3.2. Continuous Pilot-Scale Study
3.2.1. Process Design
Preliminary lab-scale experiments revealed favorable REE adsorption characteristics of the lignite material employed in this investigation. The findings from the bench scale experiment inspired the design of a pilot scale test with an aim to generate a concentrated REE feedstock for hydrometallurgical extraction. This proposed process can use acid mine drainage (AMD) or any other solution as a REE source. Since both AMD and the lignite material used in this investigation are typical waste products from two separate and distinctly different operations, the proposed process provides a means to benefit from the treatment of AMD, which is an environmental hazard, while generating a potential feedstock for the recovery of rare earth elements and other critical elements using hydrometallurgical methods.
As previously described, the primary REE source for this investigation was a PLS generated from a heap leach test pad containing a bituminous coal coarse refuse. The concentrations of different elements in the PLS are shown in
Table 5. The results indicated that the PLS contained elevated concentrations of contaminants such as Al, Ca, and Fe compared to REEs (
Table 5). It has been reported in the literature that these contaminants compete with REEs for binding sites [
19]. Therefore, adding a contaminant removal step prior to the adsorption stage was crucial to maximize the REE adsorption characteristics of the lignite waste material. As such, a precipitation study was conducted on the heap leach PLS to identify the optimal set points for contaminant removal (
Figure 5). The results demonstrated that most of the Al and Fe precipitated at pH 4.5, and increasing the pH above this setpoint resulted in considerable REE losses. Therefore, following the Al and Fe removal, adsorption was also completed at the same pH value. The objective of the adsorption stage was to provide a concentrated REE feedstock for downstream separation and purification processes. Since REEs can potentially be concentrated in a smaller mass of solids which will reduce the total volume needed to be treated by the downstream processes, significant reductions in capital and operating expenses (CAPEX and OPEX) may be realized.
3.2.2. Pilot-Scale Test
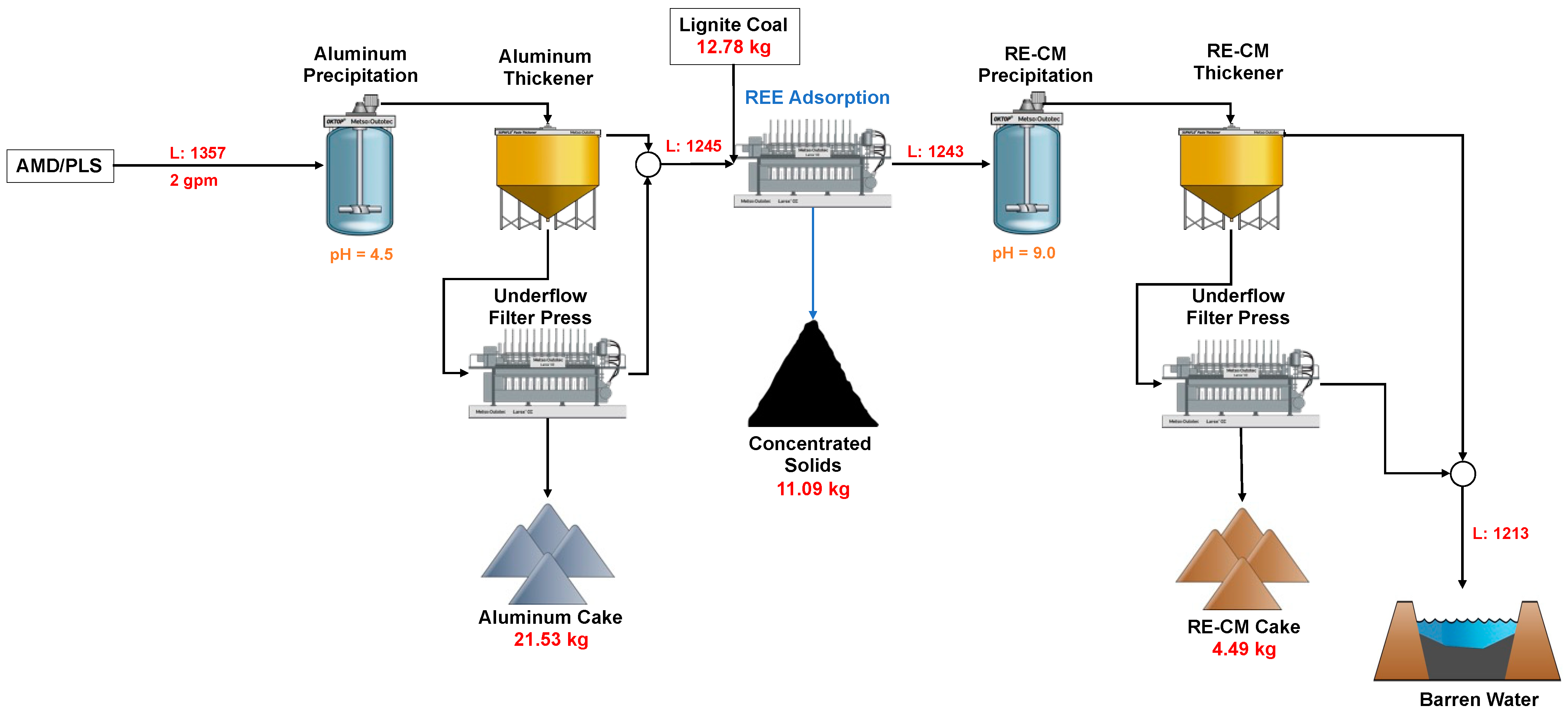
For this experiment, heap leach PLS was fed to a 340-L mixing tank at 7.6 lpm using a pneumatic diaphragm pump (
Figure 6). The tank contained Eh (a measure of the redox potential) and pH probes, which were connected to an online feedback PLC controller capable of altering the peristaltic pump speed. The PLC system maintained a pre-determined pH setpoint by manipulating the pump speed used to inject a 4 mol/L NaOH stock solution into the mixing tank. The reactor tank overflow was mixed with a 0.1% flocculant solution using an inline mixer and subsequently discharged into a 1500-L thickener. Underflow from the thickener was dewatered using a high-pressure plate filter press operated at 684 kPa.
During the solid-liquid separation of aluminum precipitate, raffinate from the filter was monitored continuously. The filter operation was stopped upon observation of particles in the filtrate and the solids removed. The overflow from the thickener was combined with the filtrate and used for feed to the next stage. For the REE adsorption tests, the filter plates were packed with the lignite material by pumping a 20% S/L slurry through them in a closed loop until the discharge water was clear. Subsequently, the REE-containing solution was passed through the packed bed, and the filtrate was pumped to the RE-CM precipitation stage. The pH of the filtrate was adjusted by the online control system to a value of 9, which caused precipitation of any remaining REEs and other critical elements such as cobalt, nickel, and zinc. The precipitates were recovered using an identical thickener-plate filter press arrangement as described for the aluminum precipitation circuit. The filtrate from the RE-CM operation was discarded as wastewater.
3.2.3. Data Reconciliation
The final volumes from the pilot-scale test were estimated based on the pump flow rates, whereas masses were estimated by weighing the filter cakes. Any base added during the test was automatically recorded in the OSIsoft PI system, which was later used in the calculation. Liquid samples were collected from the feed and the raffinate of each unit operation along with solid samples from the filtered cakes. As the solid samples contained significant moisture content, they were air-dried in the oven for 12 h, and the dried samples were collected for digestion. Samples were weighed before and after drying to determine the solid content of the cake. The samples were analyzed using ICP-OES, and the weighted sum of squares (WSSQ) was employed to obtain a complete mass balance around the circuit using the following formula:
where
and
are the actual assay and mass flow rate values,
and
the standard deviation in mass flow and assay for stream i and component k,
and
the relative error in mass flow and assay for stream i and component k, and * indicates estimated values.
3.2.4. Test Results
The results indicated that the aluminum precipitation circuit operated with a pH setpoint of 4.5 effectively removed most of the iron and aluminum from the solution (
Figure 7) as indicated by Fe and Al recovery values of 88% and 98%, respectively. However, it should be noted here that there was a 30% loss of rare earth elements in the aluminum precipitation stage. This was likely due to the adsorption of rare earth elements on the surface of Fe-precipitates to neutralize its surface charge [
36]. Typically, Al
3+ ions in the solution can neutralize the charge. However, if the concentration of Fe is significantly higher than Al, which is the case for the given PLS (
Table 5), a loss of REEs occurs. To minimize this effect, separate Fe and Al precipitation stages are required. Since ferric iron precipitation at pH < 3.5 is below 85%, there should be enough Al in the system to neutralize its surface charge for the given PLS, hence, minimizing the REE loss.
The adsorption efficiency for REEs, Mn, Ni, and Zn in the test was approximately 32%, 17%, 10%, and 9%, respectively (
Figure 7). The contaminants ions, such as Al and Fe, showed relatively higher precipitation efficiencies compared to REEs. Since it is not possible to distinguish between elements adsorbed and precipitated at this stage, it is anticipated that at least some of the Al and Fe adsorption efficiency increase was caused by simple precipitation of these elements in this pH range. Interestingly, there was no adsorption of Ca and Co. In fact, both elements were leached from the solids with 43% and 2% recoveries, respectively. Removal of significant calcium concentration in this stage is anticipated to provide economic benefits with respect to chemical consumption when treating this feedstock for hydrometallurgical extraction. Finally, increasing the solution pH to 9.0 removed the remaining elements of interest from the solution. Since most of the calcium precipitates in the basic pH range above 9 (
Figure 4), its precipitation efficiency was lower than other elements. However, it should be noted that considering the prior leaching of Ca in the adsorption stage, a small percentage of calcium in the cake will translate into significant content due to its elevated concentration in the feed solution.
Considering distinct mass losses in the different precipitation stages along with the elemental assays of the cakes, unit recovery values do not provide complete information. Therefore, it is crucial to normalize the complete data set relative to the feed content i.e., mass distribution/overall recovery values. For instance, it is evident from the data shown in
Figure 8 that almost all the Fe and most of the Al were precipitated in the aluminum precipitation stage. Similarly, rare earth elements removed from the PLS in the adsorption stage represented approximately 22% of the TREEs present in the system. Most of the REEs and other critical metals are reported to the RE-CM cake, which is a result of low removal efficiencies in the adsorption stage. It is likely that low REE removal during the adsorption stage was due to the significantly lower solid content relative to the volume of the PLS and/or, the limited residence time provided in the filter for adsorption. A more detailed discussion is provided later in this publication.
It is worth mentioning here that a RE-CM precipitation step is typically required when treating dilute PLS to generate a concentrated feedstock for downstream processing. The anticipated outcome from this precipitation stage is to provide a concentrated RE solution from the leaching of RE-CM cake, which can be processed using either solvent extraction and/or oxalic acid precipitation to generate high-purity products. However, it was found that, even though most of the REEs and CM were precipitated at pH 9.0, the filtered precipitates retained approximately 80% water content. As such, when leaching the RE-CM cake, the excessive water content caused the REE content in the solution to drop significantly. Unfortunately, it was observed during plant operation from other pilot tests that reducing the external water content during leaching was not an option as the REE-leaching efficiency was significantly impacted. Comparatively, the lignite material following adsorption retained only 22% water content. Therefore, high solids leaching of the material was anticipated to provide a significantly higher REE and CM content in the PLS, which is ideal for solvent extraction and/or oxalic acid precipitation.
3.2.5. Improvement in Feedstock
After the adsorption test, the lignite was analyzed for elemental content. Comparing the elemental concentration after adsorption to the initial values revealed that the TREE content increased by more than 100%, with HREE content improving by 250 percent (
Figure 9). The overall REE content increased from 457 ppm to 1065 ppm on a whole mass basis. Considering the criticality of heavy REEs such as dysprosium, yttrium, and terbium in the development of clean energy technologies, the results suggest that the proposed flowsheet can provide promising means to improve the concentrations of these elements. This statement is supported by the REE content data shown in
Table 6, which clearly demonstrates a significant change in the rare earth distribution. Initially, LREE represented approximately 74% of REE content in the feed which changed to 55% after adsorption. Similarly, Mn, Ni, and Zn concentrations also improved with Zn content increasing by more than 250 percentage points. Additionally, as the Co leaching recovery was approximately 2%, no significant cobalt content was lost during this process.
Furthermore, the data demonstrated a 67% and 11% increase in the Al and Fe content, respectively. Interestingly, even though overall concentrations of these contaminants increased, there was approximately a 100% improvement in the ratio of elements of interest and the total contaminants in the feed. An increase in this ratio indicated that the feedstock was upgraded with fewer contaminants relative to the elements of interest. This change was due to the major reduction in the calcium content, which was present as calcite and was effectively removed by contact with a very mild acid (
Table 6). Since the calcite is readily soluble and acts as a neutralizing agent, its removal is anticipated to provide improvement in the chemical cost as well as the final purity of the rare earth oxide product, which can be negatively impacted by the precipitation of calcium oxalate [
39].
3.2.6. REE Improvement Pattern
REEs have been shown to bind to carboxylic, phenolic, and chelating ligands. To be more specific, LREEs preferentially bind to carboxylic acids such as acetic acids whereas HREEs bind to phenolic and other chelating ligands [
35]. However, other ions such as Al
3+, Fe
3+, and H
+ compete with REEs for the binding sites. The competitive effect of contaminant ions changes as a function of pH and REE/HA ratios resulting in distinct distributions of REEs in different deposits/solutions [
19,
37]. For instance, Marsac et al. reported competition of Al
3+ ions with HREEs at pH~3.0 and low REE/HA ratios. At pH values around 5–6 and high REE/HA conditions, aluminum ions show a competitive behavior towards LREEs [
35]. Similarly, Fe
3+ preferentially binds to phenolic sites at pH 3, resulting in relatively lower adsorption of HREEs. At pH 6.0, Fe
3+ competes with all REEs equally, decreasing the overall REE adsorption efficiency. Aside from the mentioned contaminants, other elements in the PLS likely impact the REE adsorption in a similar manner.
In order to fundamentally understand their adsorption behavior, the REEs were classified into light, middle, and heavy rare earth elements as shown in
Figure 10. The data indicated that there was a convex pattern of improvement in RE content in the waste lignite after the adsorption experiment. As reported by Marsac et al., Al
3+ and other contaminants preferentially bind to the phenolic and chelate ligands. This leaves carboxylic acids, such as acetic acids, to bind preferentially to MREEs, thereby resulting in the convex REE pattern [
19]. Even though most of the Al and Fe content was removed during the aluminum precipitation stage, their total concentration was still approximately 20× higher than the REEs. As such, it is likely that primary consumption of binding sites by contaminants contributed towards a lower REE adsorption efficiency.
As per the Irving–Rossotti equations for REEs, the preferential binding of MREEs to the monocarboxylic ligands is a result of the large outer-sphere contribution in LREE- and MREE- complexation [
19]. Based on the discussion presented previously, the higher HREE content increase relative to the LREE content was likely a result of the preferential consumption of carboxylic acid sites by aluminum [
40]. Furthermore, Wang et al. reported that the bond length between humic acids and REEs decreases with an increase in atomic number from lanthanum to lutetium, whereas binding energy showed an upward trend. Consequently, it was concluded that the HREE and -OH bonds were more stable than LREE and -OH bonds [
29].
3.3. Process Flowsheet Development
The pilot-scale circuit demonstrated that the REEs adsorption stage provides promising means to generate a concentrated RE source. However, it was observed that the adsorption efficiency was approximately 30% which necessitated further processing of the solution to recover the remaining elements of interest in the solution. It was postulated that reduced adsorption efficiency was likely due to the amount of PLS treated per unit mass of lignite and limited residence time in the filter for the adsorption process. As such, another bench-scale experiment was conducted using the filtrate of the aluminum precipitation circuit at a 20% S/L ratio. The results demonstrated a significant improvement in the RE adsorption efficiency, thereby confirming the hypothesis that the adsorption efficiency was limited in the pilot scale test by the conditions (
Figure 11). Based on these results, the preferred adsorption reactor is likely a well-mixed tank designed to provide adequate time for the adsorption process to run its course to near completion.
The adsorption kinetics were relatively fast with approximately 80% of the REEs adsorbed by the lignite within the first five minutes of the reaction. Increasing the time to 60 min improved the adsorption efficiency to 99%. The Al and Fe adsorption kinetics were equally fast, which corroborated the hypothesis that REEs compete with contaminant ions for the binding sites. Similarly, Mn, Ni, and especially Zn adsorption rates also increased. Simultaneously, the leaching recovery of calcium was 49% within the first five minutes of the reaction, signifying high calcium removal efficiency. However, as the reaction progressed, calcium started adsorbing on the solids and the leaching recovery decreased from 49% to −6% (signifying adsorption), indicating calcium loss from the PLS. Adsorption of calcium from the PLS by the adsorbent suggests an abundance of available binding sites even after adsorption of significant amounts of REE, Al, Fe and Zn contents. Similar to the previously presented bench-scale results, it was observed that the pH of the solution drifted to 5.0 within five minutes of the reaction. Based on the precipitation behavior of the contaminants (
Figure 5), Al and Fe precipitation at pH 4.5 is expected to contribute to Al and Fe adsorption efficiency values. However, minimum REE precipitation occurs at the given pH value.
Based on the results, it can be concluded that the adsorption stage can be effectively used to recover REEs from the PLS solution. As such, a new flowsheet was developed, which includes further processing of the concentrated lignite material after the adsorption stage (
Figure 12). The initial process circuit in the flowsheet is identical to the previous process flow presented in
Figure 6. However, it should be noted that an additional iron precipitation stage at pH 3.2–3.4 prior to aluminum precipitation may be needed if the PLS contains elevated iron content to minimize the REE loss. Following the Al removal step, adsorption may be carried out with lignite on the remaining PLS using a reaction tank with pH control similar to the precipitation circuits. As indicated by the bench-scale data shown in
Figure 11, elevated solids concentrations, i.e., 20%–30% S/L (
w/
v) and a retention time of around 15 min is recommended to ensure high adsorption efficiency. The new flowsheet does not process the filtrate after the adsorption stage as it will be essentially barren of REEs. However, if needed, it could be further processed to recover other critical metals in the solution following the process schematic shown in
Figure 6.
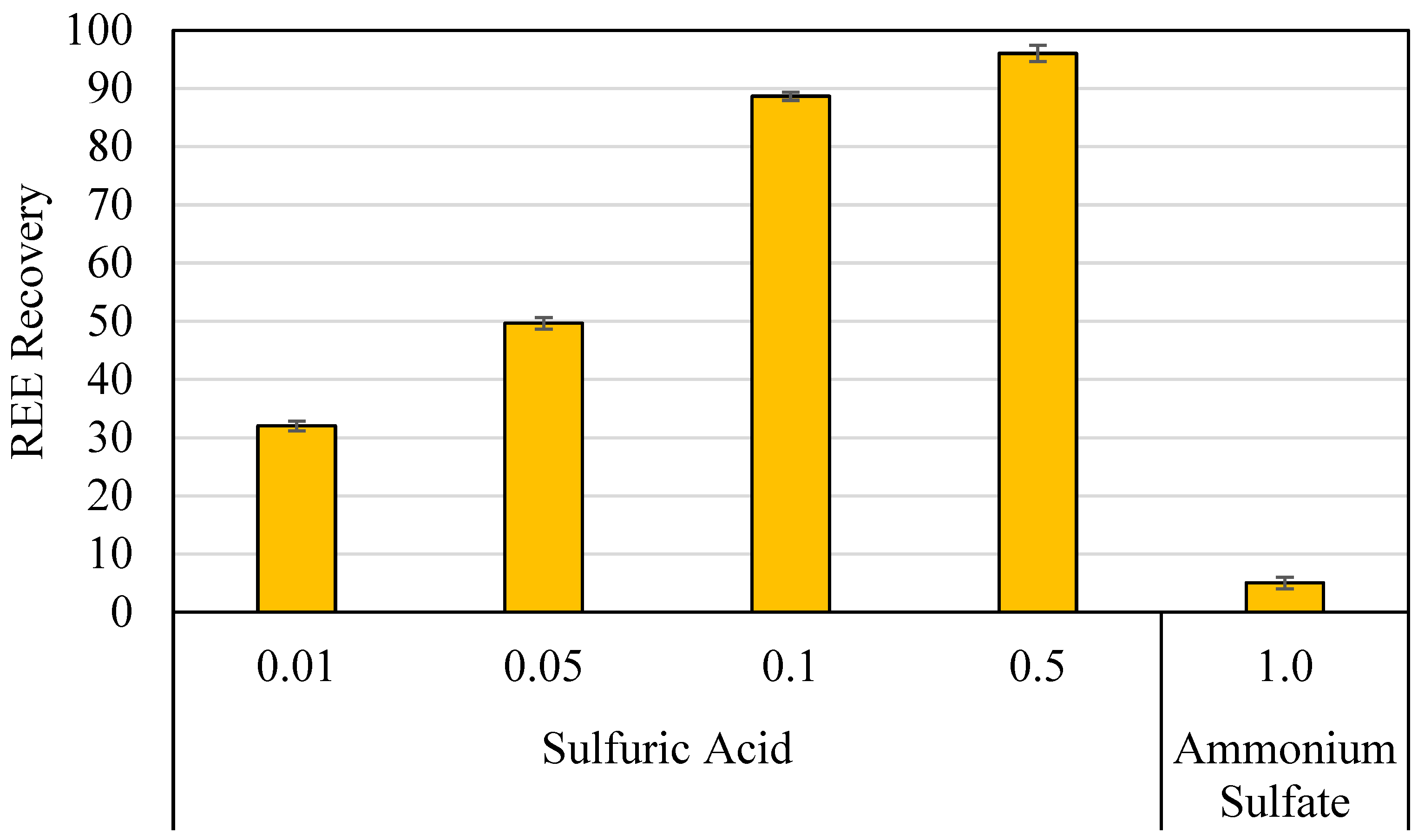
The solids enriched in REE content will be leached using a 20%–30% S/L (
w/
v) ratio and dilute sulfuric acid (or other acids) of around 0.5 mol/L. Leaching of the concentrated solids obtained from the pilot scale test indicated that a PLS containing >200 ppm REE concentration could be generated (
Table 7). For comparison, bench scale testing of the untreated lignite material resulted in a PLS with only 66.6 ppm REE content at the same conditions, and leaching of bituminous coal sources typically produces a PLS containing less than 20 ppm [
41]. Furthermore, the leachate contained elevated concentrations of other critical metals relative to the untreated solids leachate. The Co content remained unaffected due to the lack of adsorption in the pilot scale test. Hence, in contrast to the hundreds of gallons of relatively dilute PLS obtained from conventional leaching, processing of the enriched lignite will generate an upgraded PLS with significantly less volume, which should enhance economical viability for treating low-grade secondary sources from which the PLS is normally low in REE content.
A detailed techno-economic analysis has been performed on the processing of PLS generated from coarse coal refuse using solvent extraction [
41]. It was found that PLS processing cost (OPEX + CAPEX) could be reduced from 150
$/kg to 51
$/kg of mixed REE product with an increase in the PLS content from 65 ppm to 200 ppm using 0.5:1 organic-to-aqueous ratio (O:A). Based on the data presented, the processing of the enriched lignite will generate a PLS containing more than 200 ppm solution. Therefore, the processing cost for solvent extraction will decrease from 150
$/kg to less than 50
$/kg of high-purity REE product. However, since the bench scale results demonstrated the potential to achieve higher adsorption efficiencies, the PLS content is expected to be considerably higher than 200 ppm under optimized conditions, and therefore, further reductions in the processing cost are foreseen.
As for the contaminants in the leachate, primary contaminants are anticipated to be Ca, Al, and Fe. Even though calcium was adsorbed on the solids towards the end of the experiment, it is not anticipated to be a problem in solvent extraction due to the higher selectivity of extractants such as Cyanex 272 and D2EHPA towards REEs [
42]. In contrast, ferric iron is one of the most problematic elements in solvent extraction when using Cyanex 272 [
43]. However, if the iron is identified to be present in ferric form, steel wool or other reducing agents could be effectively used to reduce ferric iron to ferrous [
44]. Alternatively, an extractant selective towards REEs in a ferric solution system could be employed. The stripped solution with primarily REEs could be processed using oxalic acid precipitation. The optimum operating pH in the oxalic acid precipitation stage was anticipated to be 1.5 to maximize REE product purity based on the previously published research [
15,
45]. The generated REE oxalates can be roasted at 750 °C for 2 h to generate high-purity rare earth oxides. The primary reason for oxalic acid use is its higher selectivity towards REEs. However, since the REE solution is anticipated to contain considerably lower contaminant content, alternative precipitants such as sodium carbonate could be used which will provide relatively better economics. The raffinate from the REE precipitation stage could be recycled completely or partially to re-leach the concentrated lignite coal.
As other critical metals such as Ni, Mn, and Zn were also adsorbed in the concentrated solids and their combined content was significantly higher than the REEs (
Table 6), the REE barren PLS from SX can be further processed for their extraction. Li and Zhang showed that sodium sulfide shows high selectivity towards Co, Ni, and Zn and therefore can be effectively used to insolubilize these elements [
46]. Subsequently, Mn can be recovered by increasing the solution pH to 9.0. Further separation and purification can be conducted using solvent extraction [
46]. It should be noted that the PLS generated from the leaching of the enriched solids would be significantly smaller in volume than the AMD. As such, the cost associated with the chemicals was expected to be substantially lower than the AMD treatment. Finally, since the humic acid is not solubilized in the acidic pH, there is a potential to reuse the solid residue for REE adsorption. However, further investigation is required to corroborate this claim.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}