1. Introduction
Gear theory belongs to the scientific fields of constructive geometry, manufacturing, design, measurement technology and computer methods. All these disciplines are necessary for modern developments [
1,
2,
3], some of which have affected our research work at the Worm Gear Science School [
4,
5], which was founded at the University of Miskolc. Gear tooth theory has evolved into an independent discipline following much theoretical and practical research [
6,
7,
8]. Works about examining the necessary and sufficient conditions for the existence of an envelope have also influenced our research (e.g., [
9,
10]). With the development of gear technology and the use of computers both in gearing theory and gear manufacturing, researchers have modified it to a modern theory of gearing and extended its methodology [
10] and industrial applications [
11,
12,
13]. Many researchers dealing with this topic have had a significant impact on our work [
13,
14]. Our studies have also been influenced by writings focused on the study of undercuts in involute shafts and bevel gears [
15,
16]. For the present work, tool profile distortion analysis in the case of the machining of worm gear drive pairs with a circle arc profile in the axial section has been completed using the methods of the constructive geometry [
17,
18,
19]. Studies supported by valuable simulation procedures have been performed for the contact analysis of the drive pair elements, which were also useful in the research leading to the present paper [
20,
21]. Particularly noteworthy is the research on the industrial implementation of the production of cylindrical worms, supported by theory, for the purpose of this paper [
22,
23].
In this article, an undercutting analysis in relative motion is presented, which can occur even if there is no singular point on the generating surface. At singular points the surface normal vectors become indeterminate, so undercutting can occur. The analysis has been performed in a constructive geometric model created for the development of the production geometry of the elements of a conical and cylindrical worm gear pair (see
Figure 1). The rotating coordinate system K
1F(x
1F, y
1F, z
1F) has been fixed to the worm or hob, while the rotating coordinate system K
2F(x
2F, y
2F, z
2F) has been fixed to the gear or grinding wheel, the coordinate system K
1(x
1, y
1, z
1) has been connected to the linear moving table, the stationary coordinate system K
2(x
2, y
2, z
2) has been connected to the grinding wheel or gear, and the stationary coordinate system K
0(x
0, y
0, z
0) has been fixed to the frame.
The geometrical parameters used, such as
a for the distances of axes,
c for the tool offset, α for the tilting angle of the tool to the helical surface in a characteristic section,
γ12 for the angle between worm and wheel or tool axes, which is equal to helix lead angle
γ on the worm’s reference surface in case of manufacturing with a grinding wheel,
pa for the axial screw parameter,
pr for the radial spiral parameter, and z
ax for axial displacement of the helicoid surface to the manufacturing position, are indicated in
Figure 1. The motion geometrical parameters used, such as
φ1 for the rotation angle of the helical surface,
φ2 for the rotation angle of the gear or the tool surface,
ω1 for the angular velocity of the helical surfaces and
ω2 for the angular velocity of the gear or the tool, have been specified as shown in
Figure 1. In the case of the reported constructive geometric model, the geometric parameters must be set according to the task. In the case of worm gear drive meshing analysis, the shaft angle
γ12 is −90°, taking into account the orientation of the axes. Our further analyses relate to the examination of rigid bodies. In this discussion, the worm gear hob created from the worm is labeled Σ
1 and the derived gear tooth surface Σ
2 to differentiate between generator and generated surfaces.
For the analysis, the vector parametric form of the regulator helical surface Σ
1 in the coordinate system K
1F will be suitable:
where
η is the internal distance parameter and
ϑ is the internal angle parameter. The regulator surface Σ
1 is free from singularities if the normal vectors exist, so the following condition is fulfilled:
The transformation matrix between the coordinate system K
1F and the coordinate system K
2F can be determined based on
Figure 1The transformation matrices
M1,1F and
M1F,1 based on
Figure 1 are as follows
The transformation matrices
M0,1 and
M1,0 based on
Figure 1 are as follows
The transformation matrices
MK,0 and
M0,K based on
Figure 1 are as follows
The transformation matrices
M2,K and
MK,2 based on
Figure 1 are as follows
The transformation matrices
M2F,2 and
M2,2F based on
Figure 1 are as follows
The matrix of the transformation from the frame K
2F to the frame K
1F is as follows
The matrix of the transformation from the frame K
1F to the frame K
2F is as follows
The
v2F(12) relative velocity vector between surface Σ
1 and surface Σ
2 can be determined using the transformation matrix
M2F,1F from the frame K
1F(x
1F, y
1F, z
1F) of the worm to the frame K
2F(x
2F, y
2F, z
2F) of the mating gear, in the form
Using the transformation matrix
M1F,2F from the frame K
2F(x
2F, y
2F, z
2F) of the mating gear to the frame K
1F(x
1F, y
1F, z
1F) of the worm, the relative velocity vector
v1F(12) can be calculated according to the following formula
where the “kinematic transformer” matrix is based on [
18]:
where the
P1a is as follows
The equation of meshing can be written in the following form
The tooth surface Σ
2 can be produced as the enveloping surface of the instantaneous contact lines in such a way that any contact point C of the contact lines
l described in K
1F can be converted into the frame K
2F using the transformation matrix
M2F,1F between them, which can be written
The geometric location of those points of the lφ1 contact curves occurring for any φ1 parameter should be determined on the generator surface Σ1, which results in singular points on the generated gear tooth surface Σ2.
2. Singularity Avoidance Method
Different points of the tooth surfaces created by the tool surfaces can be distinguished from the perspective of differential geometry.
Definition 1. By elementary surface we mean a shape that can be produced as the endpoints of the position vectors of a two-parameter vector function interpreted on a simply connected region of the plane , where
- (a)
the mapping defined byis topological
- (b)
is continuously differentiable
- (c)
vectorsandare not parallel at any point.
Those surface productions that fulfil the conditions (a)–(c) are called regular productions.
Definition 2. A point that does not meet the definition of a regular point is called a singular point.
To avoid undercutting it is necessary to determine the geometrical location of the points on the regulator surface Σ1 that create the singular points on the regulated surface Σ2, where the velocity vector or the normal vector of the surface become indeterminate, resulting in undercutting.
Undercutting during relative motion can also occur even if there is no singular point on the regulator surface Σ1, but the generated surface Σ2 may contain not only regular points but also singular points.
In order to carry out the matrix algebraic analysis, it is necessary to make some definitions regarding the projections falling on the coordinate planes.
Definition 3. Let the value of the determinant of matrixbein the mathematical kinematical model. Definition 4. Let the value of the determinant of matrixbe in the mathematical kinematical model. Definition 5. Let the value of the determinant of matrixbe in the mathematical kinematical model. Definition 6. Let the value of the determinant of matrixbein the mathematical kinematical model. The contact point C is located on both the generator surface Σ
1 and the generated surface Σ
2 at the same time. To determine the relative velocity, the contact point C should be examined simultaneously as point C
(1) fitted to the generator surface Σ
1 and as point C
(2) fitted as to the generated surface Σ
2. The relative velocity
v(12) of the contact point C can be represented as the velocity of point C
(1) with respect to point C
(2) by the following equation
where
v(i) are the velocity vectors of the coincident points C
(i) of surface Σ
i, and
i is the index of the frame in which the velocity is written.
If a regular point of Σ
1 generates a singular point on the meshed surface Σ
2, then using the equality of the absolute velocity vectors of the contact points C
i the following equation must be fulfilled:
where
v(i) (
i = 1, 2) are the velocity vectors of the contacting points on the portant surfaces in the common tangent plane.
The differentiation of function
according to the time parameter
t from Equation (6) helps to filter the points on Σ
1, which generates singular points on Σ
2 as follows:
Theorem 1. In order for the surface Σ1 with regular points to create singular points on the surface Σ2 enveloped by it, the sufficient condition is the fulfilment of the next equation Proof of Theorem 1. Equations (23) and (24) in the frame K
1F of the mathematical kinematical model result in the forms
contributing to the elimination of points on the surface Σ
1, that generate singular points.
□
From Equations (26) and (27) prescribing
, an overdetermined system of four linear equations arises with two unknowns, which are
and
. This system leads to the matrix
G4×3 with rank
r = 2 and a certain solution for the unknowns
The G4×3 yields on the coordinate planes in our kinematical model to the determinants of the matrices , , and , which respectively take the value , , and .
The
yields to the equation of meshing [
9], and it is fulfilled for the contact points of surfaces Σ
1 and Σ
2, which are taken into account during the tests. Thus only the equalities
,
and
need to apply to determine the singularity conditions of the surface, which procedure yields to the sufficient condition
.
The simultaneous fulfilment of equations
determines the points on the surface Σ
1 that form singular points on the surface Σ
2.
The presented procedure is a suggested way to determine the singularities on the created surface and thus to avoid its undercutting during production.
Through G4×3 it is possible to study different types of helicoid drives.
3. Application
In the following, the analysis will have been applied to a cylindrical worm with circular arc profile in the axial section and its connected gear.
The gear is machined with a hob derived from the worm, designed using a complicated mathematical process [
10,
18]. The solid model of the simultaneous coupling wheel, worm and hob is shown in
Figure 2.
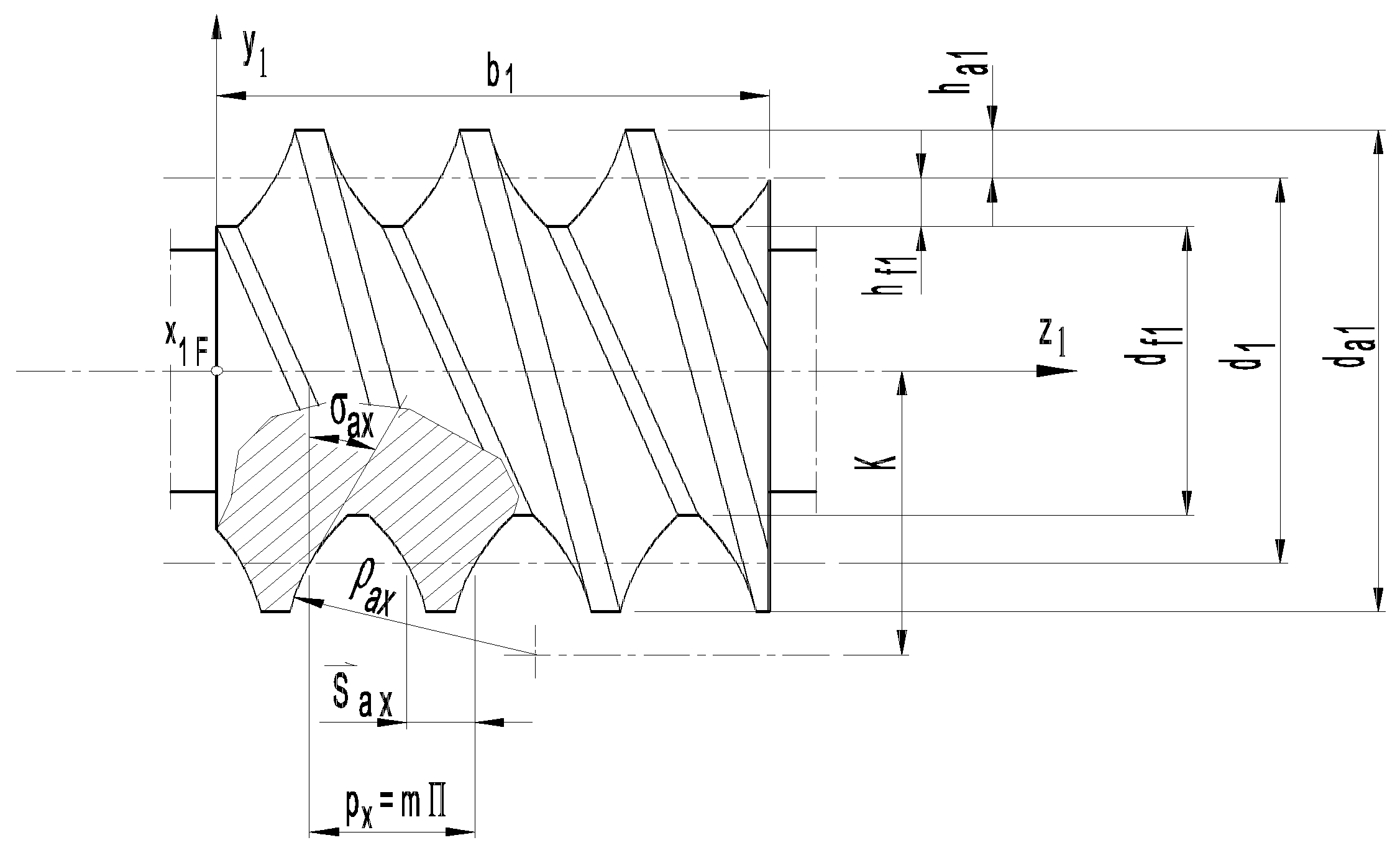
The geometrical parameters of the worm profile, such as the radius of the circle arc
ρax, the distance between the worm axis and the center of the profile circle
K are shown in
Figure 3.
Based on
Figure 1, the manufacturing geometry of cylindrical worm drives with parameters
α = 0,
c = 0,
pr = 0 and
γ = −90° can be examined using the kinematic model. The coordinates of the helical surface with circular arc profile curve in axial section can be written in the next form
The normal vectors of this worm surface can be described as follows
Based on (4) the coordinates of the relative velocity vector
are calculated in the form
With the method outlined, the elements of
G4×3 can be calculated with a clear mathematical process [
25]. The elements of the determinants of Equation (26) derived from
r1F can be found in the following formulas
The element
of the matrix
G4×3 is presented in the equation
And the element
of the matrix
G4×3 is presented in the following equation
Similarly to the previous calculations, the element
of the matrix
G4×3 is as follows
The parameters indicated in the input part of the table are the geometrical parameters of the worm gear drive, and the information on the movement and surface parameters. The output part of the table contains the coordinates of the meshing knotes KA and KB, as well as the value of the meshing opening angles βA and βB.
The equations represented by matrix
G4×3 allow our computer program to determine the points of curve
L on surface Σ
1, which generate singular points on the Σ
2. The qualification of procedure is shown in the case of a particular cylindrical worm gear drive with circle arc profile in worm axial section [
11,
18].
In case of the worm gear drive with geometrical and precision parameters
z1 = 3,
m = 12.5,
γ0 = 21°2′15′′,
ρax = 50,
= 10 to set addendum to the reference line on tooth,
size of worm tooth chord,
a = 280,
d01 = 97.5,
H = 117.809722,
δax = 24°31′10′′,
z2 = 35,
Fr1 = ±0.017,
fp1 = ±0.016,
fγ = ±0.018,
ff = 0.08 [
11], the contact points are presented in projection on the coordinate plane [x
1F, y
1F] in
Figure 4.
The geometric location of the nodes K
A and K
B occurring for each value of
φ1 are the lines
LA and
LB. The position of
LA and
LB curves is illustrated in
Figure 5.
For the cylindrical arched worm, LA and LB curves can be found having points to cause the singularity on the gear tooth surface. To avoid undercutting on the gear surface Σ2, it is sufficient to delimit the worm surface Σ1 during design by eliminating the LA and LB curves.
The patented worm and the connected gear have been manufactured with the given parameters, as it can be seen in
Figure 6.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





