
PSO-Based Feedrate Optimization Algorithm for Five-Axis Machining with Constraint of Contour Error


Abstract
:1. Introduction
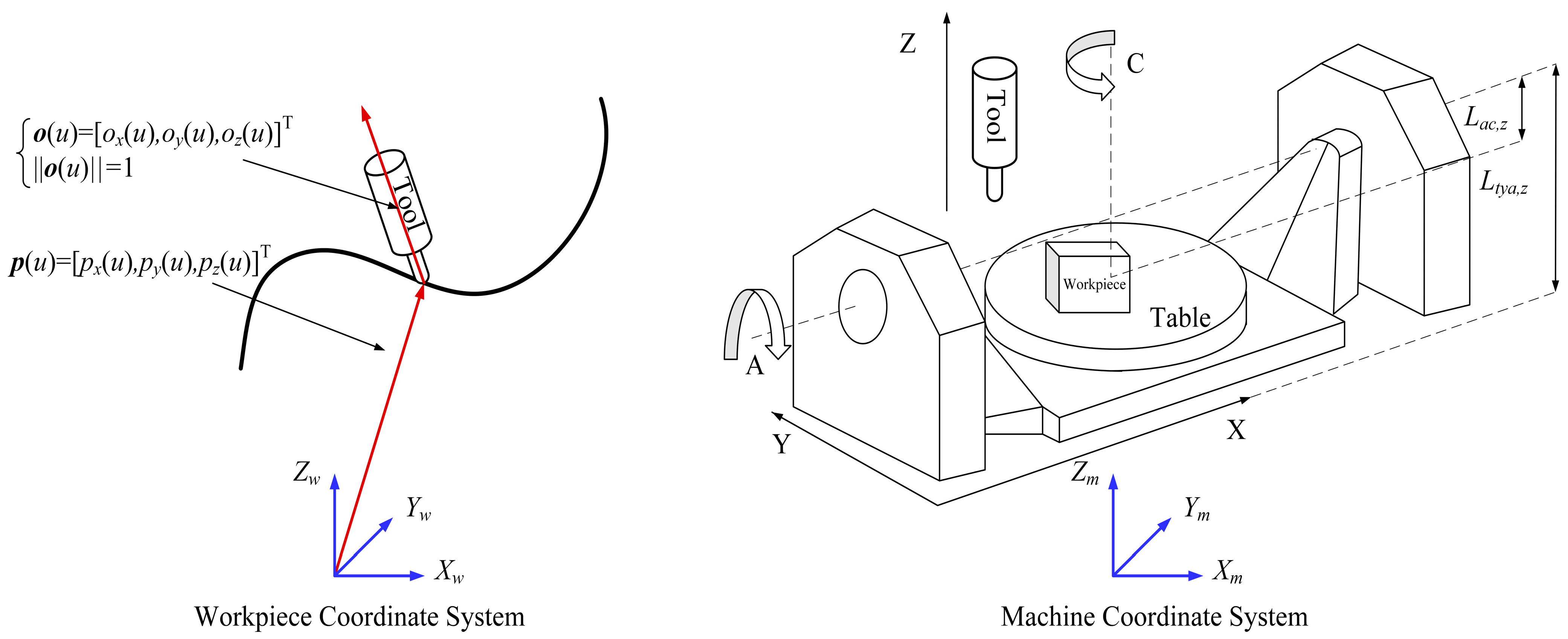
2. NURBS Toolpath and Interpolation Algorithm
3. The Proposed Feedrate Optimization Algorithm
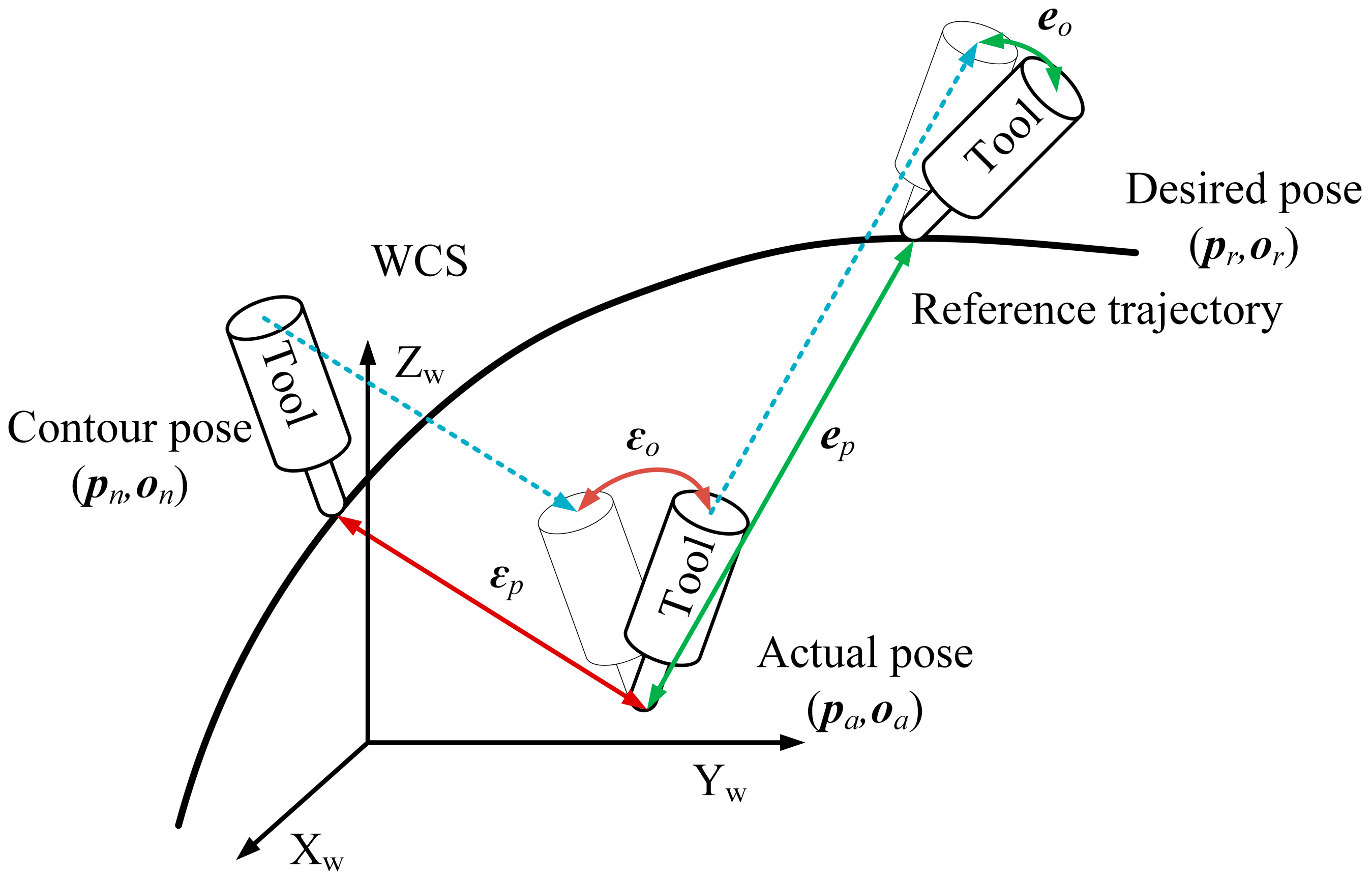
3.1. Contour Error Prediction
3.1.1. Tracking Error Prediction
3.1.2. Contour Error Estimation
3.2. Feedrate Optimization Model
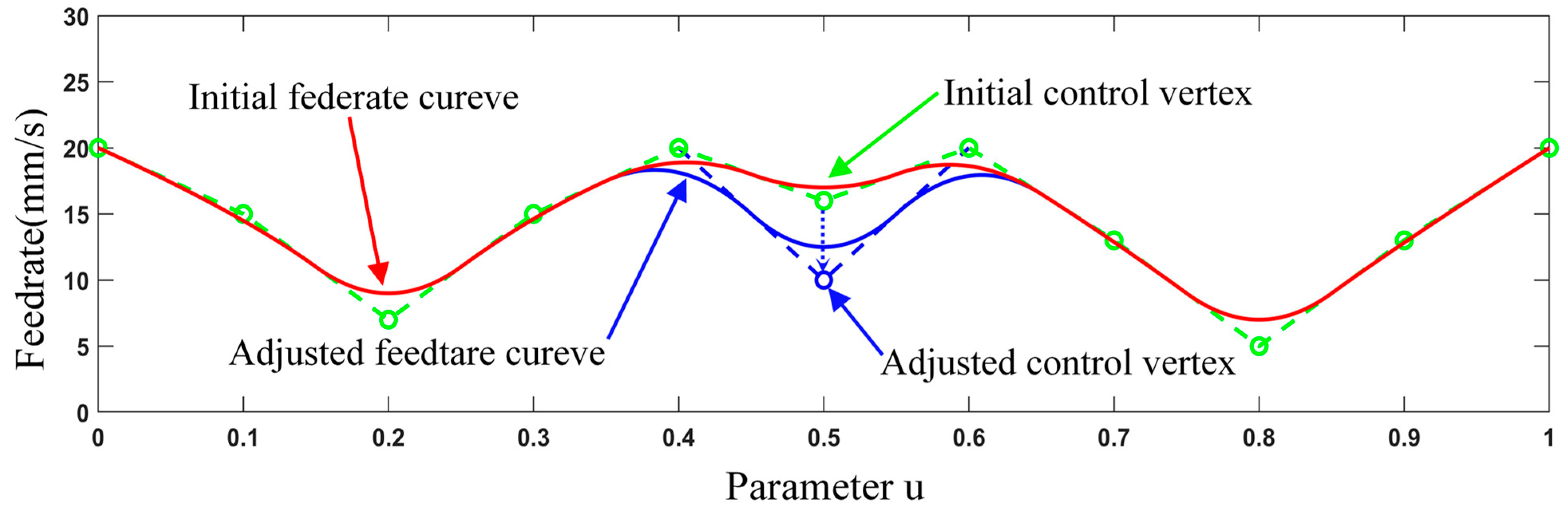
3.3. Control Vertices Optimization Based on PSO Algorithm
3.3.1. Mathematical Model
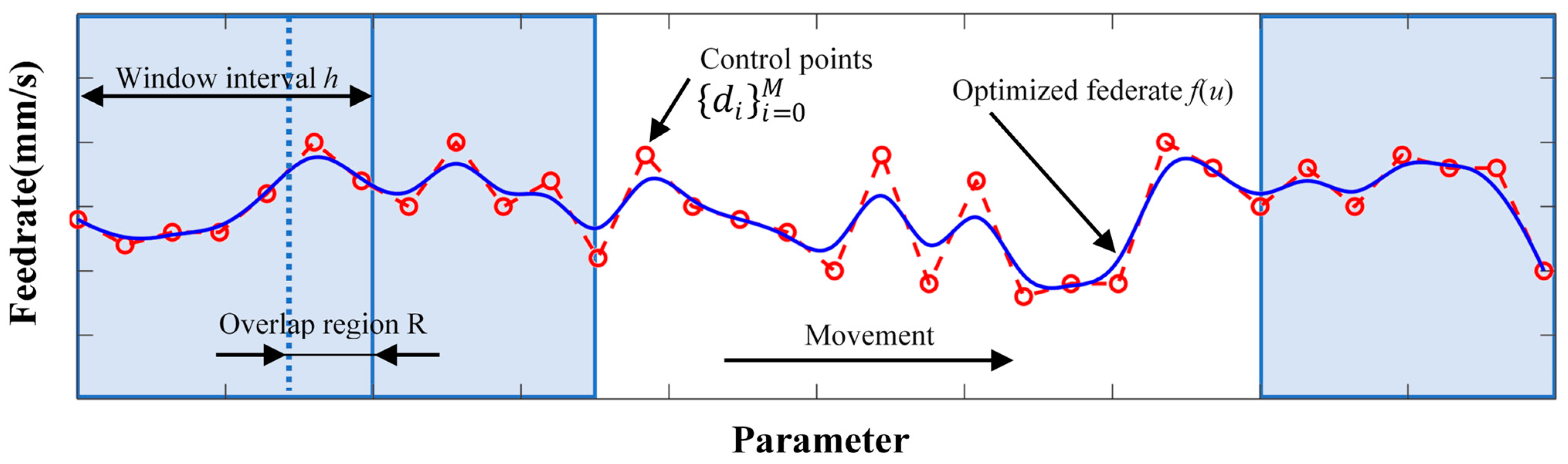
3.3.2. GSPSO Algorithm Based on Window Movement
| Algorithm 1. Algorithm of global optimal position. | |
| Input: | Initialization |
| Output: | |
| 01: | for do |
| 02: | if & Both positions are feasible solutions |
| 03: | if |
| 04: | |
| 05: | end if |
| 06: | elseif & One of the two solutions is feasible and the other is not. |
| 07: | if |
| 08: | if Randomly generate |
| 09: | |
| 10: | end if |
| 11: | end if |
| 12: | elseif & |
| 13: | if |
| 14: | |
| 15: | else |
| 16: | if Randomly generate |
| 17: | |
| 18: | end if |
| 19: | end if |
| 20: | elseif & Both positions are infeasible solutions |
| 21: | if |
| 22: | |
| 23: | elseif & |
| 24: | if |
| 25: | |
| 26: | end if |
| 27: | elseif & |
| 28: | if |
| 29: | |
| 30: | end if |
| 31: | end if |
| 32: | else |
| 33: | |
| 34: | end if |
| 35: | end for |
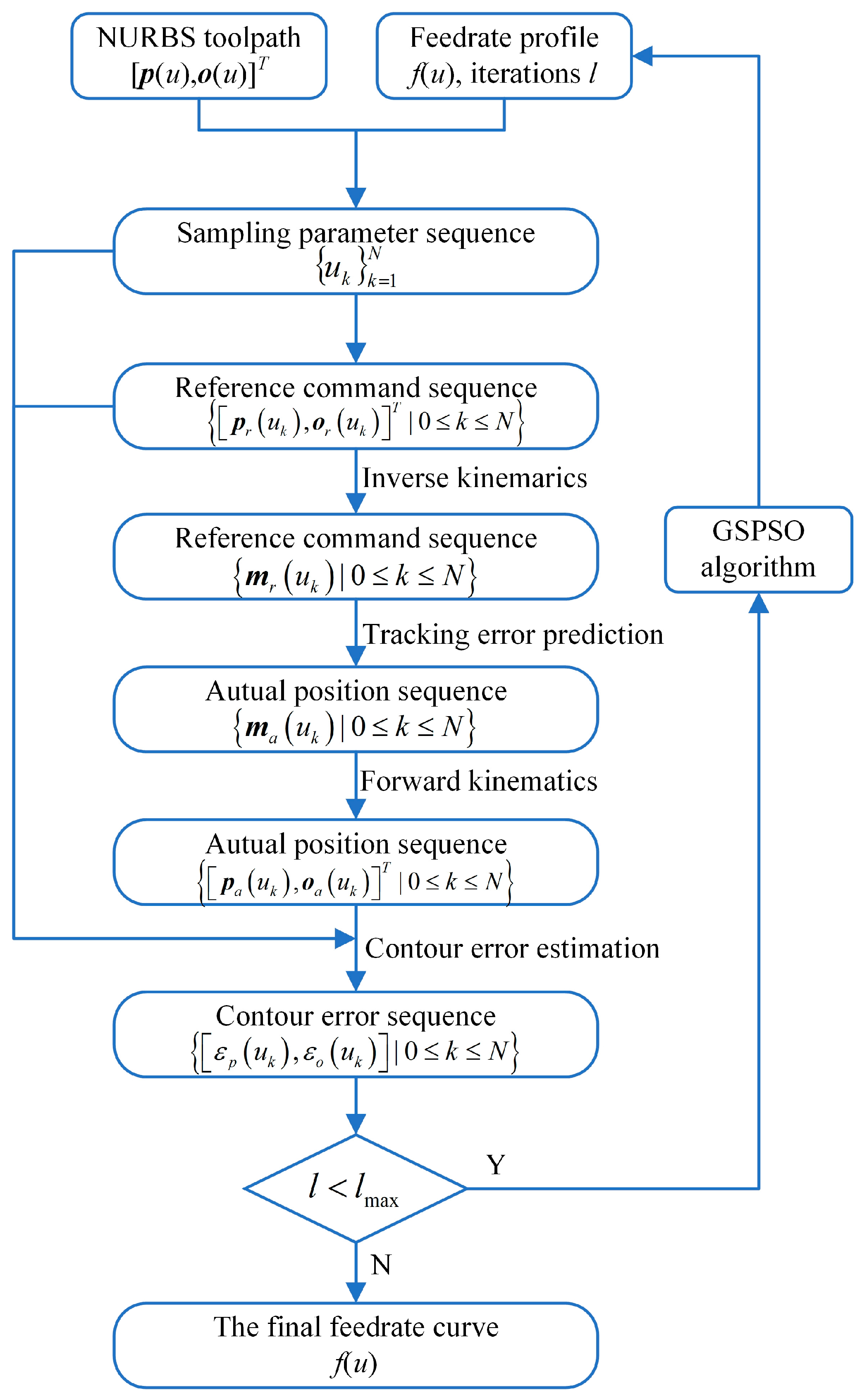
3.4. Implementation Details of Feedrate Optimization
4. Experimental Verification
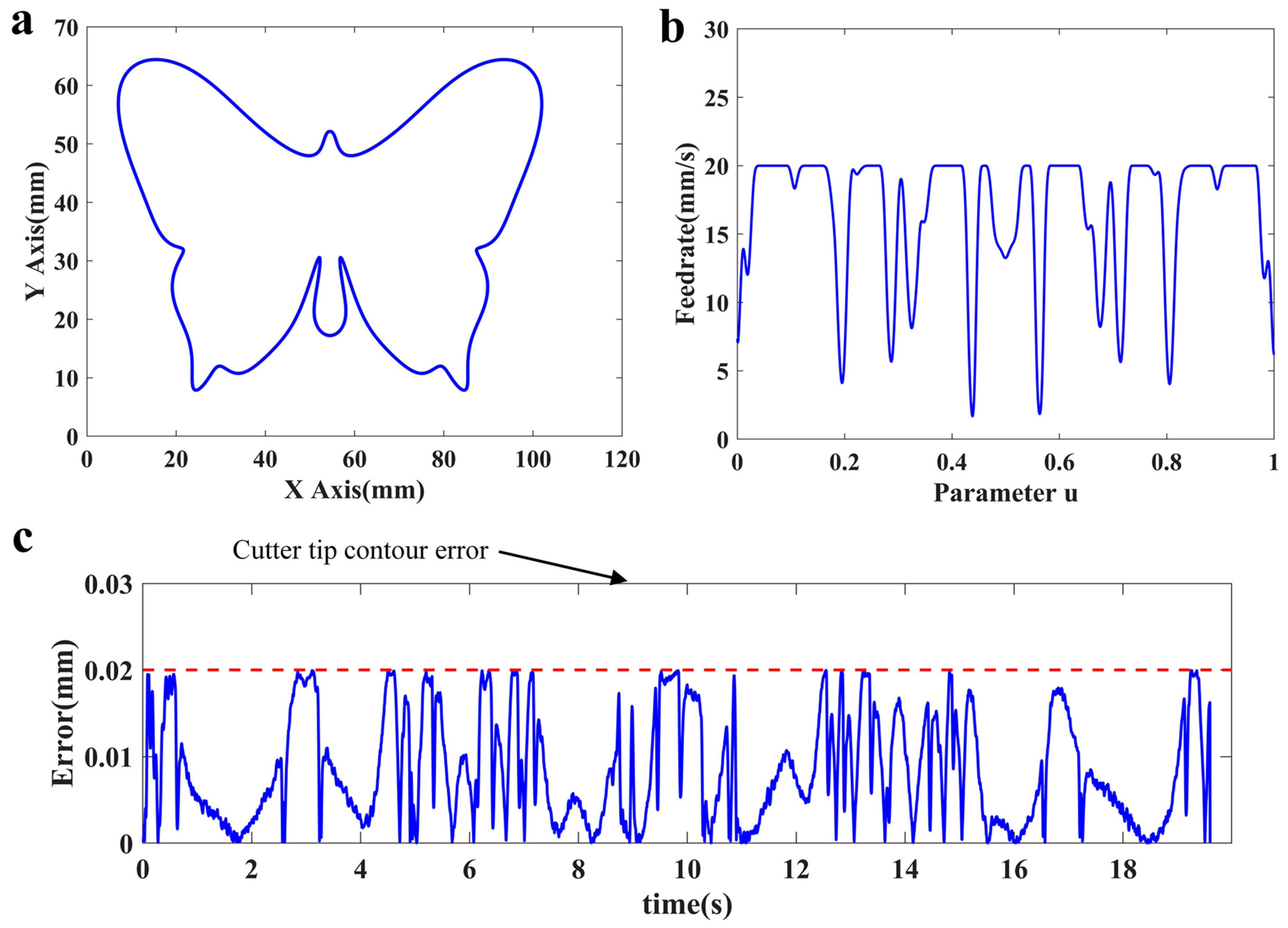
4.1. Example 1
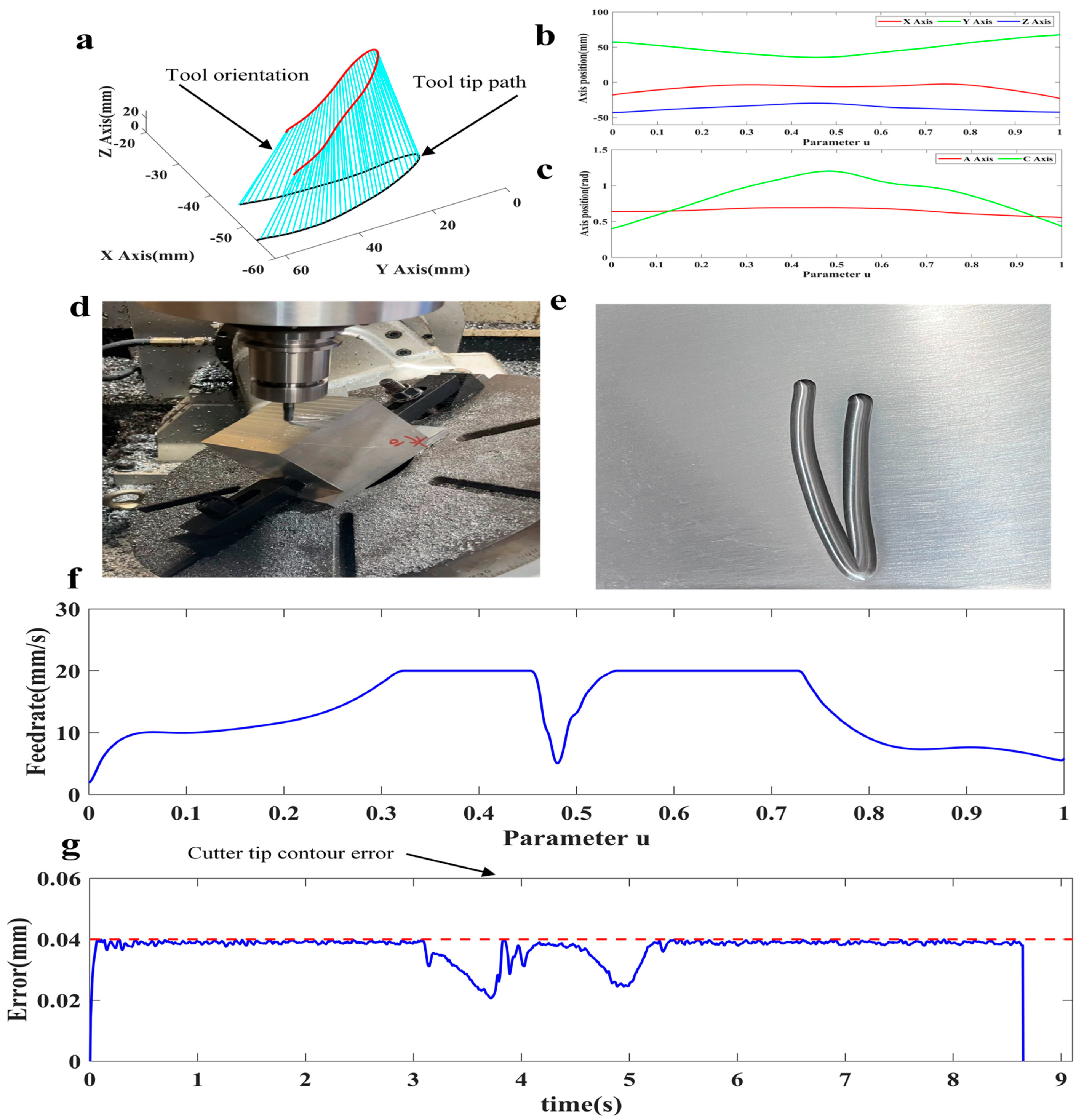
4.2. Example 2
4.3. Example 3
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Altintas, Y.; Erkorkmaz, K.; Zhu, W.-H. Sliding Mode Controller Design for High Speed Feed Drives. CIRP Ann. 2000, 49, 265–270. [Google Scholar] [CrossRef]
- Erkorkmaz, K.; Altintas, Y. High Speed CNC System Design. Part III: High Speed Tracking and Contouring Control of Feed Drives. Int. J. Mach. Tools Manuf. 2001, 41, 1637–1658. [Google Scholar] [CrossRef]
- Sencer, B.; Altintas, Y.; Croft, E. Modeling and Control of Contouring Errors for Five-Axis Machine Tools—Part I: Modeling. J. Manuf. Sci. Eng. 2009, 131, 031006. [Google Scholar] [CrossRef]
- Altintas, Y.; Sencer, B. High Speed Contouring Control Strategy for Five-Axis Machine Tools. CIRP Ann. 2010, 59, 417–420. [Google Scholar] [CrossRef]
- Yang, S.; Ghasemi, A.H.; Lu, X.; Okwudire, C.E. Pre-Compensation of Servo Contour Errors Using a Model Predictive Control Framework. Int. J. Mach. Tools Manuf. 2015, 98, 50–60. [Google Scholar] [CrossRef]
- Chen, M.; Sun, Y.; Xu, J. A New Analytical Path-Reshaping Model and Solution Algorithm for Contour Error Pre-Compensation in Multi-Axis Computer Numerical Control Machining. J. Manuf. Sci. Eng. 2020, 142, 061006. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, M.; Sun, Y. Global Toolpath Modulation–Based Contour Error Pre-Compensation for Multi-Axis CNC Machining. Int. J. Adv. Manuf. Technol. 2023, 125, 3171–3189. [Google Scholar] [CrossRef]
- Xiao, Q.-B.; Wan, M.; Yang, Y.; Zhang, W.-H. Pre-Compensation of Contour Errors for Five-Axis Machine Tools through Constructing a Model Reference Adaptive Control. Mech. Mach. Theory 2023, 183, 105258. [Google Scholar] [CrossRef]
- Yeh, S.S.; Hsu, P.L. Adaptive-Feedrate Interpolation for Parametric Curves with a Confined Chord Error. Comput.-Aided Des. 2002, 34, 229–237. [Google Scholar] [CrossRef]
- Du, X.; Huang, J.; Zhu, L.-M.; Ding, H. Third-Order Chord Error Estimation for Freeform Contour in Computer-Aided Manufacturing and Computer Numerical Control Systems. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 863–874. [Google Scholar] [CrossRef]
- Sun, Y.; Jia, J.; Xu, J.; Chen, M.; Niu, J. Path, Feedrate and Trajectory Planning for Free-Form Surface Machining: A State-of-the-Art Review. Chin. J. Aeronaut. 2022, 35, 12–29. [Google Scholar] [CrossRef]
- Hu, J.; Xiao, L.; Wang, Y.; Wu, Z. An Optimal Feedrate Model and Solution Algorithm for a High-Speed Machine of Small Line Blocks with Look-Ahead. Int. J. Adv. Manuf. Technol. 2006, 28, 930–935. [Google Scholar] [CrossRef]
- Zhang, Z.; Guo, S.; Wang, H.; Deng, S. A New Acceleration and Deceleration Algorithm and Applications. In Proceedings of the 2012 Second International Conference on Intelligent System Design and Engineering Application, Sanya, China, 6–7 January 2012; pp. 121–124. [Google Scholar]
- Wu, J.; Xu, K.; Ren, G.; Fan, D. Research on the S-Shaped Time-Rounding Series Feedrate Scheduling Based on NURBS Curve. Adv. Mech. Eng. 2022, 14, 168781322211214. [Google Scholar] [CrossRef]
- Huang, J.; Zhu, L.-M. Feedrate Scheduling for Interpolation of Parametric Tool Path Using the Sine Series Representation of Jerk Profile. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 2359–2371. [Google Scholar] [CrossRef]
- Sun, Y.; Zhao, Y.; Xu, J.; Guo, D. The Feedrate Scheduling of Parametric Interpolator with Geometry, Process and Drive Constraints for Multi-Axis CNC Machine Tools. Int. J. Mach. Tools Manuf. 2014, 85, 49–57. [Google Scholar] [CrossRef]
- Sencer, B.; Altintas, Y.; Croft, E. Feed Optimization for Five-Axis CNC Machine Tools with Drive Constraints. Int. J. Mach. Tools Manuf. 2008, 48, 733–745. [Google Scholar] [CrossRef]
- Petráček, P.; Vlk, B.; Švéda, J. Linear Programming Feedrate Optimization: Adaptive Path Sampling and Feedrate Override. Int. J. Adv. Manuf. Technol. 2022, 120, 3625–3646. [Google Scholar] [CrossRef]
- Ni, H.; Zhang, C.; Ji, S.; Hu, T.; Chen, Q.; Liu, Y.; Wang, G. A Bidirectional Adaptive Feedrate Scheduling Method of NURBS Interpolation Based on S-Shaped ACC/DEC Algorithm. IEEE Access 2018, 6, 63794–63812. [Google Scholar] [CrossRef]
- Xiao, J.; Liu, S.; Liu, H.; Wang, M.; Li, G.; Wang, Y. A Jerk-Limited Heuristic Feedrate Scheduling Method Based on Particle Swarm Optimization for a 5-DOF Hybrid Robot. Robot. Comput.-Integr. Manuf. 2022, 78, 102396. [Google Scholar] [CrossRef]
- Zhang, K.; Yuan, C.-M.; Gao, X.-S.; Li, H. A Greedy Algorithm for Feedrate Planning of CNC Machines along Curved Tool Paths with Confined Jerk. Robot. Comput.-Integr. Manuf. 2012, 28, 472–483. [Google Scholar] [CrossRef]
- Lin, M.-T.; Tsai, M.-S.; Yau, H.-T. Development of a Dynamics-Based NURBS Interpolator with Real-Time Look-Ahead Algorithm. Int. J. Mach. Tools Manuf. 2007, 47, 2246–2262. [Google Scholar] [CrossRef]
- Jia, Z.; Song, D.; Ma, J.; Hu, G.; Su, W. A NURBS Interpolator with Constant Speed at Feedrate-Sensitive Regions under Drive and Contour-Error Constraints. Int. J. Mach. Tools Manuf. 2017, 116, 1–17. [Google Scholar] [CrossRef]
- Wang, J.; Sui, Z.; Tian, Y.; Wang, X.; Fang, L. A Speed Optimization Algorithm Based on the Contour Error Model of Lag Synchronization for CNC Cam Grinding. Int. J. Adv. Manuf. Technol. 2015, 80, 1421–1432. [Google Scholar] [CrossRef]
- Chen, J.; Ren, F.; Sun, Y. Contouring Accuracy Improvement Using an Adaptive Feedrate Planning Method for CNC Machine Tools. Procedia CIRP 2016, 56, 299–305. [Google Scholar] [CrossRef]
- Erwinski, K.; Paprocki, M.; Wawrzak, A.; Grzesiak, L.M. PSO Based Feedrate Optimization with Contour Error Constraints for NURBS Toolpaths. In Proceedings of the 2016 21st International Conference on Methods and Models in Automation and Robotics (MMAR), Miedzyzdroje, Poland, 29 August–1 September 2016; pp. 1200–1205. [Google Scholar]
- Chen, M.; Sun, Y. Contour Error–Bounded Parametric Interpolator with Minimum Feedrate Fluctuation for Five-Axis CNC Machine Tools. Int. J. Adv. Manuf. Technol. 2019, 103, 567–584. [Google Scholar] [CrossRef]
- Lalbakhsh, A.; Simorangkir, R.B.V.B.; Bayat-Makou, N.; Kishk, A.A.; Esselle, K.P. Chapter 2—Advancements and artificial intelligence approaches in antennas for environmental sensing. In Artificial Intelligence and Data Science in Environmental Sensing; Asadnia, M., Razmjou, A., Beheshti, A., Eds.; Cognitive Data Science in Sustainable Computing; Academic Press: Cambridge, MA, USA, 2022; pp. 19–38. ISBN 978-0-323-90508-4. [Google Scholar]
- Lalbakhsh, A.; Pitcairn, A.; Mandal, K.; Alibakhshikenari, M.; Esselle, K.P.; Reisenfeld, S. Darkening Low-Earth Orbit Satellite Constellations: A Review. IEEE Access 2022, 10, 24383–24394. [Google Scholar] [CrossRef]
- Lalbakhsh, A.; Afzal, M.U.; Esselle, K.P. Multiobjective Particle Swarm Optimization to Design a Time-Delay Equalizer Metasurface for an Electromagnetic Band-Gap Resonator Antenna. IEEE Antennas Wirel. Propag. Lett. 2017, 16, 912–915. [Google Scholar] [CrossRef]
- Lalbakhsh, A.; Afzal, M.U.; Esselle, K. Simulation-Driven Particle Swarm Optimization of Spatial Phase Shifters. In Proceedings of the 2016 International Conference on Electromagnetics in Advanced Applications (ICEAA), Cairns, Australia, 19–23 September 2016; pp. 428–430. [Google Scholar]
- Dong, J.; Wang, T.; Li, B.; Ding, Y. Smooth Feedrate Planning for Continuous Short Line Tool Path with Contour Error Constraint. Int. J. Mach. Tools Manuf. 2014, 76, 1–12. [Google Scholar] [CrossRef]
- Jia, Z.; Song, D.; Ma, J.; Qin, F.; Wang, X. High-Precision Estimation and Double-Loop Compensation of Contouring Errors in Five-Axis Dual-NURBS Toolpath Following Tasks. Precis. Eng. 2018, 54, 243–253. [Google Scholar] [CrossRef]
- Shi, Y.; Eberhart, R.C. Empirical Study of Particle Swarm Optimization. In Proceedings of the 1999 Congress on Evolutionary Computation-CEC99 (Cat. No. 99TH8406), Washington, DC, USA, 6–9 July 1999; pp. 1945–1950. [Google Scholar]
- Sun, Y.; Gao, Y. An Efficient Modified Particle Swarm Optimization Algorithm for Solving Mixed-Integer Nonlinear Programming Problems. Int. J. Comput. Intell. Syst. 2019, 12, 530. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 1.4962 | 1.4962 | 0.8 | 0.4 | 100 | 30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Yin, X.; Sun, Y. PSO-Based Feedrate Optimization Algorithm for Five-Axis Machining with Constraint of Contour Error. Machines 2023, 11, 501. https://doi.org/10.3390/machines11040501
Yang J, Yin X, Sun Y. PSO-Based Feedrate Optimization Algorithm for Five-Axis Machining with Constraint of Contour Error. Machines. 2023; 11(4):501. https://doi.org/10.3390/machines11040501
Chicago/Turabian StyleYang, Jingwei, Xiaolong Yin, and Yuwen Sun. 2023. "PSO-Based Feedrate Optimization Algorithm for Five-Axis Machining with Constraint of Contour Error" Machines 11, no. 4: 501. https://doi.org/10.3390/machines11040501
APA StyleYang, J., Yin, X., & Sun, Y. (2023). PSO-Based Feedrate Optimization Algorithm for Five-Axis Machining with Constraint of Contour Error. Machines, 11(4), 501. https://doi.org/10.3390/machines11040501