A Novel Particle-Based Approach for Modeling a Wet Vertical Stirred Media Mill



Abstract
:1. Introduction
2. Materials
3. Modeling and Simulation
3.1. Discrete Element Method
3.2. Particle Finite Element Method
3.2.1. Balance Equations in an ALE Framework
3.2.2. Meshing Procedure in the Particle Finite Element Method
- The computational domain is filled with a set of points/particles.
- Internal and external boundaries are identified using an alpha shape scheme [49].
- The FEM is used to solve the governing equations on the mesh.
- Nodal positions are updated.
- Return to step 4. If a remesh is required, return to step 2.
3.2.3. Time Integration
3.2.4. Spatial Discretization by the Finite Element Method
3.3. Grinding Media, Slurry, and Mill Interaction
3.4. Simulation Procedures
4. Results and Discussion
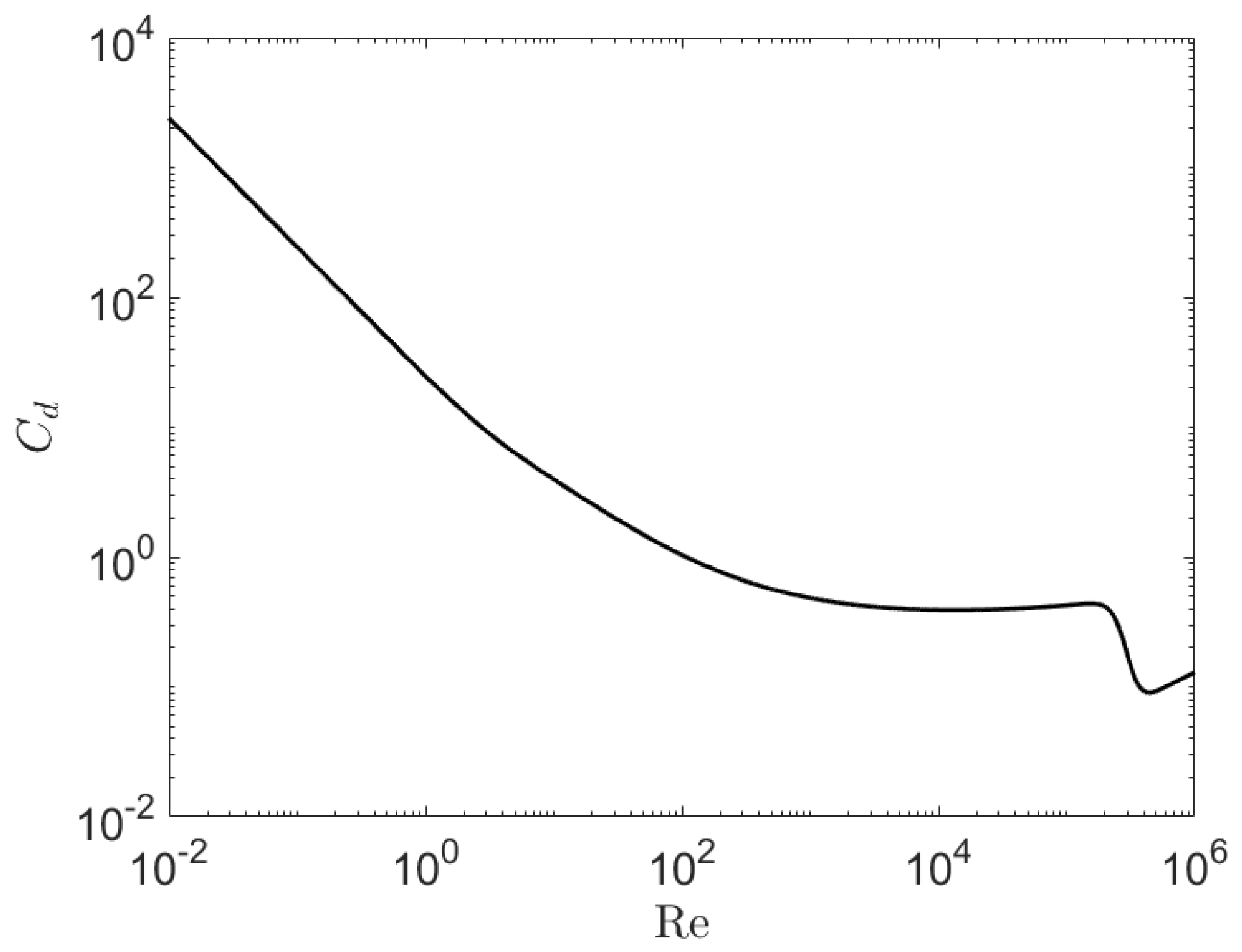
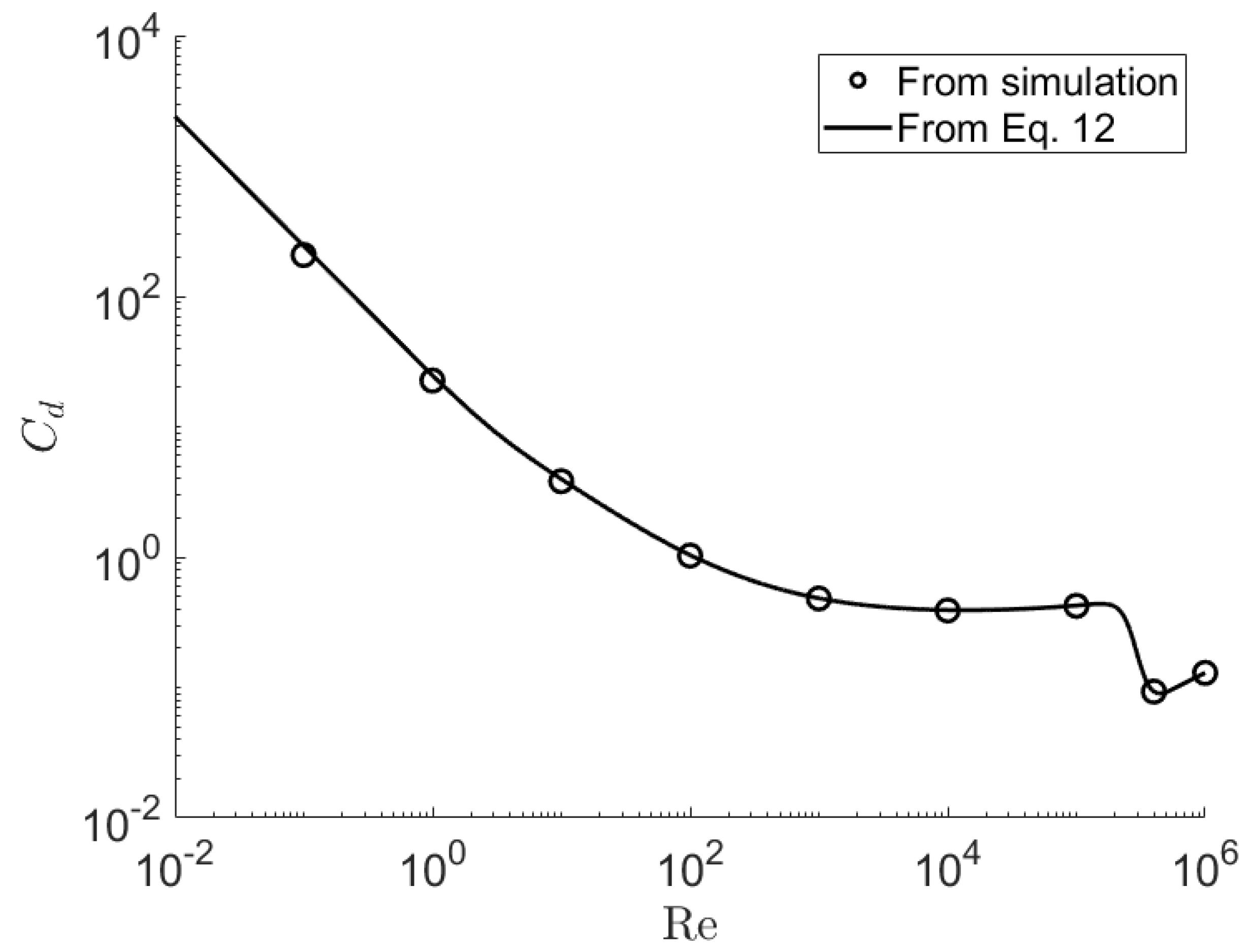
4.1. Steady Flow Past a Static Sphere
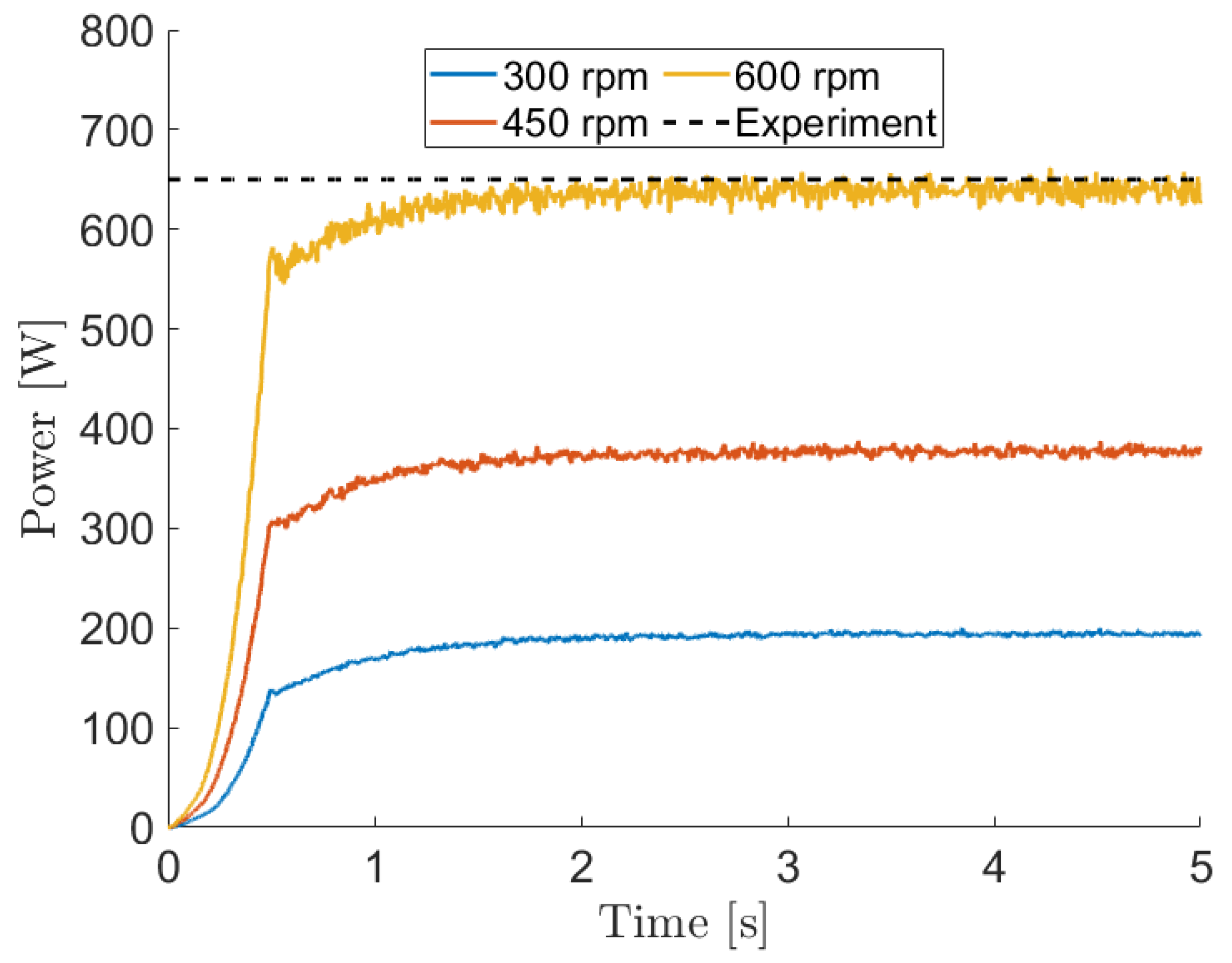
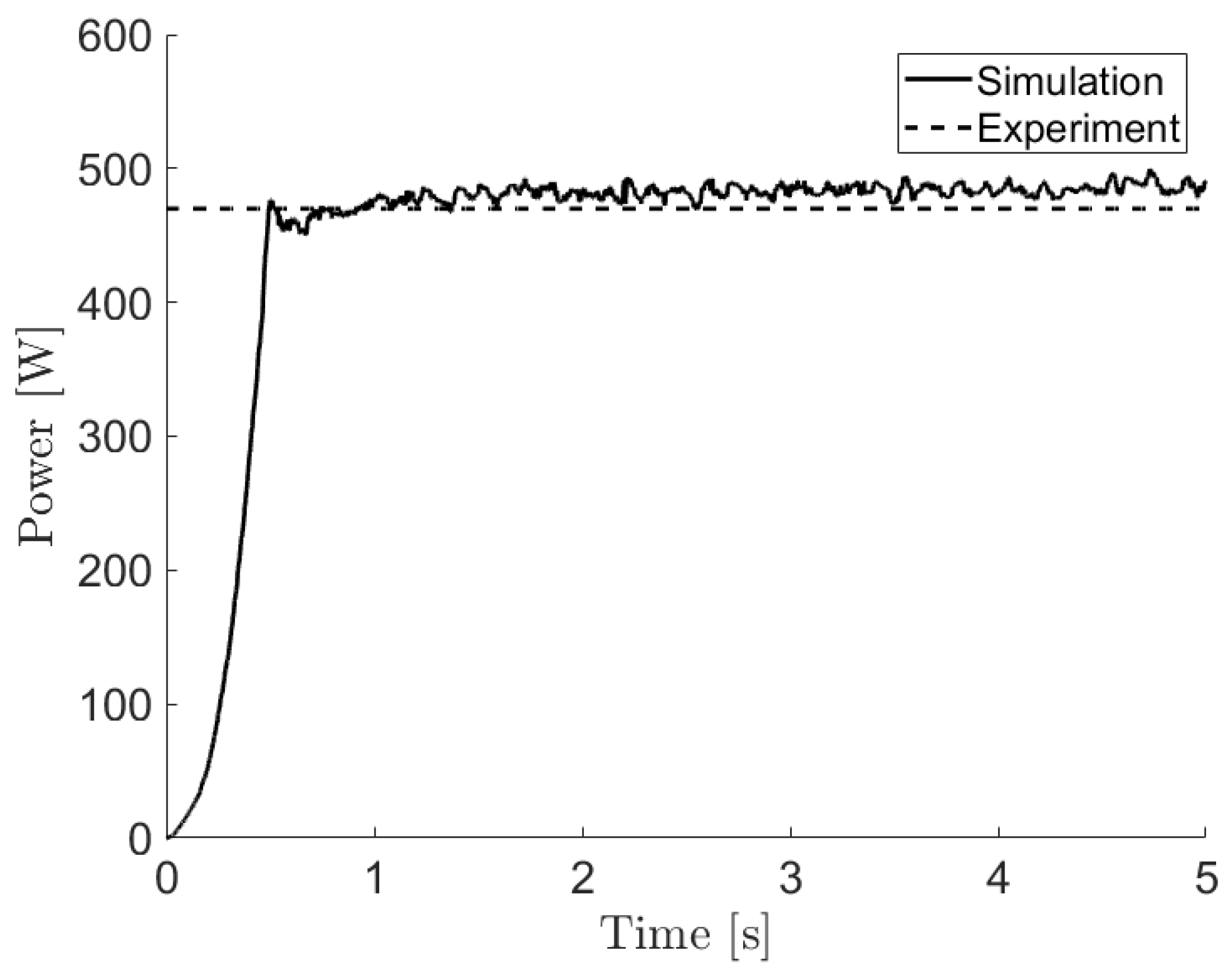
4.2. Power Consumption
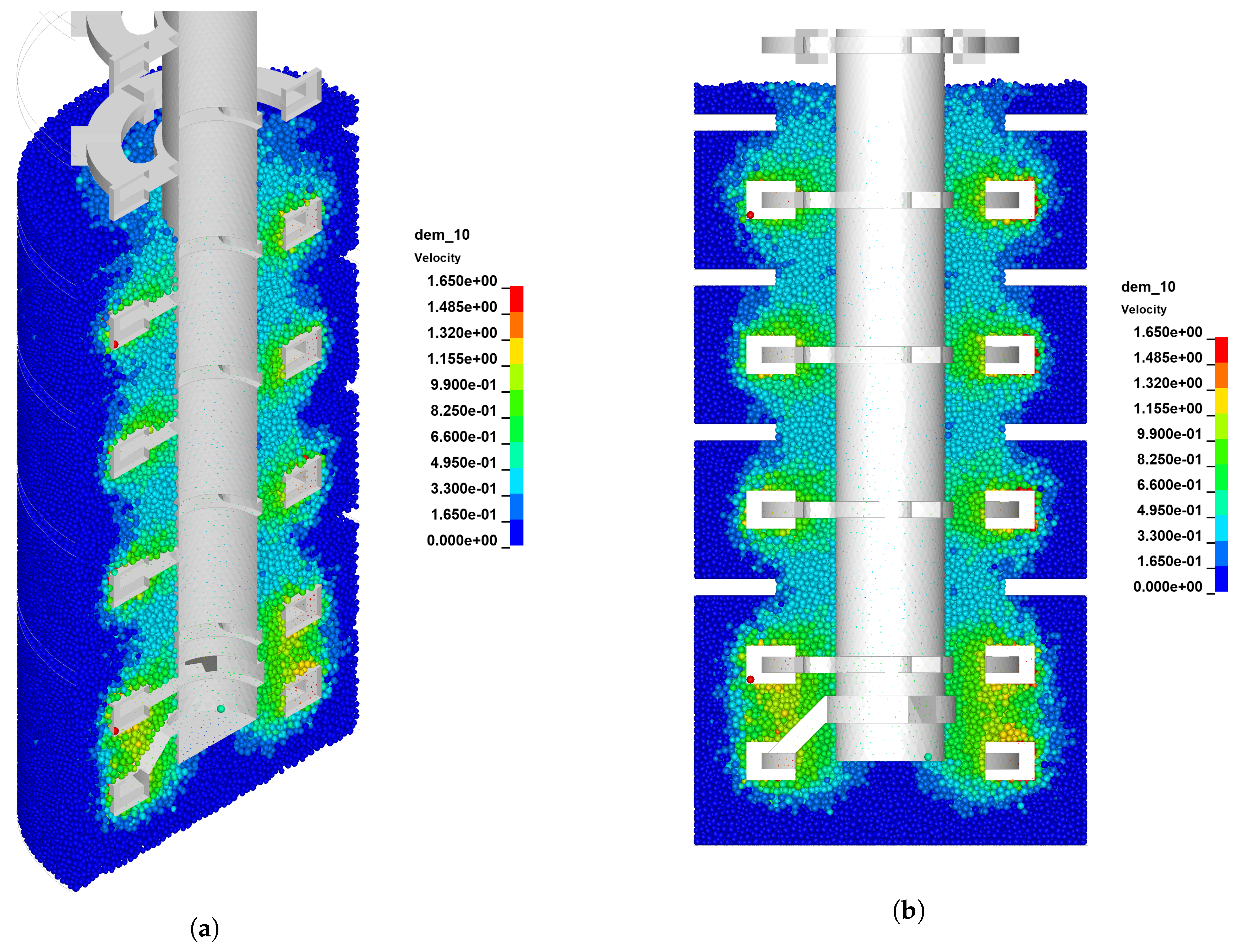
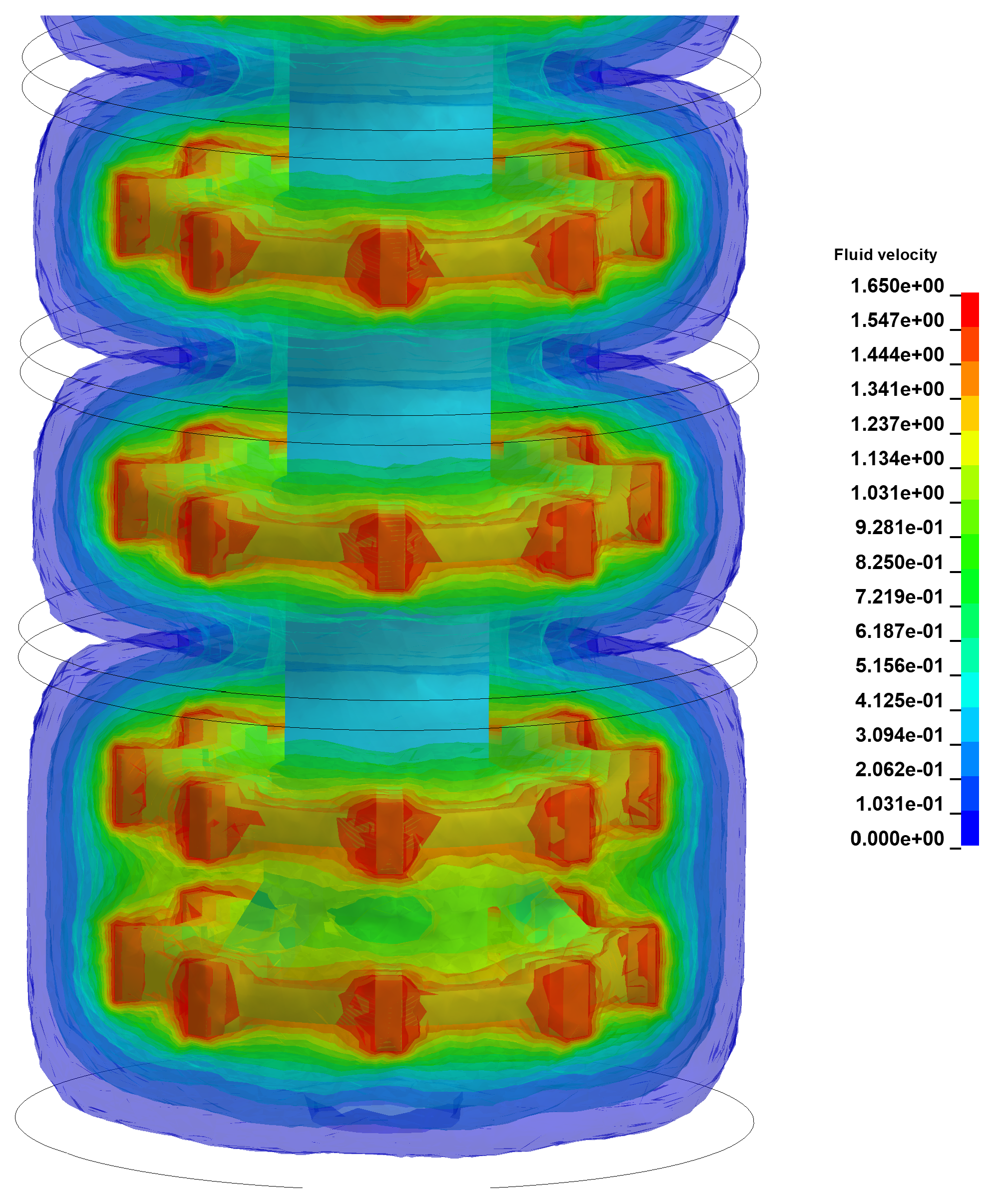
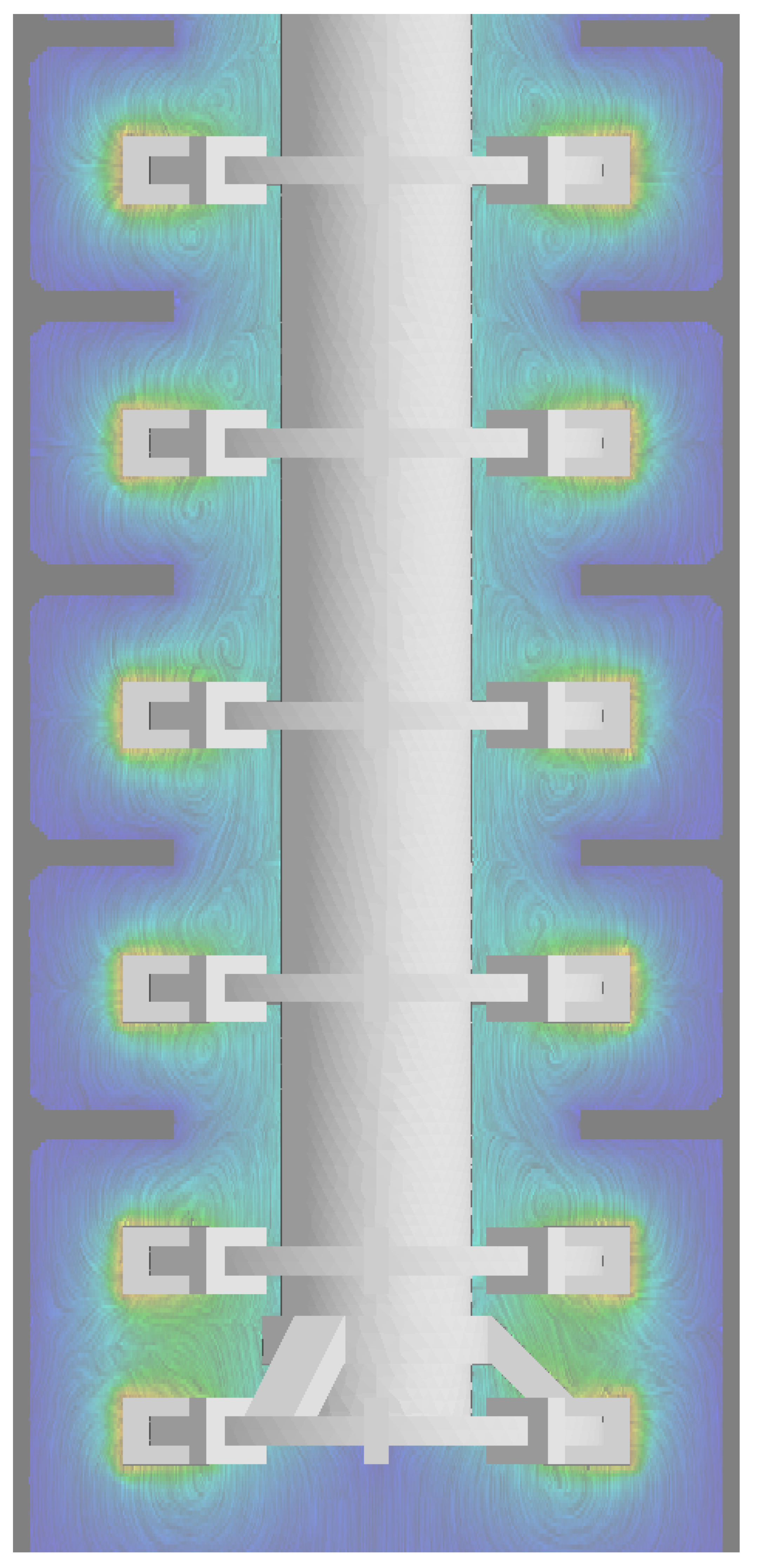
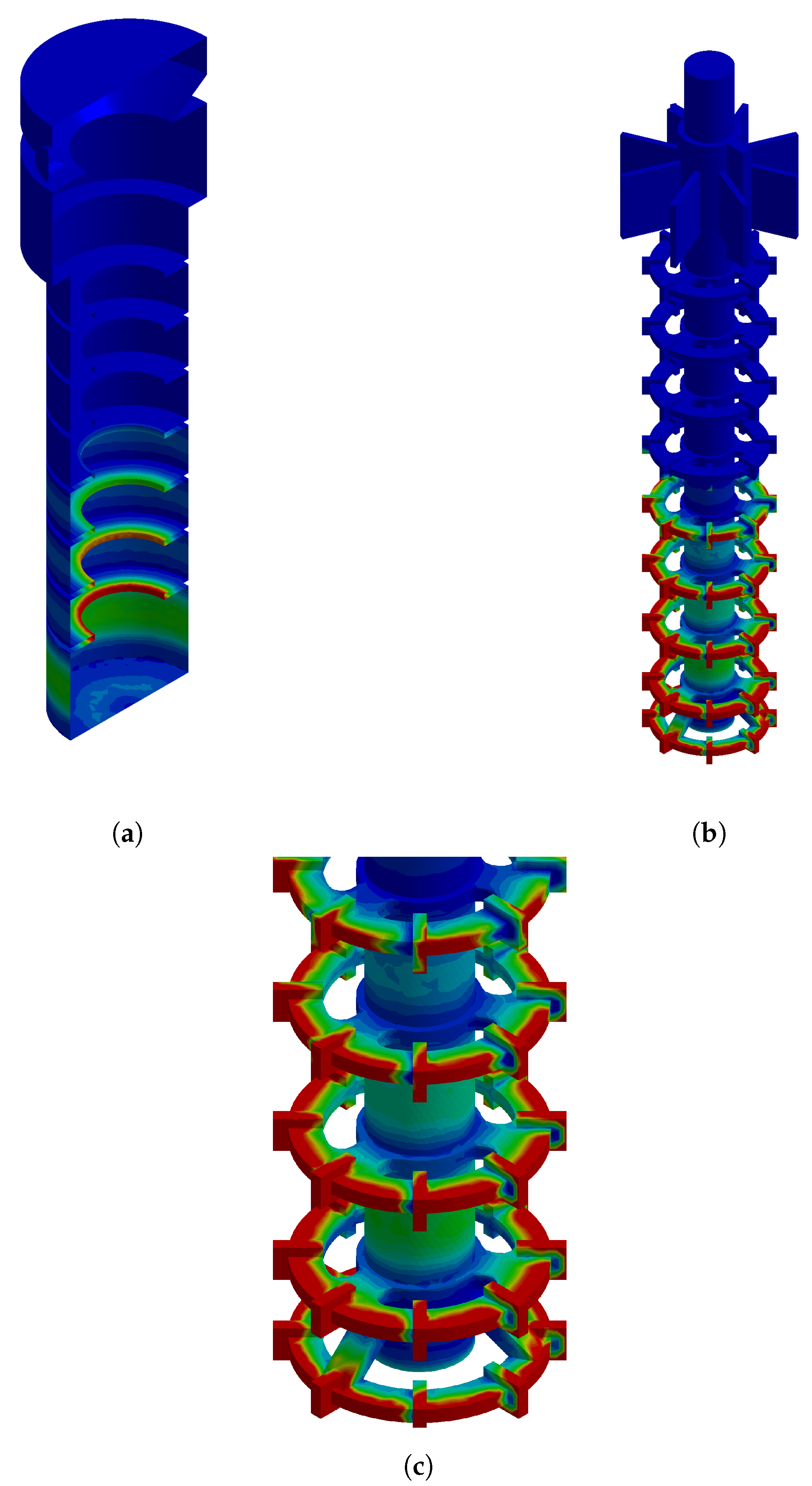
4.3. Grinding Media and Fluid Dynamics and Wear Prediction
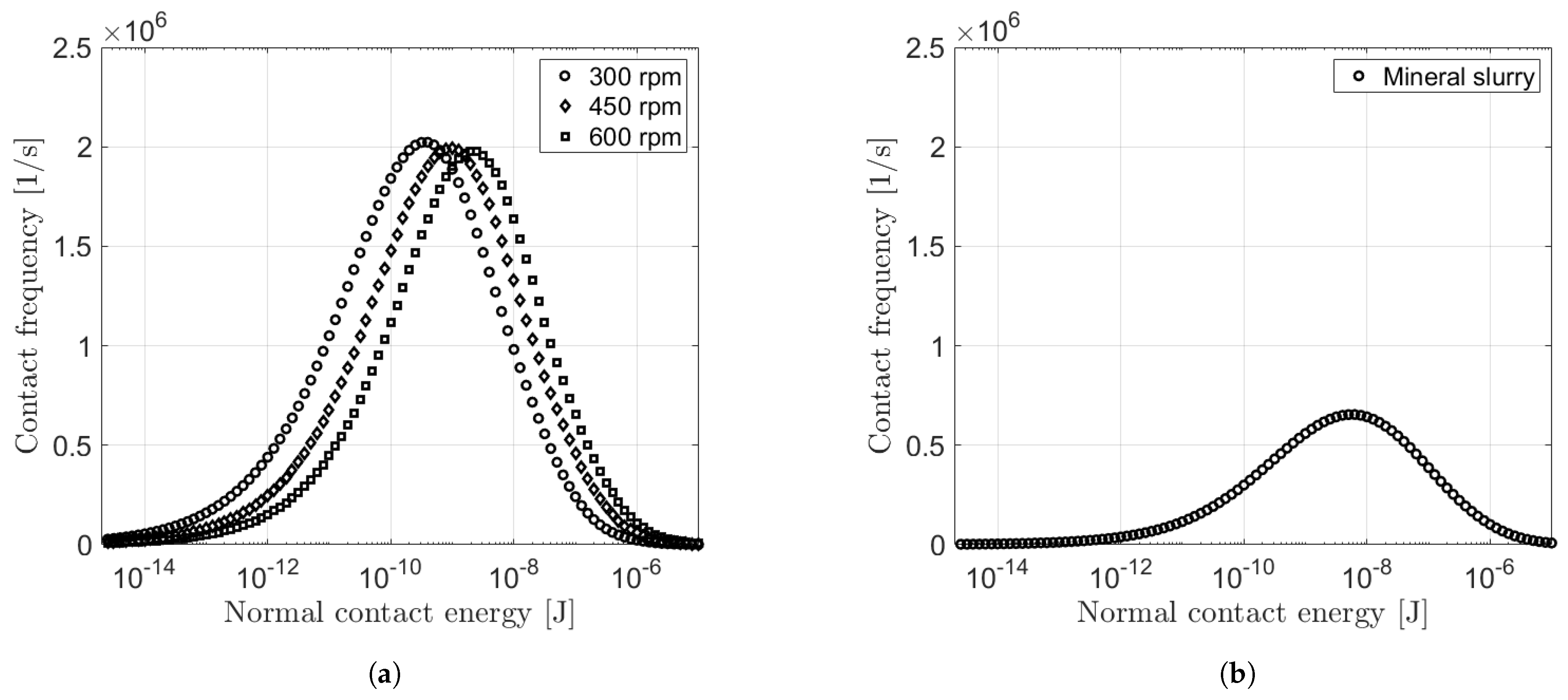
4.4. Contact Energy Spectra
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wills, B.A.; Napier-Munn, T. Wills’ Mineral Processing Technology an Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery, 7th ed.; Elsevier/BH: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Daniel, M.; Lane, G.; Mclean, E. Efficiency, economics, energy and emissions-emerging criteria for comminution circuitdecision making. In Proceedings of the XXV International Mineral Processing Congress (IMPC), Brisbane, Australia, 6–10 September 2010; pp. 3523–3531. [Google Scholar]
- Jeswiet, J.; Szekeres, A. Energy Consumption in Mining Comminution. Procedia CIRP 2016, 48, 140–145. [Google Scholar] [CrossRef] [Green Version]
- Jankovic, A.; Valery, W.; Davis, E. Cement grinding optimisation. Miner. Eng. 2004, 17, 1075–1081. [Google Scholar] [CrossRef]
- Shi, F.; Morrison, R.; Cervellin, A.; Burns, F.; Musa, F. Comparison of energy efficiency between ball mills and stirred mills in coarse grinding. Miner. Eng. 2009, 22, 673–680. [Google Scholar] [CrossRef]
- Ohenoja, K.; Illikainen, M. Effect of operational parameters and stress energies on stirred media milling of talc. Powder Technol. 2015, 283, 254–259. [Google Scholar] [CrossRef]
- Breitung-Faes, S. Estimation of product relating energy of wet operated stirred media mills in terms of process transfer to other mill geometries and sizes. Miner. Eng. 2017, 103–104, 33–42. [Google Scholar] [CrossRef]
- Heath, A.; Keikkala, V.; Paz, A.; Lehto, H. A power model for fine grinding HIGmills with castellated rotors. Miner. Eng. 2017, 103–104, 25–32. [Google Scholar] [CrossRef]
- Flach, F.; Breitung-Faes, S.; Kwade, A. Model based process optimization of nanosuspension preparation via wet stirred media milling. Powder Technol. 2018, 331, 146–154. [Google Scholar] [CrossRef]
- Anderson, G.S.; Bandarian, P.A. Improving IsaMill™ energy efficiency through shaft spacer design. Miner. Eng. 2019, 132, 211–219. [Google Scholar] [CrossRef]
- Sinnott, M.; Cleary, P.W.; Morrison, R. Analysis of stirred mill performance using DEM simulation: Part 1- Media motion, energy consumption and collisional environment. Miner. Eng. 2006, 19, 1537–1550. [Google Scholar] [CrossRef]
- Cleary, P.W.; Sinnott, M.; Morrison, R. Prediction of slurry transport in SAG mills using SPH fluid flow in a dynamic DEM based porous media. Miner. Eng. 2006, 19, 1517–1527. [Google Scholar] [CrossRef]
- Yang, R.Y.; Jayasundara, C.T.; Yu, A.B.; Curry, D. DEM simulation of the flow of grinding media in IsaMill. Miner. Eng. 2006, 19, 984–994. [Google Scholar] [CrossRef]
- Boemer, D.; Ponthot, J.P. DEM modeling of ball mills with experimental validation: Influence of contact parameters on charge motion and power draw. Comput. Part. Mech. 2017, 4, 53–67. [Google Scholar] [CrossRef]
- Hasankhoei, A.R.; Maleki-Moghaddam, M.; Haji-Zadeh, A.; Barzgar, M.E.; Banisi, S. On dry SAG mills end liners: Physical modeling, DEM-based characterization and industrial outcomes of a new design. Miner. Eng. 2019, 141, 105835. [Google Scholar] [CrossRef]
- Cleary, P.W.; Owen, P. Effect of operating condition changes on the collisional environment in a SAG mill. Miner. Eng. 2019, 132, 297–315. [Google Scholar] [CrossRef]
- Cleary, P.W.; Owen, P. Effect of particle shape on structure of the charge and nature of energy utilisation in a SAG mill. Miner. Eng. 2019, 132, 48–68. [Google Scholar] [CrossRef]
- Cleary, P.W. Effect of rock shape representation in DEM on flow and energy utilisation in a pilot SAG mill. Comput. Part. Mech. 2019, 6, 461–477. [Google Scholar] [CrossRef]
- Fukui, S.; Tsunazawa, Y.; Hisatomi, S.; Granata, G.; Tokoro, C.; Okuyama, K.; Iwamoto, M.; Sekine, Y. Effect of agitator shaft direction on grinding performance in media stirred mill: Investigation using DEM simulation. Mater. Trans. 2018, 59, 488–493. [Google Scholar] [CrossRef] [Green Version]
- Riley, M.; Pinkney, S.; Blackburn, S.; Rowson, N.A. Spatial distributions of media kinetic energy as measured by positron emission particle tracking in a vertically stirred media mill. Miner. Eng. 2016, 98, 177–186. [Google Scholar] [CrossRef]
- Yang, Y.; Rowson, N.A.; Tamblyn, R.; Ingram, A. Effect of operating parameters on fine particle grinding in a vertically stirred media mill. Sep. Sci. Technol. 2017, 52, 1143–1152. [Google Scholar] [CrossRef]
- Daraio, D.; Villoria, J.; Ingram, A.; Alexiadis, A.; Stitt, E.H.; Marigo, M. Validation of a discrete element method (DEM) model of the grinding media dynamics within an attritor mill using positron emission particle tracking (PEPT) measurements. Appl. Sci. 2019, 9, 4816. [Google Scholar] [CrossRef] [Green Version]
- Orozco, L.F.; Nguyen, D.H.; Delenne, J.Y.; Sornay, P.; Radjai, F. Discrete-element simulations of comminution in rotating drums: Effects of grinding media. Powder Technol. 2020, 362, 157–167. [Google Scholar] [CrossRef] [Green Version]
- Oliveira, A.L.; Rodriguez, V.A.; de Carvalho, R.M.; Powell, M.S.; Tavares, L.M. Mechanistic modeling and simulation of a batch vertical stirred mill. Miner. Eng. 2020, 156, 106487. [Google Scholar] [CrossRef]
- Chaudry, M.A.; Wriggers, P. On the computational aspects of comminution in discrete element method. Comput. Part. Mech. 2018, 5, 175–189. [Google Scholar] [CrossRef]
- Gingold, R.A.; Monaghan, J.J. Smoothed particle hydrodynamics: Theory and application to non-spherical stars. Mon. Not. R. Astron. Soc. 1977, 181, 375–389. [Google Scholar] [CrossRef]
- Lucy, L.B. A numerical approach to the testing of the fission hypothesis. Astron. J. 1977, 82, 1013–1024. [Google Scholar] [CrossRef]
- Jonsén, P.; Pålsson, B.; Häggblad, H.A. A novel method for full-body modelling of grinding charges in tumbling mills. Miner. Eng. 2012, 33, 2–12. [Google Scholar] [CrossRef]
- Jonsén, P.; Pålsson, B.; Stener, J.; Häggblad, H.A. A novel method for modelling of interactions between pulp, charge and mill structure in tumbling mills. Miner. Eng. 2014, 63, 65–72. [Google Scholar] [CrossRef]
- Jonsén, P.; Stener, J.F.; Pålsson, B.I.; Häggblad, H.A. Validation of a model for physical interactions between pulp, charge and mill structure in tumbling mills. Miner. Eng. 2015, 73, 77–84. [Google Scholar] [CrossRef]
- Ndimande, C.B.; Cleary, P.W.; Mainza, A.N.; Sinnott, M.D. Using two-way coupled DEM-SPH to model an industrial scale Stirred Media Detritor. Miner. Eng. 2019, 137, 259–276. [Google Scholar] [CrossRef]
- Jayasundara, C.T.; Yang, R.Y.; Guo, B.Y.; Yu, A.B.; Govender, I.; Mainza, A.; Westhuizen, A.V.D.; Rubenstein, J. CFD-DEM modelling of particle flow in IsaMills - Comparison between simulations and PEPT measurements. Miner. Eng. 2011, 24, 181–187. [Google Scholar] [CrossRef]
- Beinert, S.; Schilde, C.; Gronau, G.; Kwade, A. CFD-discrete element method simulations combined with compression experiments to characterize stirred-media mills. Chem. Eng. Technol. 2014, 37, 770–778. [Google Scholar] [CrossRef]
- Beinert, S.; Fragnière, G.; Schilde, C.; Kwade, A. Analysis and modelling of bead contacts in wet-operating stirred media and planetary ball mills with CFD-DEM simulations. Chem. Eng. Sci. 2015, 134, 648–662. [Google Scholar] [CrossRef]
- Winardi, S.; Widiyastuti, W.; Septiani, E.L.; Nurtono, T. Simulation of solid-liquid flows in a stirred bead mill based on computational fluid dynamics (CFD). Mater. Res. Express 2018, 5. [Google Scholar] [CrossRef]
- Oñate, E.; Angel, M.; Latorre, S.; Casas, G.; Rossi, R.; Rojek, J. Lagrangian analysis of multiscale particulate flows with the particle finite element method. Comput. Part. Mech. 2014, 1, 85–102. [Google Scholar] [CrossRef] [Green Version]
- Celigueta, M.A.; Deshpande, K.M.; Latorre, S.; Oñate, E. A FEM-DEM technique for studying the motion of particles in non-Newtonian fluids. Application to the transport of drill cuttings in wellbores. Comput. Part. Mech. 2016, 3, 263–276. [Google Scholar] [CrossRef] [Green Version]
- Franci, A.; De-Pouplana, I.; Casas, G.; Celigueta, M.A.; González-Usúa, J.; Oñate, E. PFEM–DEM for particle-laden flows with free surface. Comput. Part. Mech. 2020, 7, 101–120. [Google Scholar] [CrossRef]
- Jonsén, P.; Hammarberg, S.; Pålsson, B.I.; Lindkvist, G. Preliminary validation of a new way to model physical interactions between pulp, charge and mill structure in tumbling mills. Miner. Eng. 2019, 130, 76–84. [Google Scholar] [CrossRef]
- Larsson, S.; Pålsson, B.I.; Parian, M.; Jonsén, P. A novel approach for modelling of physical interactions between slurry, grinding media and mill structure in wet stirred media mills. Miner. Eng. 2020, 148, 106180. [Google Scholar] [CrossRef]
- Pin, F.D.; Idelsohn, S.; Oñate, E.; Aubry, R. The ALE/Lagrangian Particle Finite Element Method: A new approach to computation of free-surface flows and fluid-object interactions. Comput. Fluids 2007, 36, 27–38. [Google Scholar] [CrossRef]
- LSTC. LS-DYNA Keyword User’s Manual Version R9.0; Livermore Software Technology Corporation: Livermore, CA, USA, 2016; Volume I. [Google Scholar]
- Cundall, P.A.; Strack, O.D.L. A discrete numerical model for granular assemblies. Géotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Idelsohn, S.R.; Oñate, E.; Del Pin, F. The particle finite element method: A powerful tool to solve incompressible flows with free-surfaces and breaking waves. Int. J. Numer. Methods Eng. 2004, 61, 964–989. [Google Scholar] [CrossRef] [Green Version]
- Idelsohn, S.R.; Oñate, E. To mesh or not to mesh. That is the question…. Comput. Methods Appl. Mech. Eng. 2006, 195, 4681–4696. [Google Scholar] [CrossRef]
- LSTC. ICFD THEORY MANUAL Incompressible Fluid Solver in LS-DYNA; Livermore Software Technology Corporation: Livermore, CA, USA, 2014. [Google Scholar]
- Delaunay, B. Sur la Sphere Vide, A la memoire de Georges Voronoi. Bull. L’Academie Des Sci. L’Urss. Cl. Des Sci. Math. 1934, 6, 793–800. [Google Scholar]
- Shewchuk, J.R. A Condition Guaranteeing the Existence of Higher-Dimensional Constrained Delaunay Triangulations. In Proceedings of the Fourteenth Annual Symposium on Computational Geometry, Minneapolis, MN, USA, 7–10 June 1998; ACM: Minneapolis, MN, USA, 1998; pp. 76–85. [Google Scholar]
- Edelsbrunner, H.; Mücke, E.P. Three-dimensional alpha shapes. ACM Trans. Graph. 1994, 13, 43–72. [Google Scholar] [CrossRef]
- Cremonesi, M.; Franci, A.; Idelsohn, S.; Oñate, E. A State of the Art Review of the Particle Finite Element Method (PFEM). Arch. Comput. Methods Eng. 2020. [Google Scholar] [CrossRef]
- Chorin, A.J. Numerical Solution of the Navier-Stokes Equations. Math. Comput. 1968, 22, 745–762. [Google Scholar] [CrossRef]
- Témam, R. Sur l’Approximation de la Solution des Équations de Navier-Stokes par la Méthode des Pas Fractionnaires (I). Arch. Ration. Mech. Anal. 1969, 32, 135–153. [Google Scholar] [CrossRef]
- Brown, D.L.; Cortez, R.; Minion, M.L. Accurate Projection Methods for the Incompressible Navier-Stokes Equations. J. Comput. Phys. 2001, 168, 464–499. [Google Scholar] [CrossRef] [Green Version]
- Codina, R. Pressure Stability in Fractional Step Finite Element Methods for Incompressible Flows. J. Comput. Phys. 2001, 170, 112–140. [Google Scholar] [CrossRef]
- Zienkiewicz, O.; Taylor, R.; Nithiarasu, P. The Finite Element Method for Fluid Dynamics, 7th ed.; Butterworth-Heinemann: Oxford, UK, 2014. [Google Scholar]
- Oñate, E. Derivation of stabilized equations for numerical solution of advective-diffusive transport and fluid flow problems. Comput. Methods Appl. Mech. Eng. 1998, 151, 233–265. [Google Scholar] [CrossRef]
- Oñate, E. A stabilized finite element method for incompressible viscous flows using a finite increment calculus formulation. Comput. Methods Appl. Mech. Eng. 2000, 182, 355–370. [Google Scholar] [CrossRef] [Green Version]
- Codina, R.; Soto, O. Approximation of the incompressible Navier-Stokes equations using orthogonal subscale stabilization and pressure segregation on anisotropic finite element meshes. Comput. Methods Appl. Mech. Eng. 2004, 193, 1403–1419. [Google Scholar] [CrossRef]
- Löhner, R.; Yang, C. Improved ALE mesh velocities for moving bodies. Commun. Numer. Methods Eng. 1996, 12, 599–608. [Google Scholar] [CrossRef]
- Morrison, F.A. Data Correlation for Drag Coefficient for Sphere; Technical Report; Michigan Technological University: Houghton, MI, USA, 2016. [Google Scholar]
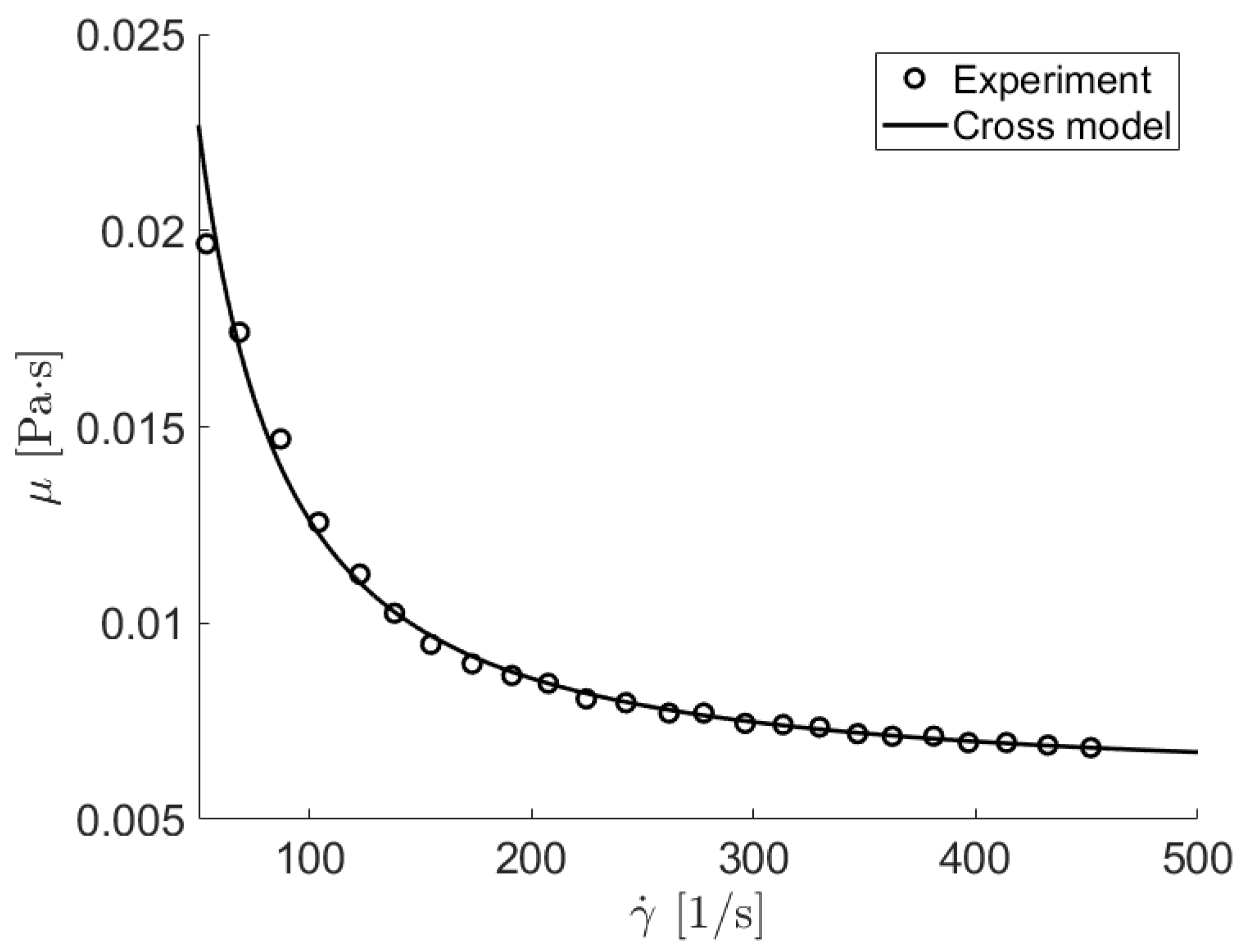
- Cross, M.M. Rheology of non-Newtonian fluids: A new flow equation for pseudoplastic systems. J. Colloid Sci. 1965, 20, 417–437. [Google Scholar] [CrossRef]
- Lommen, S.; Schott, D.; Lodewijks, G. DEM speedup: Stiffness effects on behavior of bulk material. Particuology 2014, 12, 107–112. [Google Scholar] [CrossRef]
- Yan, Z.; Wilkinson, S.K.; Stitt, E.H.; Marigo, M. Discrete element modelling (DEM) input parameters: Understanding their impact on model predictions using statistical analysis. Comput. Part. Mech. 2015, 2, 283–299. [Google Scholar] [CrossRef] [Green Version]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fluid | Viscosity Model | (g/cm3) | (Pa·s) | (Pa·s) | (Pa·s) | (s) | n (-) |
|---|---|---|---|---|---|---|---|
| Water | Newtonian | 1.00 | - | - | - | - | |
| Slurry | Non-Newtonian * | 1.48 | - | 1.498 | 0.006 | 0.579 | 1.331 |
| Property | Value |
|---|---|
| Mill volume (10 m3) | 6.2 |
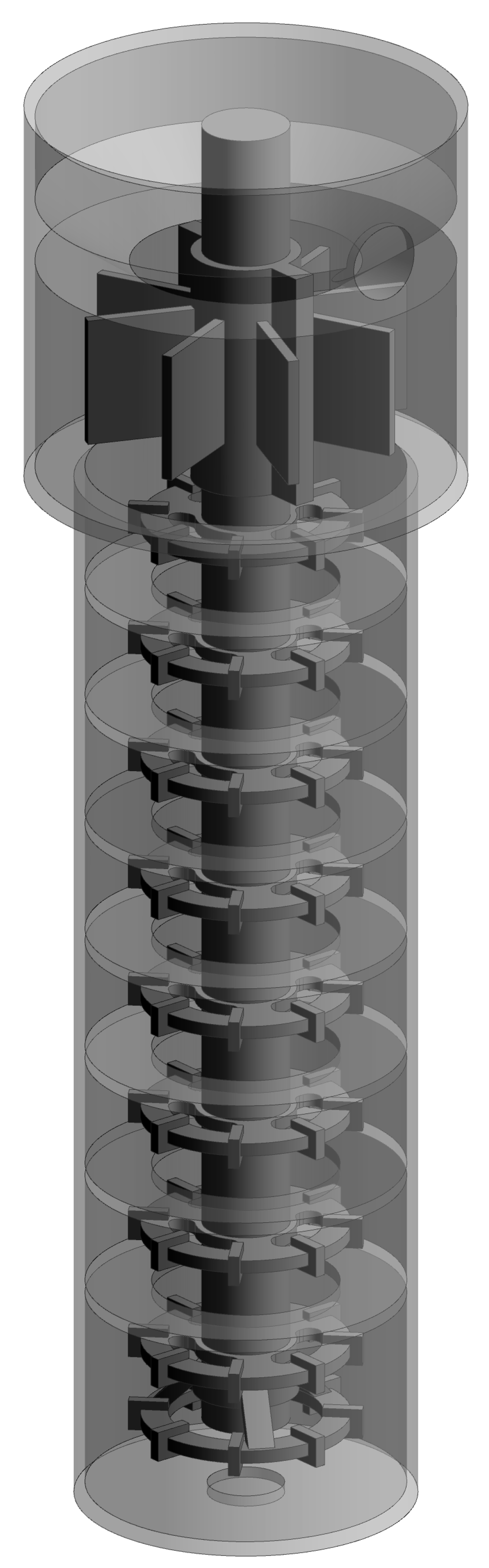
| No. of discs | 9 |
| Installed power (kW) | 7.5 |
| Property | Value |
|---|---|
| Particle density (g/cm3) | 3.9 |
| Young’s modulus (MPa) | 300 |
| Poisson’s ratio | 0.21 |
| DE–DE frict. coeff., sliding | 0.11 |
| DE–DE frict. coeff., rolling | 0.01 |
| DE–FE frict. coeff., sliding | 0.5 |
| DE–FE frict. coeff., rolling | 0.01 |
| Damping coefficient | 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Larsson, S.; Rodríguez Prieto, J.M.; Heiskari, H.; Jonsén, P. A Novel Particle-Based Approach for Modeling a Wet Vertical Stirred Media Mill. Minerals 2021, 11, 55. https://doi.org/10.3390/min11010055
Larsson S, Rodríguez Prieto JM, Heiskari H, Jonsén P. A Novel Particle-Based Approach for Modeling a Wet Vertical Stirred Media Mill. Minerals. 2021; 11(1):55. https://doi.org/10.3390/min11010055
Chicago/Turabian StyleLarsson, Simon, Juan Manuel Rodríguez Prieto, Hannu Heiskari, and Pär Jonsén. 2021. "A Novel Particle-Based Approach for Modeling a Wet Vertical Stirred Media Mill" Minerals 11, no. 1: 55. https://doi.org/10.3390/min11010055
APA StyleLarsson, S., Rodríguez Prieto, J. M., Heiskari, H., & Jonsén, P. (2021). A Novel Particle-Based Approach for Modeling a Wet Vertical Stirred Media Mill. Minerals, 11(1), 55. https://doi.org/10.3390/min11010055