
A Study on the Applicability of Agitated Cyanide Leaching and Thiosulphate Leaching for Gold Extraction in Artisanal and Small-Scale Gold Mining



Abstract
:1. Introduction
1.1. Key Parameters in Cyanide and Thiosulphate Leaching
1.1.1. Oxidant
1.1.2. Temperature
1.2. Motivation for the Study
2. Materials and Methods
2.1. Materials
2.2. Reagents
2.3. Apparatus
2.4. Methods
2.4.1. Cyanide Leaching
- Leach tests
- Vat leach test
2.4.2. Thiosulphate Leaching
2.4.3. Analysis Techniques
3. Results and Discussion
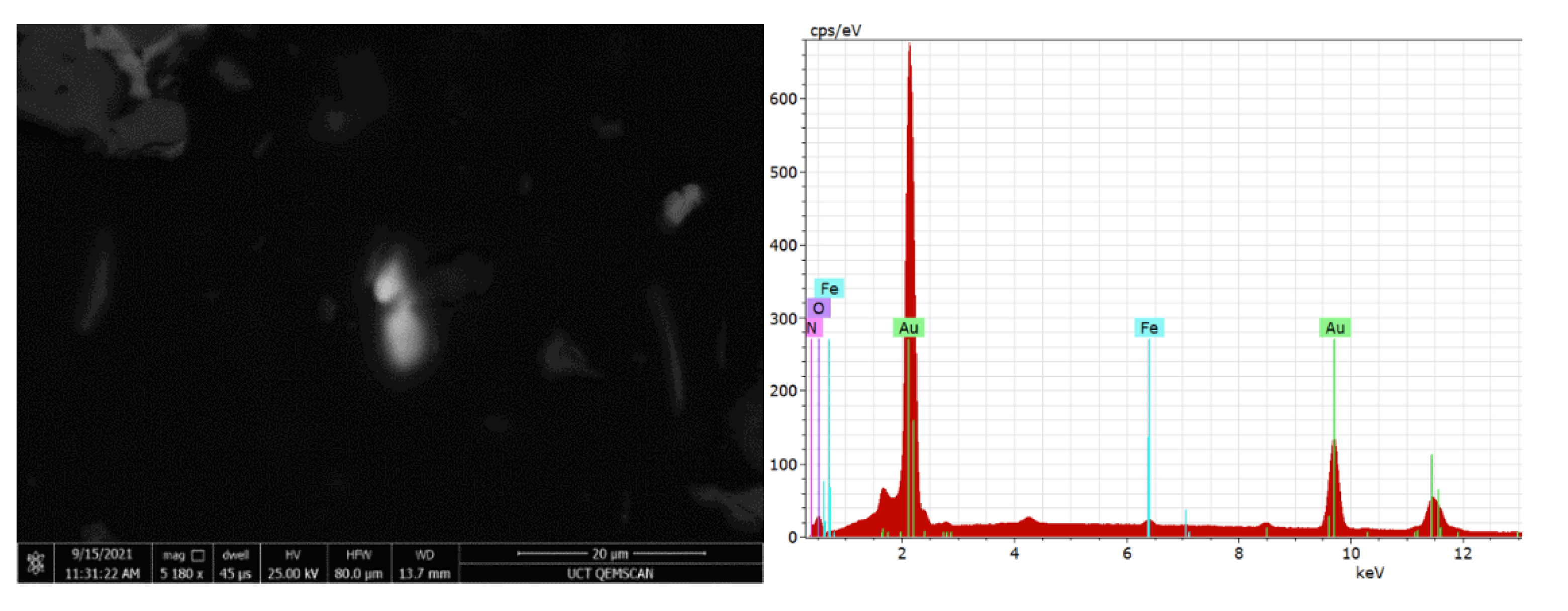
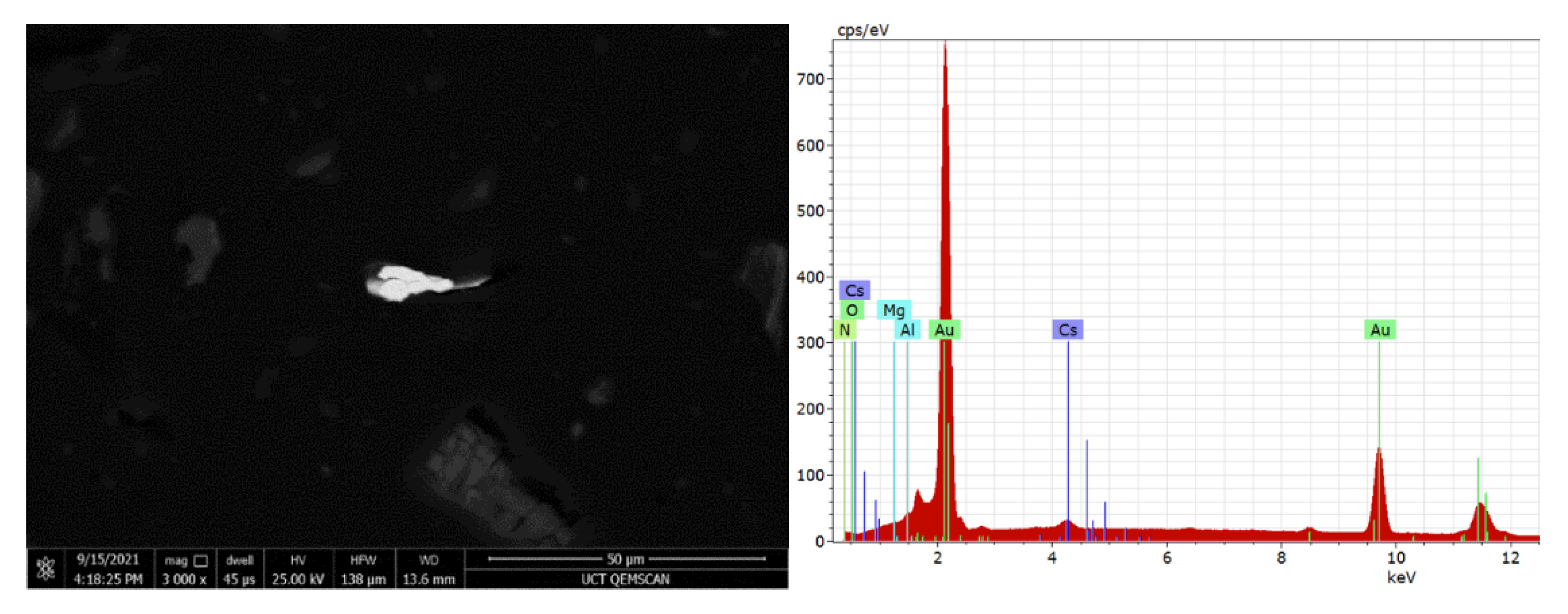
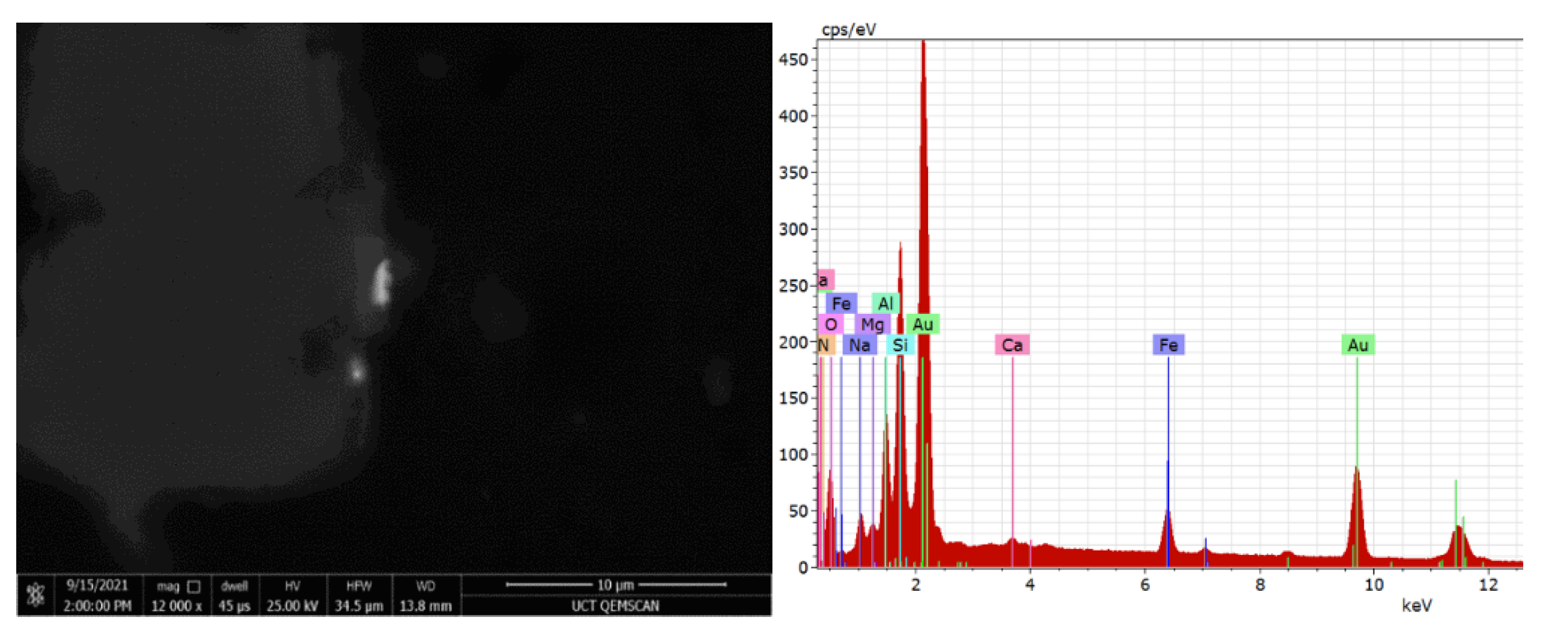
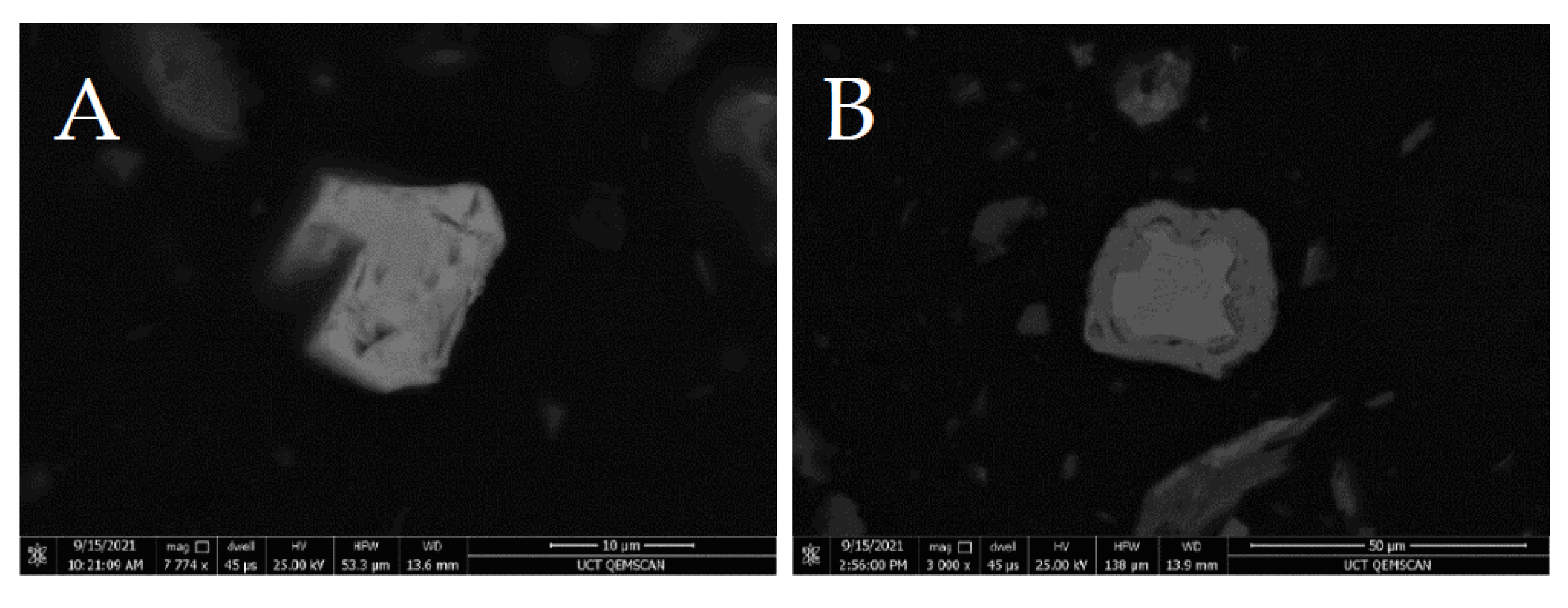
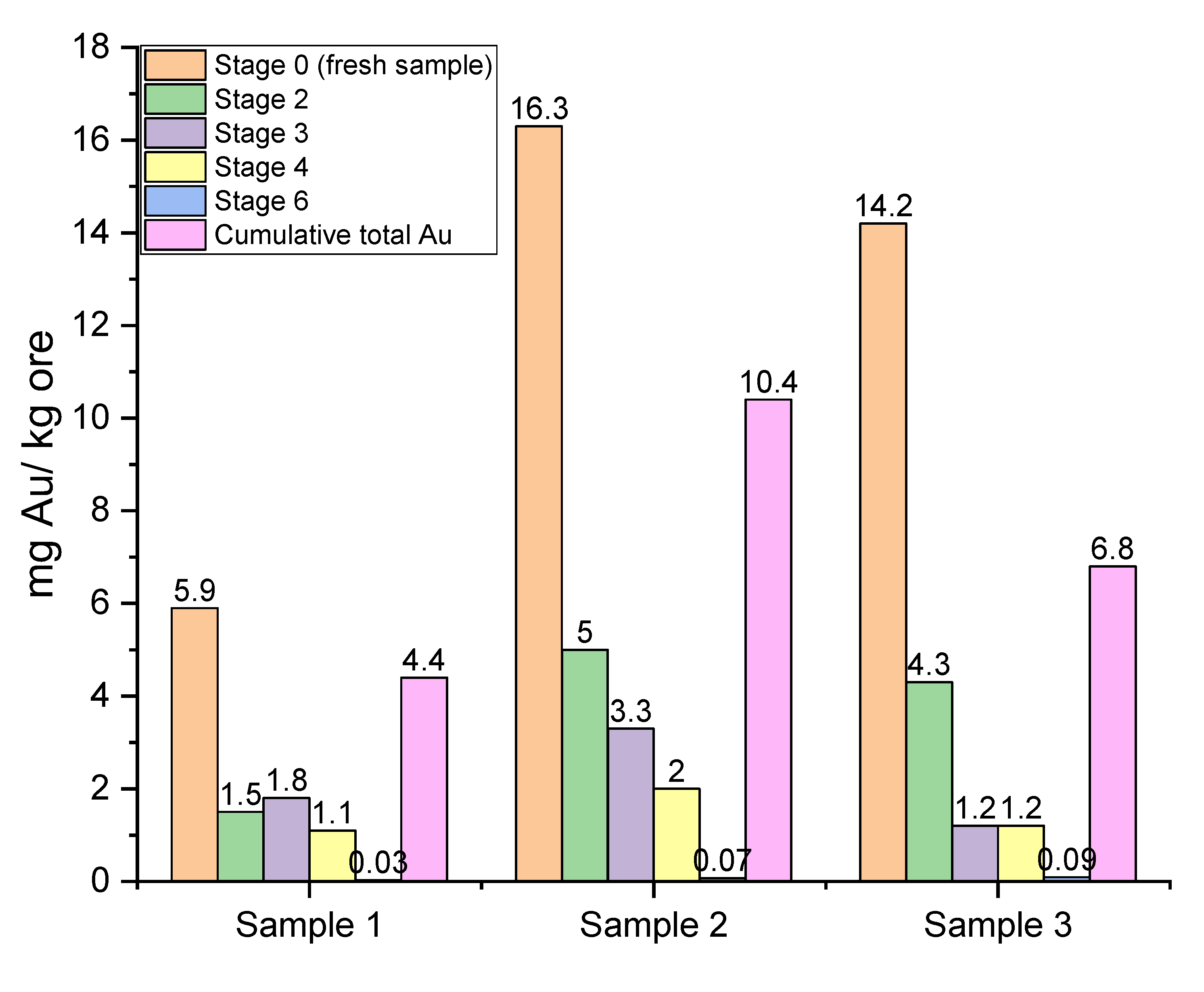
3.1. Ore Characterisation
3.2. Cyanide Leaching
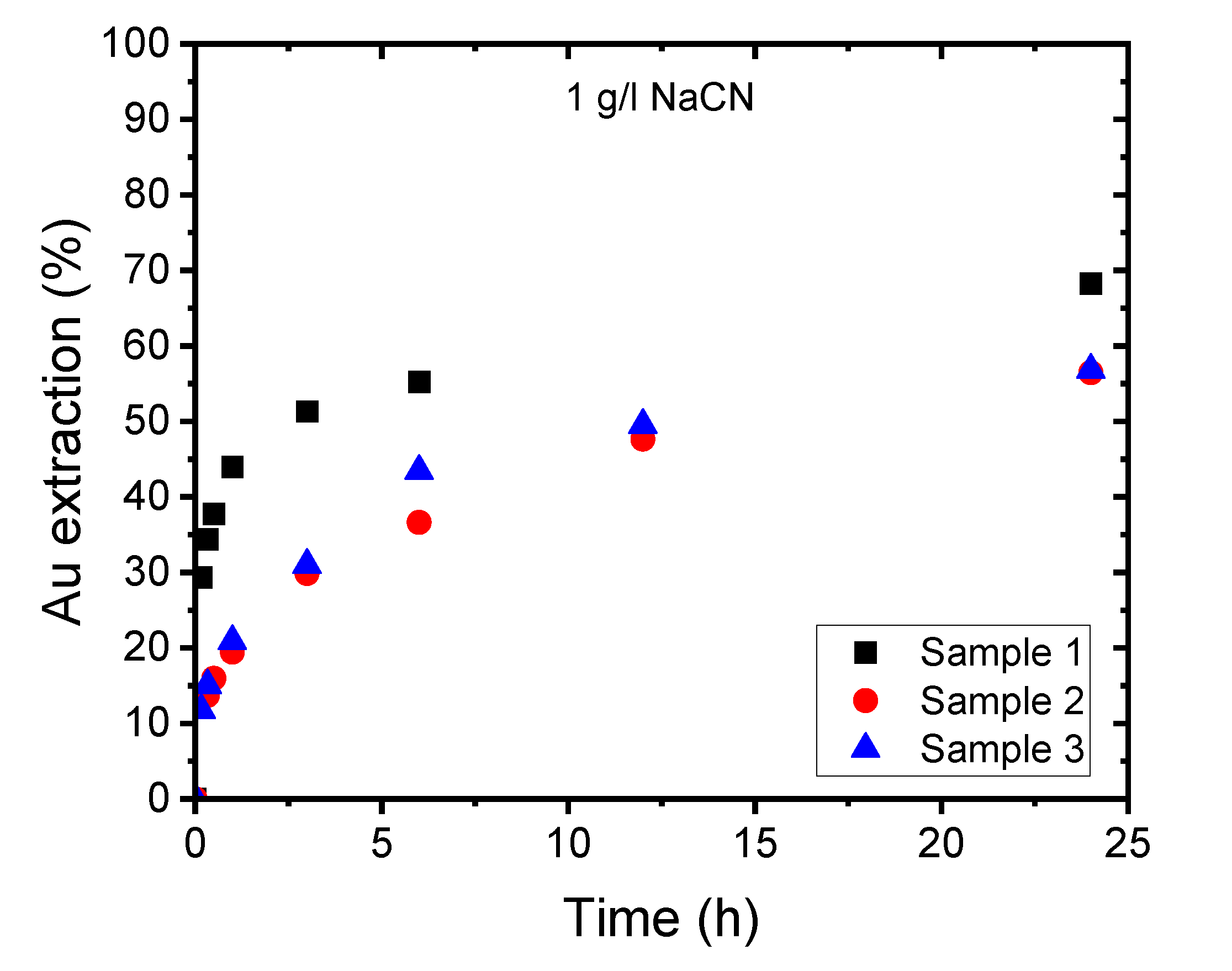
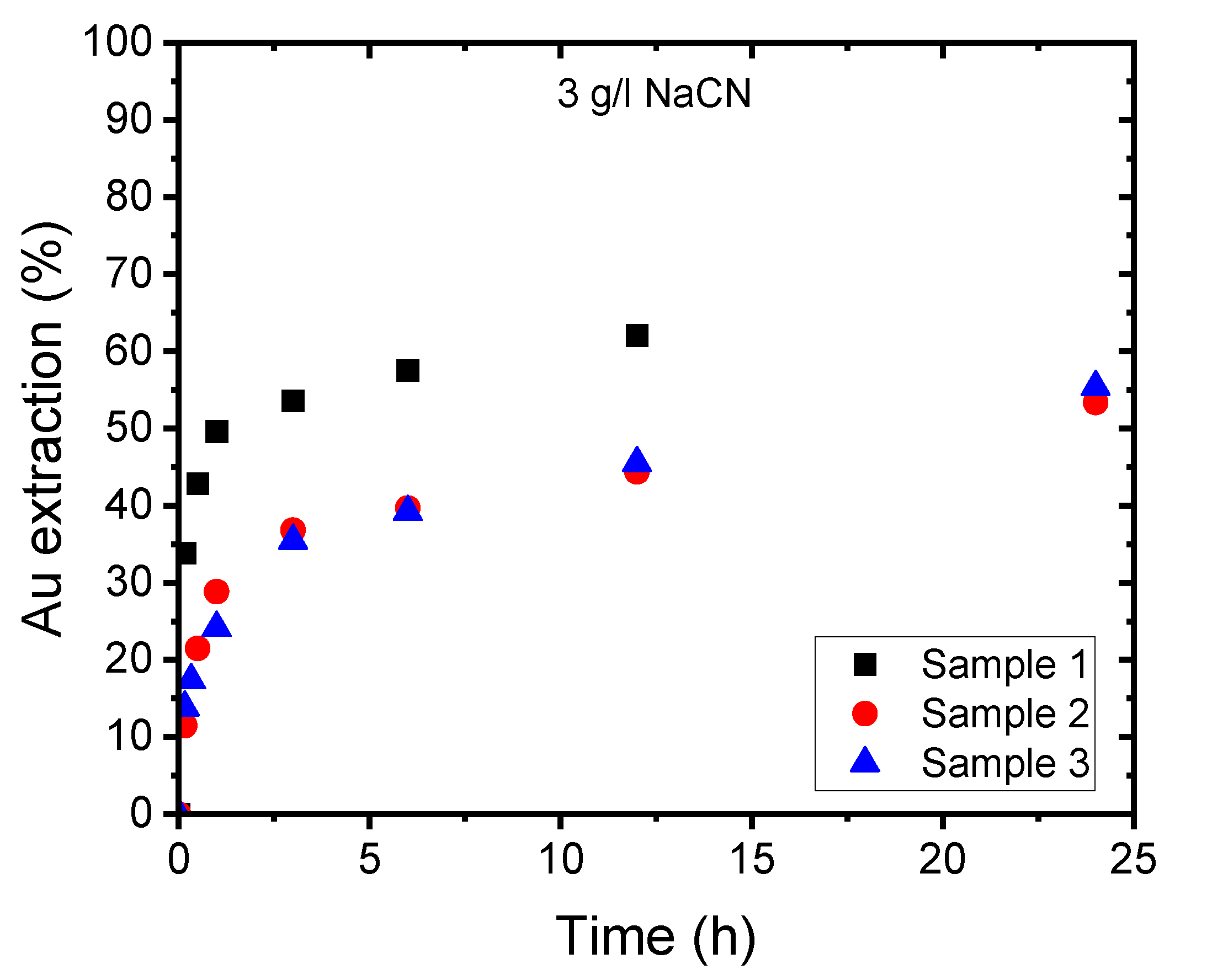
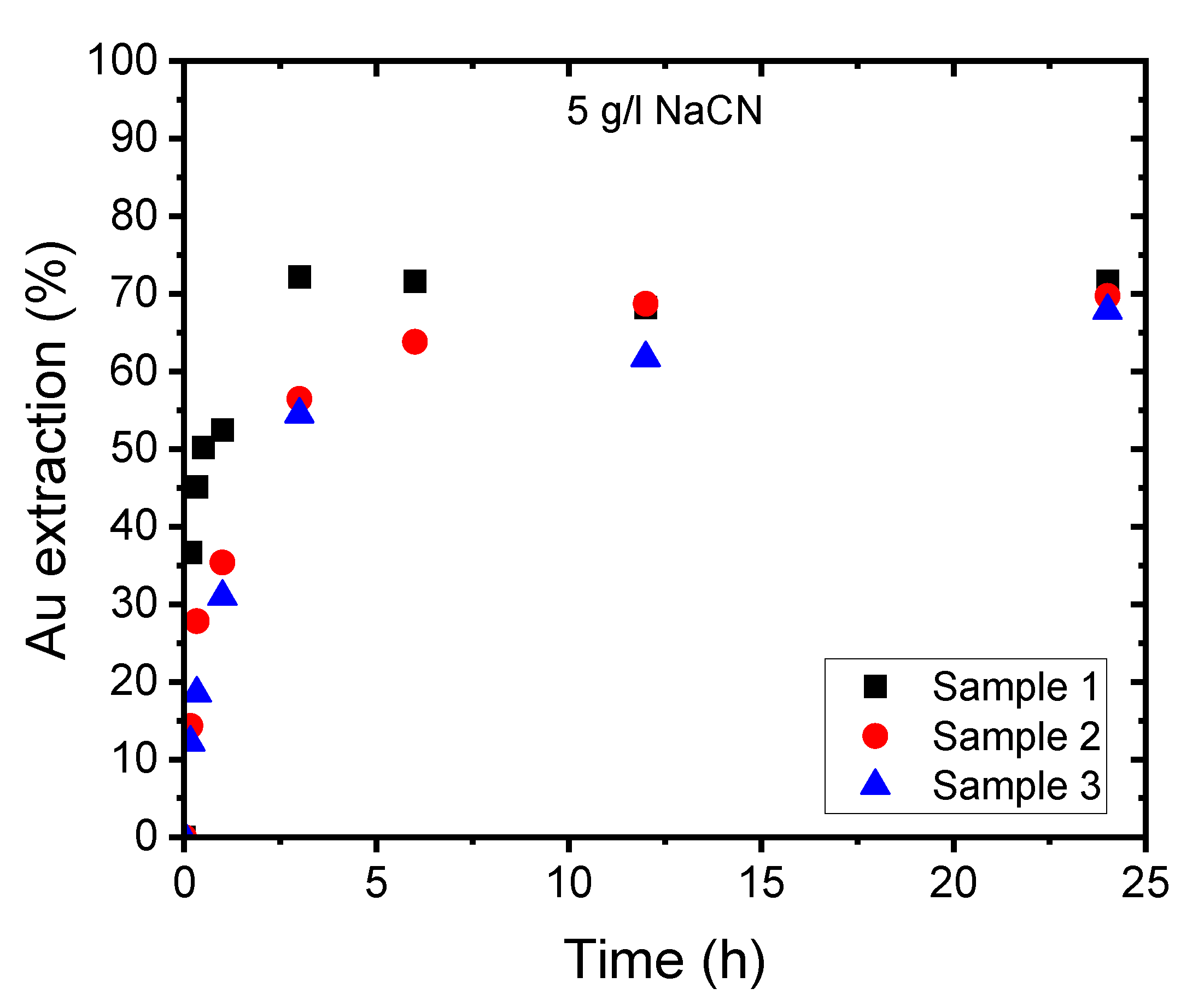
3.2.1. Au Extraction
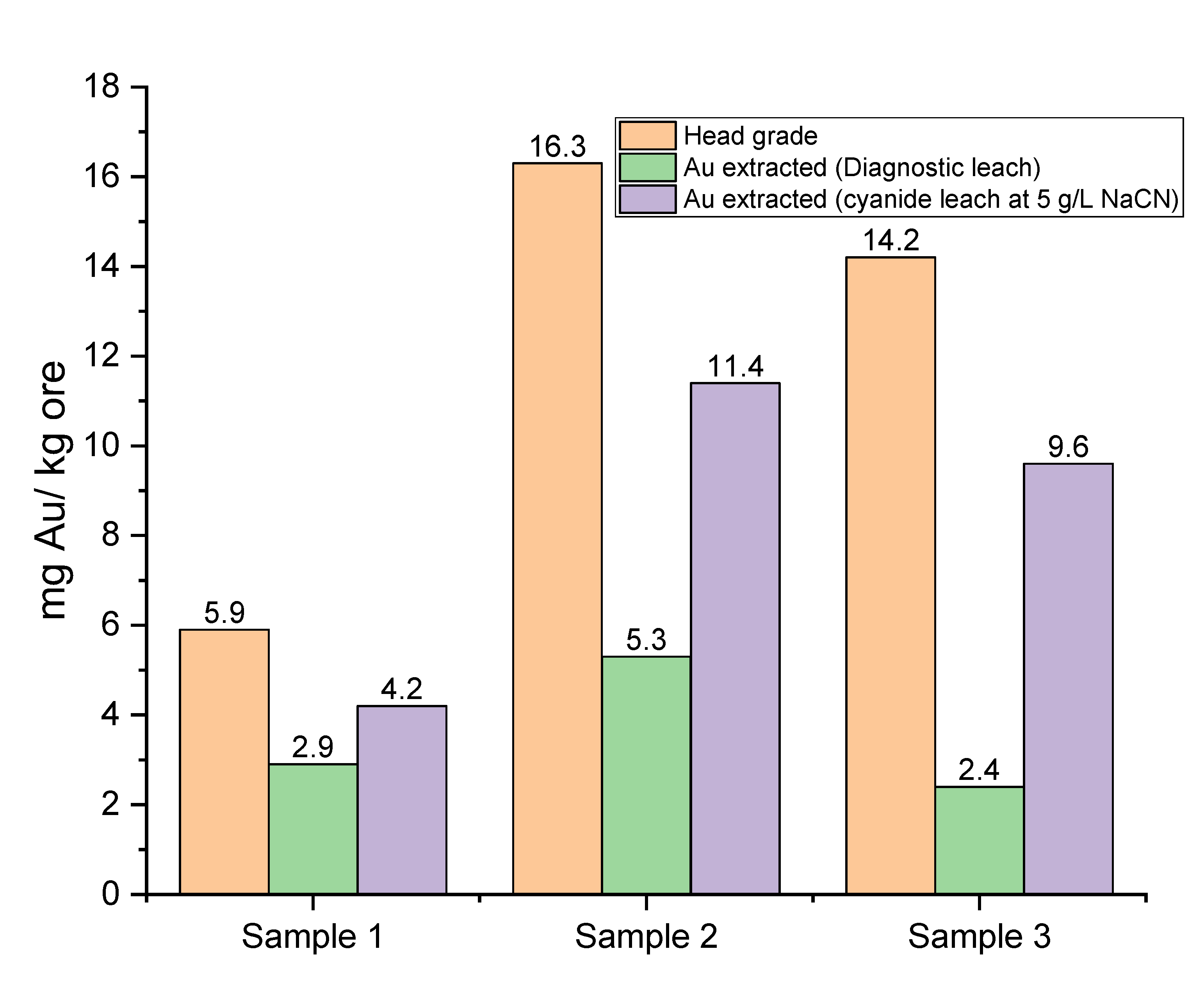
3.2.2. Reasons for Low Au Extractions
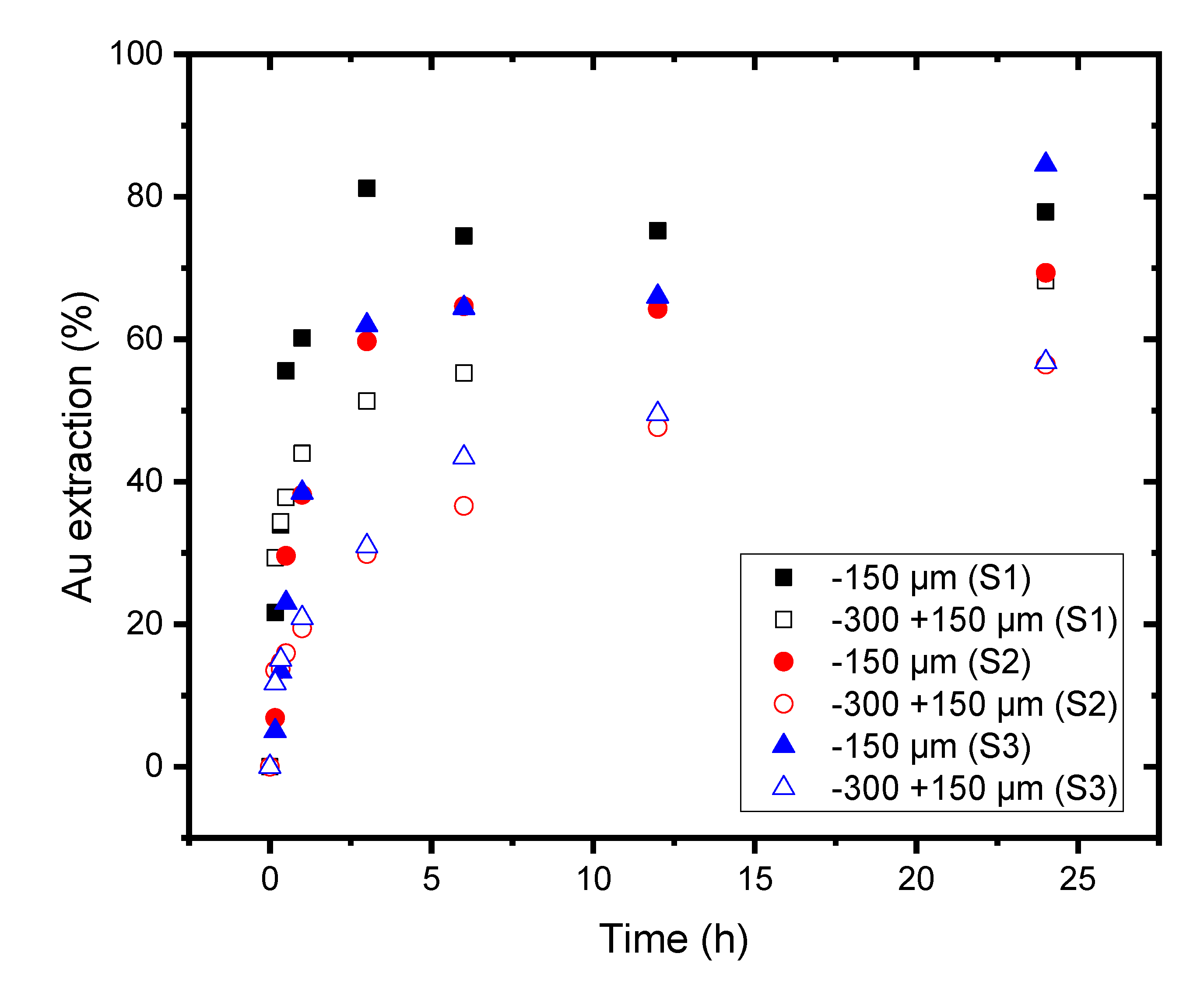
3.2.3. Effect of PSD
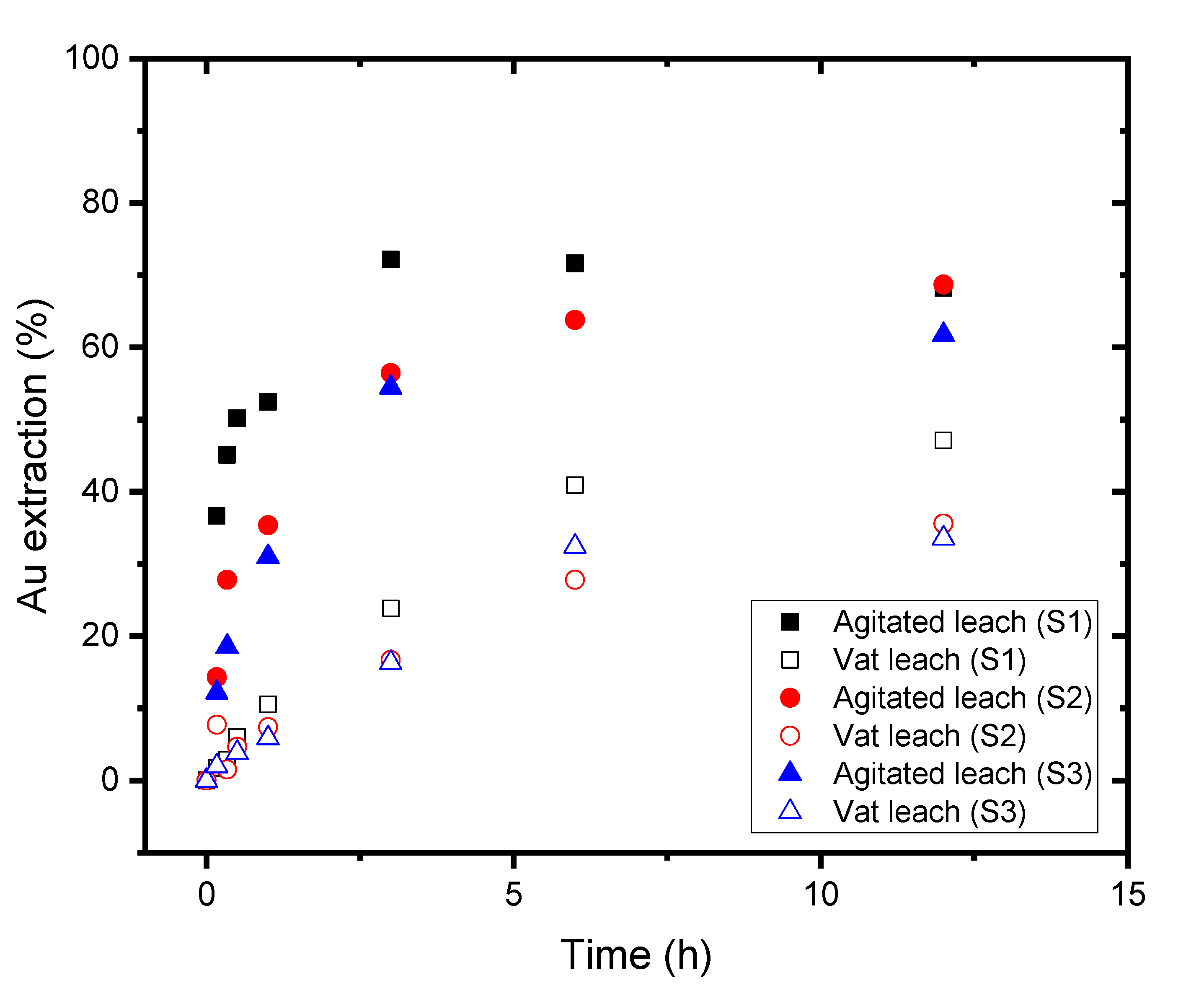
3.2.4. Agitated Leach vs. Vat Leach
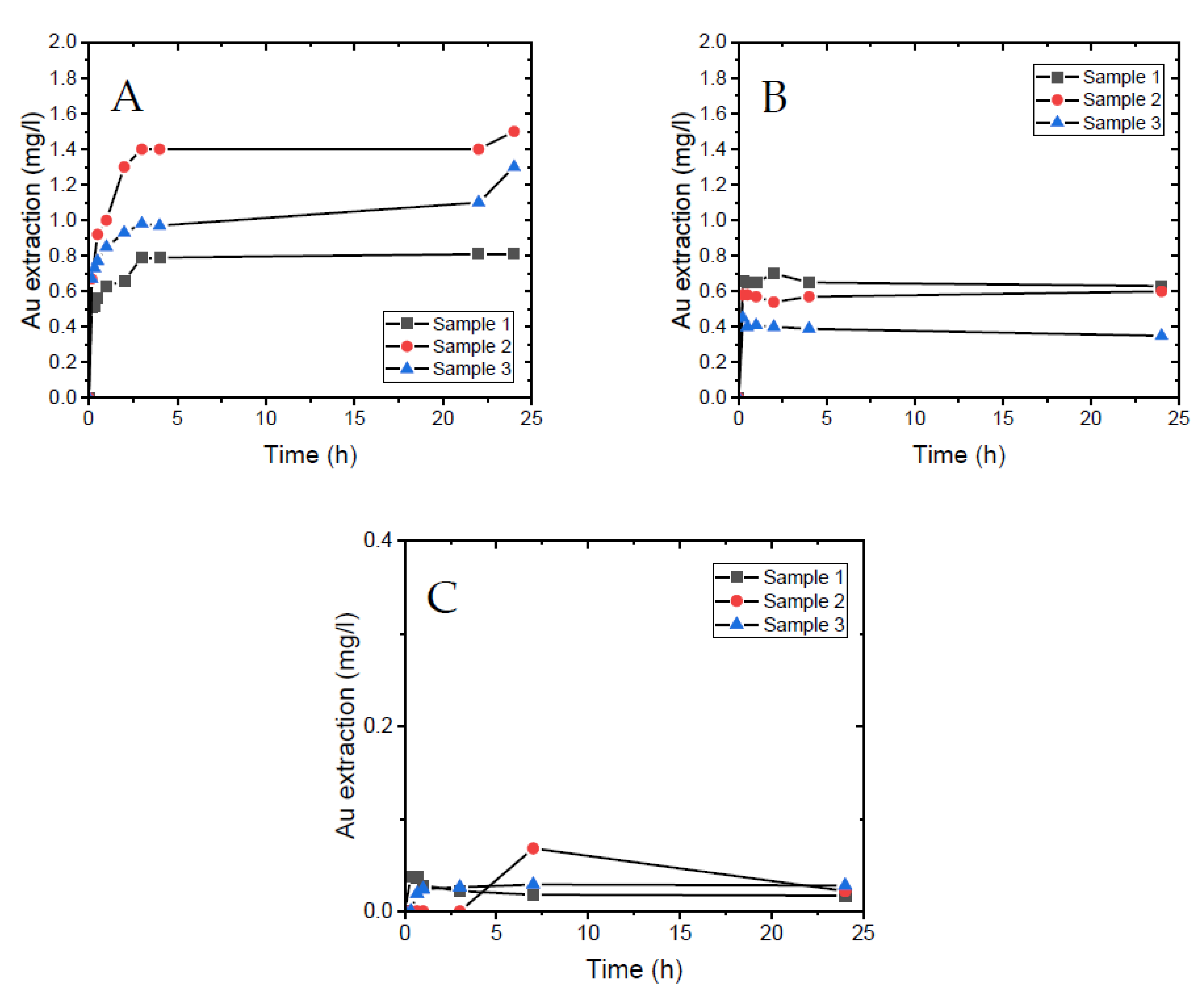
3.3. Thiosulphate Leaching
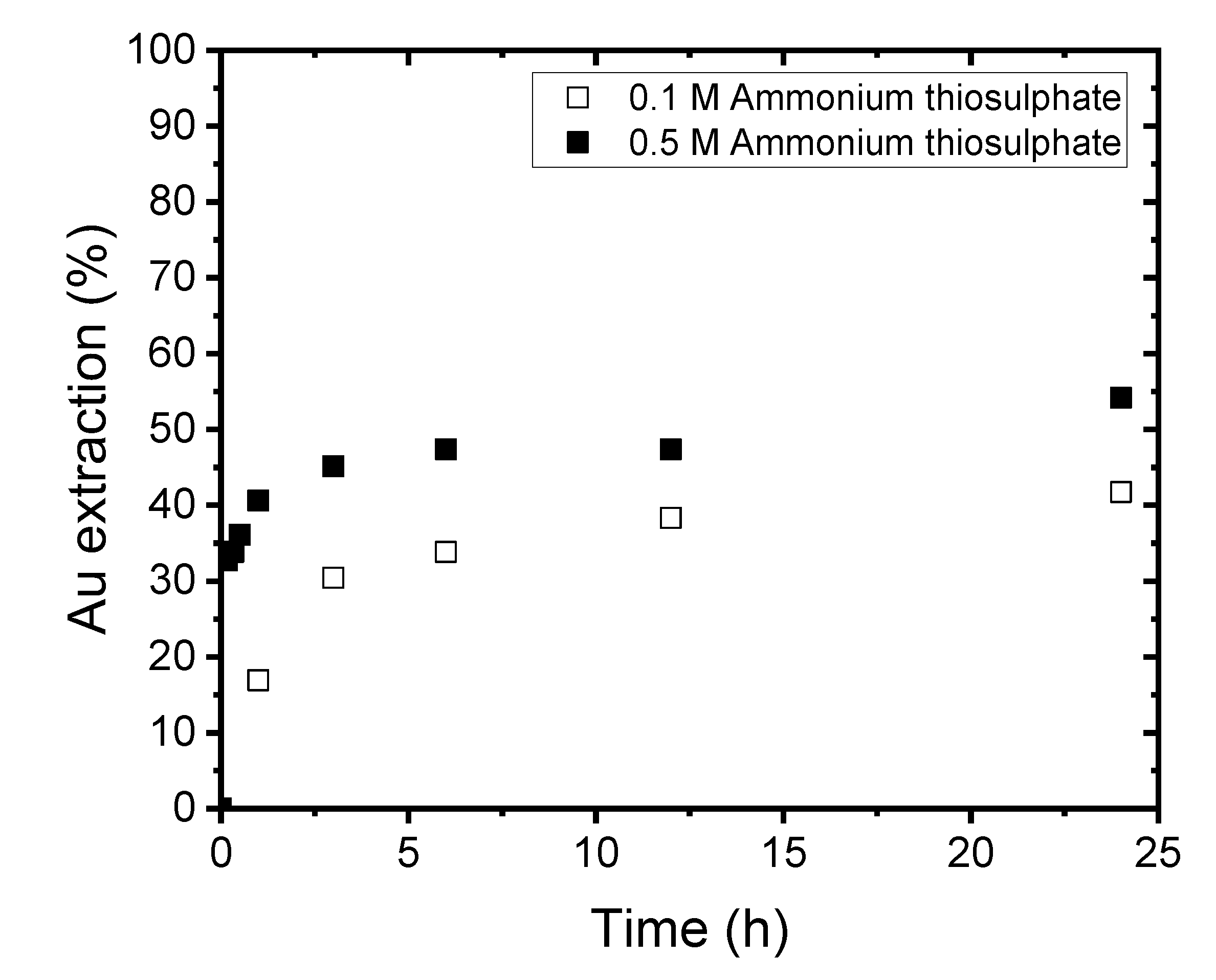
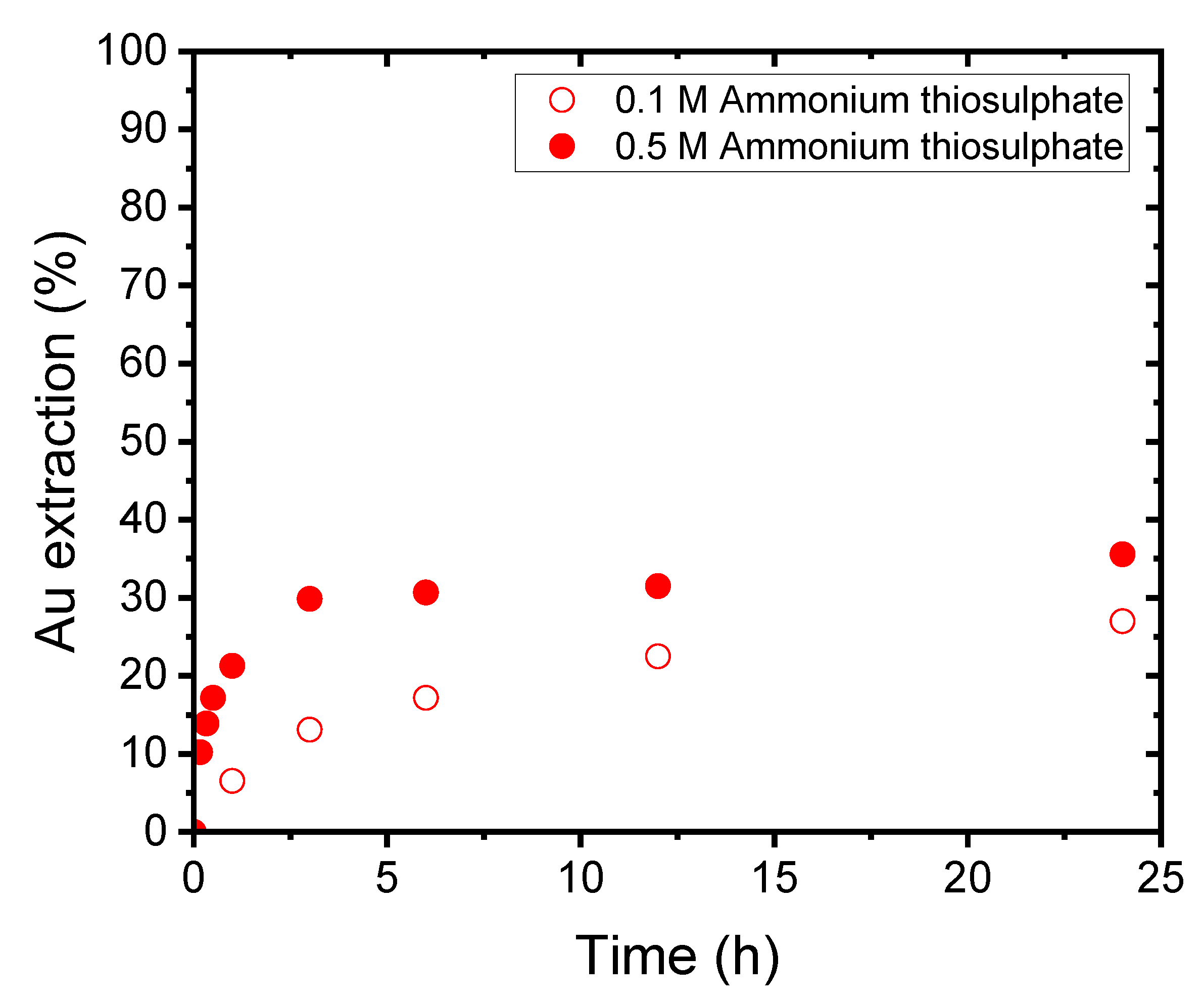
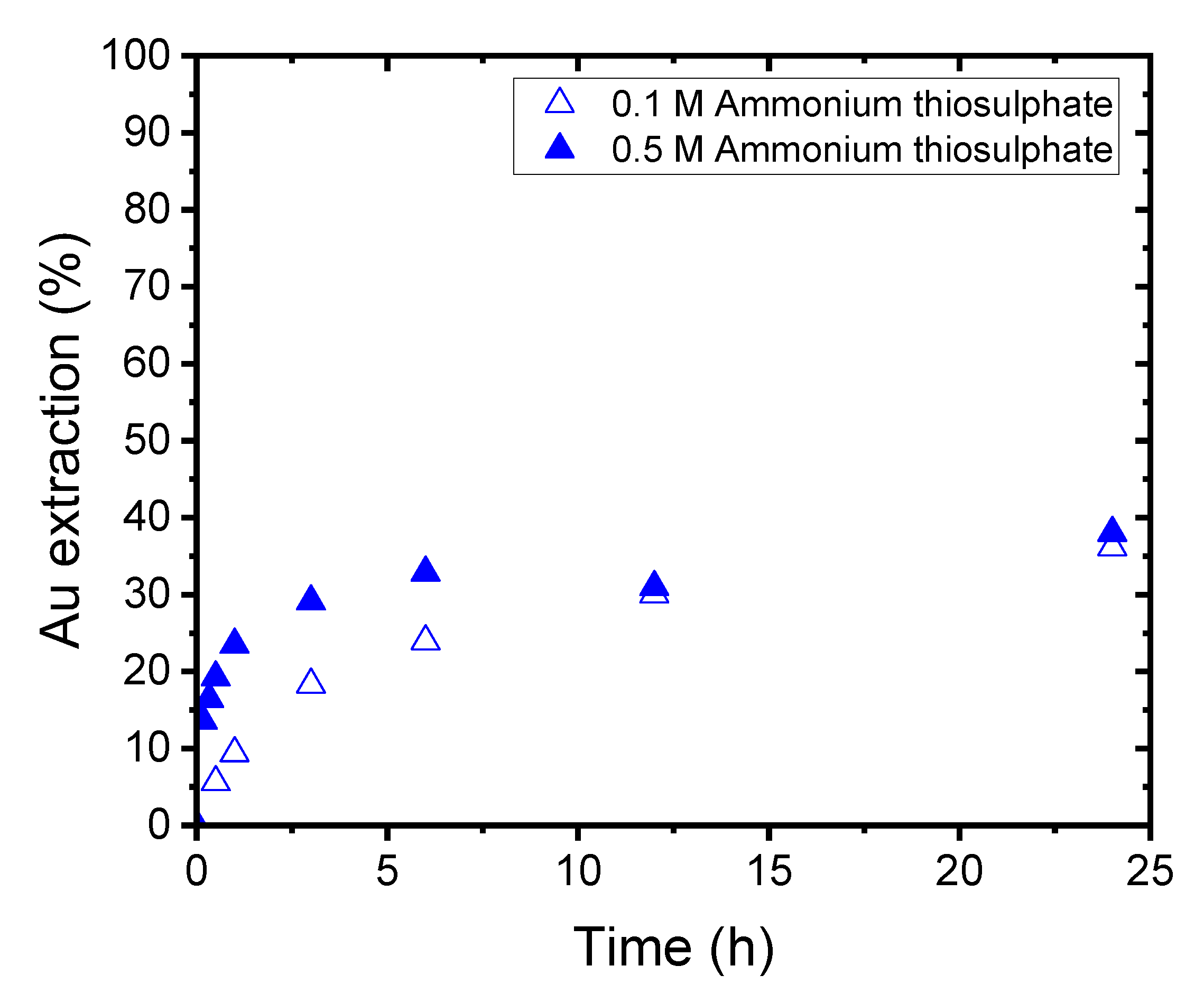
3.3.1. Effect of (NH4)2S2O3 Concentration
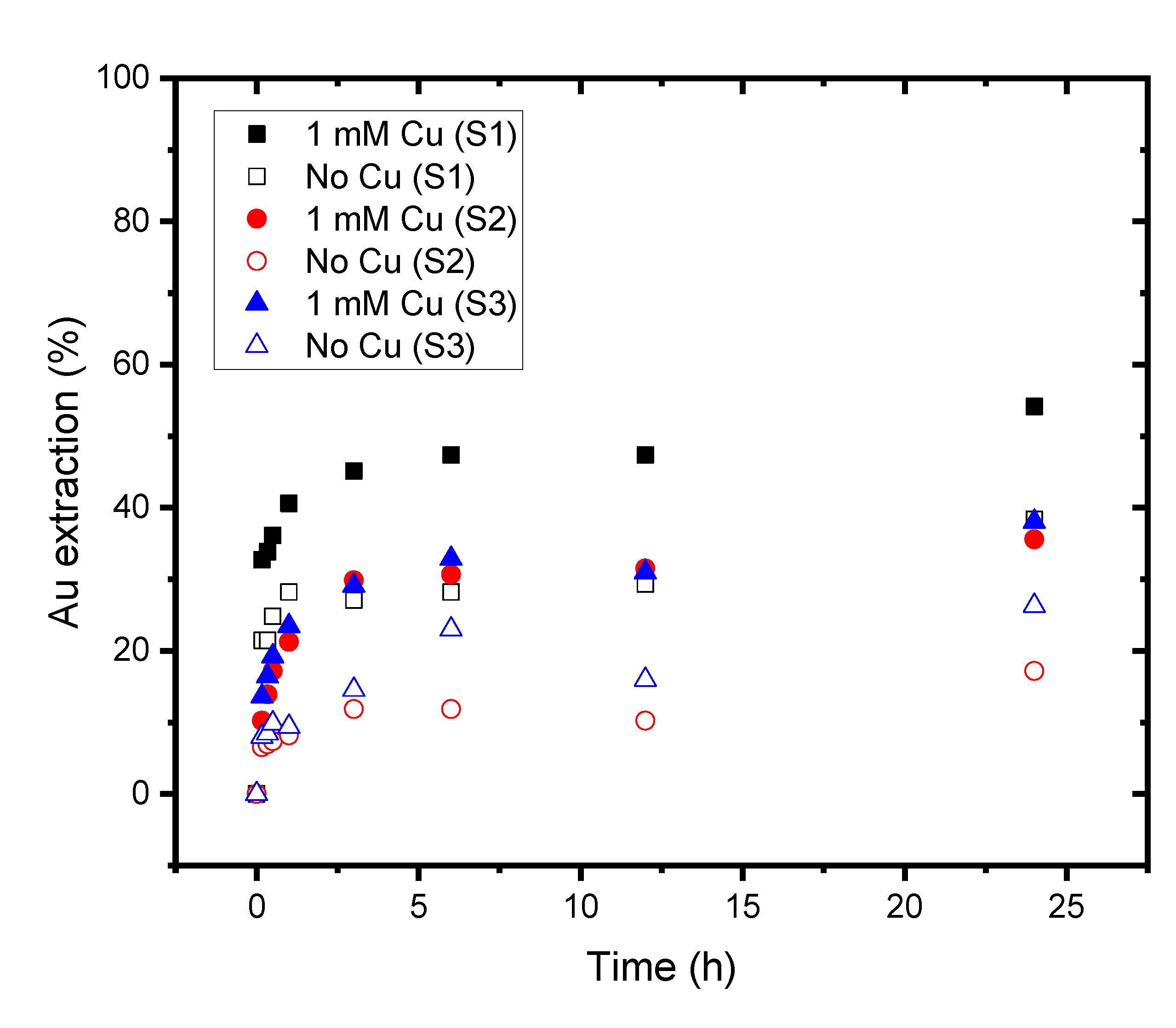
3.3.2. Effect of Background Copper Concentration
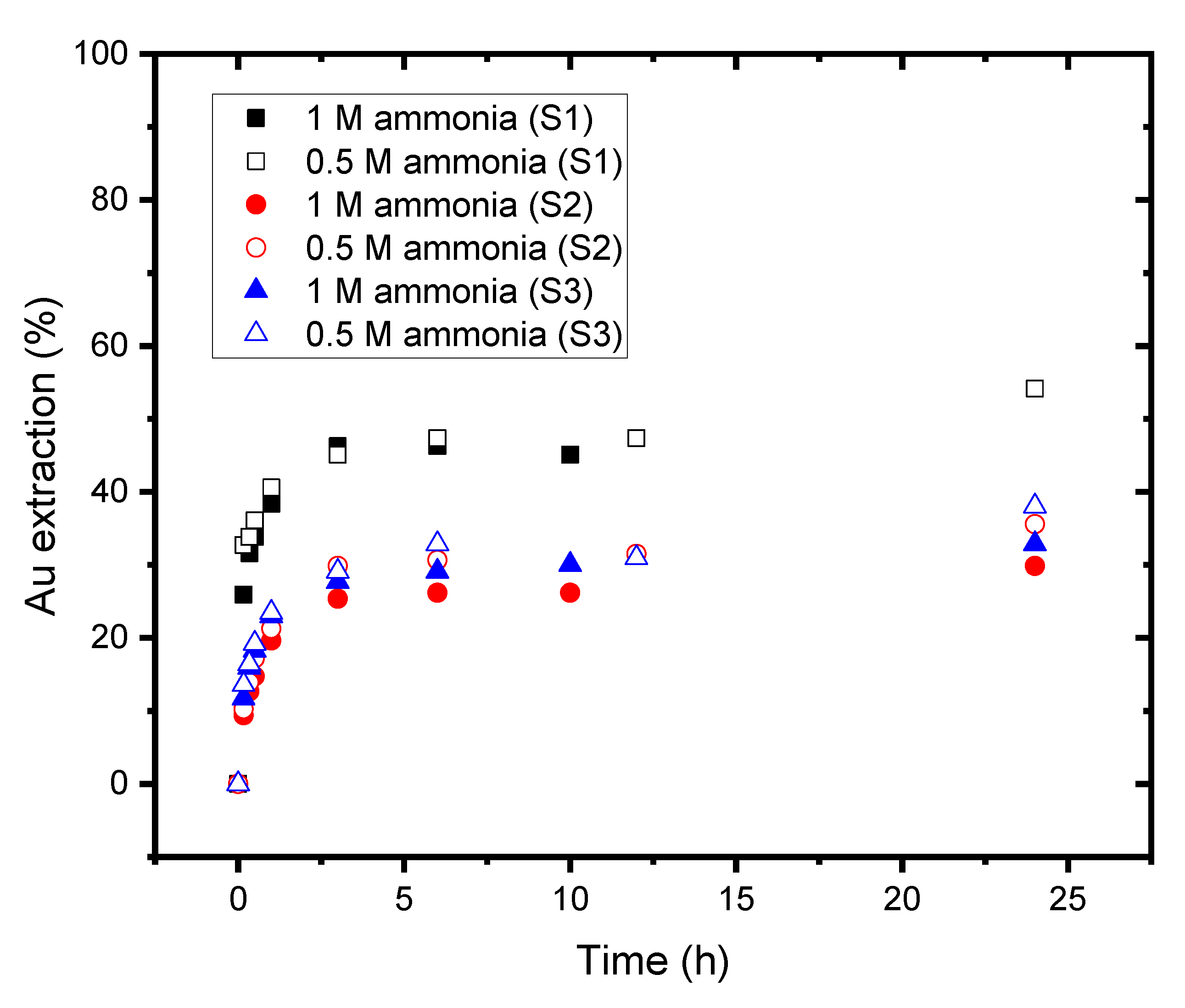
3.3.3. Effect of NH3 Concentration
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Veiga, M.M. Mercury in Artisanal Gold Mining in Latin America: Facts, Fantasies and Solutions. In Proceedings of the UNIDO—Expert Group Meeting—Introducing New Technologies for Abatement of Global Mercury Pollution Deriving from Artisanal Gold Mining, Vienna, Austria, 1–3 July 1997. [Google Scholar]
- Delve, A. Global Platform for Artisanal & Small-Scale Mining Data. Available online: https://delvedatabase.org/ (accessed on 11 August 2020).
- Davies, G.R. A toxic free future: Is there a role for alternatives to mercury in small-scale gold mining? Futures 2014, 62, 113–119. [Google Scholar] [CrossRef]
- Ledwaba, P.F.; Mutemeri, N. Institutional gaps and challenges in artisanal and small-scale mining in South Africa. Resour. Policy 2018, 56, 141–148. [Google Scholar] [CrossRef]
- Veiga, M.M.; Angeloci, G.; Hitch, M.; Velasquez-Lopez, P.C. Processing centres in artisanal gold mining. J. Clean. Prod. 2014, 64, 535–544. [Google Scholar] [CrossRef]
- Appel, P.W.U.; Na-Oy, L. The Borax Method of Gold Extraction for Small-Scale Miners. Blacksm. Inst. J. Health Pollut. 2012, 2, 5–10. [Google Scholar] [CrossRef]
- Marsden, J.O.; House, C.I. The Chemistry of Gold Extraction; Society for Mining, Metallurgy, and Exploration, Inc.: Englewood, CA, USA, 2009. [Google Scholar]
- Grosse, A.C.; Dicinoski, G.W.; Shaw, M.J.; Haddad, P.R. Leaching and recovery of gold using ammoniacal thiosulfate leach liquors—A review. Hydrometallurgy 2003, 69, 1–21. [Google Scholar] [CrossRef]
- Veiga, M.M.; Angeloci-Santos, G.; Meech, J.A. Review of barriers to reduce mercury use in artisanal gold mining. Extr. Ind. Soc. 2014, 1, 351–361. [Google Scholar] [CrossRef]
- Estay, H. Designing the SART process—A review. Hydrometallurgy 2018, 176, 147–165. [Google Scholar] [CrossRef]
- Young, C.A.; Jordan, T.S. Cyanide remediation: Current and past technologies. In Proceedings of the 10th Annual Conference on Hazardous Waste Research, Manhattan, KS, USA, 23–24 May 1995. [Google Scholar]
- Veiga, M.M.; Nunes, D.; Klein, B.; Shandro, J.A.; Velasquez, P.C.; Sousa, R.N. Mill leaching: A viable substitute for mercury amalgamation in the artisanal gold mining sector? J. Clean. Prod. 2009, 17, 1373–1381. [Google Scholar] [CrossRef]
- Perry, R.; Browner, R.E.; Dunne, R.; Stoitis, N. Low pH Cyanidation of Gold. Miner. Eng. 1999, 12, 1431–1440. [Google Scholar]
- Bin, X.; Wenhao, K.; Qian, L.; Yongbin, Y.; Tao, J.; Xiaoliang, L. A Review of Thiosulfate Leaching of Gold: Focus on Thiosulfate Consumption and Gold Recovery from Pregnant Solution. Metals 2017, 7, 222. [Google Scholar] [CrossRef]
- Zhang, X.M.; Senanayake, G.; Nicol, M.J. A study of the gold colloid dissolution kinetics in oxygenated ammoniacal thiosulfate solutions. Hydrometallurgy 2004, 74, 243–257. [Google Scholar] [CrossRef]
- Aylmore, M.G. Thiosulfate as an Alternative Lixiviant to Cyanide for Gold Ores. In Gold Ore Processing; Adams, M.D., Ed.; Elsevier B.V.: Amsterdam, The Netherlands, 2016; pp. 485–523. [Google Scholar]
- Abbruzzese, C.; Fornari, P.; Massidda, R.; Veglio, F.; Ubaldini, S. Thiosulphate leaching for gold hydrometallurgy. Hydrometallurgy 1995, 39, 265–276. [Google Scholar] [CrossRef]
- Aylmore, M.G.; Muir, D.M.; Staunton, W.P. Effect of minerals on the stability of gold in copper ammoniacal thiosulfate solutions—The role of copper, silver and polythionates. Hydrometallurgy 2014, 143, 12–22. [Google Scholar] [CrossRef]
- Baron, J.Y.; Mirza, J.; Nicol, E.A.; Smith, S.R.; Leitch, J.J.; Choi, Y.; Lipkowski, J. SERS and electrochemical studies of the gold–electrolyte interface under thiosulfate based leaching conditions. Electrochim. Acta 2013, 111, 390–399. [Google Scholar] [CrossRef]
- Breuer, P.L.; Jeffrey, M.I. An electrochemical study of gold leaching in thiosulfate solutions containing copper and ammonia. Hydrometallurgy 2002, 65, 145–157. [Google Scholar] [CrossRef]
- Feng, D.; Van Deventer, J.S.J. Effect of thiosulphate salts on ammoniacal thiosulphate leaching of gold. Hydrometallurgy 2010, 105, 120–126. [Google Scholar] [CrossRef]
- Jeffrey, M.I.; Breuer, P.L.; Choo, W.L. A Kinetic Study That Compares the Leaching of Gold in the Cyanide, Thiosulfate, and Chloride Systems. Metall. Mater. Trans. B 2001, 32, 979–986. [Google Scholar] [CrossRef]
- Jeffrey, M.I.; Watling, K.; Hope, G.A.; Woods, R. Identification of surface species that inhibit and passivate thiosulfate leaching of gold. Miner. Eng. 2008, 21, 443–452. [Google Scholar] [CrossRef]
- Rath, R.K.; Hiroyoshi, N.; Tsunekawa, M.; Hirajima, T. Ammoniacal thiosulphate leaching of gold ore. Eur. J. Miner. Process. Environ. Prot. 2003, 3, 344–352. [Google Scholar]
- Senanayake, G. Fundamentals and applications of metal-ligand complexes of gold(I/III) in non-cyanide gold processes. In Proceedings of the Green Processing 2004 (2nd International Conference in Sustainable Processing of Minerals), Fremantle, Australia, 10–12 May 2004; AusIMM: Melbourne, Australia, 2004; pp. 113–122. [Google Scholar]
- Senanayake, G. Analysis of reaction kinetics, speciation and mechanism of gold leaching and thiosulfate oxidation by ammoniacal copper(II) solutions. Hydrometallurgy 2004, 75, 55–75. [Google Scholar] [CrossRef]
- Zhang, H.; Dreisinger, D.B. The adsorption of gold and copper onto ion-exchange resins from ammoniacal thiosulfate solutions. Hydrometallurgy 2002, 66, 67–76. [Google Scholar] [CrossRef]
- Heath, A.R.; Rumball, J.A. Optimizing cyanide: Oxygen ratios in gold CIP/CIL circuits. Miner. Eng. 1998, 11, 999–1010. [Google Scholar] [CrossRef]
- Cyanide Analysis by AgNO3 Potentiometric Titration; Mintek: Randburg, South Africa, 1999; pp. 1–4.
- Yu, S.; Yu, T.; Song, W.; Yu, X.; Qiao, J.; Wang, W.; Dong, H.; Wu, Z.; Dai, L.; Li, T. Ultrasound-assisted cyanide extraction of gold from gold concentrate at low temperature. Ultrason. Sonochem. 2020, 64, 105039. [Google Scholar] [CrossRef]
- Hilson, G.; Monhemius, A.J. Alternatives to cyanide in the gold mining industry: What prospects for the future? J. Clean. Prod. 2006, 14, 1158–1167. [Google Scholar] [CrossRef]
- Mwase, J.M.; Petersen, J. Characterizing the leaching of sperrylite (PtAs2) in cyanide-based solutions. Hydrometallurgy 2017, 172, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Wu, Z.; Huang, Z.; Ruan, R.; Zhong, S.; Chan, B.K.C. Effect of temperature on column bioleaching of a refractory gold ore. Adv. Mater. Res. 2013, 825, 352–355. [Google Scholar] [CrossRef]
- Burat, F.; Demırağ, A.; Şafak, M.C. Recovery of noble metals from floor sweeping jewelry waste by flotation-cyanide leaching. J. Mater. Cycles Waste Manag. 2020, 22, 907–915. [Google Scholar] [CrossRef]
- Santisteban, J.I.; Mediavilla, R.; Lopez-Pamo, E.; Dabrio, C.J.; Zapata, M.B.R.; Garcia, M.J.G.; Castano, S.; Martinez-Alfaro, P.E. Loss on ignition: A qualitative or quantitative method for organic matter and carbonate mineral content in sediments? J. Paleolimnol. 2004, 32, 287–299. [Google Scholar] [CrossRef] [Green Version]
- SGS Minerals Services. Fire Assay Gold. Vol. T3 SGS 218. 2013. Available online: https://www.sgs.com/~/media/global/documents/flyers%20and%20leaflets/sgs-min-wa292-fire-assay-gold-en-11.pdf (accessed on 16 March 2021).
- Celep, O.; Alp, I.; Deveci, H. Application of Diagnostic Leaching Technique for Refractory Gold Ores. D.P.Ü. Fen Bilim. Enstitüsü 2008, 16, 81–90. [Google Scholar]
- Kianinia, Y.; Khalesi, M.R.; Abdollahy, M.; Hefter, G.; Senanayake, G.; Hnedkovsky, L.; Darban, A.K.; Shahbazi, M. Predicting Cyanide Consumption in Gold Leaching: A Kinetic and Thermodynamic Modeling Approach. Minerals 2018, 8, 110. [Google Scholar] [CrossRef] [Green Version]
- Bae, M.; Kim, S.; Sohn, J.; Yang, D.; Lee, H. Leaching Behavior of Gold and Silver from Concentrated Sulfide Ore Using Ammonium Thiosulfate. Metals 2020, 10, 1029. [Google Scholar] [CrossRef]
- Tanısalı, E.; Özer, M.; Burat, F. Precious Metals Recovery from Waste Printed Circuit Boards by Gravity Separation and Leaching. Miner. Process. Extr. Metall. Rev. 2021, 42, 24–37. [Google Scholar] [CrossRef]
- Peters, E. Direct Leaching of sulphides: Chemistry and applications. Metall. Mater. Trans. B 1976, 7, 505–517. [Google Scholar] [CrossRef]
- Tozawa, K.; Umetsu, Y.; Sato, K. On Chemistry of Ammonia Leaching of Copper Concentrates. Extr. Metall. Copp. 1976, 2, 690–705. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Au | Cu | Co | Fe | Ca | Mg | |
|---|---|---|---|---|---|---|
| g/t | g/t | g/t | % | % | % | |
| Sample 1 | 5.9 | 128.1 | 50.9 | 7.3 | 1.2 | 2.4 |
| Sample 2 | 16.3 | 102.2 | 24.1 | 4.1 | 7.9 | 0.8 |
| Sample 3 | 14.2 | 96.7 | 25.6 | 3.9 | 4.6 | 1.3 |
| Parameters | Specifications |
|---|---|
| Reagent concentration | 1 g/L, 3 g/L, 5 g/L |
| Temperature | 26 °C |
| Particle size | −300 + 150 µm |
| pH | 10–11 |
| Aeration | Air ingression from an open reactor |
| Mass of ore used | 100 g in each reactor |
| Solids in pulp ratio | 30% (100 g of ore in 333 mL solution) |
| Parameters | Specifications |
|---|---|
| Reagent concentration | 0.1 M and 0.5 M (NH4)2S2O3, 0.5 M and 1 M NH3 |
| Temperature | 26 °C |
| Particle size | −300 + 150 µm |
| pH | 10–11 |
| Oxidant/catalyst | 1 mM and 10 mM CuSO4 |
| Mass of ore used | 100 g in each reactor |
| Solids in pulp ratio | 30% (100 g of ore in 333 mL solution) |
| Stage | Treatment Method |
|---|---|
| 1 | Gravity concentration by panning |
| 2 | Cyanide leach of tailings (20 g/L NaCN) |
| 3 | Hydrochloric acid leach (12% HCl) |
| 4 | Cyanide leach (20 g/L NaCN) |
| 5 | Sulphuric acid leach (48% H2SO4) |
| 6 | Cyanide leach (20 g/L NaCN) |
| 7 | Nitric acid leach (33% HNO3) |
| 8 | Cyanide leach (20 g/L NaCN) |
| 9 | Reverse aqua regia leach (HNO3: 55%, HCl: 32%, ratio 5:1) |
| Minerals | XRD (Values in Mass %) | QEMSCAN (Values in Mass %) | ||||
|---|---|---|---|---|---|---|
| Sample 1 | Sample 2 | Sample 3 | Sample 1 | Sample 2 | Sample 3 | |
| Quartz | 34.0 | 67.0 | 64.0 | 36.8 | 59.8 | 51.1 |
| Feldspar | 33.0 | 7.0 | 12.0 | 19.8 | 8.5 | 12.0 |
| Chlorite | 25.0 | 5.0 | 10.0 | 24.6 | 5.8 | 14.2 |
| Mica | 6.0 | 2.0 | 3.0 | 8.6 | 1.4 | 3.6 |
| Calcite | 2.0 | 19.0 | 11.0 | 1.1 | 14.1 | 7.0 |
| Pyroxene | - | - | - | 2.4 | 1.0 | 2.7 |
| Amphibole | - | - | - | 0.5 | 3.0 | 4.0 |
| Talc | - | - | - | 0.1 | 0.01 | 0.2 |
| Fe-Ti oxides | - | - | - | 5.8 | 5.7 | 4.4 |
| Apatite | - | - | - | 0.2 | 0.2 | 0.2 |
| Sulphides | - | - | - | 0.01 | 0.33 | 0.03 |
| Other | - | - | - | 0.2 | 0.5 | 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manzila, A.N.; Moyo, T.; Petersen, J. A Study on the Applicability of Agitated Cyanide Leaching and Thiosulphate Leaching for Gold Extraction in Artisanal and Small-Scale Gold Mining. Minerals 2022, 12, 1291. https://doi.org/10.3390/min12101291
Manzila AN, Moyo T, Petersen J. A Study on the Applicability of Agitated Cyanide Leaching and Thiosulphate Leaching for Gold Extraction in Artisanal and Small-Scale Gold Mining. Minerals. 2022; 12(10):1291. https://doi.org/10.3390/min12101291
Chicago/Turabian StyleManzila, Archippe Ngwey, Thandazile Moyo, and Jochen Petersen. 2022. "A Study on the Applicability of Agitated Cyanide Leaching and Thiosulphate Leaching for Gold Extraction in Artisanal and Small-Scale Gold Mining" Minerals 12, no. 10: 1291. https://doi.org/10.3390/min12101291
APA StyleManzila, A. N., Moyo, T., & Petersen, J. (2022). A Study on the Applicability of Agitated Cyanide Leaching and Thiosulphate Leaching for Gold Extraction in Artisanal and Small-Scale Gold Mining. Minerals, 12(10), 1291. https://doi.org/10.3390/min12101291