1. Introduction
At present, copper deposits tend to have a higher presence of arsenic; therefore, they are becoming progressively more complex as time goes by. This generates problems when choosing a route to treat these concentrates because the pyrometallurgical route (concentrate, melt/convert and refine) does not seem to contribute to the solution of environmental problems and clean processes are needed with the least possible emission of polluting gasses. In addition, arsenic presents a high vapor pressure in most of its compounds, which promotes the immediate vaporization of this element in the melting/converting stages [
1].
One of the main minerals with a high content of arsenic in Chile is enargite (Cu
3AsS
4), which, similar to most sulfides, is unstable in exogenous media and decomposes by roasting at high temperatures [
2]. In 2001, Padilla et al. [
3] carried out the roasting of enargite in a neutral atmosphere utilizing nitrogen to determine the reaction mechanism and proposed that between 848 and 973 K, the decomposition occurs according to the following reactions:
In 2012, Padilla et al. [
4] again studied the roasting of enargite, but now in oxidative conditions and in a temperature range of 648 to 898 K. They proposed that it should be decomposed in the first step, forming tennantite (Cu
12As
4S
13) and sulfur dioxide gas (SO
2), and it then oxidizes forming arsenic gas (As
4O
6), sulfur dioxide gas and copper oxide (CuO), as represented in the following reactions:
Nakazawa et al. [
5] studied the behavior of arsenic, simulating what would happen during the practical roasting of a copper concentrate, and stated that when hematite (Fe
2O
3) is present, below 973 K, ferric arsenate will be formed (FeAsO
4), which could be a stable and nonvolatile compound of arsenic, as represented in Reaction (6).
It is important to note that Nakazawa et al. [
5] carried out a study in 1999, and by that time, the mechanism of enargite had not been actualized. In addition, they considered the capture of arsenic utilizing solid arsenic oxide (As
2O
3 (s)), but the reactions dictated by Padilla et al. [
4] present arsenic oxide as gas, so the reaction would be as follows:
Finally, Padilla et al. [
6] studied the effect of coal in the presence of metallic sulfides, specifically copper sulfide (Cu
2S), which would react to form metallic copper and carbon sulfide (CS
2), as represented in the following reaction:
Taking into account the previous reactions, and the fact that in oxidative conditions and with the addition of metallic compounds, the stabilization of arsenic in the solid phase can be guaranteed, we carried out the roasting of enargite utilizing fayalite slag as our source of the metallic compound (Fe
2O
3) and coal to ensure the formation of hematite as represented in Reaction (9) in order to form the stable arsenic compound, as stated in Reaction (7) [
7].
Thus, the objective of this study is capturing the arsenic, keeping it in the solid phase (Reaction (7)), avoiding its volatilization to later recover the metal of interest—copper in this case—separating it from the other compounds and thus facilitating waste management. The novelty of this study would be that an environmentally “passive” material (slag) gives use to a highly polluting material (coal) to help the thermochemical transformation of a copper sulfide highly resistant to leaching (enargite).
2. Materials and Methods
2.1. Characterization of the Materials
Enargite concentrate from Codelco: Chuquicamata Flotation plant, Chile, was used for the experiments. The concentrate is mainly composed of enargite (83%), pyrite (8%), quartz (8%) and other compounds (1%) validated via X-ray diffraction (XRD), as shown in
Figure 1. The percentages were calculated based on X-ray fluorescence (XRF) analysis. Fayalite slag from Codelco: Ventanas Foundry, Chile, was used for the experiments. The slag is composed of magnetite (Fe
3O
4) and fayalite (Fe
2SiO
4), validated using XRD, as shown in
Figure 2, and, lastly, analytic grade activated carbon from Sigma-Aldrich/Merck.
The concentrate went through a froth flotation process for four hours at a pH of 11–11.4. The pH was raised using calcium oxide and 40 g/ton of xanthate, and 10 drops of methyl isobutyl carbinol were also added.
2.2. Methods
The mix used for the samples was made using a molar ratio of 4:6:6 of enargite, magnetite and carbon, respectively. The materials were crushed in a mortar to ensure the homogeneity of the mixture. For the tests, 0.2 g of mix was used. The experimental equipment consisted mainly of a tube furnace with a quartz reactor, quartz chain, quartz crucible holder, alumina crucibles, a thermogravimetric balance and a computer that records the data over time. The equipment and sample assembly are shown in
Figure 3.
The molar ratio for the mix was made considering various reactions for the enargite. Based on Reactions (3) and (4), it can be established that from 4 moles of enargite, 1 mole of gaseous arsenic oxide will be produced, and then this gas would react with hematite to form iron arsenate (Reaction (7)). To achieve this capture, 2 moles of hematite are needed, but since magnetite was present at the start, carbon was added so that Reaction (8) can occur and, in this way, have the hematite present for the capture. But considering the possibility of other reactions occurring in parallel to those dictated, it was decided to add an excess of both reagents to ensure the possible capture of arsenic.
At the start of the experimental procedure, heat the reactor until it reaches the selected temperature and stabilizes; proceed to load the alumina crucible with 0.2 g of the mix and suspend it from the balance using the quartz chain and crucible holder inside the reactor, recording the weight loss of the sample as a function of time. The weight loss fraction at any time was calculated by dividing the weight loss at a set time by the weight of the initial sample.
The isothermal experiments were carried out in a range of temperature of 773.15–973.15 K for 1 h in an open atmosphere; therefore, a gas flow was not used for the three tests. After the roasting time ended, the crucible was extracted and cooled, the mass was recorded, and the solid samples were sealed with polyolefin and sent for XRD analysis.
For the analysis of the concentrate, an XRF was carried out using the RIGAKU ZXS Primus II (ZXS PRIMUS II, RIGAKU, Tokyo, Japan) equipment. For the analysis of the roasted samples, an XRD was carried out using a Bruker diffractometer, the Bruker AXS model D4 Endeavor (D4 Endeavor, Bruker AXS, Karlsruhe, Germany), operated with Ni Kβ radiation filter and Cu radiation.
3. Results
A nonisothermal test was carried out to check and analyze the behavior of the mixture as the temperature increases, thus choosing which range to study. The temperature range of this test was from 298 to 1273 K. The temperature ramp was approximately 4 K/min for 4 h.
As we can see in
Figure 4, the weight loss fraction varies its behavior in function of the temperature. From 467 K, the weight loss fraction begins to increase, which means the sample loses mass, and it would correspond to the decomposition of enargite (Reactions (1) and (2)), and then at 615 K, the sample begins to gain mass, which could correspond to an oxidation of the products or a capture of gasses. Then, when the sample reached 773 K, it began to lose weight, increasing the weight loss fraction until stabilizing at 1100 K.
Since the nonvolatilization of both arsenic and sulfur is being sought in this work, the first point of interest will be the point where less mass is lost—or, on the contrary, where more mass is gained—as shown in point (a), since it would be related to a possible capture of these gasses. Then the following two points, (b) and (c), were chosen to see if the formed products changed based on the information provided by the curve in
Figure 4. The temperatures of interest would be 773, 873 and 973 K, respectively.
In
Figure 5, the XRDs of the isothermal experiments at points (a), (b) and (c) are shown, where at 773.15–873.15 K, the copper phases are sulfates, and a ferric sulfate phase was encountered. However, these products were not shown in reactions in the previous literature, not as with the final products obtained at 973.15 K, which were those expected, where all the products are in oxidative phases like CuO and Fe
2O
3.
It is important to highlight that the sulfates that appear on the XRDs are hydrated, which could not have occurred during roasting due to the temperatures used; therefore, these sulfates were hydrated with the humidity present in the environment inside the crucible after being sealed.
4. Discussion
As can be seen in the XRDs, there is no enargite present, although this was part of the initial material, confirming its complete decomposition, as shown in Reactions (1)–(4). It was even possible to form copper oxides at 973 K, as indicated by Padilla et al. [
4], but the condensed copper phases are not as expected for the temperature range of 773–873 K since copper oxides should be formed between 773 and 973 K in oxidative atmosphere (Reaction (5)).
There are articles that explain why the sulfates can be formed at these conditions (773–973 K and oxidative atmosphere). Chambers et al. [
9] indicated that when enargite is in the presence of pyrite in an oxidative atmosphere/condition, it can form copper sulfate and ferric arsenate, as represented in Reaction (10).
Safarzadeh et al. [
10] proposed that the formation of the sulfate depends on the pressure of gaseous arsenic oxide, changing the formation mechanism for the copper sulfate, in which sequential steps follow two roasting paths, as represented in
Figure 6.
On the one hand, Ozer, M. et al. studied the mechanism of the formation of copper and ferric sulfates utilizing a chalcopyrite concentrate and tailings in an oxidative atmosphere, with a temperature range of 773 to 953 K [
11]. On the other hand, Wan, X. et al. studied the chalcopyrite sulfation roasting behavior at 873 K with a SO
2-O
2 gas mixture [
12]. The reactions are the following. To obtain the Gibbs free energies for the reactions, the database of HSC software was used [
13].
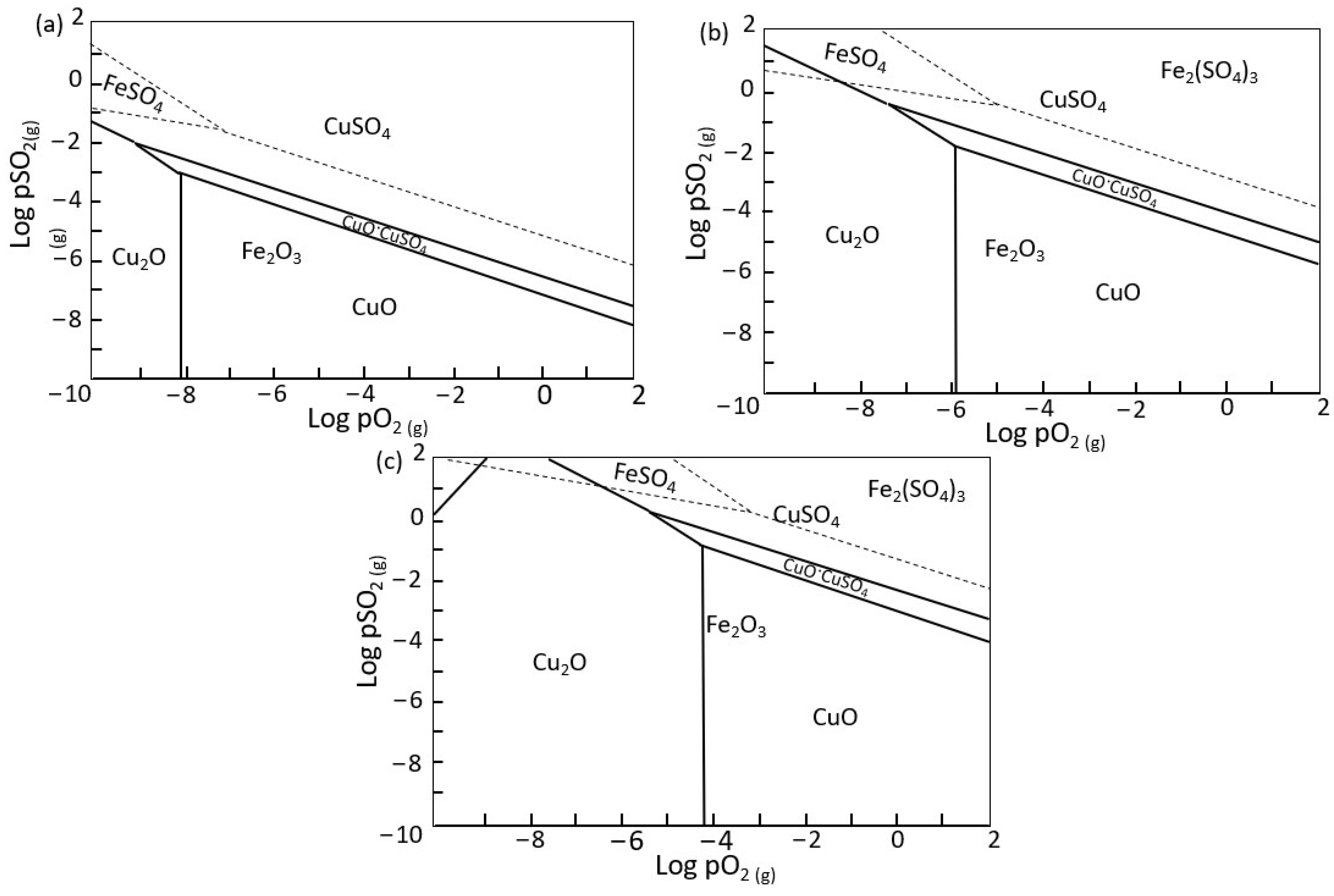
Utilizing the results of the XRDs (773 and 873K), which show high copper sulfate formation, the diagrams shown in
Figure 7 and Reactions (11)–(14), we can conclude that the dominant effect for the formation of these sulfates is the presence of oxygen and sulfur dioxide gas. This is simply because, at very low pressure of these gasses, the only stable phases that can be formed are oxide phases. In addition, with the products obtained and checked through the use of XRD, it can be concluded that the decomposition of enargite to form sulfide products like chalcosine (Cu
2S) is faster than the evacuation of sulfur dioxide gas because when this gas is formed, it gets in touch with the chalcosine, forming copper sulfate. Souza et al. [
14] showed thermodynamically that copper sulfate is stable up to about 1028 K, low oxygen pressures and high SO
2 pressures, and then it decomposes into various condensed and gaseous compounds, as presented in our work.
However, this does not happen with As4O6 (g) because no phase with arsenic was detected in the XRD at the three temperatures, leading to the conclusion that the evacuation of this gas is faster than the capture, as shown in Reaction (7). The possible explanation is that both gaseous arsenic oxide and hematite must be present to form the ferric arsenate, but at the start, enargite and magnetite are the compounds present; so the decomposition–oxidation of enargite, and thus, the volatilization of the arsenic, is faster than the formation of hematite, and, therefore, Reaction (9) cannot be carried out.
In addition, the coal present in the mix can capture the sulfur when the first decompositions start (Reaction (1)); therefore, the residence time of the sulfur gas increases, giving time for chalcosine to form from the decomposition of enargite and then capture the sulfur dioxide to form the sulfate (Reaction (11)). The capture of sulfur gas is represented in the following reaction [
6].
Taking into account all the information presented, in order to summarize and exemplify what is probably happening within the system,
Figure 8 was drawn, which shows how the composite material is initially, where enargite, slag and coal stand out, and once the temperature begins to rise, reactions such as the decomposition of enargite to tennantite and the capture of sulfur begin to be generated. Then, the tennantite decomposes, releasing arsenic and sulfur as gas, and as chalcosine appears, it captures sulfur dioxide to form copper sulfate, and the pyrite within the concentrate releases sulfur and later oxidizes to form iron sulfate.
It is promising that with nonideal conditions, closer to what could be currently seen in the industry, it was possible to form copper phases that are easily leachable, in addition to cleaning the arsenic concentrate, eliminating this element in the gas phase and facilitating waste management, since the only focus would be on generating good gas cleaning.
It is important to note that new experiments and analyses are being carried out since it is still in doubt whether the addition of slag and coal affects the speed or stability of these compounds. Therefore, the effect of carbon and ferric slag is being evaluated to confirm which elements/compounds are responsible for the formation of sulfates. In addition, calcine will be analyzed via elemental chemical analysis to ensure the nonpresence of arsenic in the solid phase.
5. Conclusions
There is the capture of sulfur present in the sample. This is supported by the formation of copper and ferric sulfates, as shown in the XRDs.
A leachable copper phase could be formed. In this case, it is the formation of copper sulfates.
There was no presence of arsenic phases; therefore, it is assumed that it was volatilized before it could be captured by the hematite.
The volatilization rate of arsenic is faster than the formation of copper sulfate, based on the fact that to form the copper sulfate, there must be chalcosine, and, therefore, the decomposition of enargite is faster than the formation of copper sulfate.
The effect of the fayalite slag and coal is under evaluation to confirm which elements/compounds are responsible for the sulfate’s formation.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







