Gravity Concentration in Artisanal Gold Mining


Abstract
:1. Introduction
2. Gold Concentration Used by Artisanal Gold Mining (AGM)
2.1. General Aspects
- and = diameter of mineral a (light) and b (heavy)
- and = specific gravity of the minerals a and b
- = density of the fluid (or suspension)
- = coefficient ranging from 1 (Newtonian regime) to 0.5 (Stokesian regime), transitional regime between 0.5 and 1
- = gravitational acceleration (9.81 m/s2)
- = particle diameter in meter
- = density of the particle (kg/m3), gold = 19,300
- = density of the liquid (kg/m3), water = 1000
- = viscosity of the liquid, for example, water at 20 °C = 1.002 × 10−3(Pa·s)
- Panning
- Sluicing
- Jigging
- Tabling
- Centrifuging
2.2. Panning
2.3. Sluicing
2.3.1. Main Variable in Sluicing
- Feed rate;
- Water flow;
- Particle size and shape;
- Cleanup period (removal of concentrates);
- Slope angle;
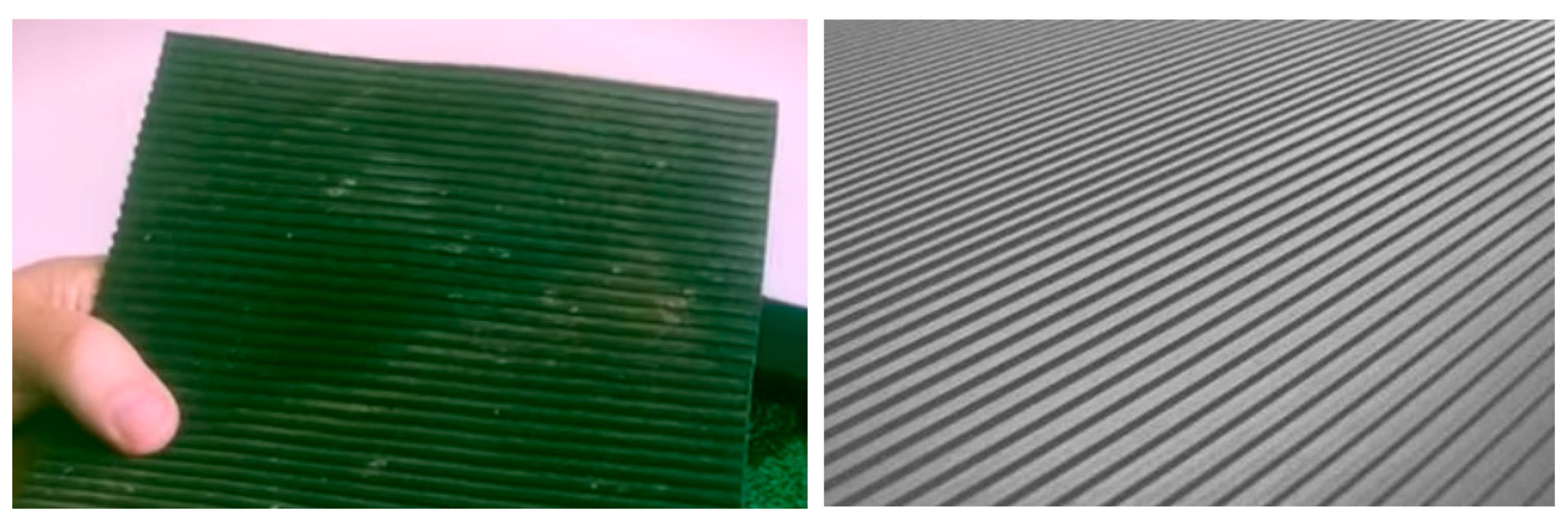
- Riffles and/or carpets lining the sluice;
- Width and length of sluice;
- Pulp density; and,
- Arrangement of the sluices.
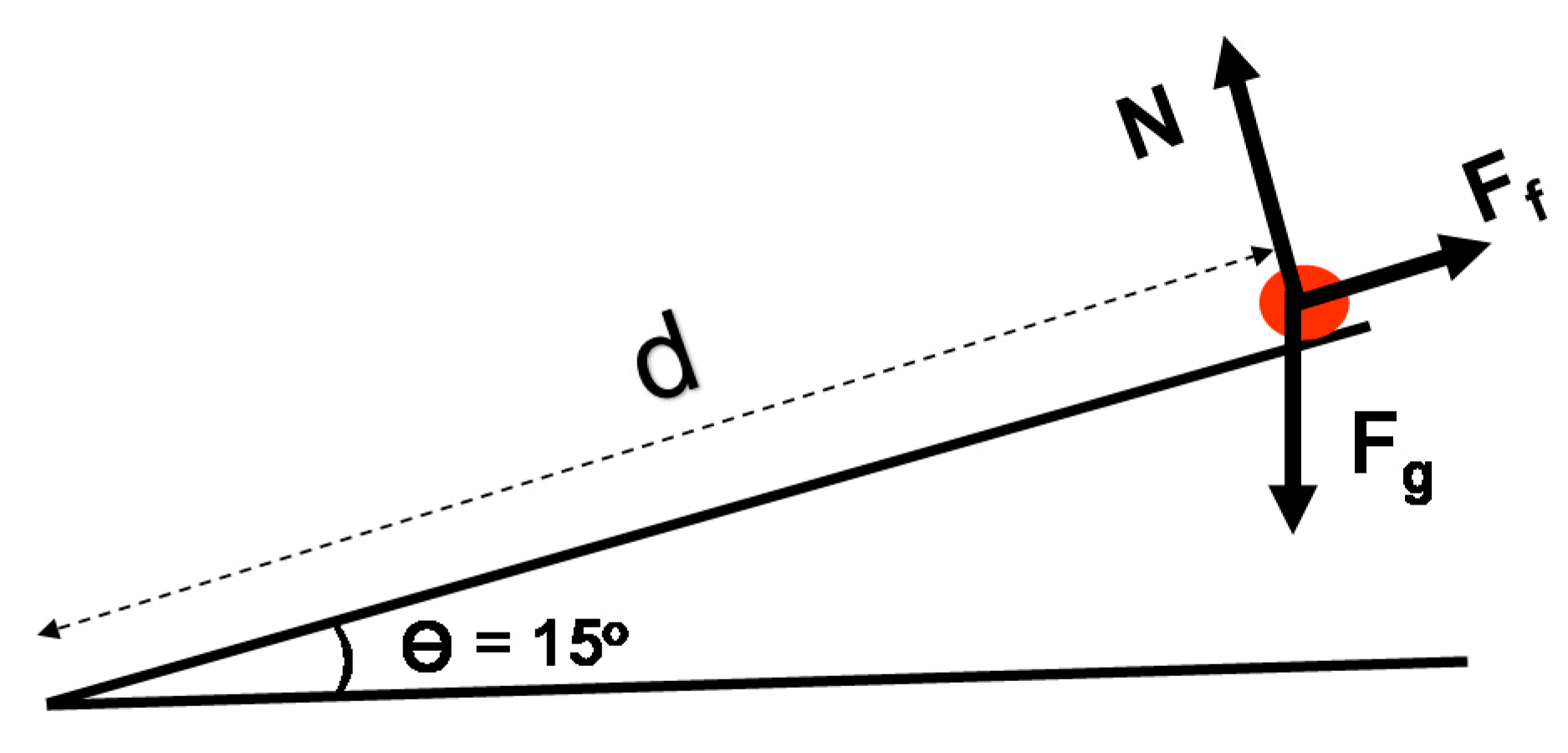
- = gravitational force
- = frictional force
- N = Normal force
- = mass of the particle
- = sluice length
- θ = slope of the sluice (θ = 15°)
- = gravitational acceleration (9.8 m/s2)
- = initial velocity of the sphere = zero
- = final velocity of the sphere
- = radius of the sphere
- = momentum of inertia of the sphere at the Center of Mass= angular acceleration (rad/s2)
- = acceleration of the sphere at the Center of Mass
- = Torque
- then…
- then…
- (rolling)
- sgs = specific gravity of the ore sample
- P = weight of the empty picnometer (a vial or a beaker)
- M = weight of solid sample + picnometer
- W = weight of pycnometer full of water (full vial or beaker)
- S = weight of sample + pycnometer + water (same volume as before)
- W + (M − P) − S = weight of water displaced by the solid sample
- VT (total volume of the bottle) = Vsolids + Vliquid
- MT (total mass of the bottle with pulp) = Msolids + Mliquid
- The specific gravity of solids, sgs = Msolids/Vsolids or Vsolids= Msolids/sgs
- As the sgw (water specific gravity) is 1, Vliquid = Mliquid, then… VT − Vsolids = MT − Msolids
- Msolids = Vsolids + MT − VT = (Msolids/sgs) − MT − VT
- Msolids = MT − VT
- Mass of the full bottle with pulp = 2.00 kg (obtained in the scale);
- Total volume = 1.50 L (measured);
- Specific gravity of solids, sgs = 2.7 (determined by picnometry);
- Mass of solids = 0.79 kg (calculated by equation above);
- %S(%Mass of solids) = Mass of solids/Mass of the pulp = 0.79/2.00 = 40%;
- Then, this slurry has a pulp density of 40% solids by mass, too high for sluicing!
2.3.2. Dry Sluices
2.3.3. Primitive Sluices
2.3.4. Amalgamating Sluice
2.3.5. Environmental Impacts of Sluicing
2.3.6. Sluicing—Summary
- Large amounts of water are needed: 10–15 m3/min for a typical 60-cm wide sluice; the water is rarely recycled;
- Artisanal miners do not use an efficient size classification of the sluice box feed. They only remove the large cobbles with a grizzly screen. This provokes turbulence removing the fine gold particles from the bed, reducing the recovery;
- Riffles are not good for fine gold particles, only for large gold specks, as high riffles can create turbulence and fine gold particles are lost;
- Miners often work with high amounts of solids in the pulp (e.g., 30–40% in mass). This makes it difficult for gold to sink in the sluice to be concentrated; 10–20% of solids in the pulp would be more adequate;
- Miners use long sluices hoping to catch fine gold but this is not effective. Most gold is concentrated within the first 2 m of the sluice;
- Fine gold is concentrated where the pulp flow speed is slower, i.e., at the beginning of the sluice. Zigzag sluicing, with multiple decks, is a good way to break the flow velocity and capture more fine gold than a turbulent single-deck sluice;
- Wide sluices can process more material than narrow sluices;
- The carpets cannot be allowed to clog as this stops further gold particles’ deposition. In sluices with low angles, the material settles faster. The usual angle of a sluice box is 10–15°. Some miners in Ecuador use 5° to increase the gold recovery, but they have to clean the carpets every hour, and consequently, the concentrate grade is poor;
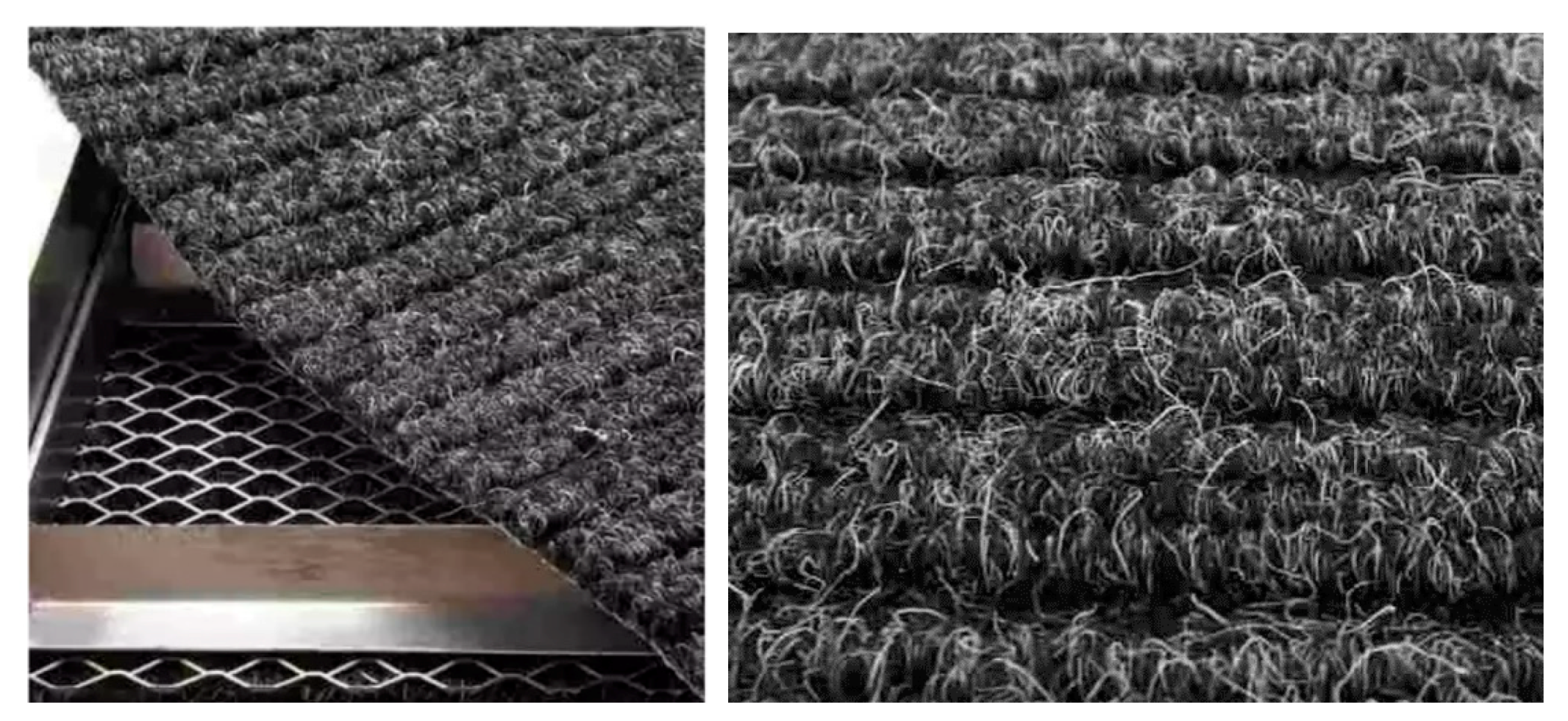
- There are a variety of carpets available in the market. The vinyl loop carpets are very efficient, but they must be unbacked, i.e., no rubber at the back, otherwise the gold particles become entrained in the carpet and are hard to dislodge at the end of the operation;
- Flat particles of gold can float on the sluices and are lost; and,
- Spirals or other types of sluice such as pinched sluices or Reichert cones, have not been observed in use in AGM operations. These would bring relevant improvements since the operations do not need to be interrupted to discharge the concentrates. The main reasons for not using these pieces of equipment in AGM are: (1) high price, (2) no local availability, (3) high mass of concentrates to be treated after concentration, and (4) lack of knowledge of the artisanal miners about these technologies.
2.4. Jigging
Jigging—Summary
- Jigs operate much better with feed classified into narrow particle size ranges. Jigs are sensitive to wide ranges of particle size fractions and without size classification are not efficient as the coarse particles of gangue minerals concentrate together with the heavy minerals;
- Jigs are not efficient for fine gold particles;
- Jigs require large amounts of water;
- For primary ores, particles ground and screened through 1 mm sieves rarely contain liberated gold, therefore the gold grade of the concentrates is not high; and
- In Colombian AGM operations, jigs work as size classifiers, basically removing the coarse particles before the shaking table concentration.
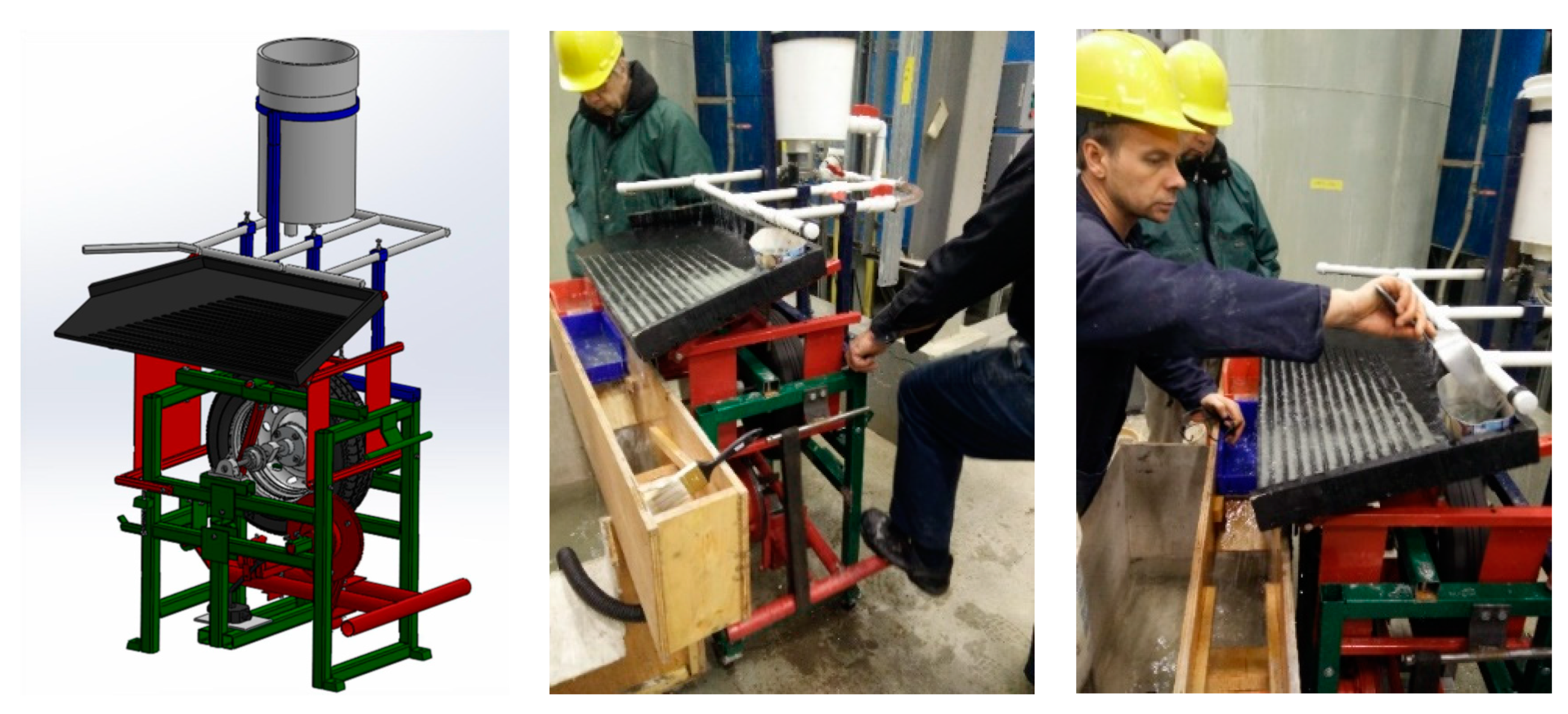
2.5. Tabling
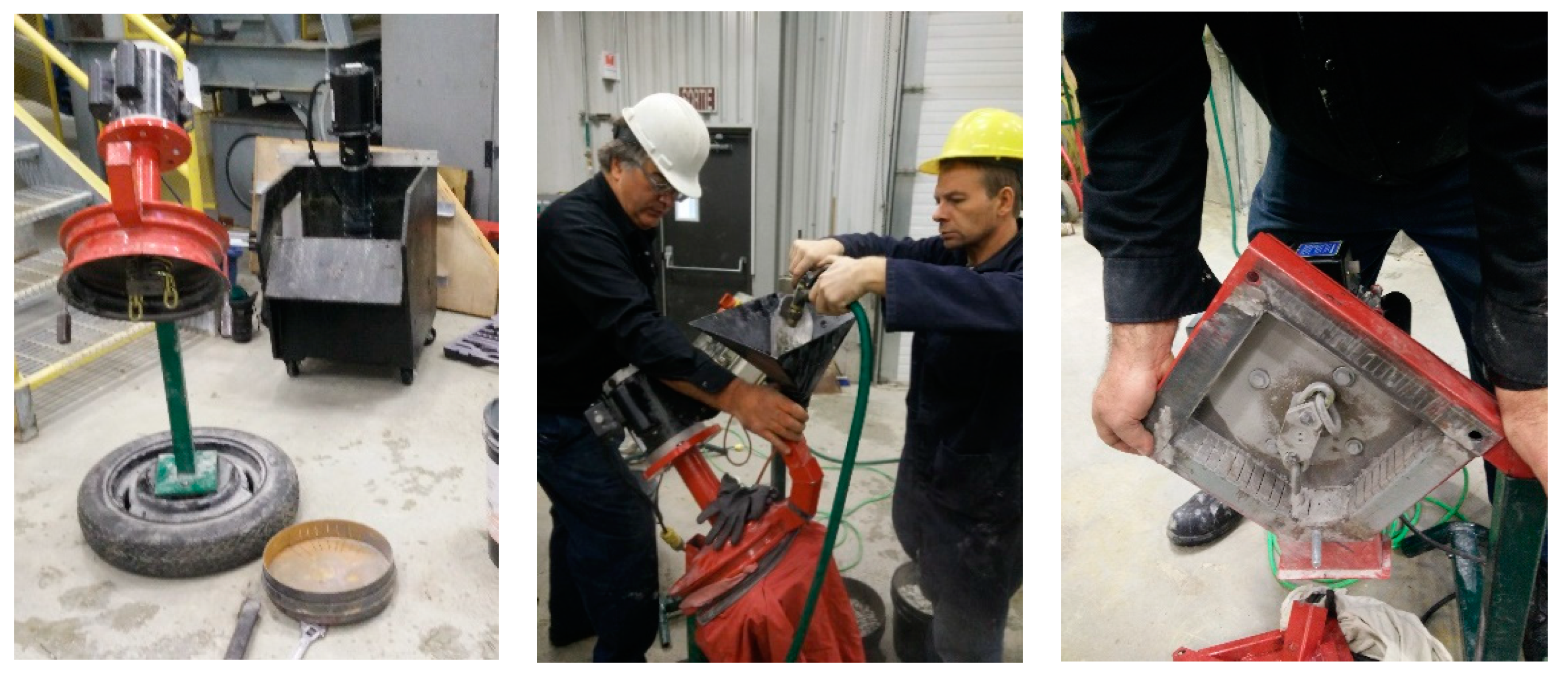
2.5.1. Homemade Shaking Tables
2.5.2. Tabling—Summary
- Shaking tables, when used as primary gravity concentrators, do not provide high production rates, with production usually between 20 to 40 tpd of ores;
- Ball and Chilean mills usually flatten gold particles, which can lead to the particles floating over the shaking table riffles to be lost with tailings. Gold is naturally hydrophobic and this phenomenon of “floating flaky gold” is commonly observed in laminar gravity separation methods;
- The classification of the ground material (grinding in a closed circuit) is important for an efficient gold concentration. The culture of the artisanal miners in all continents is to introduce re-grinding circuits rather than using closed grinding circuits. It is interesting that artisanal miners usually neglect the classification processes after milling and do not believe in any benefit of creating a circulating load in the grinding circuit. The return of 100–400% of the ore mass to the mill typically reduces the retention time of the material inside the mill increasing the grinding capacity, improving the energy efficiency, resulting in a more homogenous ground product (Jankovic et al., 2013) [78]. Artisanal miners frequently grind in open circuits with the gravity separation equipment. It is also worth noting that putting gravity recovery equipment in a circuit with a circulating load can improve gold recovery given the inherently low single-pass efficiency of gravity recovery devices;
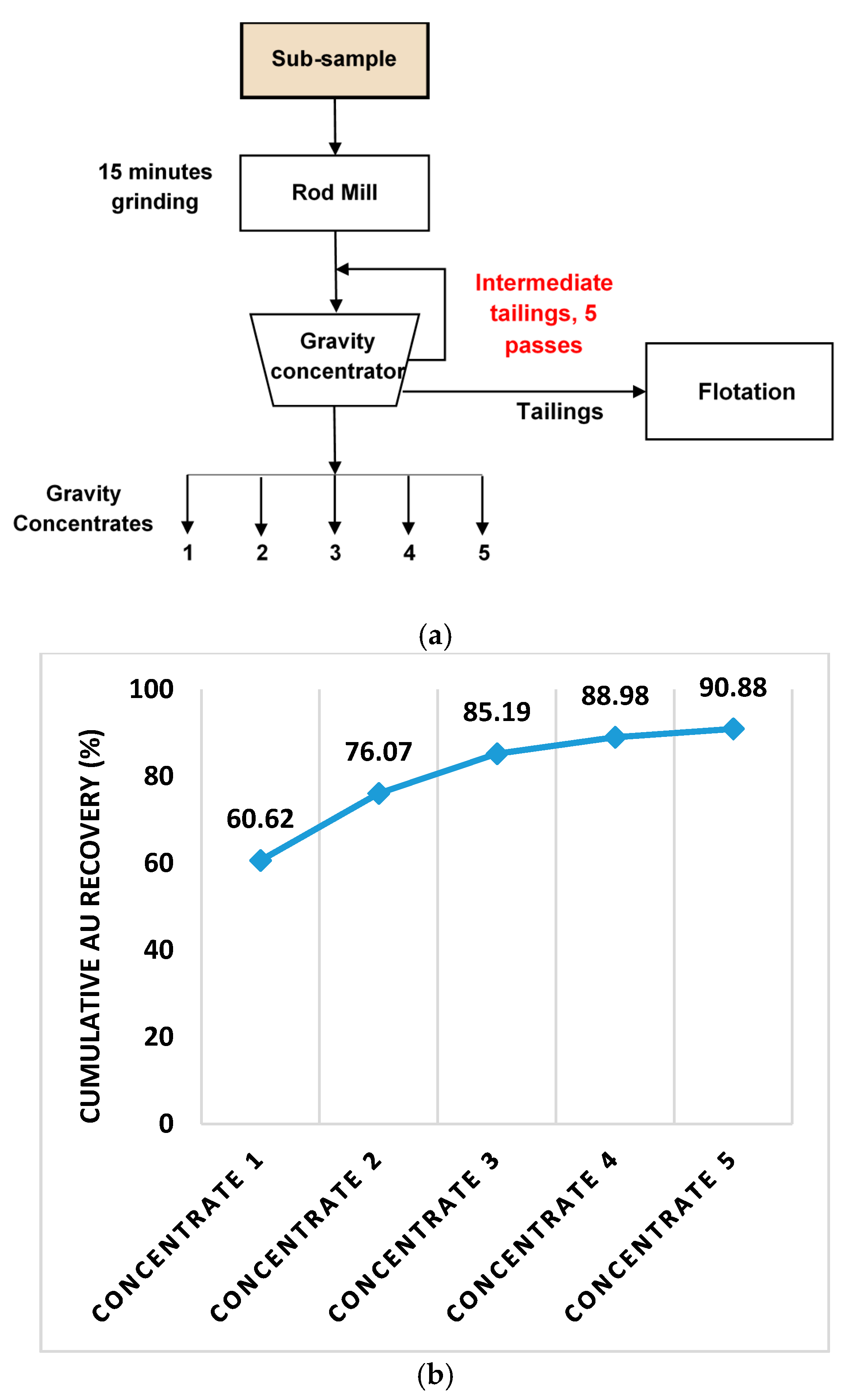
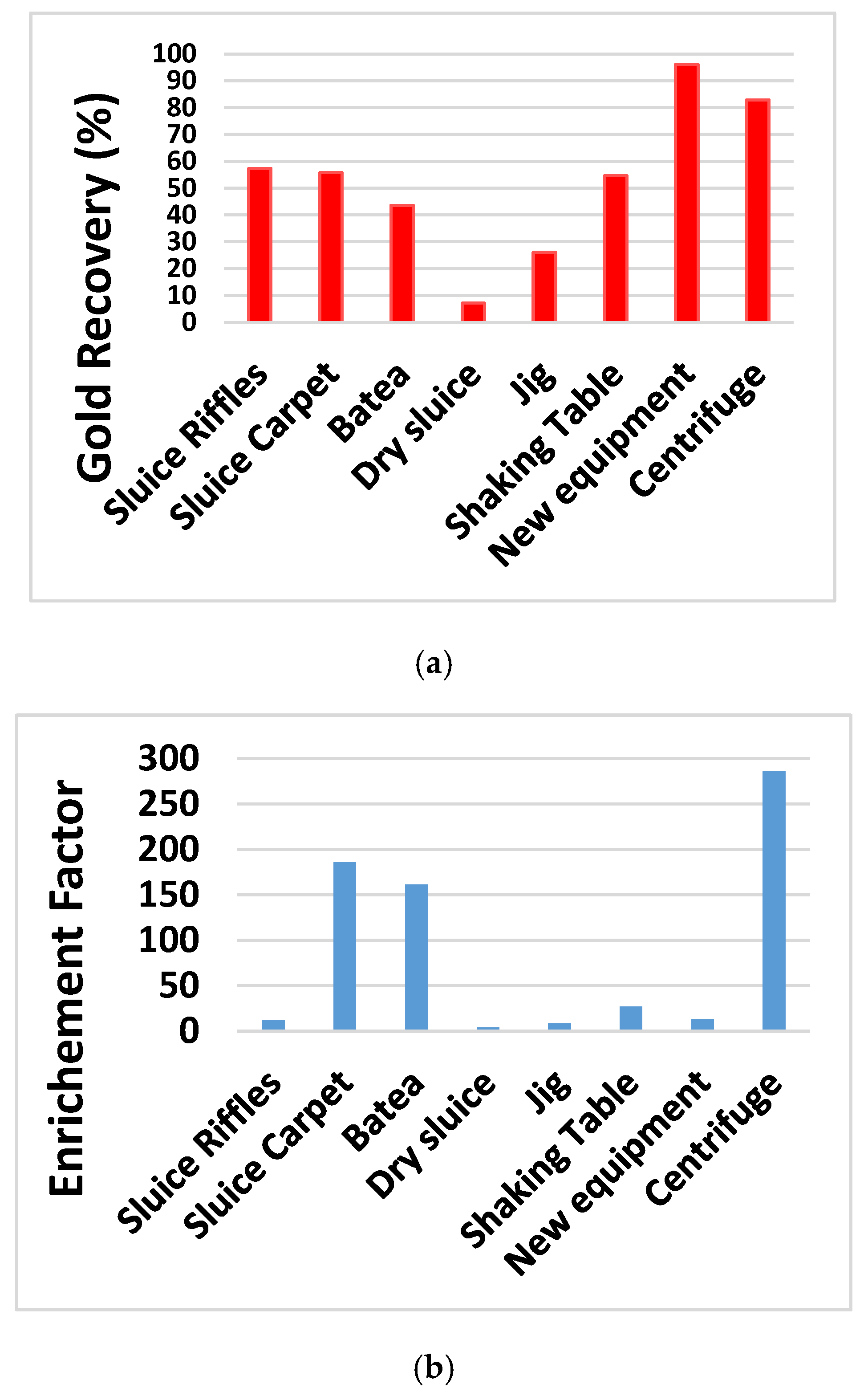
- Over 50 plants in Colombia were observed using shaking tables as their main gravity concentration step, with gold recoveries rarely above 60%. Gold is mainly lost in coarse grains (unliberated gold) and the fines (not trapped by the table). For ores with fine-sized gold particles and/or high concentration of sulfides, AGM plants combining gravity separation with flotation can obtain gold recoveries above 85%;
- The adjustment of the length of the stroke and the slope of the shaking tables are critical for efficient separation of fine gold particles; and,
- Homemade shaking tables have been proven an affordable solution for micro-miners processing less than 2 tpd.
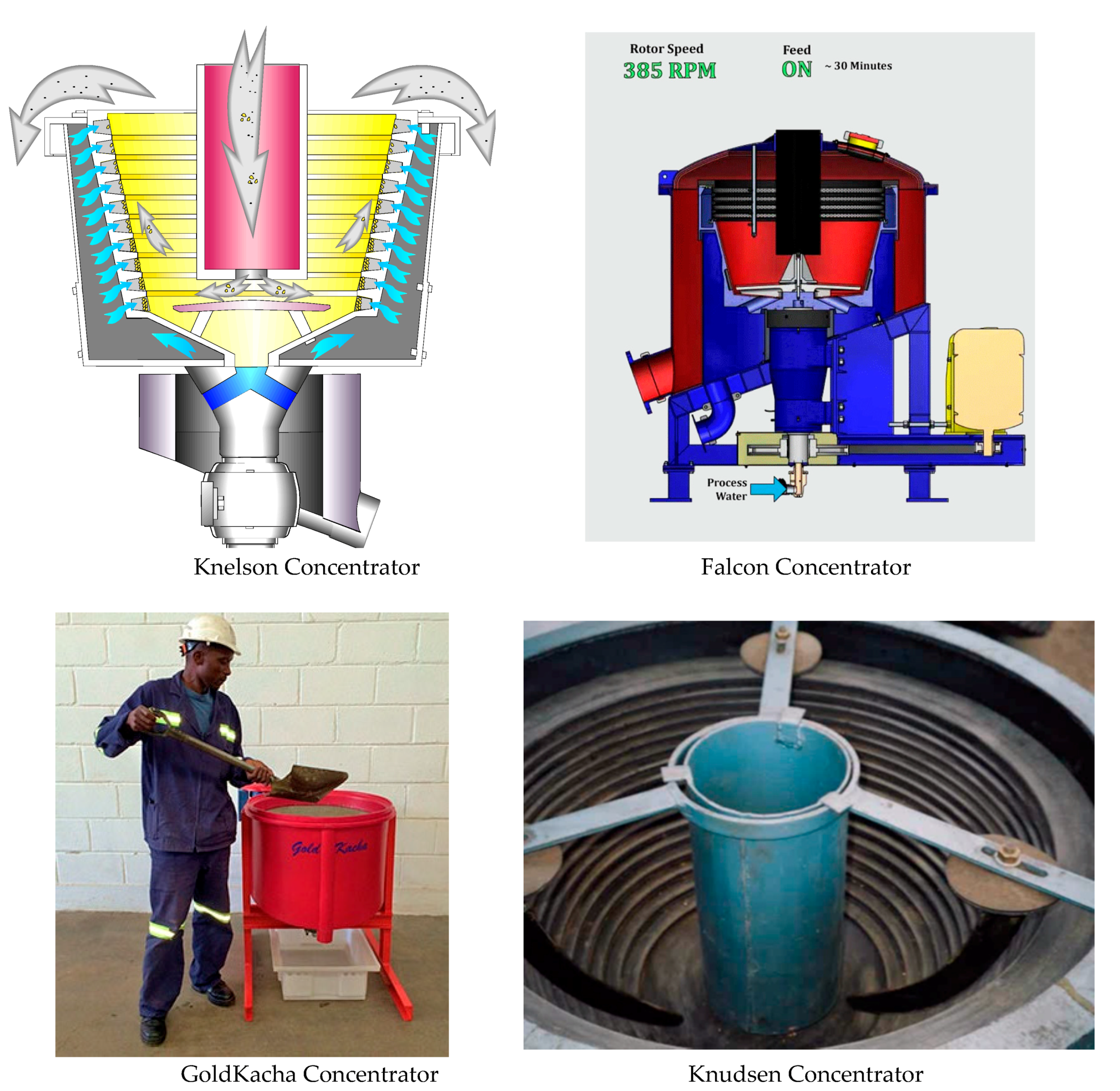
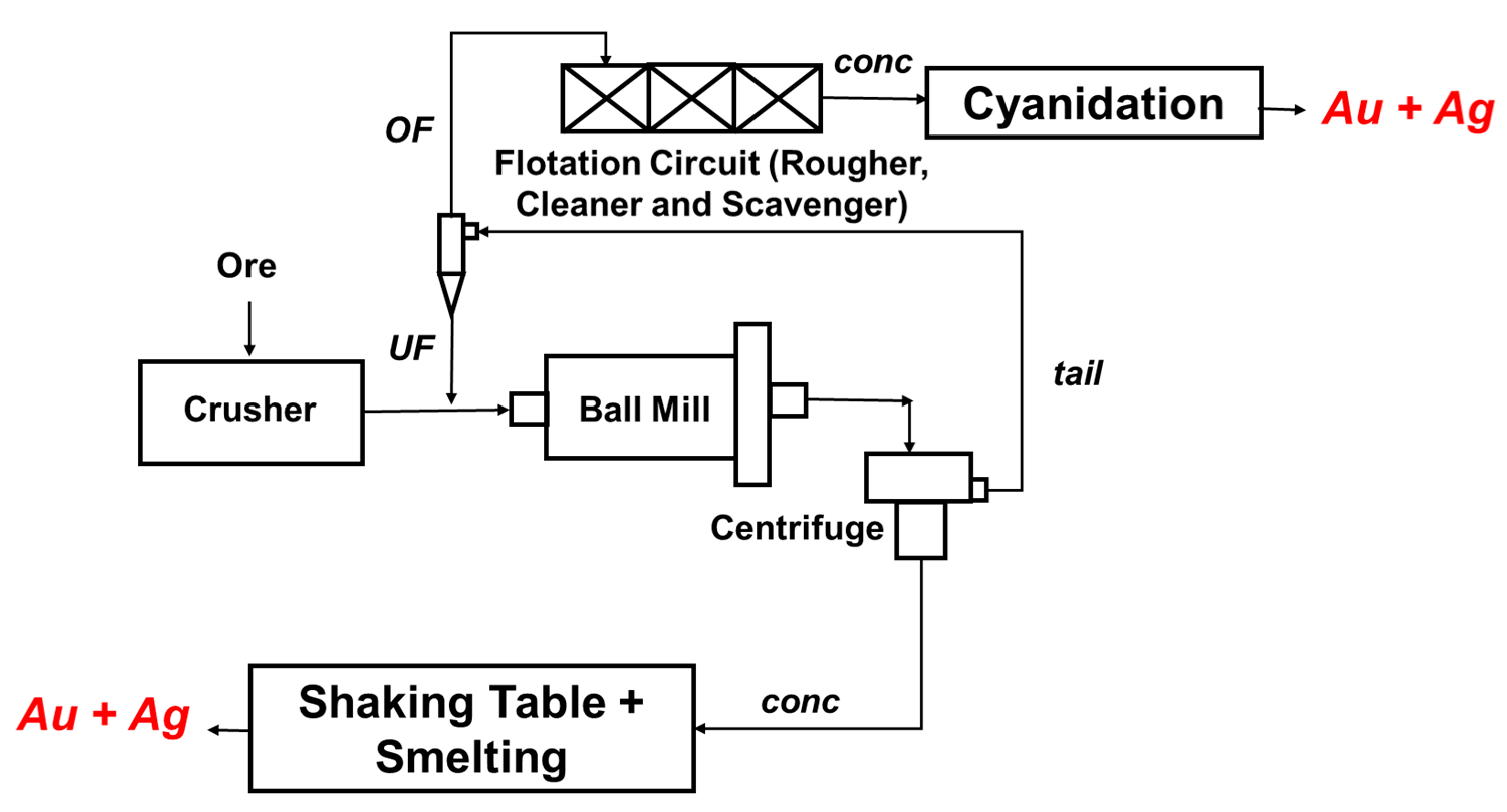
2.6. Centrifuging
- Price in Canada <US$ 6000
- Max solids capacity = 2 tph
- 2 HP (1.5 kW), 220 V, 50 or 60 h
- Machine weight = 120 kg
- Max particle size = 2 mm
- Water 10 to 30 L/min
- G = 120 to 150 (1100 rpm)
- Fluidization water (water must be clean) pressure = 5 to 15 psi
- Rinse time = 60 to 90 sec
- Generates 0.5 to 1 kg of concentrate/batch
Centrifuging—Summary
- Centrifuges are much better gravity concentrators for a feed with a wide particle size range than other gravity concentrators and they can concentrate very fine gold;
- Centrifuges are less sensitive to gold particle shapes, such as flakes;
- Counter-flow fluidizing water must be clear. Often, operators use muddy water, which clogs the centrifuge;
- The counter-flow pressure and the rotating speed are two parameters that must be investigated for a better performance of the equipment. Artisanal miners frequently neglect this;
- High counter-pressure water increases the grade of the concentrate, eliminating more gangue minerals, but this can reduce the recovery of fine gold particles;
- Centrifuges are generally best operated in a closed circuit with a ball mill. The use of centrifuges in series (scavengers), when grinding in an open circuit may increase gold recovery but this involves more capital and operating costs and it is not worthwhile for all types of ore.
- Operators must find out the adequate discharge time of concentrates. This requires chemical analyses of the products (feed and tailings) and this is not often locally available. Visual assessment by panning the concentrate and tailings can provide useful information; and,
- Skill is needed to properly operate a centrifuge using fluidizing water. Many AGM operators prefer non-fluidized bed centrifuges and, unfortunately, in some cases, they add mercury inside the bowls of the centrifuge, as was observed in Zimbabwe.
3. Extracting Gold from Gravity Concentrates
- Direct smelting
- Amalgamation
- Leaching
- Coal-oil agglomeration
3.1. Direct Smelting
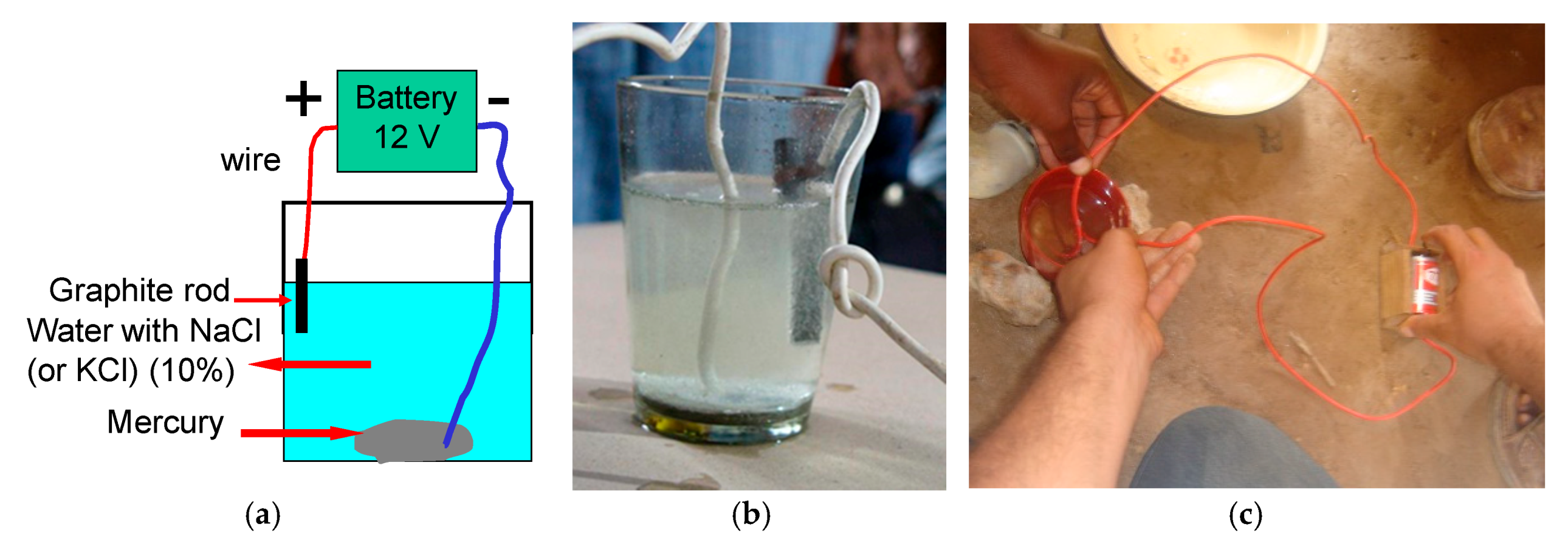
3.2. Amalgamation
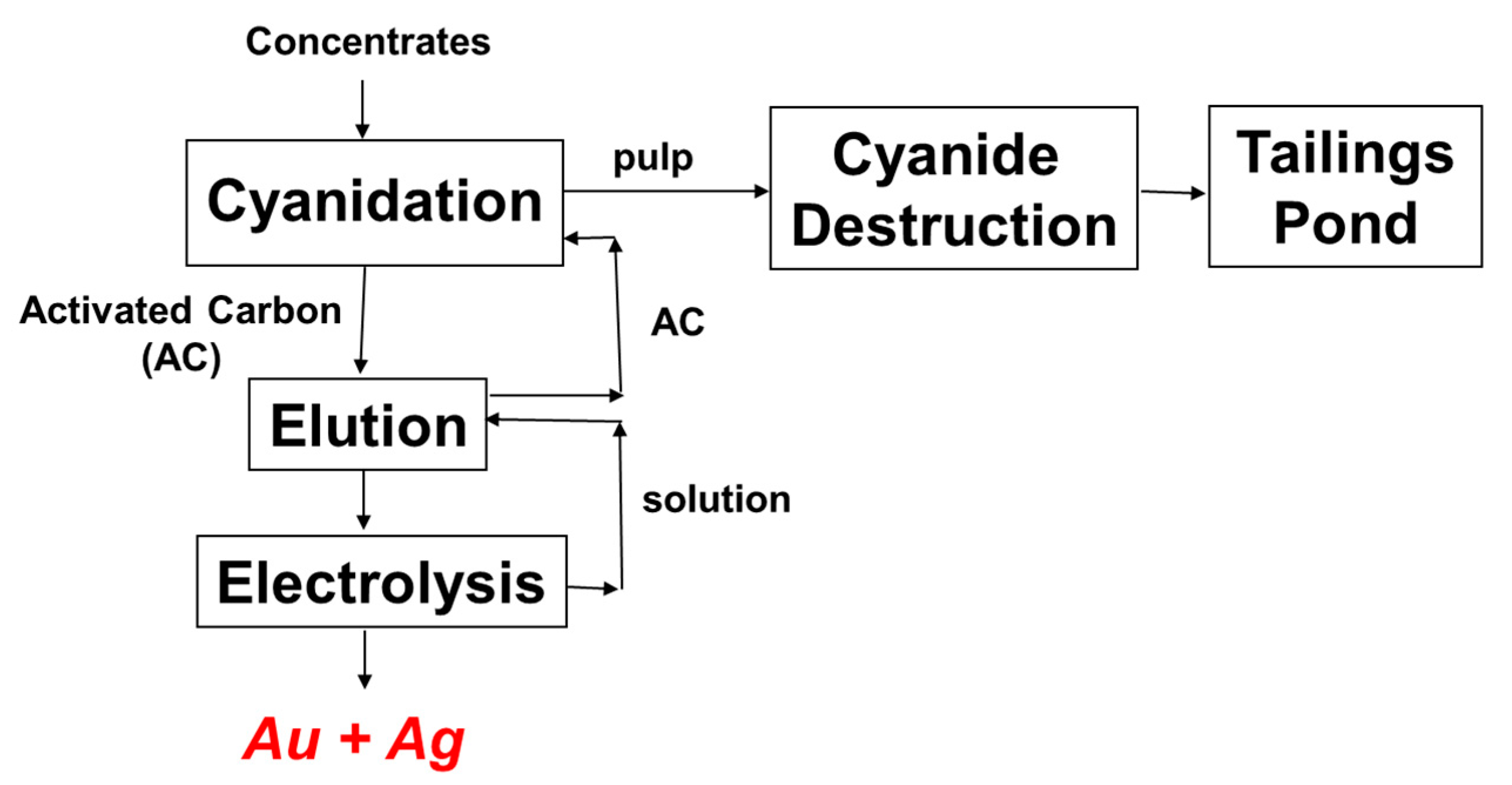
3.3. Leaching
3.4. Coal-Oil Agglomeration
3.5. Extracting Gold from Concentrates—Summary
- Direct smelting of gold concentrates with borax is not a definitive solution for all types of ore, as the gold grade of the concentrate must be very high (>30,000 g/t Au), otherwise high amounts of gold stay in the slag, leading to a substantial reduction of gold recovered. Direct smelting can be useful for alluvial ores or for recovering free gold from a primary ore before cyanidation; however, sulfides in a concentrate must be previously oxidized before smelting;
- The amalgamation of the concentrates is the quickest, easiest, and cheapest method for artisanal miners to extract gold from concentrates. However, this works only for free gold particles. Oxidation contributes to the reduction of mercury coalescence leading to the formation of fine droplets that lowers the effectiveness of amalgamation. Methods to activate mercury or reduce its surface tension can improve amalgamation, but they will not be useful in trapping unliberated gold particles. Amalgamation is an ancient poisonous process banned by all conventional gold mining companies and it must be also avoided in AGM operations;
- Leaching processes can dissolve unliberated but exposed gold particles. Cyanide is widely used by conventional and artisanal gold miners. The cyanidation of mercury-contaminated tailings exacerbates the pollution producing toxic mercury-cyanide complexes that can be bioaccumulated. Although alternative lixiviants exist to replace cyanide, they are not easily available or affordable at most AGM sites;
- The coal-oil agglomeration process is limited to fine, liberated gold particles and the feed concentrate must have low sulfides and clays.
- In many cases, the best option for artisanal miners is to sell their concentrates (or even their ores) to companies with legal and responsible systems of cyanidation. The buyers should pay the miners based on the gold content in the concentrates (Veiga and Fadina, 2020) [110].
4. Comparing Gravity Concentration Equipment
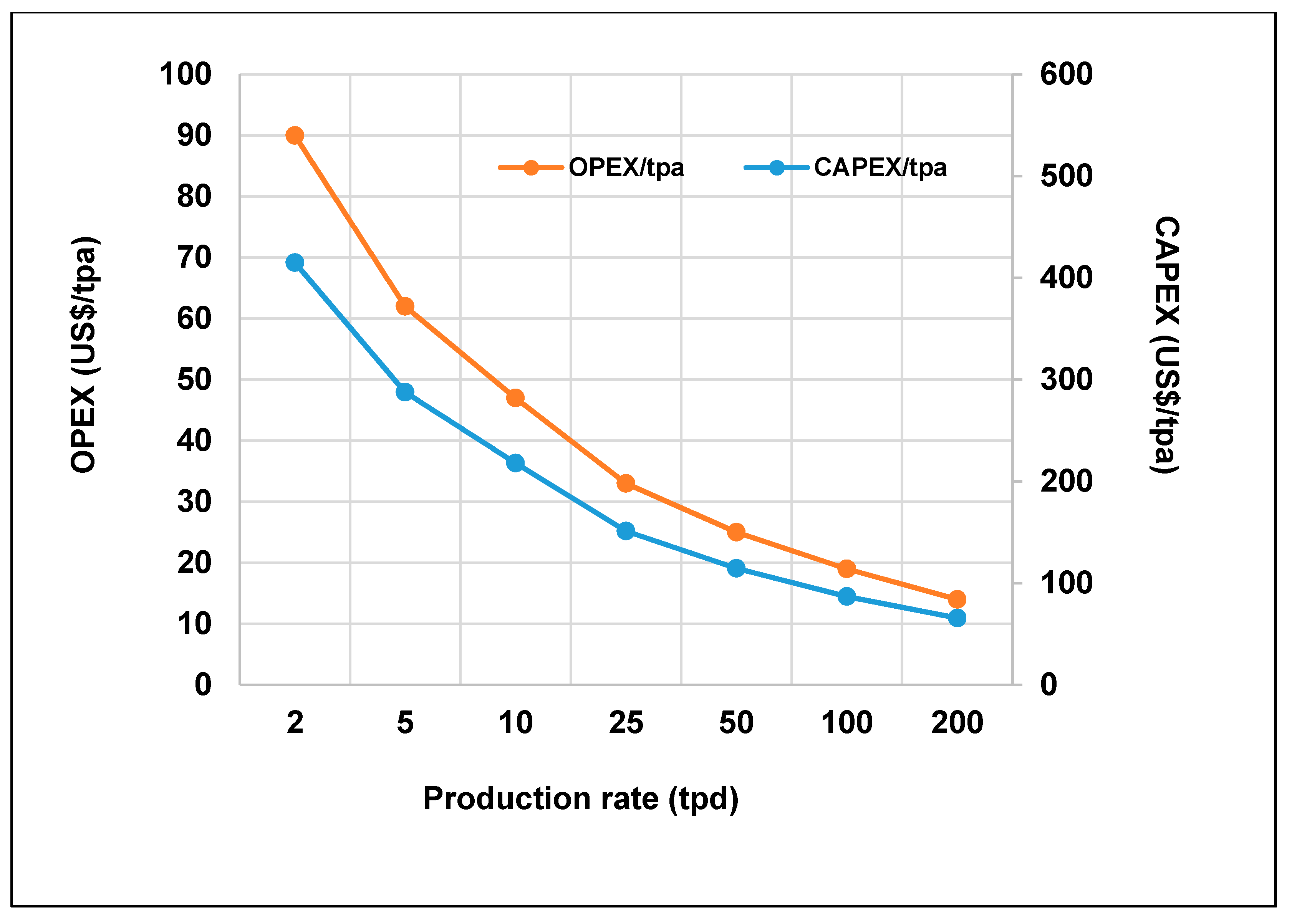
5. Economic Assessment
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- IGF—Intergovernmental Forum on Mining, Mineral, Metals and Sustainable Development. In Global Trends in Artisanal and Small-Scale Mining (ASM): A Review of Key Numbers and Issues; IIED: Winnipeg, MB, Canada, 2017; Available online: https://www.iisd.org/sites/default/files/publications/igf-asm-global-trends.pdf (accessed on 5 November 2020).
- Seccatore, J.; Veiga, M.; Origliasso, C.; Marin, T.; De Tomi, G. An estimation of the artisanal small-scale production of gold in the world. Sci. Total Environ. 2014, 496, 662–667. [Google Scholar] [CrossRef]
- Thomas, M.J.; Veiga, M.M.; Marshall, B.G.; Dunbar, W.S. Artisanal gold supply chain: Measures from the Ecuadorian Government. Resour. Policy 2019, 64, 101505. [Google Scholar] [CrossRef]
- Stocklin-Weinberg, R.; Veiga, M.M.; Marshall, B.G. Training artisanal miners: A proposed framework with performance evaluation indicators. Sci. Total Environ. 2019, 660, 1533–1541. [Google Scholar] [CrossRef] [PubMed]
- UNEP—United Nations Environment Programme. Artisanal and Small-Scale Gold Mining; Global Mercury Partnership. 2020. Available online: https://web.unep.org/globalmercurypartnership/our-work/artisanal-and-small-scale-gold-mining-asgm (accessed on 5 November 2020).
- Veiga, M.M. Introducing New Technologies for Abatement of Global Mercury Pollution in Latin America; Pub. UNIDO/UBC/CETEM: Rio de Janeiro, Brazil, 1997; p. 94. Available online: https://www.ais.unwater.org/ais/aiscm/getprojectdoc.php?docid=409 (accessed on 5 November 2020).
- Veiga, M.M.; Marshall, B.G. The Colombian artisanal mining sector: Formalization is a heavy burden. Extr. Ind. Soc. 2019, 6, 223–228. [Google Scholar] [CrossRef]
- ArtisanalMining.org. Inventory of Artisanal Miners. 2018. Available online: http://artisanalmining.org/Inventory/ (accessed on 5 November 2020).
- Veiga, M.M.; Angeloci-Santos, G.; Meech, J.A. Review of barriers to reduce mercury use in artisanal gold mining. Extr. Ind. Soc. 2014, 1, 351–361. [Google Scholar] [CrossRef]
- Pryor, E. Mineral Processing; Elsevier: New York, NY, USA, 1965; p. 488. [Google Scholar]
- Marsden, J.; House, D. The Chemistry of Gold Extraction. Society for Mining; Metallurgy and Exploration Inc.: Littleton, CO, USA, 2006; p. 650. [Google Scholar]
- Veiga, M.M.; Angeloci, G.; Hitch, M.; Velasquez-López, P.C. Processing centers in artisanal gold mining. J. Clean. Prod. 2014, 64, 535–544. [Google Scholar] [CrossRef]
- Drace, K.; Kiefer, A.M.; Veiga, M.M. Cyanidation of Mercury-contaminated tailings: Potential health effects and environmental justice. Curr. Environ. Health Rep. 2016, 3, 443–449. [Google Scholar] [CrossRef]
- Marshall, B.G.; Veiga, M.M.; Da Silva, H.A.M.; Guimarães, J.R.D. Cyanide contamination of the puyango-tumbes river caused by artisanal gold mining in portovelo-zaruma, ecuador. Curr. Environ. Health Rep. 2020, 7, 303–310. [Google Scholar] [CrossRef]
- Seney, C.S.; Aljic, S.; Moore, M.E.; Bridges, C.C.; Orr, S.E.; Barnes, M.C.; Mathis, T.N.; McKallip, R.J.; Bellott, B.J.; Drace, K.; et al. Reaction of cyanide with Hgo-contaminated gold mining tailings produces soluble mercuric cyanide complexes. J. Chem. Res. Toxic. 2020. [Google Scholar] [CrossRef]
- Malm, O. Gold Mining as a Source of Mercury Exposure in the Brazilian Amazon. Environ. Res. 1998, 77, 73–78. [Google Scholar] [CrossRef]
- Hentschel, T.; Hruschka, F.; Priester, M. Global Report on Artisanal & Small-Scale Mining. Report to MMSD/IIED—International Institute of Environment and Development. 2002, p. 67. Available online: https://www.iied.org/mmsd-final-report (accessed on 5 November 2020).
- Hilson, G.; Hilson, C.J.; Pardie, S. Improving awareness of mercury pollution in small-scale gold mining communities: Challenges and ways forward in rural Ghana. Environ. Res. 2007, 103, 275–287. [Google Scholar] [CrossRef] [PubMed]
- Esdaile, L.J.; Chalker, J.M. The mercury problem in artisanal and small-scale gold mining. Chem. Eur. J. 2018, 24, 6905–6916. [Google Scholar] [CrossRef] [Green Version]
- Zolnikov, T.; Ortiz, D.R. A systematic review on the management and treatment of mercury in artisanal gold mining. Sci. Total Environ. 2018, 633, 816–824. [Google Scholar] [CrossRef]
- Veiga, M.M.; Baker, R. Protocols for Environmental and Health Assessment of Mercury Released by Artisanal and Small-Scale Gold Miners; Pub. GEF/UNDP/UNIDO Global Mercury Project: Vienna, Austria, 2004; p. 289. Available online: https://iwlearn.net/resolveuid/617e8a7184a7ec1e292a61c2319dc30f (accessed on 5 November 2020).
- Grayson, R. Fine gold recovery—Alternatives to mercury and cyanide. World Placer J. 2007, 7, 66–161. [Google Scholar]
- Sampaio, C.H.; Tavares, L.M.M. Gravity Beneficiation: An Introduction to the Mineral Concentration and Recycling of Materials Based on Specific Gravity; Univ Federal Rio Grande do Sul: Porto Alegre, Brazil, 2005; p. 603. (In Portuguese) [Google Scholar]
- Gaudin, A.M. Principles of Mineral Dressing; McGraw-Hill: New York, NY, USA, 1939; p. 543. [Google Scholar]
- Wang, W.; Poling, G.W. Methods for recovering fine placer gold. CIM Bull. 1983, 76, 47–56. [Google Scholar]
- Ofori-Sarpong, G.; Amankwah, R. Comminution environment and gold particle morphology: Effects on gravity concentration. Miner. Eng. 2011, 24, 590–592. [Google Scholar] [CrossRef]
- Walsh, D.E.; Rao, P.D. A Study of Factors Suspected of Influencing the Settling Velocity of Fine Gold Particles; MLRL Report no. 76; University of Alaska Fairbanks: Fairbanks, AK, USA, 1988; p. 60. Available online: http://dggs.alaska.gov/webpubs/mirl/report_no/text/mirl_n76.pdf (accessed on 5 November 2020).
- Gupta, A.; Yan, D. Mineral Processing Design and Operations: An Introduction, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2016; p. 882. [Google Scholar]
- Giusti, L. The morphology, mineralogy, and behavior of “fine-grained” gold from placer deposits of Alberta: Sampling and implieations for mineral exploration. Can. J. Earth Sci. 1968, 23, 1662–1672. [Google Scholar] [CrossRef]
- Limbaugh, R.H. Making Old Tools Work Better: Pragmatic Adaptation and Innovation in Gold-Rush Technology. Calif. Hist. 1998, 77, 24–51. [Google Scholar] [CrossRef]
- Spiegel, S.J.; Veiga, M.M. International guidelines on mercury management in small-scale gold mining. J. Clean. Prod. 2010, 18, 375–385. [Google Scholar] [CrossRef]
- Hardcore Miner. The Use of Hydraulic Mining in Gold Country. 2017. Available online: https://howtofindgoldnuggets.com/the-use-of-hydraulic-mining-in-gold-country/ (accessed on 5 November 2020).
- Lima, L.D.A.; Bernardez, L.; Barbosa, L. Characterization and treatment of artisanal gold mine tailings. J. Hazard. Mater. 2008, 150, 747–753. [Google Scholar] [CrossRef]
- Koppalkar, S. Effect of Operating Variables in Knelson Concentrators: A Pilot-Scale Study. Ph.D. Thesis, Department of Mining and Materials Engineering, McGill University, Montreal, QC, Canada, 2009; p. 167. [Google Scholar]
- Khalesi, M.R.; Bazin, C.; Hodouin, D.; Bellec, S. Modelling of the gold mineral associations and size distribution of a grinding mill product. In Proceedings of the World Gold 2011 50th Annual Conference of Metallurgists CIM, MetSoc, Montreal, QC, Canada, 2–5 October 2011; p. 14. [Google Scholar]
- Bode, P.; McGrath, T.; Eksteen, J. Characterising the effect of different modes of particle breakage on coarse gangue rejection for an orogenic gold ore. Miner. Process. Extr. Met. 2020, 129, 35–48. [Google Scholar] [CrossRef]
- Veiga, M.M.; Masson, P.; Perron, D.; Laflamme, A.-C.; Gagnon, R.; Jimenez, G.; Marshall, B.G.; Mason, P. An affordable solution for micro-miners in Colombia to process gold ores without mercury. J. Clean. Prod. 2018, 205, 995–1005. [Google Scholar] [CrossRef]
- Silva, M. Placer Gold Recovery Methods; California Department of Conservation, Division of Mines and Geology: Sacramento, CA, USA, 1986; p. 37, Special Pub. 7; Available online: http://spma-gold.org/pdf/reports/placerGoldRecoveryMethods_SP87_1986.pdf (accessed on 5 November 2020).
- Veiga, M.M.; Metcalf, S.; Baker, R.F.; Klein, B.; Davis, G.; Bamber, A.; Siegel, S.; Singo, P. Manual for Training Artisanal and Small-Scale Gold Miners; Pub. GEF/UNDP/UNIDO Global Mercury Project: Vienna, Austria, 2006; p. 144. Available online: https://iwlearn.net/resolveuid/fe84adccc030ee07813d8278fdb4b790 (accessed on 5 November 2020).
- Vieira, R. Mercury-free gold mining technologies: Possibilities for adoption in the Guianas. J. Clean. Prod. 2006, 14, 448–454. [Google Scholar] [CrossRef]
- Michaud, D. How to Size a Sluice Box. 2015. Available online: https://www.911metallurgist.com/blog/how-to-size-a-sluice-box (accessed on 5 November 2020).
- Teschner, B.; Smith, N.M.; Borrillo-Hutter, T.; John, Z.Q.; Wong, T.E. How efficient are they really? A simple testing method of small-scale gold miners’ gravity separation systems. Miner. Eng. 2017, 105, 44–51. [Google Scholar] [CrossRef]
- Sivamohan, R.; Forssberg, E. Principles of sluicing. Int. J. Miner. Process. 1985, 15, 157–171. [Google Scholar] [CrossRef]
- Lehmann, U. Notice to the function of batch-operated sluices. Miner. Eng. 2020, 146, 106144. [Google Scholar] [CrossRef]
- Lins, F.F.; Farid, L.H. Gravity Concentration. In Aspectos Diversos da Garimpagem de Ouro; Lins, F.A.F., Ed.; CETEM, Center of Mineral Technoloy: Rio de Janeiro, Brazil, 1992; pp. 31–51. Ser. Tecnologia Mineral, n.54; (In Portuguese) [Google Scholar]
- Veiga, M.M. Information about the Project Sites in Indonesia. Report to UNIDO Global Mercury Project; UNIDO: Veinna, Austria, 2003; p. 12. Available online: http://archive.iwlearn.net/globalmercuryproject.org/countries/indonesia/docs/Indo_site_information.pdf (accessed on 5 November 2020).
- McCraken, D. True Life Gold Prospecting Adventure. The New 49′ ers Inc., 2013. Available online: https://goldgold.com/ (accessed on 5 November 2020).
- Mitchell, C.J.; Evans, E.J.; Styles, M.T. Review of Gold Particle-Size and Recovery Methods; Technical Report WC\97\14; Overseas Geology Series; British Geological Survey: Keyworth, Nottingham, UK, 1997; p. 34. Available online: https://core.ac.uk/download/pdf/58474.pdf (accessed on 5 November 2020).
- Gonçalves, A.O.; Marshall, B.G.; Moreno-Chavez, J.; Veiga, M.M. Mercury and Cyanide Use at Artisanal and Small-scale Gold Processing Centers in Zaruma-Portovelo, Southern Ecuador. J. Clean. Prod. 2017, 165, 836–845. [Google Scholar] [CrossRef]
- Litvintsev, V.S.; Pulyaevsky, A.M.; Sas, P.P. Optimization of flushing sluice flow in hydrohoist gold washing machines. J. Min. Sci. 2012, 48, 1054–1057. [Google Scholar] [CrossRef]
- Velasquez, P.C.; Veiga, M.M.; Hall, K. Mercury balance in amalgamation in artisanal and small-scale gold mining: Finding ways to reduce environmental pollution in Portovelo-Zaruma, Ecuador. J. Clean. Prod. 2010, 18, 226–232. [Google Scholar] [CrossRef]
- Keene Engineering. Sluice Boxes. 2020. Available online: http://www.keeneeng.com/mm5/merchant.mvc?Screen=CTGY&Category_Code=SB (accessed on 5 November 2020).
- Hamilton, J.F. A Study of the Fine Gold Recovery of Selected Sluicebox Configurations. Master’s Thesis, University British Columbia, Vancouver, BC, Canada, 1988; p. 104. Available online: https://open.library.ubc.ca/cIRcle/collections/ubctheses/831/items/1.0097828 (accessed on 5 November 2020).
- Feijão, A.J.; Pinto, J.A. Amazon and the Gold Saga of the 20th Century. In Garimpo, Meio Ambiente e Sociedade Indígenas; Barbosa, L., Lobato, A.L., Drummond, J.A., Eds.; University Federal Fluminense: Niteroi, RJ, Brazil, 1992; pp. 18–36. (In Portuguese) [Google Scholar]
- Veiga, M.M.; Hinton, J.J. Abandoned artisanal gold mines in the Brazilian Amazon: A legacy of mercury pollution. Nat. Resour. Forum 2002, 26, 15–26. [Google Scholar] [CrossRef]
- Poling, G.W.; Hamilton, J.F. Fine Gold Recovery of Selected Sluicebox Configuration; University of British Columbia Report of Program 3, Placer Mining; The University of British Columbia: Vancouver, BC, Canada, 1986; p. 85. Available online: https://www.hecklerfabrication.com/files/fine_gold_recovery_sluiceboxes__Poling.pdf (accessed on 5 November 2020).
- Gold Hog. Sluice Mats. 2012. Available online: https://youtu.be/U3GeRJ8YPnE or https://youtu.be/kSbx3I_OrMA (accessed on 5 November 2020).
- Gold Dog. Carpets for Artisanal Gold Mining. YouTube, 2016. Available online: https://www.youtube.com/watch?v=WyswDAk6iMQ (accessed on 5 November 2020). (In Portuguese).
- Burt, R. Gravity concentration technology. In Development of Mineral Processing, 5th ed.; Fuerstenau, D.W., Ed.; Elsevier: New York, NY, USA, 1984; p. 605. [Google Scholar]
- Pulp Density Scales. Marcy Pulp Density Scale. 2011. Available online: http://pulpdensityscale.com/ (accessed on 5 November 2020).
- 911-Metellurgist. Dry Washer Gold Mining. 2017. Available online: https://www.911metallurgist.com/blog/drywashers-gold-mining (accessed on 5 November 2020).
- Keene Engineering. Dry Washers. 2020. Available online: http://www.keeneeng.com/mm5/merchant.mvc?Screen=CTGY&Category_Code=DW (accessed on 5 November 2020).
- Maia, F.; Veiga, M.M.; Marshall, B.G.; Stocklin-Weinberg, R.; Constanzo, C.; Hariojati, N.; Villegas, C. Need for technological improvements in the Indonesian cassiterite artisanal mining sector. Extr. Ind. Soc. 2019, 6, 1292–1310. [Google Scholar]
- Veiga, M.M.; Bermudez, D.; Pacheco-Ferreira, H.; Pedroso, L.R.M.; Gunson, A.J.; Berrios, G.; Vos, L.; Huidobro, P.; Roeser, M. Mercury pollution from artisanal gold mining in block B, El Callao, Bolívar State, Venezuela. In Dynamics of Mercury Pollution on Regional and Global Scales, Atmospheric Processes and Human Exposures around the World; Pirrone, N., Mahaffey, K.R., Eds.; Springer: Norwell, MA, USA, 2005; pp. 421–450. ISBN 0-387-24493-X. [Google Scholar]
- Taggart, A.F. Handbook of Ore Dressing; John Wiley & Sons Inc.: New York, NY, USA, 1945; p. 1905. [Google Scholar]
- Green, C.S.; Lewis, P.J.; Wozniak, J.R.; Drevnick, P.E.; Thies, M.L. A comparison of factors affecting the small-scale distribution of mercury from artisanal small-scale gold mining in a Zimbabwean stream system. Sci. Total Environ. 2019, 647, 400–410. [Google Scholar] [CrossRef] [PubMed]
- WCED—World Commission on Environment and Development. Our Common Future; Oxford University Press: Oxford, UK, 1987; p. 400. [Google Scholar]
- Veiga, M.M. Artisanal gold mining: A trap of poverty and pollution. Geotech. News 2009, 27, 45–47. [Google Scholar]
- Telmer, K.; Costa, M.; Angélica, R.S.; Araujo, E.S.; Maurice, Y. The source and fate of sediment and mercury in the Tapajós River, Pará, Brazilian Amazon: Ground- and space-based evidence. J. Environ. Manag. 2006, 81, 101–113. [Google Scholar] [CrossRef] [PubMed]
- Sousa, R.N.; Veiga, M.M. Using performance indicators to evaluate an environmental education program in artisanal gold mining communities in the brazilian amazon. Ambio 2009, 38, 40–46. [Google Scholar] [CrossRef] [PubMed]
- Abols, J.A.; Grady, P.M. Maximizing gravity recovery through the application of multiple gravity devices. In Proceedings of the MEI Conference Gravity Concentration, Perth, Australia, 13–14 March 2006; Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.492.1408&rep=rep1&type=pdf (accessed on 5 November 2020).
- Wills, B.A.; Finch, J.A. Wills’ Mineral Processing Technology, 8th ed.; Elsevier: Amsterdam, The Netherlands, 2016; p. 498. [Google Scholar]
- Priester, M.; Hentshcel, T.; Benthin, B. Tools for Mining. German Appropriate Technology Exchange; Friedr. Vieweg & Sohn Verlagsgesellschaft mbH: Braunschweig, Germany, 1993; p. 537. Available online: http://www.nzdl.org/gsdlmod?e=d-00000-00---off-0hdl--00-0----0-10-0---0---0direct-10---4-------0-1l--11-en-50---20-about---00-0-1-00-0--4----0-0-11-10-0utfZz-8-00&cl=CL2.19.7&d=HASHc096d161f676b196cfad56>=2 (accessed on 17 November 2020).
- Mitchell, C.J.; Evans, E.J.; Styles, M.T. The Design, Construction and Testing of a Simple Shaking Table for Gold Recovery: Laboratory Testing and Field Trials; Technical Report Survey; British Geological Survey: Keyworth, UK, 1997; p. 51. Available online: https://www.911metallurgist.com/blog/wp-content/uploads/2015/08/Gold-Shaking-Table-Design.pdf (accessed on 5 November 2020).
- MD Mineral Technologies. Gemeni Table. 2005. Available online: http://www.gravityrecovery.com/Introduction.htm (accessed on 5 November 2020).
- Strange, S.; Schumacher, E.F. Small is beautiful: A study of economics as if people mattered. Int. Aff. 1974, 50, 104. [Google Scholar] [CrossRef]
- Veiga, M.M.; Correa, M. Alternative Technologies for Processing Gold in Artisanal Mining; Agriteam and Comunica Project, Ed.; Pub. Canadian Foreign Affairs: Bogotá, Colombia, 2019; p. 89. Available online: https://comunicacolombia.co/images/recursos/libro_mercurio.pdf (accessed on 5 November 2020). (In Spanish)
- Jankovic, A.; Valery, W.; Sonm, B. The Benefits of High Classification Efficiency in Closed Ball Mill Circuits. Proc. XV Balkan Mineral Processing Congress, Sozopol, Bulgaria. 2013. Available online: https://www.researchgate.net/publication/283645413_THE_BENEFITS_OF_HIGH_CLASSIFICATION_EFFICIENCY_IN_CLOSED_BALL_MILL_CIRCUITS (accessed on 5 November 2020).
- Chen, Q.; Yang, H.-Y.; Tong, L.-L.; Niu, H.-Q.; Zhang, F.-S.; Chen, G.-M. Research and application of a Knelson concentrator: A review. Miner. Eng. 2020, 152, 106339. [Google Scholar] [CrossRef]
- Sepro Mineral Systems Corperation. Which Falcon Concentrators Can Recover Gold? 2019. Available online: https://seprosystems.com/which-falcon-concentrators-can-recover-gold/ (accessed on 5 November 2020).
- Agorhom, E.A.; Owusu, C. The Effects of pulp rheology on gravity gold recovery in free milling gold ore of the Tarkwaian systems of Ghana. Miner. Process. Extr. Met. Rev. 2020, 1–6. [Google Scholar] [CrossRef]
- FLSmidth. Knelson Concentrator KC CD12: Specification Sheet. 2013. Available online: https://www.consep.com.au/assets/documents/Knelson%20KC-CD12%20rev1.pdf (accessed on 5 November 2020).
- Falcon Concentrator. Falcon Semi-Batch (SB) Concentrators. 2019. Available online: https://seprosystems.com/wp-content/uploads/2016/08/Falcon_SB_Concentrator_2018.pdf (accessed on 5 November 2020).
- Laplante, A.R. Testing Requirements and Insight for Gravity Gold Circuit Design. In Proceedings of the Randol Gold & Silver Forum 2000, Vancouver, BC, Canada, 25 April 2000; p. 11. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.604.25&rep=rep1&type=pdf (accessed on 5 November 2020).
- Laplante, A.R.; Dunne, R.C. The Gravity Recoverable Gold and Flash Flotation. In Proceedings of the 34th Annual Meeting of the Canadian Mineral Processors, Ottawa, ON, Canada, 22–24 January 2002; p. 19. Available online: https://seprosystems.com/wp-content/uploads/2016/09/laplante.pdf (accessed on 5 November 2020).
- Laplante, A.R.; Clarke, J. A simple gravity-recoverable gold test. In Proceedings of the 38th Annual Meeting of the Canadian Mineral Processors, Ottawa, ON, Canada, 17–19 January 2006; pp. 23–37. [Google Scholar]
- Zhang, W.; Cai, M.; Li, G.; Huang, F.; Zhu, X.; Xu, C.; Zhao, J. Research and application of nelson concentrator in beneficiation test of quartz vein type gold ore. IOP Conf. Ser. Earth Environ. Sci. 2020, 546, 052056. [Google Scholar] [CrossRef]
- Knleson Concentrators. Semi-Continuous (Batch) Knelson Concentrator Specifications. 2020. Available online: http://knelsongravity.xplorex.com/sites/knelsongravity/files/Gravity/Semi-Final.pdf (accessed on 5 November 2020).
- Appel, P.W.U.; Na-Oy, L. The borax method of gold extraction for small-scale miners. J. Health Pollut. 2011, 2, 5–10. [Google Scholar] [CrossRef]
- Beard, R.R. Treating Gold Ores by Amalgamation; Department of Mines and Mineral Resources, University of Arizona: Tucson, AZ, USA, 1987; Circular 27. Available online: http://mines.az.gov/Publications/circ027amalgam.htm (accessed on 5 November 2020).
- Pantoja, F.; Alvarez, R. Decrease of Pollution by Mercury in Gold Mining in Latin America; Villas Boas, R.C., Barreto, M.L., Eds.; Mine Closure in Iberoamerica; CYTED/IMAAC/UNIDO: Rio de Janeiro, Brazil, 2000; pp. 178–190. [Google Scholar]
- Moody, K.H.; Hasan, K.M.; Aljic, S.; Blakeman, V.M.; Hicks, L.P.; Loving, D.C.; Moore, M.E.; Hammett, B.S.; Silva-González, M.; Seney, C.S.; et al. Mercury emissions from Peruvian gold shops: Potential ramifications for Minamata compliance in artisanal and small-scale gold mining communities. Environ. Res. 2020, 182, 109042. [Google Scholar] [CrossRef] [PubMed]
- Velasquez, P.C.; Veiga, M.M.; Klein, B.; Shandro, J.; Hall, K. Cyanidation of mercury-rich tailings in artisanal and small-scale gold mining: Identifying strategies to manage environmental risks in southern Ecuador. J. Clean. Prod. 2011, 19, 1125–1133. [Google Scholar] [CrossRef]
- Hedley, N.; Tabachnick, H. Chemistry of Cyanidation. Mineral Dressing Notes; American Cyanamid Co.: Bound Brook, NJ, USA, 1968. [Google Scholar]
- Egan, J.; Bazin, C.; Hodouin, D. Effect of particle size and grinding time on gold dissolution in cyanide solution. Minerals 2016, 6, 68. [Google Scholar] [CrossRef] [Green Version]
- Higgins, P. What is Affecting Your Dissolved Oxygen Measurements? 2013. Available online: https://www.ysi.com/ysi-blog/water-blogged-blog/2013/05/what-is-affecting-your-dissolved-oxygen-measurements-part-1-of-4 (accessed on 5 November 2020).
- Sousa, R.N.; Veiga, M.M.; Klein, B.; Telmer, K.; Gunson, A.J.; Bernaudat, L. Strategies for Reducing the Environmental Impact of Reprocessing Mercury-contaminated Tailings in the Artisanal and Small-scale Gold Mining Sector: Insights from Tapajos River Basin, Brazil. J. Clean. Prod. 2010, 18, 1757–1766. [Google Scholar] [CrossRef]
- Mahlatsi, S.; Guest, R. The iGoli mercury-free gold extraction process. Urban Health Dev. Bull. 2003, 6, 62–63. [Google Scholar]
- Styles, M.; Amankwah, R.; Al Hassan, S.; Nartey, R. The identification and testing of a method for mercury-free gold processing for artisanal and small-scale gold miners in Ghana. Int. J. Environ. Pollut. 2010, 41, 289. [Google Scholar] [CrossRef] [Green Version]
- Hilson, G.; Monhemius, A.; Monhemius, A. Alternatives to cyanide in the gold mining industry: What prospects for the future? J. Clean. Prod. 2006, 14, 1158–1167. [Google Scholar] [CrossRef]
- Gökelma, M.; Birich, A.; Stopić, S.R.; Friedrich, I.D.H.B. A review on alternative gold recovery re-agents to cyanide. J. Mater. Sci. Chem. Eng. 2016, 4, 8–17. [Google Scholar] [CrossRef] [Green Version]
- EnviroLeach Technologies. Eco-Friendly Gold Production. 2020. Available online: https://enviroleach.com/ (accessed on 5 November 2020).
- Torkaman, P.; Veiga, M.M.; Andrade-Lima, L.R.P.; Oliveira, L.A.; Motta, J.S.; Jesus, J.L.; Lavkulich, L. Leaching gold with cassava: An option for artisanal miners to eliminate mercury use. J. Clean. Prod. 2020. submitted. [Google Scholar]
- Sen, S.; Ipekoglu, U.; Cilingir, Y. Flotation of fine gold particles by the assistance of coal-oil agglomerates. Sep. Sci. Technol. 2010, 45, 610–618. [Google Scholar] [CrossRef]
- Kotze, W.; Petersen, F.W. Free gold recovery by coal-oil agglomeration. J. S. Afr. Inst. Min. Metal. 2000, 100, 57–62. [Google Scholar]
- Marciano, A.; Costa, L.; Lins, F. Utilization of coal-oil agglomerates to recover gold particles. Miner. Eng. 1994, 7, 1401–1409. [Google Scholar] [CrossRef]
- Mehrotra, V.; Sastry, K.; Morey, B. Review of oil agglomeration techniques for processing of fine coals. Int. J. Miner. Process. 1983, 11, 175–201. [Google Scholar] [CrossRef]
- Calvez, J.; Kim, M.; Wong, P.; Tran, T. Use of coal-oil agglomerates for particulate gold recovery. Miner. Eng. 1998, 11, 803–812. [Google Scholar] [CrossRef]
- Otsuki, A.; Yue, C. Coal-oil gold agglomeration assisted flotation to recover gold from refractory ore. J. Physics Conf. Ser. 2017, 879, 012021. [Google Scholar] [CrossRef] [Green Version]
- Veiga, M.M.; Fadina, O. A review of the failed attempts to curb mercury use at artisanal gold mines and a proposed solution. Extr. Ind. Soc. 2020, 7, 1135–1146. [Google Scholar] [CrossRef]
- UNEP—United Nations Environment Programme. A Practical Guide on Reducing Mercury Use in Artisanal and Small-Scale Gold Mining. Guide Produced in Conjunction with Artisanal Gold Council. 2012. Available online: https://wedocs.unep.org/bitstream/handle/20.500.11822/11524/reducing_mercury_artisanal_gold_mining.pdf?sequence=1&isAllowed=y (accessed on 5 November 2020).
- Jønsson, J.B.; Appel, P.W.; Chibunda, R.T. A matter of approach: The retort’s potential to reduce mercury consumption within small-scale gold mining settlements in Tanzania. J. Clean. Prod. 2009, 17, 77–86. [Google Scholar] [CrossRef]
- Shandro, J.A.; Veiga, M.M.; Chouinard, R. Reducing mercury pollution from artisanal gold mining in Munhena, Mozambique. J. Clean. Prod. 2009, 17, 525–532. [Google Scholar] [CrossRef]















































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Amalgamation Method | Hglost: Auproduced |
|---|---|
| Whole ore with amalgamating sluices | ≥3 |
| Whole ore in small ball mills | >6 |
| Concentrates with no retort | ~1 |
| Concentrates with retorts | <0.1 |
| Production Rate (tpd) | CAPEX, US$ | OPEX, US$/a | CAPEX (US$/tpa) | OPEX (US$/tpa) |
|---|---|---|---|---|
| 200 | 3,946,266 | 855,091 | 66 | 14 |
| 100 | 2,603,565 | 564,150 | 87 | 19 |
| 50 | 1,717,712 | 372,200 | 115 | 25 |
| 25 | 1,133,267 | 245,560 | 151 | 33 |
| 10 | 653,986 | 141,708 | 218 | 47 |
| 5 | 431,470 | 93,492 | 288 | 62 |
| 2 | 248,993 | 53,953 | 415 | 90 |
| Production Rate (tpd) | CAPEX, US$ | OPEX, US$/a | OPEX/tpa |
|---|---|---|---|
| 0.2 | 2600 | 4500 | 75 |
| 0.5 | 4500 | 6259 | 42 |
| 1 | 5500 | 8032 | 27 |
| 2 | 10,500 | 10,309 | 17 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Veiga, M.M.; Gunson, A.J. Gravity Concentration in Artisanal Gold Mining. Minerals 2020, 10, 1026. https://doi.org/10.3390/min10111026
Veiga MM, Gunson AJ. Gravity Concentration in Artisanal Gold Mining. Minerals. 2020; 10(11):1026. https://doi.org/10.3390/min10111026
Chicago/Turabian StyleVeiga, Marcello M., and Aaron J. Gunson. 2020. "Gravity Concentration in Artisanal Gold Mining" Minerals 10, no. 11: 1026. https://doi.org/10.3390/min10111026
APA StyleVeiga, M. M., & Gunson, A. J. (2020). Gravity Concentration in Artisanal Gold Mining. Minerals, 10(11), 1026. https://doi.org/10.3390/min10111026