan, M.M. Characterization of physico-chemical and bioactive properties of oils of some important almond cultivars by cold press and soxhlet extraction. J. Food Sci. Technol. 2020, 57, 955–961. [Google Scholar] [CrossRef]
- Zanqui, A.B.; Silva, C.M.; Ressutte, J.B.; Morais, D.R.; Santos, J.M.; Eberlin, M.N.; Matsushita, M. Brazil nut oil extraction using subcriticaln-propane: Advantages and chemical composition. J. Braz. Chem. Soc. 2019, 31, 603–612. [Google Scholar]
- Schuur, B.; Brouwer, T.; Smink, D.; Sprakel, L.M.J. Green solvents for sustainable separation processes. Curr. Opin. Green Sustain. Chem. 2019, 18, 57–65. [Google Scholar] [CrossRef]
- Wang, Y.; Luo, X.; Song, X.; Guo, W.; Yu, K.; Yang, C.; Qu, F. Turning waste into treasure: Carbonized walnut shell for solar-driven water evaporation. Mater. Lett. 2022, 307, 131057. [Google Scholar] [CrossRef]
- Jahanban-Esfahlan, A.; Jahanban-Esfahlan, R.; Tabibiazar, M.; Roufegarinejadg, L.; Amarowicz, R. Recent advances in the use of walnut (Juglans regia L.) shell as a valuable plant-based bio-sorbent for the removal of hazardous materials. RSC Adv. 2020, 7026, 7026–7047. [Google Scholar] [CrossRef] [Green Version]
- Goklani, B.; Prapurna, N.P.V.; Srinath, S. Simulation of pyrolytic conversion of Walnut shell waste to value added products. Mater. Today, 2022; in press. [Google Scholar] [CrossRef]
- Dudek, M.; Adamczyk, B.; Sitarz, M.; Śliwa, M.; Lach, R.; Skrzypkiewicz, M.; Raźniak, A.; Ziąbka, M.; Zuwała, J.; Grzywacz, P. The usefulness of walnut shells as waste biomass fuels in direct carbon solid oxide fuel cells. Biomass Bioenergy 2018, 119, 144–154. [Google Scholar] [CrossRef]
- Fernández-Agulló, A.; Freire, M.S.; Ramírez-López, C.; Fernández-Moya, J.; González-Álvarez, J. Valorization of residual walnut biomass from forest management and wood processing for the production of bioactive compounds. Biomass Convers. Biorefin. 2021, 11, 609–618. [Google Scholar] [CrossRef]
- Salehi-Amiri, A.; Zahedi, A.; Akbapour, N.; Hajiaghaei-Keshteli, M. Designing a sustainable closed-loop supply chain network for walnut industry. Renew. Sust. Energ. Rev. 2021, 141, 110821. [Google Scholar] [CrossRef]
- Rébufa, C.; Artaud, J.; Le Dréau, Y. Walnut (Juglans regia L.) oil chemical composition depending on variety, locality, extraction process and storage conditions: A comprehensive review. J. Food Compos. Anal. 2022, 110, 104534. [Google Scholar] [CrossRef]
- Gao, P.; Ding, Y.; Chen, Z.; Zhou, Z.; Zhong, W.; Hu, C.; He, D.; Wang, X. Characteristics and Antioxidant Activity of Walnut Oil Using Various Pretreatment and Processing Technologies. Foods 2022, 11, 1698. [Google Scholar] [CrossRef]
- Soto-Maldonado, C.; Caballero-Valdés, E.; Santis-Bernal, J.; Jara-Quezada, J.; Fuentes-Viveros, L.; María Elvira Zúñiga-Hansen, M.E. Potential of solid wastes from the walnut industry: Extraction conditions to evaluate the antioxidant and bioherbicidal activities. Electron. J. Biotechnol. 2022, 58, 25–36. [Google Scholar] [CrossRef]
- Tiwari, S.K.; Bystrzejewski, M.; De Adhikari, A.; Huczko, A.; Nannan Wang, N. Methods for the conversion of biomass waste into value-added carbon nanomaterials: Recent progress and applications. Prog. Energy Combust. Sci. 2022, 92, 101023. [Google Scholar] [CrossRef]
- Xu, H.; Han, Y.; Wang, G.; Deng, P.; Feng, L. Walnut shell biochar based sorptive remediation of estrogens polluted simulated wastewater: Characterization, adsorption mechanism and degradation by persistent free radicals. Environ. Technol. Innov. 2022, 28, 102870. [Google Scholar] [CrossRef]
- Kumar, A.; Bhattacharya, T.; Shaikh, A.; Chakraborty, S.; Owens, G.; Naushad, M. Valorization of fruit waste-based biochar for arsenic removal in soils. Environ. Res. 2022, 213, 113710. [Google Scholar] [CrossRef] [PubMed]






| Property | Walnut |
|---|---|
| Specific Gravity (15 °C) | 0.918 |
| Refractive Index (25 °C) | 1.45 |
| Acid Value | 0.7 |
| Saponification Value | 192 |
| Iodine Value | 152 |
| Pollenske Value | 0.2 |
| Unsaponifiable Matter (g/100) | 0.8 |
| Solidification Value (°C) | −18.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Masoodi, L.; Gull, A.; Masoodi, F.A.; Gani, A.; Nissar, J.; Ahad, T.; Nayik, G.A.; Mukarram, S.A.; Kovács, B.; Prokisch, J.; et al. An Overview on Traditional vs. Green Technology of Extraction Methods for Producing High Quality Walnut Oil. Agronomy 2022, 12, 2258. https://doi.org/10.3390/agronomy12102258
Masoodi L, Gull A, Masoodi FA, Gani A, Nissar J, Ahad T, Nayik GA, Mukarram SA, Kovács B, Prokisch J, et al. An Overview on Traditional vs. Green Technology of Extraction Methods for Producing High Quality Walnut Oil. Agronomy. 2022; 12(10):2258. https://doi.org/10.3390/agronomy12102258
Chicago/Turabian StyleMasoodi, Lubna, Amir Gull, Farooq Ahmad Masoodi, Adil Gani, Jasia Nissar, Tehmeena Ahad, Gulzar Ahmad Nayik, Shaikh Ayaz Mukarram, Béla Kovács, József Prokisch, and et al. 2022. "An Overview on Traditional vs. Green Technology of Extraction Methods for Producing High Quality Walnut Oil" Agronomy 12, no. 10: 2258. https://doi.org/10.3390/agronomy12102258
APA StyleMasoodi, L., Gull, A., Masoodi, F. A., Gani, A., Nissar, J., Ahad, T., Nayik, G. A., Mukarram, S. A., Kovács, B., Prokisch, J., El-Ramady, H., & Solberg, S. Ø. (2022). An Overview on Traditional vs. Green Technology of Extraction Methods for Producing High Quality Walnut Oil. Agronomy, 12(10), 2258. https://doi.org/10.3390/agronomy12102258