
Grinding Media Motion and Collisions in Different Zones of Stirred Media Mills



Abstract
:1. Introduction
2. Simulation Set-Up and Methods
2.1. Discrete Element Method and Computation Fluid Dynamics Simulations
2.2. Data Evaluation
2.3. Local Grinding Media Filling
2.4. Geometric Characterization of the Stress Energy Volumes
3. Results
3.1. Grinding Media Distribution
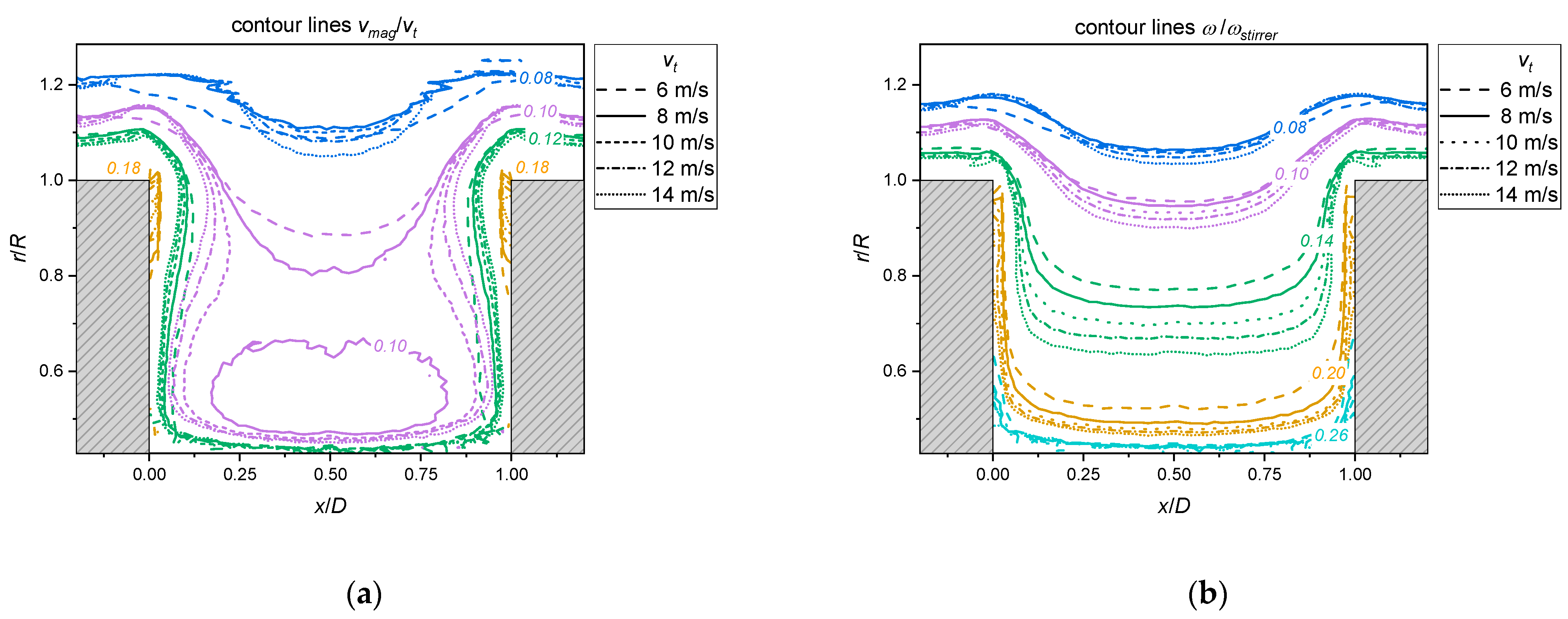
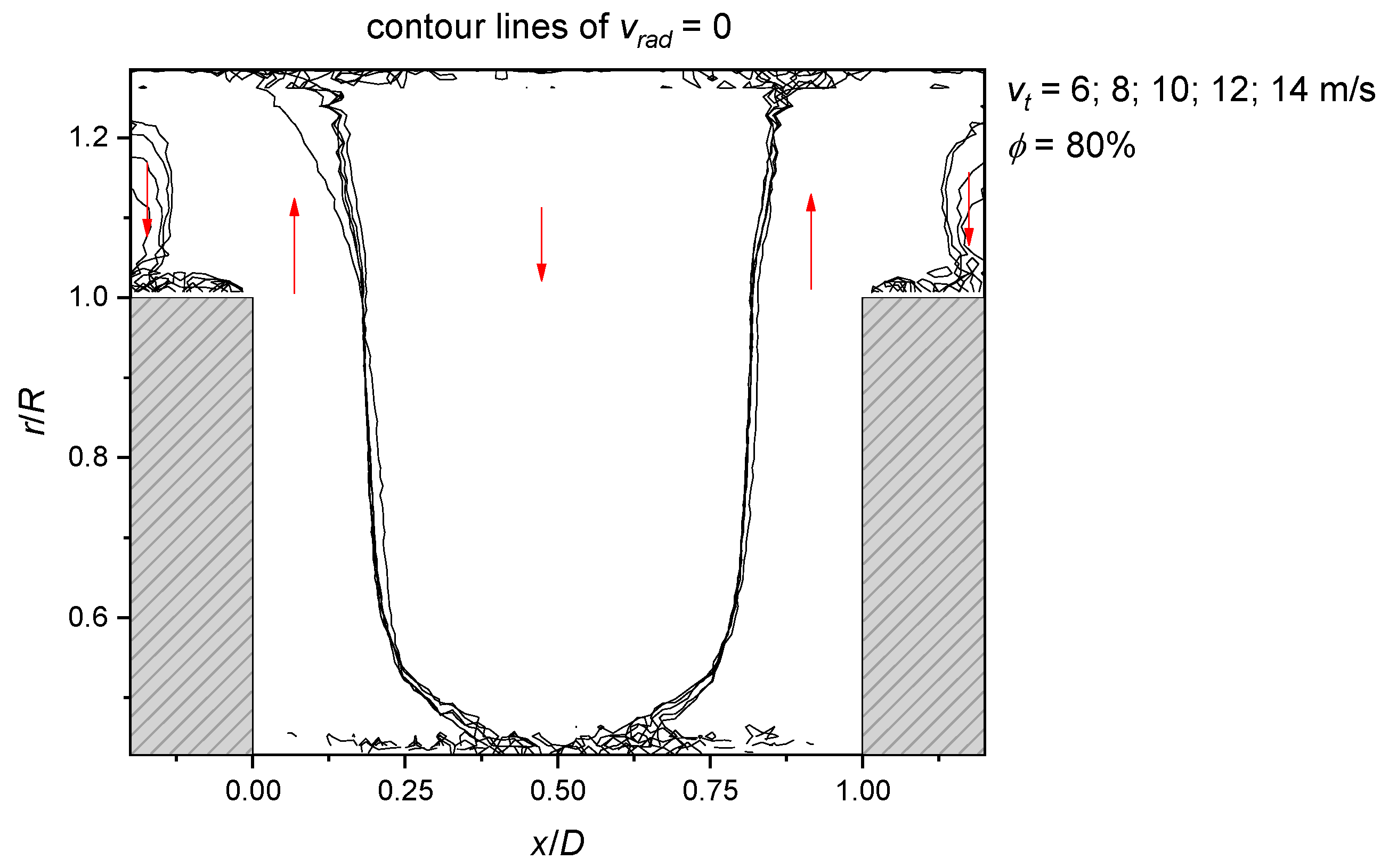
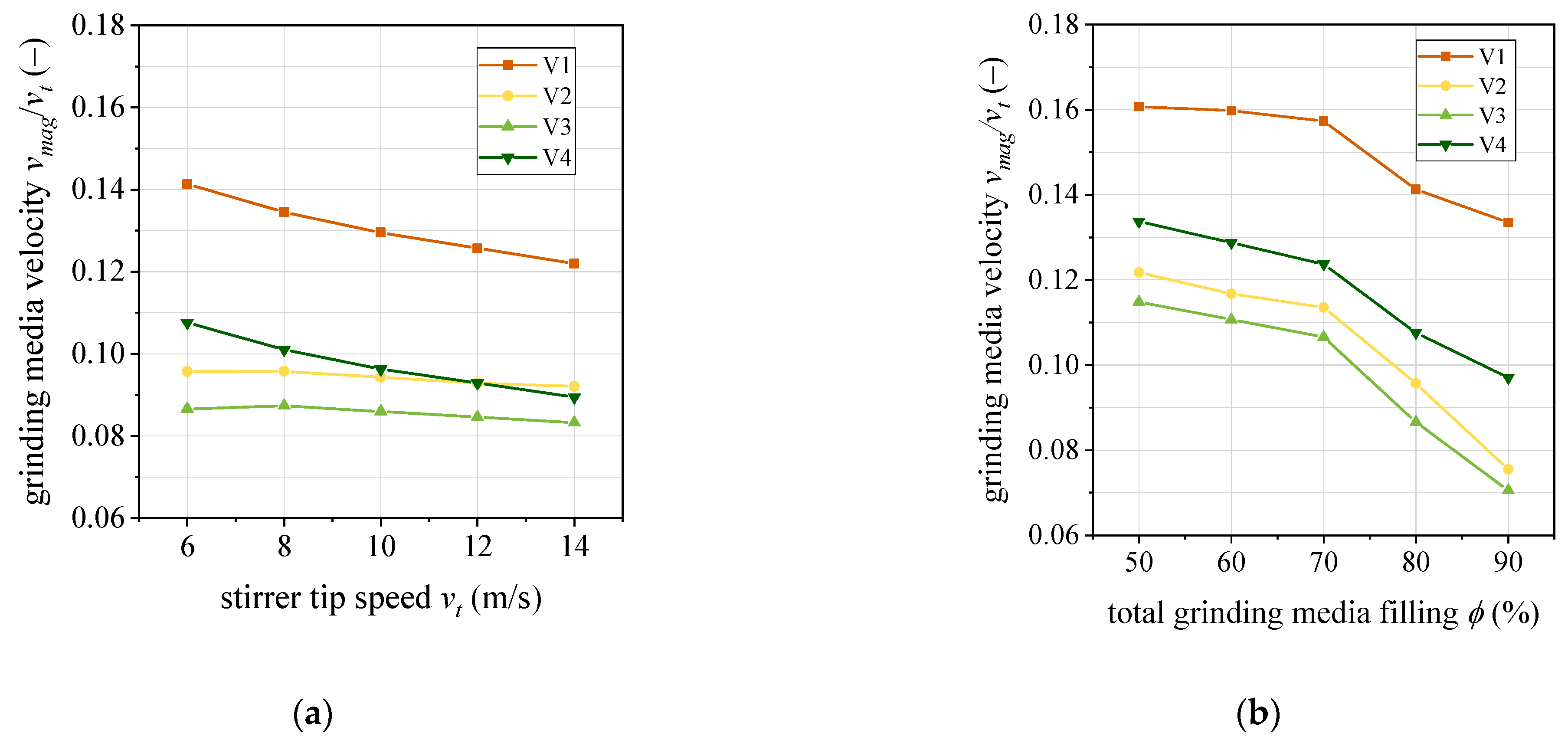
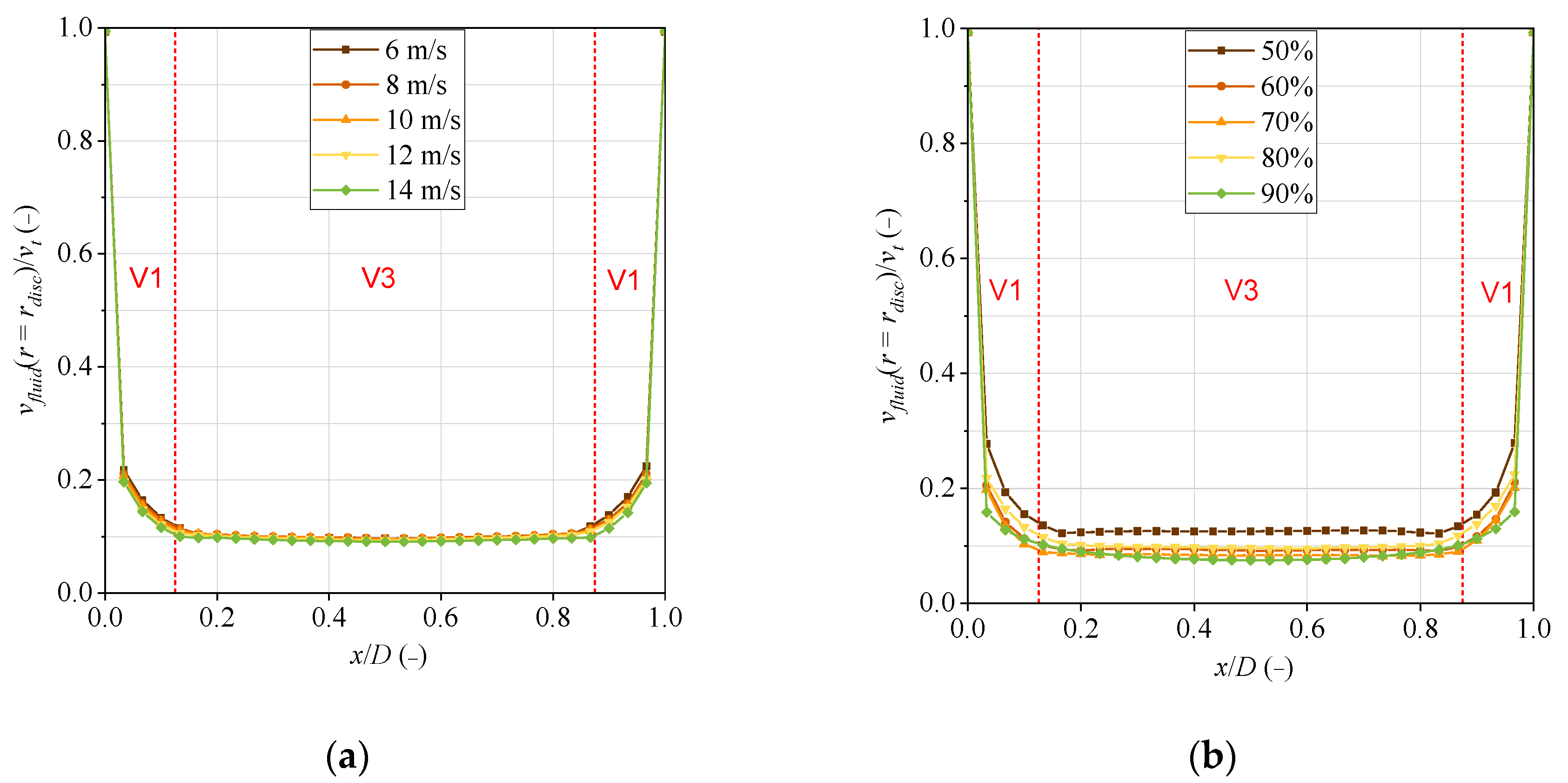
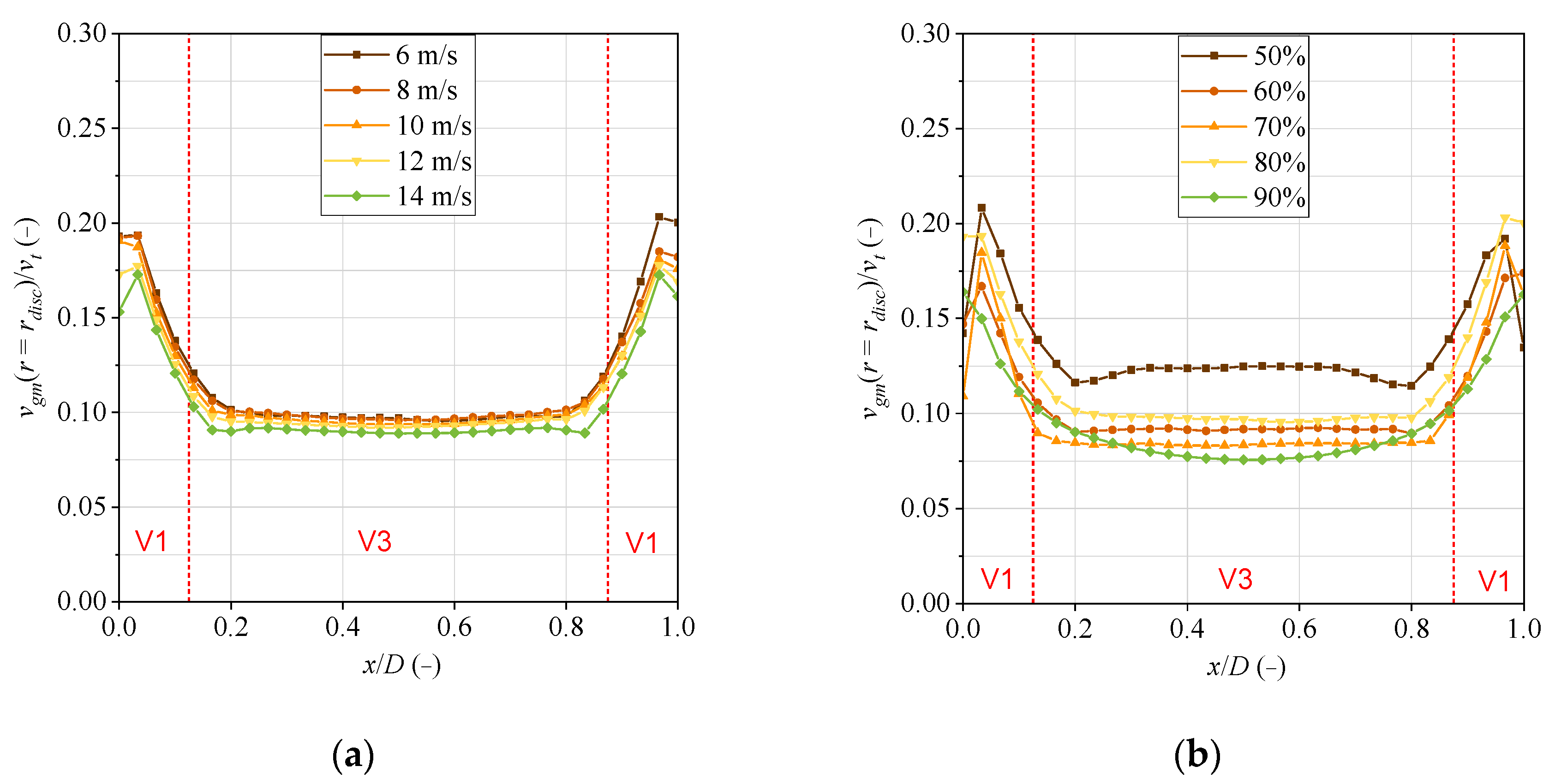
3.2. Grinding Media Velocity
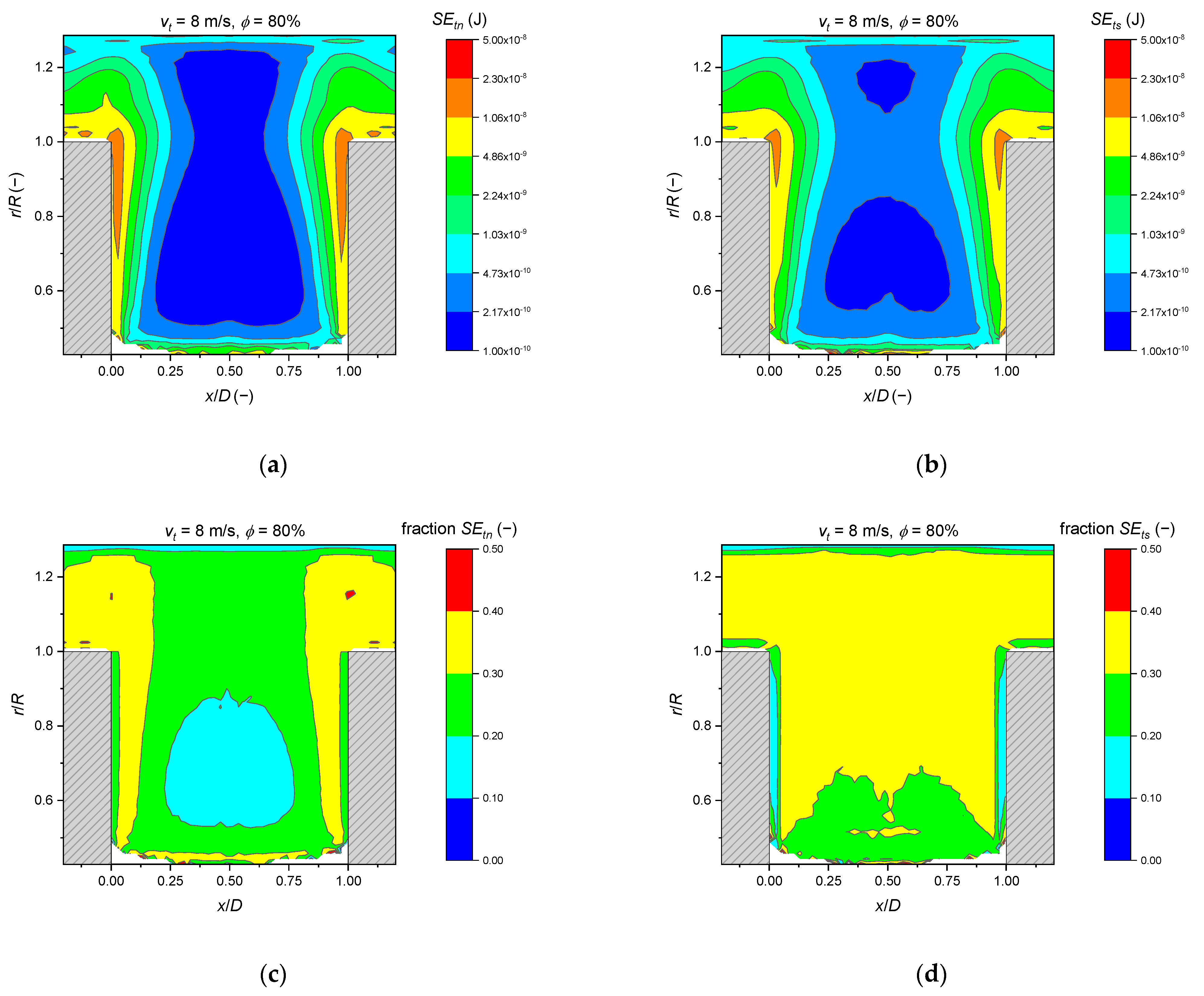
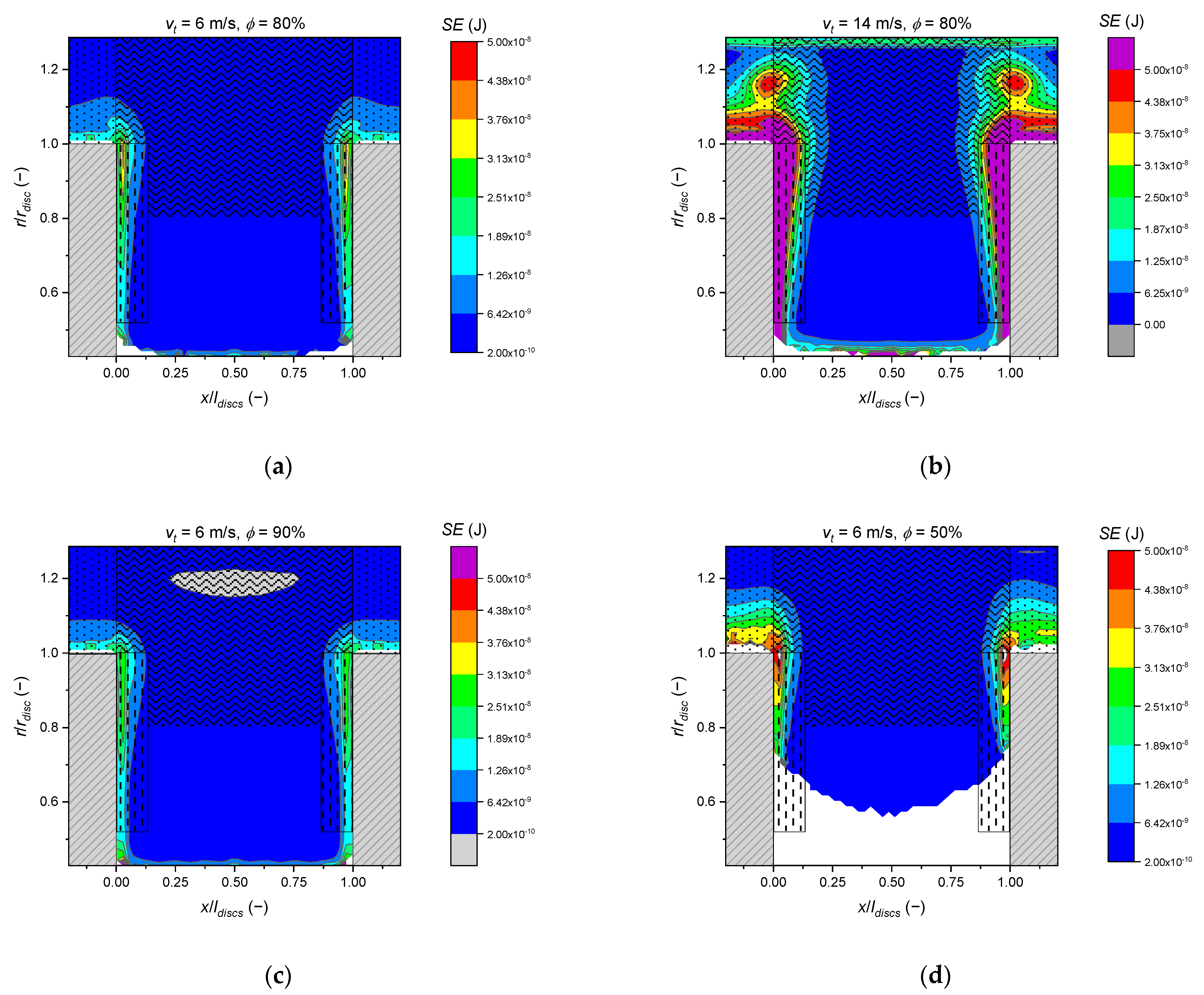
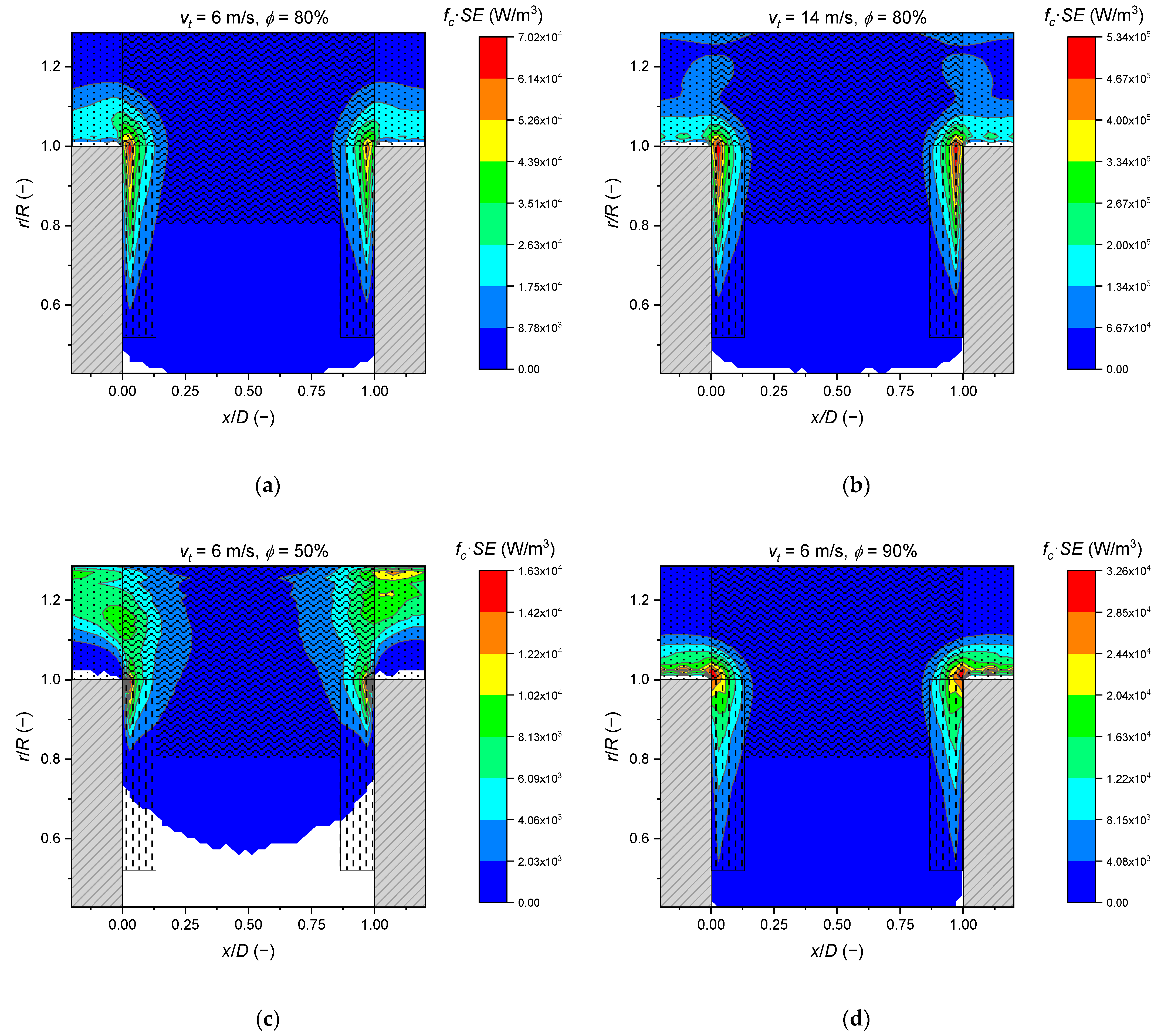
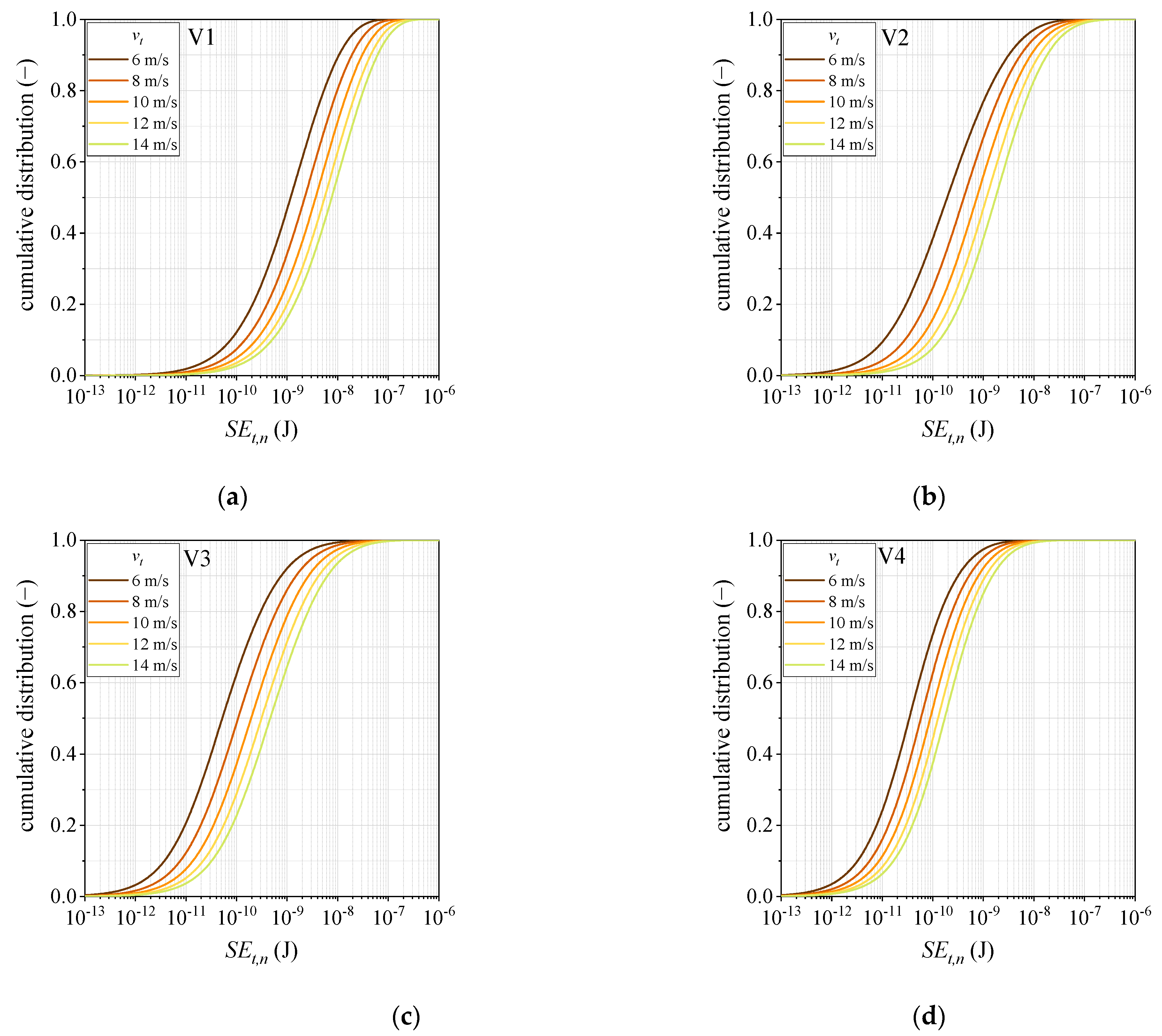
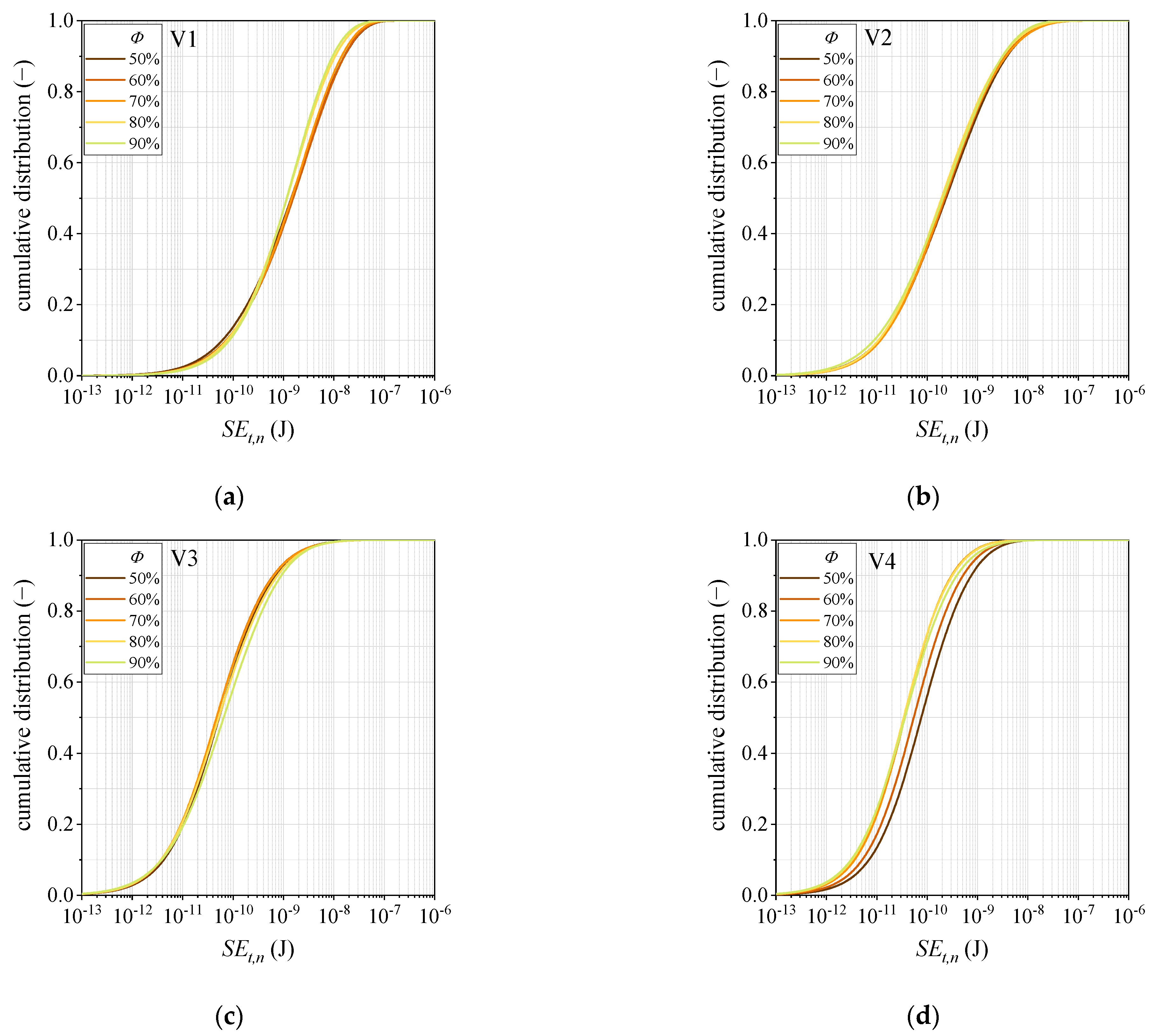
3.3. Stress Energy
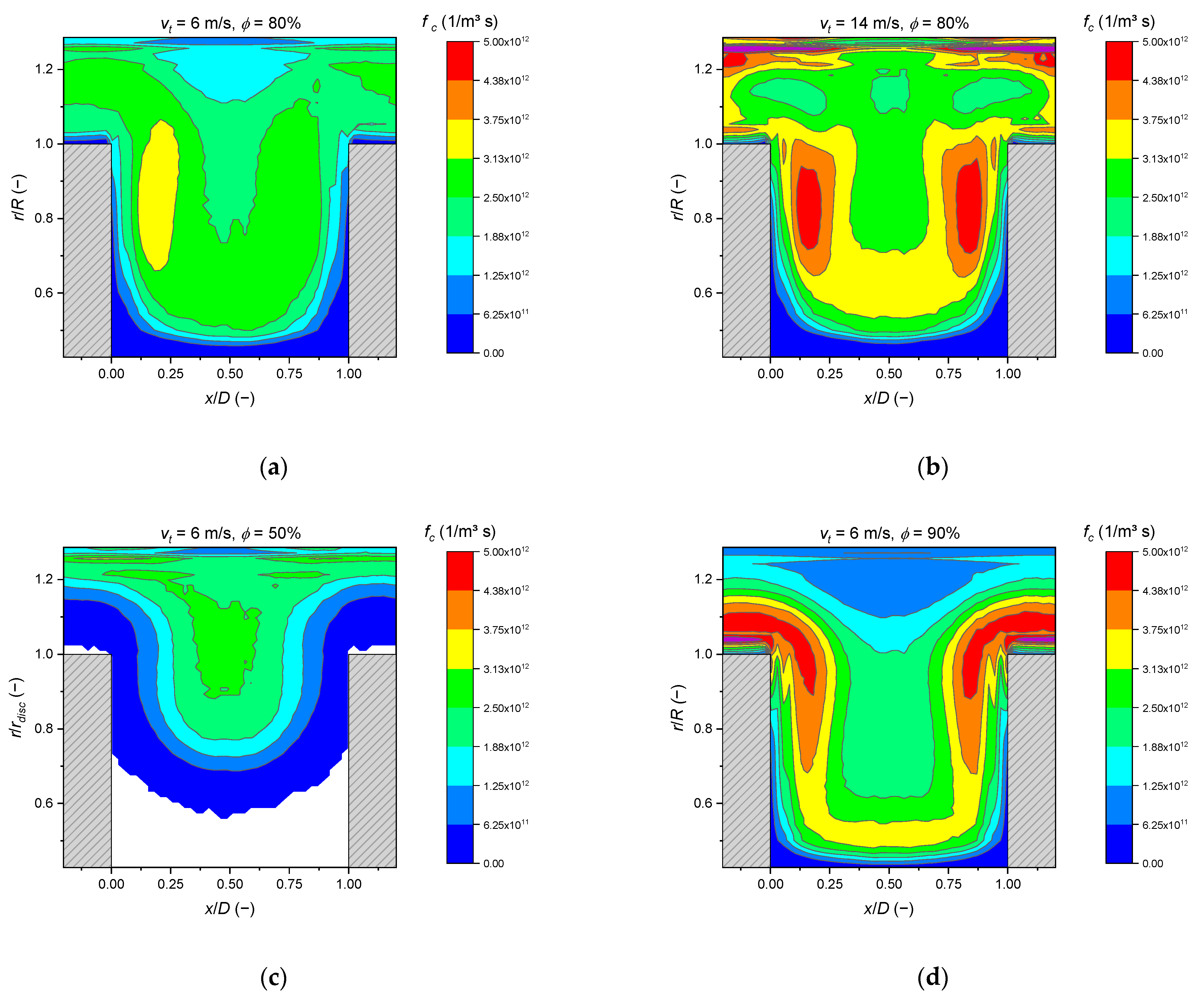
3.4. Local Number of Grinding Media Collisions
3.5. Local Power Input
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A


References
- Kwade, A.; Schwedes, J. Wet Comminution in Stirred Media Mills. Kona Powder Part. J. 1997, 15, 91–102. [Google Scholar] [CrossRef] [Green Version]
- Taylor, L.; Skuse, D.; Blackburn, S.; Greenwood, R. Stirred media mills in the mining industry: Material grindability, energy-size relationships, and operating conditions. Powder Technol. 2020, 369, 1–16. [Google Scholar] [CrossRef]
- Gao, M.; Young, M.F.; Cronin, B.; Harbort, G. IsaMill medium competency and its effect on milling performance. Min. Met. Explor. 2001, 18, 117–120. [Google Scholar] [CrossRef]
- Knieke, C.; Steinborn, C.; Romeis, S.; Peukert, W.; Breitung-Faes, S.; Kwade, A. Nanoparticle Production with Stirred-Media Mills: Opportunities and Limits. Chem. Eng. Technol. 2010, 33, 1401–1411. [Google Scholar] [CrossRef]
- Li, H.; Rostamizadeh, M.; Mameri, K.; Boffito, D.C.; Saadatkhah, N.; Rigamonti, M.G.; Patience, G.S. Ultrasound assisted wet stirred media mill of high concentration LiFePO4 and catalysts. Can. J. Chem. Eng. 2019, 97, 2242–2250. [Google Scholar] [CrossRef]
- Romeis, S.; Schmidt, J.; Peukert, W. Mechanochemical aspects in wet stirred media milling. Int. J. Miner. Process. 2016, 156, 24–31. [Google Scholar] [CrossRef]
- Stender, H.-H.; Kwade, A.; Schwedes, J. Stress energy distribution in different stirred media mill geometries. Int. J. Miner. Process. 2004, 74, S103–S117. [Google Scholar] [CrossRef]
- van der Westhuizen, A.P.; Govender, I.; Mainza, A.N.; Rubenstein, J. Tracking the motion of media particles inside an IsaMill™ using PEPT. Miner. Eng. 2011, 24, 195–204. [Google Scholar] [CrossRef]
- Theuerkauf, J. Numerische und Experimentelle Untersuchungen von Fluid- und Mahlkörperbewegungen in Rührwerkskugelmühlen; Cuvillier Verlag: Göttingen, Germany, 2000; ISBN 3-89712-803-9. [Google Scholar]
- Gers, R.; Climent, E.; Legendre, D.; Anne-Archard, D.; Frances, C. Numerical modelling of grinding in a stirred media mill: Hydrodynamics and collision characteristics. Chem. Eng. Sci. 2010, 65, 2052–2064. [Google Scholar] [CrossRef] [Green Version]
- Blecher, L.; Schwedes, J. Energy distribution and particle trajectories in a grinding chamber of a stirred ball mill. Int. J. Miner. Process. 1996, 44–45, 617–627. [Google Scholar] [CrossRef]
- Theuerkauf, J.; Schwedes, J. Investigation of Motion in Stirred Media Mills. Chem. Eng. Technol. 2000, 23, 203–209. [Google Scholar] [CrossRef]
- Cleary, P.W.; Sinnott, M.D.; Pereira, G.G. Computational prediction of performance for a full scale Isamill: Part 1–Media motion and energy utilisation in a dry mill. Miner. Eng. 2015, 79, 220–238. [Google Scholar] [CrossRef]
- Beinert, S.; Schilde, C.; Kwade, A. Simulation of Stress Energy and Grinding Media Movement within a Wet-Operated Annular-Gap Mill Using the Discrete-Element Method. Chem. Eng. Technol. 2012, 35, 1911–1921. [Google Scholar] [CrossRef]
- Jayasundara, C.T.; Yang, R.Y.; Yu, A.B. Discrete Particle Simulation of Particle Flow in a Stirred Mill: Effect of Mill Properties and Geometry. Ind. Eng. Chem. Res. 2012, 51, 1050–1061. [Google Scholar] [CrossRef]
- Jayasundara, C.T.; Yang, R.Y.; Yu, A.B.; Curry, D. Discrete Particle Simulation of Particle Flow in the IsaMill Process. Ind. Eng. Chem. Res. 2006, 45, 6349–6359. [Google Scholar] [CrossRef]
- Beinert, S.; Fragnière, G.; Schilde, C.; Kwade, A. Multiscale simulation of fine grinding and dispersing processes: Stressing probability, stressing energy and resultant breakage rate. Adv. Powder Technol. 2018, 29, 573–583. [Google Scholar] [CrossRef]
- Beinert, S.; Fragnière, G.; Schilde, C.; Kwade, A. Analysis and modelling of bead contacts in wet-operating stirred media and planetary ball mills with CFD–DEM simulations. Chem. Eng. Sci. 2015, 134, 648–662. [Google Scholar] [CrossRef]
- Jayasundara, C.T.; Yang, R.Y.; Guo, B.Y.; Yu, A.B.; Govender, I.; Mainza, A.; van der Westhuizen, A.; Rubenstein, J. CFD–DEM modelling of particle flow in IsaMills–Comparison between simulations and PEPT measurements. Miner. Eng. 2011, 24, 181–187. [Google Scholar] [CrossRef]
- Cleary, P.W.; Sinnott, M.D. Computational prediction of performance for a full scale Isamill: Part 2–Wet models of charge and slurry transport. Miner. Eng. 2015, 79, 239–260. [Google Scholar] [CrossRef]
- Fragnière, G.; Beinert, S.; Overbeck, A.; Kampen, I.; Schilde, C.; Kwade, A. Predicting effects of operating condition variations on breakage rates in stirred media mills. Chem. Eng. Res. Des. 2018, 138, 433–443. [Google Scholar] [CrossRef]
- Bilgili, E.; Capece, M.; Afolabi, A. 7-Modeling of milling processes via DEM, PBM, and microhydrodynamics. In Predictive Modeling of Pharmaceutical Unit Operations; Pandey, P., Bharadwaj, R., Eds.; Woodhead Publishing: Sawston, Cambridge, UK, 2017; pp. 159–203. ISBN 978-0-08-100154-7. [Google Scholar]
- Breitung-Faes, S.; Kwade, A. Prediction of energy effective grinding conditions. Miner. Eng. 2013, 43–44, 36–43. [Google Scholar] [CrossRef]
- Department of Particulate Flow Modelling, Johannes Kepler Universität. LIGGGHTS-PFM GitHub Repository. Available online: https://github.com/ParticulateFlow/LIGGGHTS-PFM (accessed on 25 March 2019).
- Department of Particulate Flow Modelling, Johannes Kepler Universität. CFDEM-PFM GitHub Repository. Available online: https://github.com/ParticulateFlow/CFDEMcoupling-PFM (accessed on 25 March 2019).
- Kloss, C.; Goniva, C.; Hager, A.; Amberger, S.; Pirker, S. Models, algorithms and validation for opensource DEM and CFD-DEM. Prog. Comput. Fluid Dyn. 2012, 12, 140–152. [Google Scholar] [CrossRef]
- van Buijtenen, M.S.; van Dijk, W.-J.; Deen, N.G.; Kuipers, J.A.M.; Leadbeater, T.; Parker, D.J. Numerical and experimental study on multiple-spout fluidized beds. Chem. Eng. Sci. 2011, 66, 2368–2376. [Google Scholar] [CrossRef]
- Schrader, M.; Pommerehne, K.; Wolf, S.; Finke, B.; Schilde, C.; Kampen, I.; Lichtenegger, T.; Krull, R.; Kwade, A. Design of a CFD-DEM-based method for mechanical stress calculation and its application to glass bead-enhanced cultivations of filamentous Lentzea aerocolonigenes. Biochem. Eng. J. 2019, 148, 116–130. [Google Scholar] [CrossRef]
- Lommen, S.; Schott, D.; Lodewijks, G. DEM speedup: Stiffness effects on behavior of bulk material. Particuology 2014, 12, 107–112. [Google Scholar] [CrossRef]
- Jayasundara, C.T.; Yang, R.Y.; Yu, A.B.; Rubenstein, J. Effects of disc rotation speed and media loading on particle flow and grinding performance in a horizontal stirred mill. Int. J. Miner. Process. 2010, 96, 27–35. [Google Scholar] [CrossRef]
- Trofa, M.; D’Avino, G.; Fabiano, B.; Vocciante, M. Nanoparticles Synthesis in Wet-Operating Stirred Media: Investigation on the Grinding Efficiency. Materials 2020, 13, 4281. [Google Scholar] [CrossRef] [PubMed]
- Kwade, A. A stressing model for the description and optimization of grinding processes. Chem. Eng. Technol. 2003, 26, 199–205. [Google Scholar] [CrossRef]
- Kwade, A.; Schwedes, J. Wet Grinding in Stirred Media Mills. In Handbook of Powder Technology; Elsevier Science B.V.: Amsterdam, The Netherlands, 2007; pp. 251–382. [Google Scholar]
- Bremner, S.; Govender, I.; Mainza, A. Asymmetric dynamics in a horizontally stirred mill using DEM. Miner. Eng. 2019, 134, 232–240. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| Grinding media density | 2510 | kg/m3 |
| Grinding media size | 0.8 | mm |
| Young’s modulus | 6.3·106 | Pa |
| Poisson’s ratio | 0.25 | - |
| Restitution coefficient | 0.99 | - |
| Static friction factor | 0.3 | - |
| Rolling friction factor | 0.10 | - |
| Water density | 998.2 | kg/m3 |
| Water viscosity | 1.002·10−3 | Pa·s |
| Gravitational acceleration in z-direction | −9.81 | m/s2 |
| DEM time step | 5⋅10−6 | s |
| CFD time step | 5⋅10−5 | s |
| Coupling time | 5⋅10−5 | s |
| Name | Value |
|---|---|
| wV1 | 2.5 mm |
| D | 20 mm |
| wsim | 28 mm |
| rsh | 15 mm |
| rV1 | 0.55 R = 19.8 mm |
| rV3 | 0.8 R = 28.8 mm |
| R | 36 mm |
| rc | 45 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fragnière, G.; Naumann, A.; Schrader, M.; Kwade, A.; Schilde, C. Grinding Media Motion and Collisions in Different Zones of Stirred Media Mills. Minerals 2021, 11, 185. https://doi.org/10.3390/min11020185
Fragnière G, Naumann A, Schrader M, Kwade A, Schilde C. Grinding Media Motion and Collisions in Different Zones of Stirred Media Mills. Minerals. 2021; 11(2):185. https://doi.org/10.3390/min11020185
Chicago/Turabian StyleFragnière, Greta, Aleksandra Naumann, Marcel Schrader, Arno Kwade, and Carsten Schilde. 2021. "Grinding Media Motion and Collisions in Different Zones of Stirred Media Mills" Minerals 11, no. 2: 185. https://doi.org/10.3390/min11020185
APA StyleFragnière, G., Naumann, A., Schrader, M., Kwade, A., & Schilde, C. (2021). Grinding Media Motion and Collisions in Different Zones of Stirred Media Mills. Minerals, 11(2), 185. https://doi.org/10.3390/min11020185