Phosphate Mine Tailing Recycling in Membrane Filter Manufacturing: Microstructure and Filtration Suitability

 , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Experimental Techniques
2.1. Materials
2.2. Experimental Techniques
2.3. Experimental Design
3. Results and Discussion
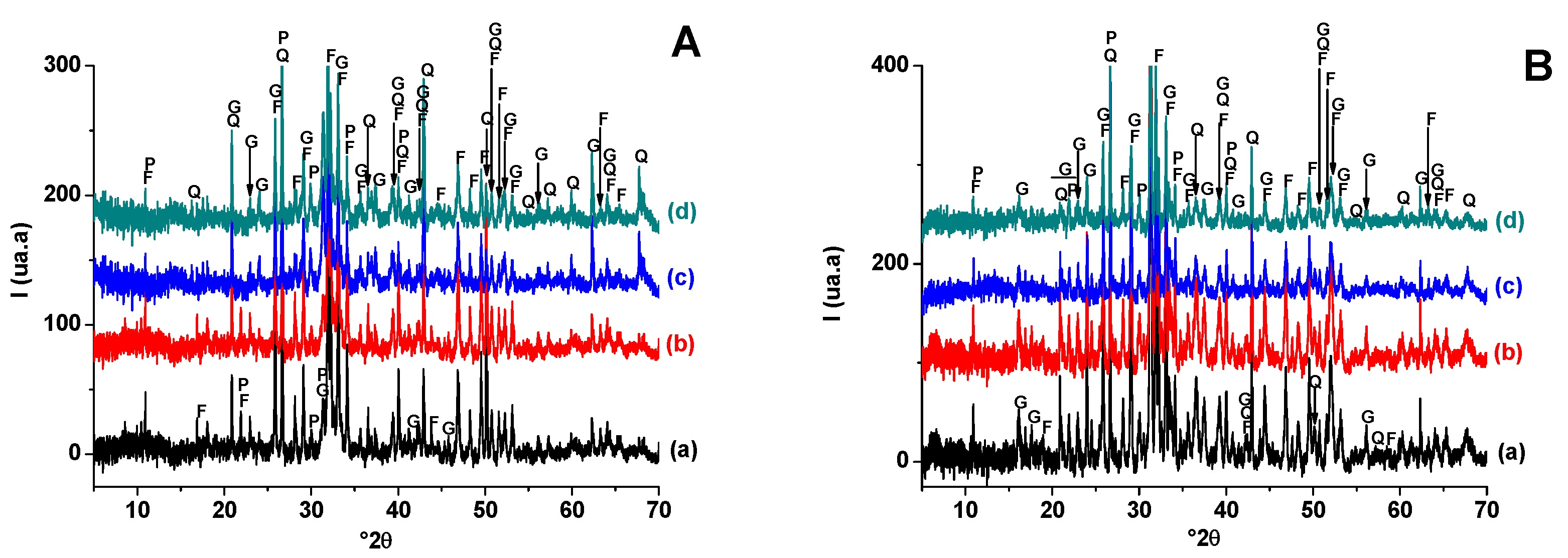
3.1. Thermal Transformations and Microstructure of Membranes
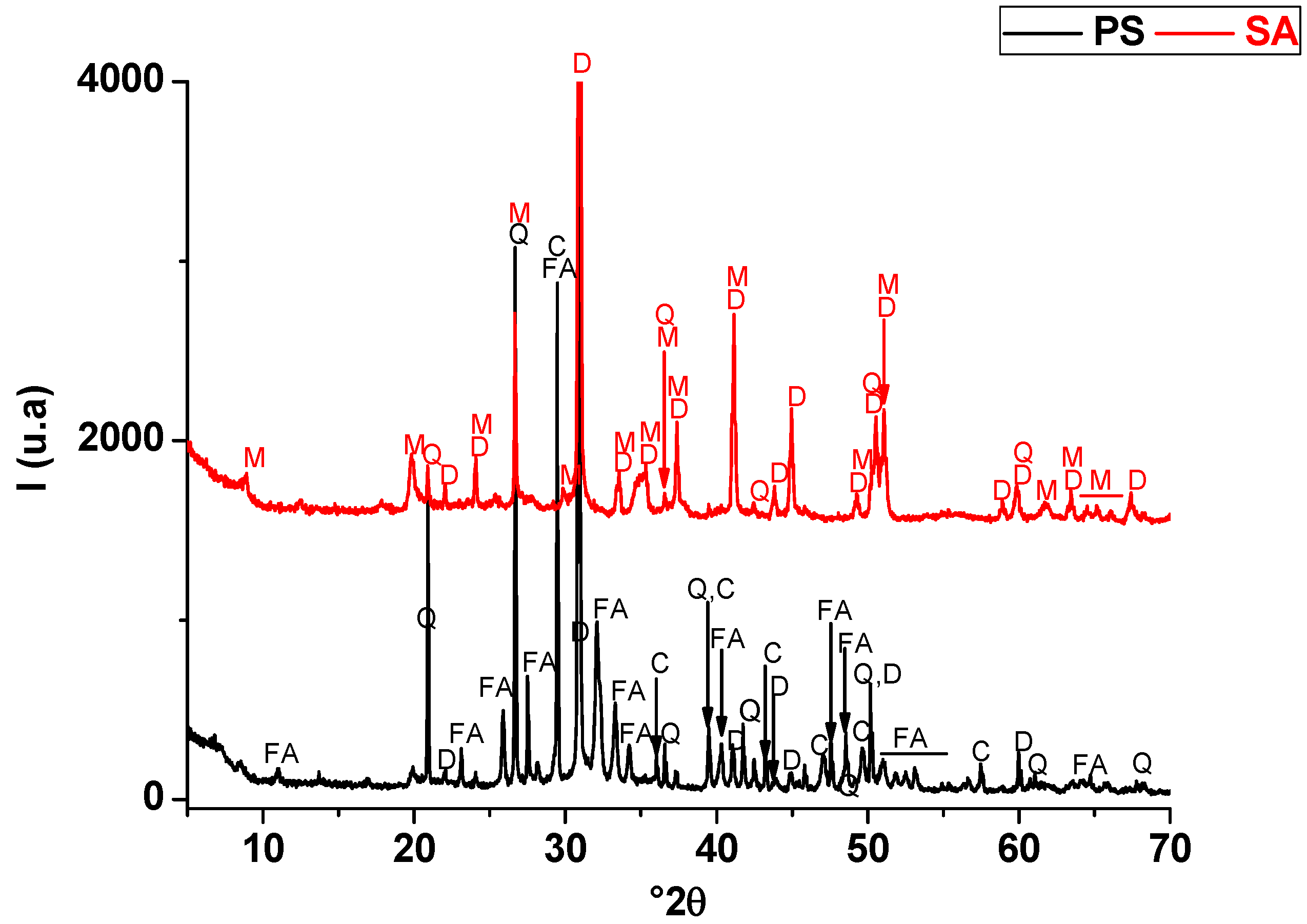
3.1.1. Micaceous Clay-Sawdust Mixture (SA-SC)
3.1.2. Phosphate Sludge-Sawdust Blend (PS-SC)
3.1.3. Ternary Mixture (PS-SA-SC)
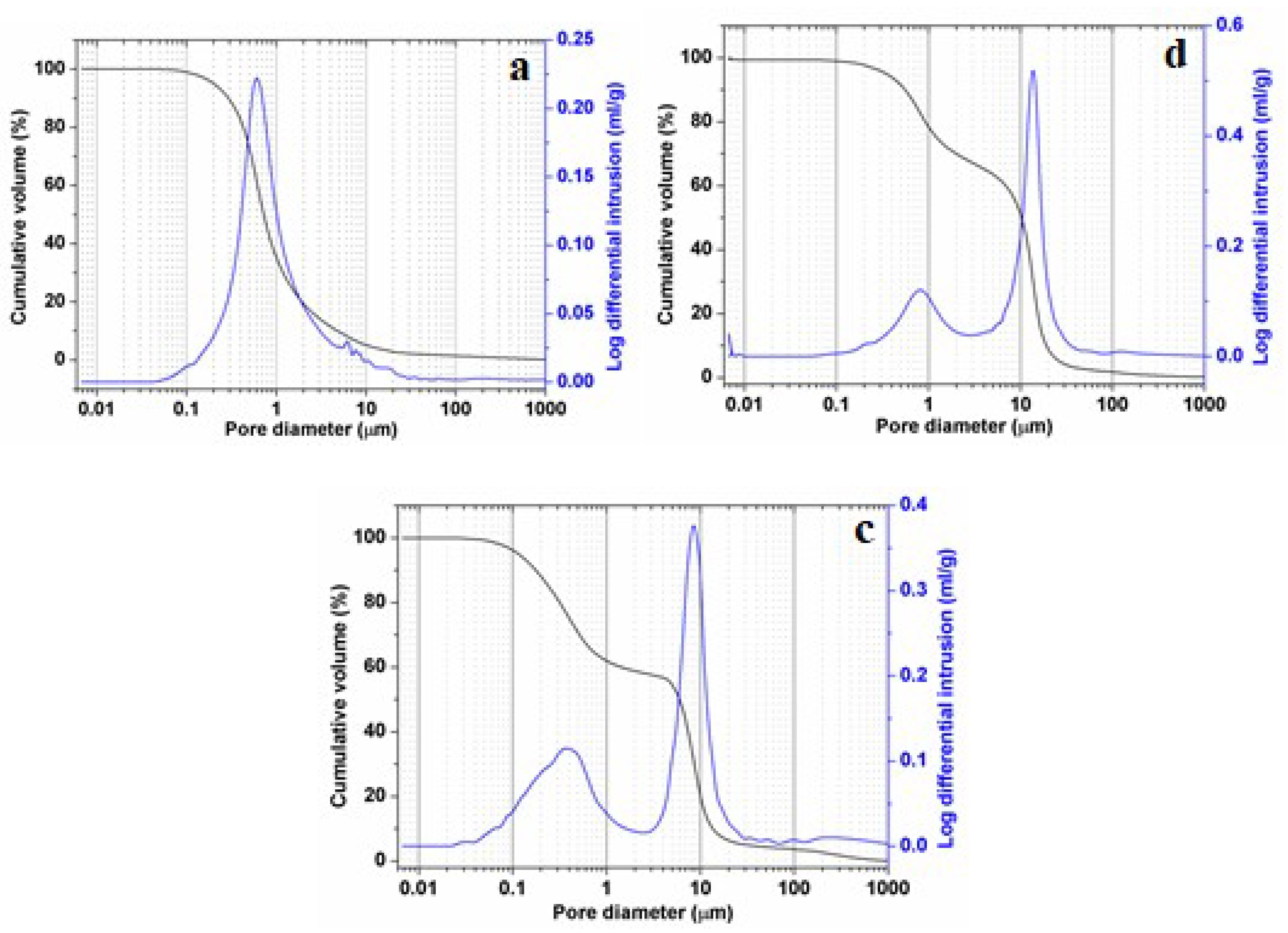
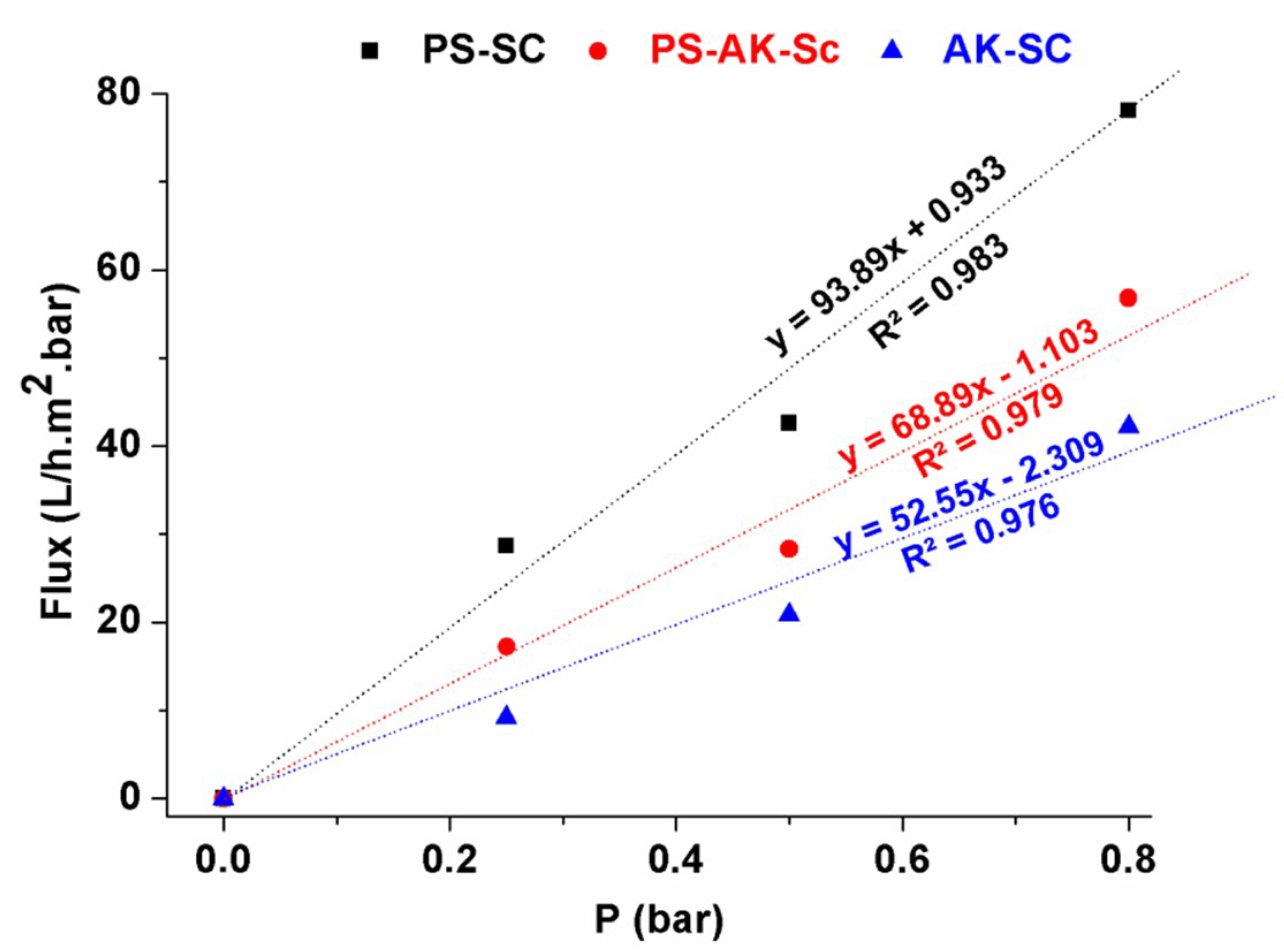
3.2. Porosimetry and Filtration Tests
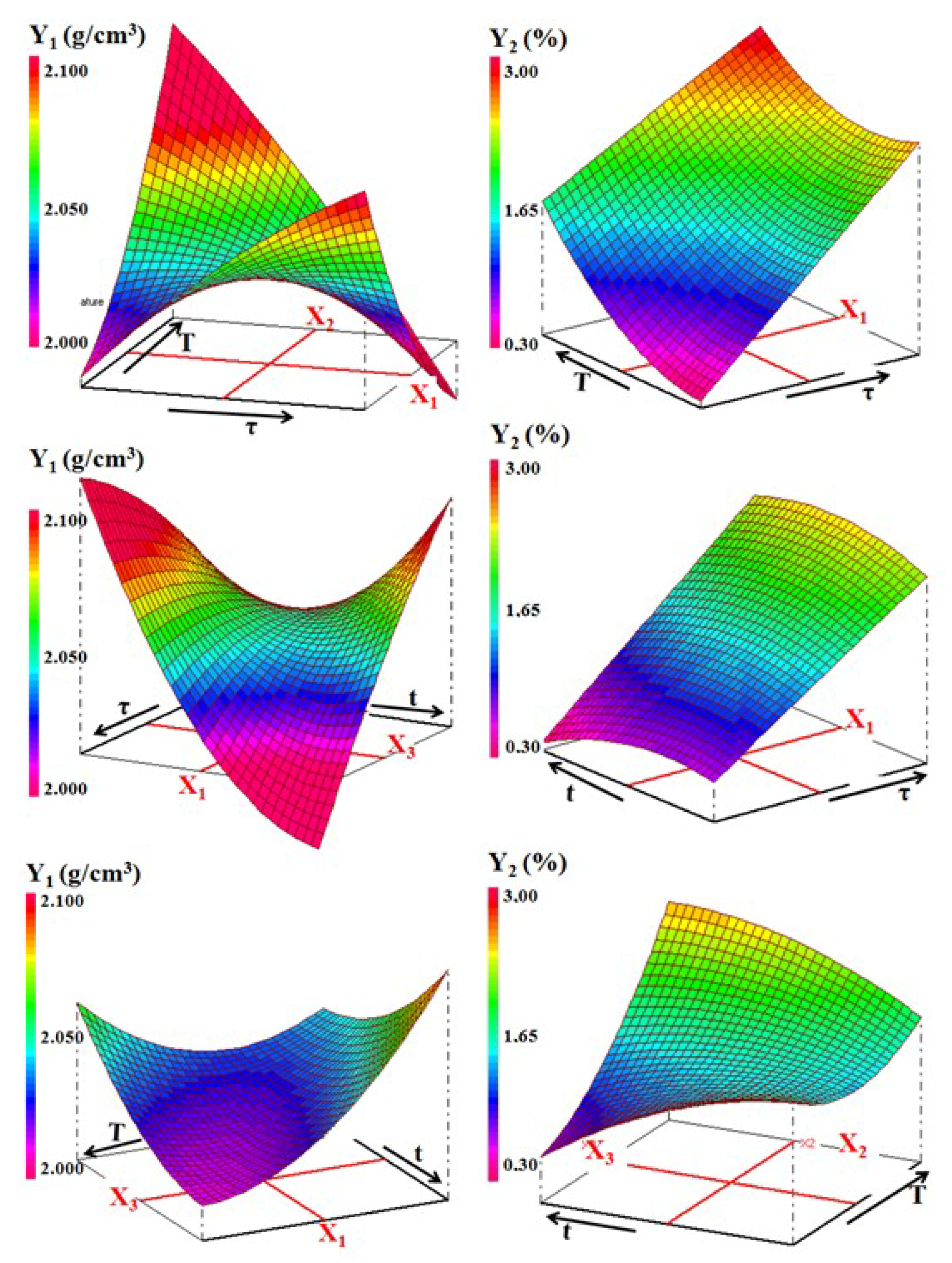
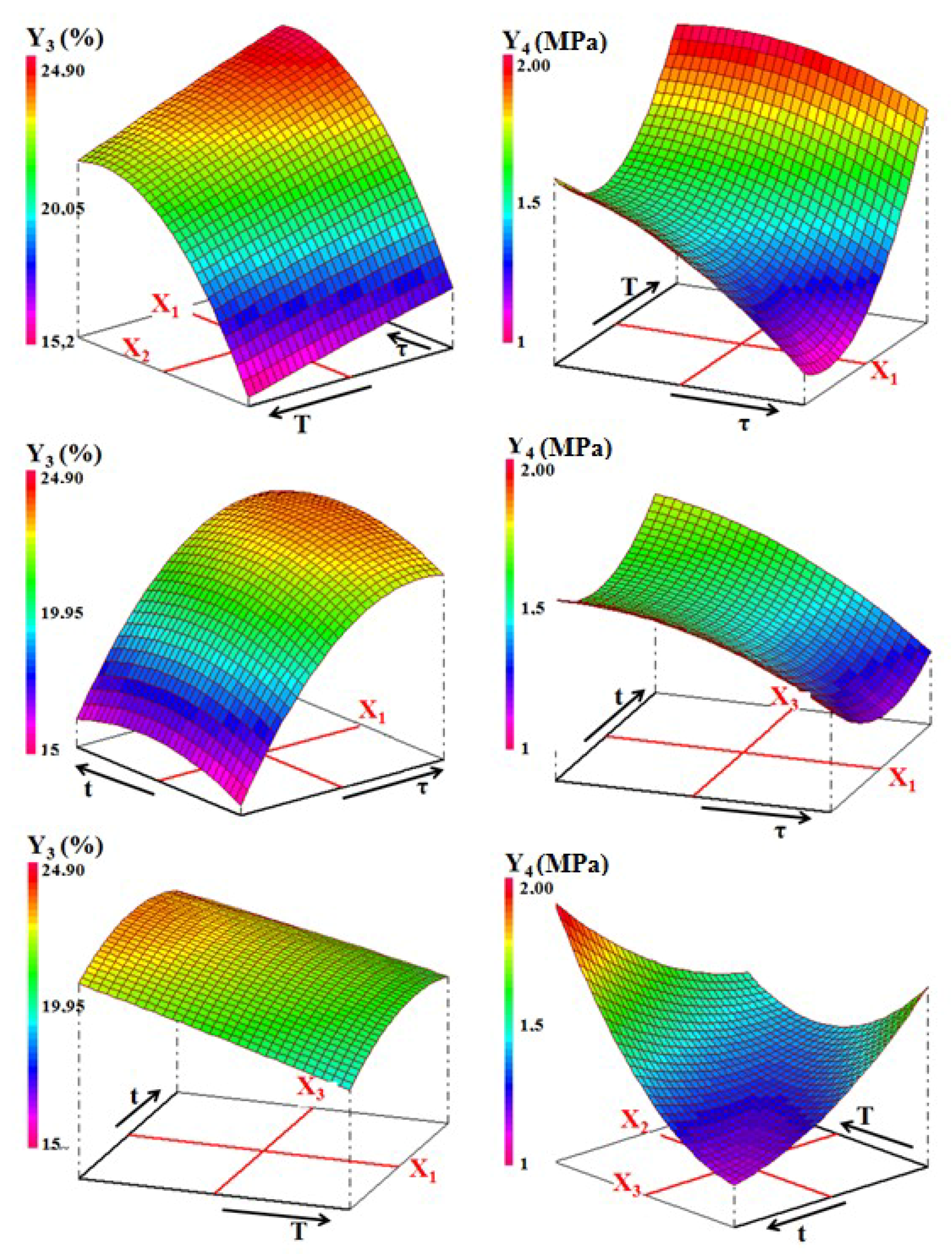
3.3. Physical Properties and Effect of Processing Factors
- The weights of the effects of the factors studied on the studied properties follows the order: t > τ > T for density, τ > T > t for firing shrinkage and water absorption, while for resistance compression, it follows the order T > τ > t.
- Increasing the temperature (T) had a positive effect on all physical properties. In fact, following the increase in temperature, sintering is initiated, and the matrix is consolidated and therefore the mechanical properties are improved.
- The addition of sawdust (τ) had a marked effect on the properties. This effect may be related to the abundance of pores. These were replenished following the decomposition of sawdust, and release CO2.
- Increasing the soaking time (t) had a positive effect on the density and the shrinkage firing (Figure 13); however, it adversely affects the other two properties. Probably, the adoption of long soaking time favors diffusion phenomena, which leads to an increase in the amount of gehlenite formed, and thus the porosity.
- The effect of interactions between two experimental factors considered changed according to the property. For example, considering the equation of the bending strength, sawdust addition and time have an antagonistic interaction. In other words, the simultaneous increase of these two factors decreases the mechanical strength (Figure 14). The same happens in the case of firing shrinkage for sawdust rate and temperature factors (Figure 13). However, the interaction between the temperature and the soaking time was synergistic in the case of bending strength. This means that the simultaneous increase of T and t led to the formation of mechanically resistant samples (Figure 14).
4. Conclusions
- Gehlenite and calcium phosphate neoformed in heated blends containing phosphate sludge (binary and ternary mixture), while the SA-SC mixture was the subject of formation gehlenite and the diopside simultaneously. These neoformed phases were derived from carbonate-released lime and decomposition products of clay minerals.
- It is possible, by adding sawdust, to produce porous bodies.
- The melt formed at high temperature can be connected to the partial melting of fluorapatite.
- Phosphate sludge-based blends showed low mechanical properties (bending strength) compared to clay-based mixtures. That suggests that the incorporation of micaceous clay overcomes this problem because of its high aluminosilicate level.
- The results of filtration tests have shown that the membrane filters based on clay-amended phosphate sludge can be employed in the treatment of textile effluents. In addition, these membrane materials may be used as a carrier of the microfiltration membrane.
- The use of the experimental design allowed assessment of the weight of the effects of experimental factors on the physical properties. Firing temperature and sawdust addition are the most influential factors. Temperature had a positive effect on the studied properties, while sawdust addition has a mitigated effect.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dilaver, M.; Hocaoğlu, S.M.; Soydemir, G.; Dursun, M.; Keskinler, B.; Koyuncu, İ.; Ağtaş, M. Hot wastewater recovery by using ceramic membrane ultrafiltration and its reusability in textile industry. J. Clean. Prod. 2018, 171, 220–233. [Google Scholar] [CrossRef]
- Guo, Y.; Song, Z.; Xu, B.; Li, Y.; Qi, F.; Croue, J.-P.; Yuan, D. A novel catalytic ceramic membrane fabricated with CuMn2O4 particles for emerging UV absorbers degradation from aqueous and membrane fouling elimination. J. Hazard. Mater. 2018, 344, 1229–1239. [Google Scholar] [CrossRef] [PubMed]
- Palacio, L.; Bouzerdi, Y.; Ouammou, M.; Albizane, A.; Bennazha, J.; Hernández, A.; Calvo, J.I. Ceramic membranes from Moroccan natural clay and phosphate for industrial water treatment. Desalination 2009, 245, 501–507. [Google Scholar] [CrossRef]
- Stylianou, S.K.; Katsoyiannis, I.A.; Mitrakas, M.; Zouboulis, A.I. Application of a ceramic membrane contacting process for ozone and peroxone treatment of micropollutant contaminated surface water. J. Hazard. Mater. 2018, 358, 129–135. [Google Scholar] [CrossRef] [PubMed]
- Torres, J.J.; Rodriguez, N.E.; Arana, J.T.; Ochoa, N.A.; Marchese, J.; Pagliero, C. Ultrafiltration polymeric membranes for the purification of biodiesel from ethanol. J. Clean. Prod. 2017, 141, 641–647. [Google Scholar] [CrossRef]
- Dong, Y.; Ma, L.; Tang, C.Y.; Yang, F.; Quan, X.; Jassby, D.; Zaworotko, M.J.; Guiver, M.D. Stable Superhydrophobic Ceramic-Based Carbon Nanotube Composite Desalination Membranes. Nano Lett. 2018, 18, 5514–5521. [Google Scholar] [CrossRef] [Green Version]
- Loutou, M.; Hajjaji, M.; Babram, M.A.; Mansori, M.; Favotto, C.; Hakkou, R. Phosphate sludge-based ceramics: Microstructure and effects of processing factors. J. Build. Eng. 2017, 11, 48–55. [Google Scholar] [CrossRef]
- Loutou, M.; Hajjaji, M.; Mansori, M.; Favotto, C.; Hakkou, R. Phosphate sludge: Thermal transformation and use as lightweight aggregate material. J. Environ. Manag. 2013, 130, 354–360. [Google Scholar] [CrossRef]
- Chrysochoou, M.; Dermatas, D.; Grubb, D.G. Phosphate application to firing range soils for Pb immobilization: The unclear role of phosphate. J. Hazard. Mater. 2007, 144, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Yin, H.; Yun, Y.; Zhang, Y.; Fan, C. Phosphate removal from wastewaters by a naturally occurring, calcium-rich sepiolite. J. Hazard. Mater. 2011, 198, 362–369. [Google Scholar] [CrossRef]
- Lath, S.; Knight, E.R.; Navarro, D.A.; Kookana, R.S.; McLaughlin, M.J. Sorption of PFOA onto different laboratory materials: Filter membranes and centrifuge tubes. Chemosphere 2019, 222, 671–678. [Google Scholar] [CrossRef]
- Roussanaly, S.; Anantharaman, R.; Lindqvist, K.; Hagen, B. A new approach to the identification of high-potential materials for cost-efficient membrane-based post-combustion CO 2 capture. Sustain. Energy Fuels 2018, 2, 1225–1243. [Google Scholar] [CrossRef]
- Abbasi, M.; Mirfendereski, M.; Nikbakht, M.; Golshenas, M.; Mohammadi, T. Performance study of mullite and mullite–alumina ceramic MF membranes for oily wastewaters treatment. Desalination 2010, 259, 169–178. [Google Scholar] [CrossRef]
- Wan, W.; Zhang, R.; Ma, M.; Zhou, Y. Monolithic aerogel photocatalysts: a review. J. Mater. Chem. A 2018, 6, 754–775. [Google Scholar] [CrossRef]
- Fontes, W.C.; Franco de Carvalho, J.M.; Andrade, L.C.R.; Segadães, A.M.; Peixoto, R.A.F. Assessment of the use potential of iron ore tailings in the manufacture of ceramic tiles: From tailings-dams to “brown porcelain”. Constr. Build. Mater. 2019, 206, 111–121. [Google Scholar] [CrossRef]
- Loutou, M.; Hajjaji, M.; Mansori, M.; Favotto, C.; Hakkou, R. Heated blends of clay and phosphate sludge: Microstructure and physical properties. J. Asian Ceram. Soc. 2016, 4, 11–18. [Google Scholar] [CrossRef]
- Loutou, M.; Hajjaji, M.; Mansori, M.; Favotto, C.; Hakkou, R. Heated blends of phosphate waste: Microstructure characterization, effects of processing factors and use as a phosphorus source for alfalfa growth. J. Environ. Manag. 2016, 177, 169–176. [Google Scholar] [CrossRef]
- Loutou, M.; Hajjaji, M. Clayey wastes-based lightweight aggregates: Heating transformations and physical/mechanical properties. Appl. Clay Sci. 2017, 150, 56–62. [Google Scholar] [CrossRef]
- Kang, D.-Y.; Lydon, M.E.; Yucelen, G.I.; Jones, C.W.; Nair, S. Inside Cover: Solution-Processed Ultrathin Aluminosilicate Nanotube–Poly(vinyl alcohol) Composite Membranes with Partial Alignment of Nanotubes (ChemNanoMat 2/2015). ChemNanoMat 2015, 1, 70. [Google Scholar] [CrossRef]
- Lü, Q.; Dong, X.; Zhu, Z.; Dong, Y. Environment-oriented low-cost porous mullite ceramic membrane supports fabricated from coal gangue and bauxite. J. Hazard. Mater. 2014, 273, 136–145. [Google Scholar] [CrossRef]
- Rasouli, Y.; Abbasi, M.; Hashemifard, S.A. Investigation of in-line coagulation-MF hybrid process for oily wastewater treatment by using novel ceramic membranes. J. Clean. Prod. 2017, 161, 545–559. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Lye, C.Q.; Dhir, R.K. The role of glass waste in the production of ceramic-based products and other applications: A review. J. Clean. Prod. 2017, 167, 346–364. [Google Scholar] [CrossRef]
- Almandoz, M.C.; Pagliero, C.L.; Ochoa, N.A.; Marchese, J. Composite ceramic membranes from natural aluminosilicates for microfiltration applications. Ceram. Int. 2015, 41, 5621–5633. [Google Scholar] [CrossRef]
- Qiu, H.; Jiang, J.; Peng, L.; Liu, H.; Gu, X. Choline chloride templated CHA zeolite membranes for solvents dehydration with improved acid stability. Microporous Mesoporous Mater. 2019, 284, 170–176. [Google Scholar] [CrossRef]
- Funk, J.E.; Dinger, D.R. Predictive Process Control of Crowded Particulate Suspensions: Applied to Ceramic Manufacturing; Springer Science & Business Media: Berlin, Germany, 2013; ISBN 978-1-4615-3118-0. [Google Scholar]
- Fernandes, H.R.; Tulyaganov, D.U.; Ferreira, J.M.F. Preparation and characterization of foams from sheet glass and fly ash using carbonates as foaming agents. Ceram. Int. 2009, 35, 229–235. [Google Scholar] [CrossRef]
- Živcová, Z.; Gregorová, E.; Pabst, W.; Smith, D.S.; Michot, A.; Poulier, C. Thermal conductivity of porous alumina ceramics prepared using starch as a pore-forming agent. J. Eur. Ceram. Soc. 2009, 29, 347–353. [Google Scholar] [CrossRef]
- Živcová, Z.; Černý, M.; Pabst, W.; Gregorová, E. Elastic properties of porous oxide ceramics prepared using starch as a pore-forming agent. J. Eur. Ceram. Soc. 2009, 29, 2765–2771. [Google Scholar] [CrossRef]
- Cao, J.; Rambo, C.R.; Sieber, H. Preparation of Porous Al2O3-Ceramics by Biotemplating of Wood. J. Porous Mater. 2004, 11, 163–172. [Google Scholar] [CrossRef]
- Sutcu, M.; Akkurt, S. The use of recycled paper processing residues in making porous brick with reduced thermal conductivity. Ceram. Int. 2009, 35, 2625–2631. [Google Scholar] [CrossRef] [Green Version]
- Bose, S.; Das, C. Sawdust: From wood waste to pore-former in the fabrication of ceramic membrane. Ceram. Int. 2015, 41, 4070–4079. [Google Scholar] [CrossRef]
- Sutcu, M.; Akkurt, S.; Bayram, A.; Uluca, U. Production of anorthite refractory insulating firebrick from mixtures of clay and recycled paper waste with sawdust addition. Ceram. Int. 2012, 38, 1033–1041. [Google Scholar] [CrossRef] [Green Version]
- Eliche-Quesada, D.; Corpas-Iglesias, F.A.; Pérez-Villarejo, L.; Iglesias-Godino, F.J. Recycling of sawdust, spent earth from oil filtration, compost and marble residues for brick manufacturing. Constr. Build. Mater. 2012, 34, 275–284. [Google Scholar] [CrossRef]
- Cook, R.A.; Hover, K.C. Mercury porosimetry of hardened cement pastes. Cem. Concr. Res. 1999, 29, 933–943. [Google Scholar] [CrossRef]
- Saffaj, N.; Persin, M.; Younsi, S.A.; Albizane, A.; Cretin, M.; Larbot, A. Elaboration and characterization of microfiltration and ultrafiltration membranes deposited on raw support prepared from natural Moroccan clay: Application to filtration of solution containing dyes and salts. Appl. Clay Sci. 2006, 31, 110–119. [Google Scholar] [CrossRef]
- Mora-Tamez, L.; Barim, G.; Downes, C.; Williamson, E.M.; Habas, S.E.; Brutchey, R.L. Controlled Design of Phase- and Size-Tunable Monodisperse Ni2P Nanoparticles in a Phosphonium-Based Ionic Liquid through Response Surface Methodology. Chem. Mater. 2019, 31, 1552–1560. [Google Scholar] [CrossRef]
- Njoya, D.; Hajjaji, M. Quantification of the effects of manufacturing factors on ceramic properties using full factorial design. J. Asian Ceram. Soc. 2015, 3, 32–37. [Google Scholar] [CrossRef] [Green Version]
- Pińkowska, H.; Krzywonos, M.; Wolak, P.; Złocińska, A. Pectin and Neutral Monosaccharides Production during the Simultaneous Hydrothermal Extraction of Waste Biomass from Refining of Sugar—Optimization with the Use of Doehlert Design. Molecules 2019, 24, 472. [Google Scholar] [CrossRef]
- Ben Khalifa, E.; Rzig, B.; Chakroun, R.; Nouagui, H.; Hamrouni, B. Application of response surface methodology for chromium removal by adsorption on low-cost biosorbent. Chemom. Intell. Lab. Syst. 2019, 189, 18–26. [Google Scholar] [CrossRef]
- Yurekli, Y.; Yildirim, M.; Aydin, L.; Savran, M. Filtration and removal performances of membrane adsorbers. J. Hazard. Mater. 2017, 332, 33–41. [Google Scholar] [CrossRef] [PubMed]
- Šereš, Z.; Maravić, N.; Takači, A.; Nikolić, I.; Šoronja-Simović, D.; Jokić, A.; Hodur, C. Treatment of vegetable oil refinery wastewater using alumina ceramic membrane: optimization using response surface methodology. J. Clean. Prod. 2016, 112, 3132–3137. [Google Scholar] [CrossRef]
- Vatanpour, V.; Karami, A.; Sheydaei, M. Improved visible photocatalytic activity of TiO2 nanoparticles to use in submerged membrane photoreactor for organic pollutant degradation. Int. J. Environ. Sci. Technol. 2019, 16, 2405–2414. [Google Scholar] [CrossRef]
- Valverde, J.M.; Perejon, A.; Medina, S.; Perez-Maqueda, L.A. Thermal decomposition of dolomite under CO2: insights from TGA and in situ XRD analysis. Phys. Chem. Chem. Phys. 2015, 17, 30162–30176. [Google Scholar] [CrossRef]
- Gunasekaran, S.; Anbalagan, G. Thermal decomposition of natural dolomite. Bull. Mater. Sci. 2007, 30, 339–344. [Google Scholar] [CrossRef] [Green Version]
- Eliche-Quesada, D.; Martínez-Martínez, S.; Pérez-Villarejo, L.; Iglesias-Godino, F.J.; Martínez-García, C.; Corpas-Iglesias, F.A. Valorization of biodiesel production residues in making porous clay brick. Fuel Process. Technol. 2012, 103, 166–173. [Google Scholar] [CrossRef]
- Xie, J.; Chen, T.; Xing, B.; Liu, H.; Xie, Q.; Li, H.; Wu, Y. The thermochemical activity of dolomite occurred in dolomite–palygorskite. Appl. Clay Sci. 2016, 119, 42–48. [Google Scholar] [CrossRef]
- Qian, H.; Kai, W.; Hongde, X. A novel perspective of dolomite decomposition: Elementary reactions analysis by thermogravimetric mass spectrometry. Thermochim. Acta 2019, 676, 47–51. [Google Scholar] [CrossRef]
- Rahaman, M.N. Ceramic Processing; CRC Press: Boca Raton, FL, USA, 2017; ISBN 978-1-315-15716-0. [Google Scholar]
- Studart, A.R.; Gonzenbach, U.T.; Tervoort, E.; Gauckler, L.J. Processing Routes to Macroporous Ceramics: A Review. J. Am. Ceram. Soc. 2006, 89, 1771–1789. [Google Scholar] [CrossRef]
- Lopes, C.N.; Petrus, J.C.C.; Riella, H.G. Color and COD retention by nanofiltration membranes. Desalination 2005, 172, 77–83. [Google Scholar] [CrossRef]
- Kadirvelu, K.; Palanival, M.; Kalpana, R.; Rajeswari, S. Activated carbon from an agricultural by-product, for the treatment of dyeing industry wastewater. Bioresour. Technol. 2000, 74, 263–265. [Google Scholar] [CrossRef]
- Qin, J.-J.; Oo, M.H.; Kekre, K.A. Nanofiltration for recovering wastewater from a specific dyeing facility. Sep. Purif. Technol. 2007, 56, 199–203. [Google Scholar] [CrossRef]
- Van der Bruggen, B.; Daems, B.; Wilms, D.; Vandecasteele, C. Mechanisms of retention and flux decline for the nanofiltration of dye baths from the textile industry. Sep. Purif. Technol. 2001, 22–23, 519–528. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mineralogical Composition | |||||
|---|---|---|---|---|---|
| F | Q | D | C | M | |
| PS | 44 | 17 | 7 | 15 | - |
| SA | - | 12 | 63 | - | 25 |
| X1 | X2 | X3 | τ (wt. %) | T (°C) | t (h) | Density | Firing Shrinkage | Water Absorption | Bending Strength |
|---|---|---|---|---|---|---|---|---|---|
| Y1 (g/cm3) | Y2 (%) | Y3 (%) | Y4 (MPa) | ||||||
| 1 | 0 | 0 | 20.00 | 1000.00 | 2.50 | 2.012 | 2.010 | 22.763 | 1.218 |
| −1 | 0 | 0 | 5.00 | 1000.00 | 2.50 | 2.050 | 1.050 | 16.792 | 1.506 |
| 0.5 | 0.866 | 0 | 16.25 | 1086.60 | 2.50 | 2.018 | 2.677 | 22.218 | 1.760 |
| −1 | −0.866 | 0 | 8.75 | 913.40 | 2.50 | 2.030 | 0.676 | 20.429 | 1.610 |
| 0.5 | −0.866 | 0 | 16.25 | 913.40 | 2.50 | 2.065 | 2.103 | 24.497 | 1.210 |
| −1 | 0.866 | 0 | 8.75 | 1086.60 | 2.50 | 2.100 | 1.643 | 18.603 | 1.970 |
| 0.5 | 0.2887 | 0.8165 | 16.25 | 1028.87 | 3.72 | 2.010 | 2.309 | 22.938 | 1.590 |
| −1 | −0.289 | −0.817 | 8.75 | 971.13 | 1.28 | 2.077 | 0.773 | 18.878 | 1.680 |
| 0.5 | −0.289 | −0.817 | 16.25 | 971.13 | 1.28 | 2.140 | 2.199 | 23.360 | 1.480 |
| 0 | 0.5774 | −0.817 | 12.50 | 1057.74 | 1.28 | 2.065 | 1.633 | 20.217 | 1.580 |
| −1 | 0.2887 | 0.8165 | 8.75 | 1028.87 | 3.72 | 2.087 | 0.883 | 18.644 | 1.800 |
| 0 | −0.577 | 0.8165 | 12.50 | 942.26 | 3.72 | 2.040 | 0.961 | 22.511 | 1.300 |
| 0 | 0 | 0 | 12.50 | 1000.00 | 2.50 | 2.040 | 1.537 | 22.058 | 1.460 |
| 0 | 0 | 0 | 12.50 | 1000.00 | 2.50 | 2.100 | 1.500 | 21.980 | 1.400 |
| 0 | 0 | 0 | 12.50 | 1000.00 | 2.50 | 1.990 | 1.560 | 22.100 | 1.470 |
| 0 | 0 | 0 | 12.50 | 1000.00 | 2.50 | 2.038 | 1.56 | 22.1 | 1.47 |
| Water Absorption | ||||
|---|---|---|---|---|
| Y1 (g/cm3) | Y2 (%) | Y3 (%) | Y4 (MPa) | |
| F-ratio | 70.5559 | 1512.0456 | 86.5970 | 350.329 |
| Signification | 0.164 ** | <0.01 *** | 0.205 ** | 0.0352 *** |
| R2 | 0.98 | 0.99 | 0.97 | 0.96 |
| σ | 0.1 | 0.084 | 0.15 | 0.12 |
| Coefficient of Permeability (nm2) | SA-SC | PS-SC | SA-PS-SC |
|---|---|---|---|
| Kn (Neglecting Tortuosity Effects) | 1.2040 × 10−01 | 2.0526 × 10−01 | 1.3857 × 10−01 |
| Kt (With Tortuosity Effects) | 1.1485 × 10−01 | 2.0158 × 10−01 | 1.3597 × 10−01 |
| Chemical analyzes | Previous Studies (Literature) | Current Study | ||||
|---|---|---|---|---|---|---|
| Before Filtration | After Filtration | |||||
| Textile Wastewater | Dyeing Wastewater | PS-SC | SA-SC | PS-SA-SC | ||
| pH | 5.3–11 a | 8.7–12.5 a | 8.3 | 7.15 | 6.59 | 6.79 |
| Conductivity (mS/cm) | 2.5–8.5 a | 2–30 a | 2.9 | 1.6 | 1.4 | 1.25 |
| COD (mg/L) | 330–1550 a | 280–7900 a | 1330 | 380 | 405 | 340 |
| TOC (mg/L) | 150–390 a | - | 180 | 39 | 43 | 32 |
| BOD (mg/L) | 1350–1910 b,c,d | 18–152 b,c,d | 190 | 19 | 21 | 15 |
| Turbidity (NTU) | 36–224 b,c,d | 1.9–153 b,c,d | 211 | 25 | 29 | 18 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Loutou, M.; Misrar, W.; Koudad, M.; Mansori, M.; Grase, L.; Favotto, C.; Taha, Y.; Hakkou, R. Phosphate Mine Tailing Recycling in Membrane Filter Manufacturing: Microstructure and Filtration Suitability. Minerals 2019, 9, 318. https://doi.org/10.3390/min9050318
Loutou M, Misrar W, Koudad M, Mansori M, Grase L, Favotto C, Taha Y, Hakkou R. Phosphate Mine Tailing Recycling in Membrane Filter Manufacturing: Microstructure and Filtration Suitability. Minerals. 2019; 9(5):318. https://doi.org/10.3390/min9050318
Chicago/Turabian StyleLoutou, Mohamed, Wafa Misrar, Mohammed Koudad, Mohammed Mansori, Liga Grase, Claude Favotto, Yassine Taha, and Rachid Hakkou. 2019. "Phosphate Mine Tailing Recycling in Membrane Filter Manufacturing: Microstructure and Filtration Suitability" Minerals 9, no. 5: 318. https://doi.org/10.3390/min9050318
APA StyleLoutou, M., Misrar, W., Koudad, M., Mansori, M., Grase, L., Favotto, C., Taha, Y., & Hakkou, R. (2019). Phosphate Mine Tailing Recycling in Membrane Filter Manufacturing: Microstructure and Filtration Suitability. Minerals, 9(5), 318. https://doi.org/10.3390/min9050318