Optimization of Sustainable Production Processes in C45 Steel Machining Using a Confocal Chromatic Sensor



Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| M—Machine | Leadwell T5 CNC machine tool equipped with a FANUC Oi-MATE-TC control system. Maximum radial sweep certified by the manufacturer is 0.030 mm, and maximum axial sweep is 0.020 mm. |
| T—Cutting insert Tool holder Working insert tool geometry | Cutting tool clamped with a tool holder marked SSDCN1212 F09 from Dormer Pramet Ltd., Šumperk, Czech Republic. Cutting insert SCMT 09T308E-FM, T9325 made of sintered carbide, with specific geometry parameters (nose angle εr = 90°, main cutting edge setting angle κr = 45°, clearance angle major α = 7°, and nose radius rε= 0.8 mm). |
| W—Workpiece material and dimensions | Workpiece material C45 steel (1.0503). Test specimen dimensions: diameter (d) = 40 mm, length (L) = 150 mm. The chemical composition of the steel is given in Table 2 and was verified prior to the start of the research. Table 3 shows the main properties of the tested steel. |
| F—Fixture for tool and object | Specimen: A round bar clamped in a chuck. Tool: Clamped in the cutter head. |
| Machining conditions | Dry machining. Machining method—turning. |
| Mobile Measuring System (MMS) is composed of CCHS sensor | PLC Siemens-1511C, Communication module KEYENCE-CL3000, Amplifier KEYENCE-CLP070N, Communication module KEYENCE-DL-PN1 and sensor CL P070 by Keyence. Measurement range: 75 mm to 130 mm. Reference distance: 100 mm. Resolutions: ±1 mm. Spot diameter: 600 mm. Linearity: ±0.15% of F.S. (IL-100: ±20 mm). Repeatability: 4 mm. For the research purposes, a bespoke holder tailored for the CCHS sensor was meticulously designed and subsequently fabricated utilizing advanced 3D printing technology. |
2. Description, Implementation, and Experimental Results
2.1. Experimental Design
2.2. Optimization of Turning Input Parameters Using Taguchi Method with Ratio Analysis
Confirmation Test
3. Optimization of Input Parameters by ANOVA, Regression Analysis, and Modeling
Confirmation Test
4. Conclusions
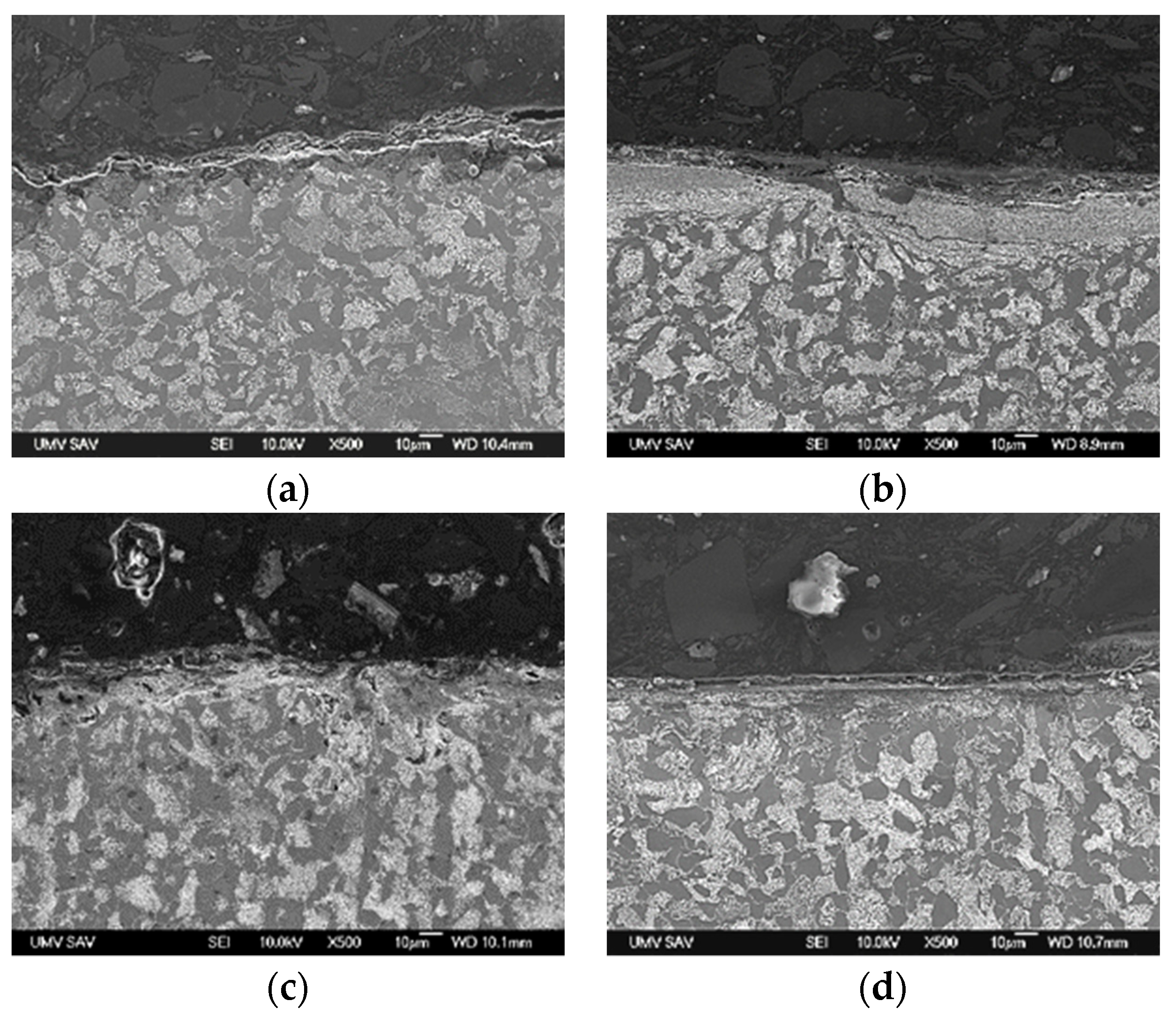
- Plastic deformation occurred at localized sites on the machined surface, as illustrated in Figure 12. These observations were captured using scanning electron microscopy with a JEOL JSM 7000F autoemission nozzle—JEOL Ltd., Hertfordshire, England, United Kingdom. The results of this analysis warrant further investigation.
- The Taguchi method identified an optimal combination of cutting conditions (A = 270 m/min, B = 0.1 mm/rev., C = 0.1 mm, D = 5.0 mm, and E = 0.008 mm) resulting in a 53% reduction in roundness deviation.
- Similarly, Taguchi’s method determined optimal cutting conditions (A = 90 m/min, B = 0.1 mm/rev., C = 0.1 mm, D = 5.0 mm, and E = 0.008 mm), leading to a 31% reduction in the face wear of the cutting insert.
- ANOVA analysis revealed that depth of cut had the most significant influence on roundness deviation (37.51%), followed by workpiece distance from clamping, cutting speed, and feed. Feed was found to be the most significant factor influencing tool cutting insert wear, with a percentage influence of 25.43%.
- Fine-tuning conditions and controlling factors for laser sensor use on machined surfaces of C45 steel.
- The identification of negative phenomena on machined surfaces after turning C45 steel.
- The consideration of non-contact laser sensor methods for measuring the roundness deviation of machined surfaces in order to implement optimal cutting settings and enhance the quality of turning C45 steel within the specified range.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jurko, J.; Miškiv-Pavlík, M.; Hladký, V.; Lazorík, P.; Michalík, P.; Petruška, I. Measurement of the Machined Surface Diameter by a Laser Triangulation Sensor and Optimalization of Turning Conditions Based on the Diameter Deviation and Tool Wear by GRA and ANOVA. Appl. Sci. 2022, 12, 5266. [Google Scholar] [CrossRef]
- Powell, D.; Magnanini, M.C.; Colledani, M.; Myklebust, O. Advancing Zero Defect Manufacturing: A State-of-the-Art Perspective and Future Research Directions. Comput. Ind. 2022, 136, 103596. [Google Scholar] [CrossRef]
- Bagaber, S.A.; Yusoff, A.R. Multi-objective optimization of cutting parameters to minimize power consumption in dry turning of stainless steel 316. J. Clean. Prod. 2017, 157, 30–46. [Google Scholar] [CrossRef]
- Chen, C.; Leach, R.; Wang, J.; Liu, X.; Jiang, X.; Lu, W. Locally adaptive thresholding centroid localization in confocal microscopy. Opt. Lett. 2021, 46, 1616–1619. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Wang, T.; Yang, Y.; Yang, Y.; Mi, X.; Wang, J. Precise Two-Dimensional Tilt Measurement Sensor with Double-Cylindrical Mirror Structure and Modified Mean-Shift Algorithm for a Confocal Microscopy System. Sensors 2022, 22, 6794. [Google Scholar] [CrossRef]
- Saeidi Aminabadi, S.; Jafari-Tabrizi, A.; Gruber, D.P.; Berger-Weber, G.; Friesenbichler, W. An Automatic, Contactless, High-Precision, High-Speed Measurement System to Provide In-Line, As-Molded Three-Dimensional Measurements of a Curved-Shape Injection-Molded Part. Technologies 2022, 10, 95. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Q.; Liu, Y.; Yu, X.; Hou, Y.; Chen, W. High-Speed 3D Shape Measurement Using a Rotary Mechanical Projector. Opt. Express 2021, 29, 7885–7903. [Google Scholar] [CrossRef]
- Yang, Y.; Dong, Z.; Meng, Y.; Shao, C. Data-Driven Intelligent 3D Surface Measurement in Smart Manufacturing: Review and Outlook. Machines 2021, 9, 13. [Google Scholar] [CrossRef]
- Ruan, Y.; Xue, M.; Teng, J.; Wu, Y.; Shi, M. Horizontal Oxidation Diffusion Behavior of MEMS-Based Tungsten-Rhenium Thin Film Thermocouples. Materials 2022, 15, 5071. [Google Scholar] [CrossRef]
- Andrea, L.M.; James, W.M.; Zhirong, L.; Alistair, S.; Jose, A.R.; Dragos, A.A.; Mark, C.H.; Adam, T.C. Surface integrity in metal machining-Part II: Functional performance. Int. J. Mach. Tools Manuf. 2021, 164, 103718. [Google Scholar] [CrossRef]
- Liu, G.; Huang, C.; Zhao, B.; Wang, W.; Sun, S. Effect of Machined Surface Integrity on Fatigue Performance of Metal Workpiece: A Review. Chin. J. Mech. Eng. 2021, 34, 118. [Google Scholar] [CrossRef]
- Felho, C.; Varga, G. Theoretical Roughness Modeling of Hard Turned Surfaces Considering Tool Wear. Machines 2022, 10, 188. [Google Scholar] [CrossRef]
- Kovacı, H.; Bozkurt, Y.; Yetim, A.; Aslan, M.; Çelik, A. The effect of surface plastic deformation produced by shot peening on corrosion behavior of a low-alloy steel. Surf. Coat. Technol. 2019, 360, 78–86. [Google Scholar] [CrossRef]
- Böhm, M.; Kowalski, M.; Niesłony, A. Influence of the Elastoplastic Strain on Fatigue Durability Determined with the Use of the Spectral Method. Materials 2020, 13, 423. [Google Scholar] [CrossRef]
- Xiong, Y.; Yue, Y.; He, T.; Lu, Y.; Ren, F.; Cao, W. Effect of Rolling Temperature on Microstructure Evolution and Mechanical Properties of AISI316LN Austenitic Stainless Steel. Materials 2018, 11, 1557. [Google Scholar] [CrossRef] [PubMed]
- Kiran, B.; Nagaraju, D. Simulation and experimental study on the effect of surface residual stresses in dry orthogonal micro turning sample. Aust. J. Mech. Eng. 2022, 21, 1396–1408. [Google Scholar] [CrossRef]
- Yu, C.; Shiue, R.-K.; Chen, C.; Tsay, L.-W. Effect of Low-Temperature Sensitization on Hydrogen Embrittlement of 301 Stainless Steel. Metals 2017, 7, 58. [Google Scholar] [CrossRef]
- Wisley, F.S.; Julius, S.; Leonardo, R.R.D.S.; Álisson, R.M.; Jawahir, I.S. A review of surface integrity in machining of hardened steels. J. Manuf. Process 2020, 58, 136–162. [Google Scholar] [CrossRef]
- Moravčíková, J.; Moravčík, R.; Palcut, M. Effect of Heat Treatment on the Resulting Dimensional Characteristics of the C45 Carbon Steel after Turning. Metals 2022, 12, 1899. [Google Scholar] [CrossRef]
- Chung, Y.-H.; Chen, T.-C.; Lee, H.-B.; Tsay, L.-W. Effect of Micro-Shot Peening on the Fatigue Performance of AISI 304 Stainless Steel. Metals 2021, 11, 1408. [Google Scholar] [CrossRef]
- Groeb, M.; Hagelüken, L.; Groeb, J.; Ensinger, W. Experimental Analysis of Ductile Cutting Regime in Face Milling of Sintered Silicon Carbide. Materials 2022, 15, 2409. [Google Scholar] [CrossRef]
- Peng, C.-H.; Hou, P.-Y.; Lin, W.-S.; Shen, P.-K.; Huang, H.-H.; Yeh, J.-W.; Yen, H.-W.; Huang, C.-Y.; Tsai, C.-W. Investigation of Microstructure and Wear Properties of Precipitates-Strengthened Cu-Ni-Si-Fe Alloy. Materials 2023, 16, 1193. [Google Scholar] [CrossRef]
- Zhu, P.; Zhao, Y.; Agarwal, S.; Henry, J.; Zinkle, S.J. Toward accurate evaluation of bulk hardness from nanoindentation testing at low indent depths. Mater. Des. 2022, 213, 110317. [Google Scholar] [CrossRef]
- Clayton, J.D.; Casem, D.T.; Lloyd, J.T.; Retzlaff, E.H. Toward Material Property Extraction from Dynamic Spherical Indentation Experiments on Hardening Polycrystalline Metals. Metals 2023, 13, 276. [Google Scholar] [CrossRef]
- Luo, Q.; Kitchen, M. Microhardness, Indentation Size Effect and Real Hardness of Plastically Deformed Austenitic Hadfield Steel. Materials 2023, 16, 1117. [Google Scholar] [CrossRef]
- Nix, W.D.; Gao, H. Indentation size effects in crystalline materials: A law for strain gradient plasticity. J. Mech. Phys. Solids 1998, 46, 411–425. [Google Scholar] [CrossRef]
- Sarangi, S.S.; Lavakumar, A.; Singh, P.K.; Katiyar, P.K.; Ray, R.K. Indentation size effect in steels with different carbon contents and microstructures. Mater. Sci. Technol. 2023, 39, 338–346. [Google Scholar] [CrossRef]
- Song, P.; Yabuuchi, K.; Spaetig, P. Insights into hardening, plastically deformed zone and geometrically necessary dislocations of two ion-irradiated FeCrAl (Zr)-ODS ferritic steels: A combined experimental and simulation study. Acta Mater. 2022, 234, 117991. [Google Scholar] [CrossRef]
- Broitman, E. Indentation Hardness Measurements at Macro-, Micro-, and Nanoscale: A Critical Overview. Tribol. Lett. 2017, 65, 23. [Google Scholar] [CrossRef]
- Balos, S.; Rajnovic, D.; Sidjanin, L.; Cekic, O.E.; Moraca, S.; Trivkovic, M.; Dedic, M. Vickers hardness indentation size effect in selective laser melted MSI maraging steel. J. Mech. Eng. Sci. 2021, 235, 1724–1730. [Google Scholar] [CrossRef]
- Das, A.; Altstadt, E.; Kaden, C.; Kapoor, G.; Akhmadaliev, S.; Bergner, F. Nanoindentation Response of Ion-Irradiated Fe, Fe-Cr Alloys and Ferritic-Martensitic Steel Eurofer 97: The Effect of Ion Energy. Front. Mater. 2022, 8, 811851. [Google Scholar] [CrossRef]
- Amanov, A.; Karimbaev, R.; Maleki, E.; Okan, U.; Young-Sik, P.; Amanov, T. Effect of combined shot peening and ultrasonic nanocrystal surface modification processes on the fatigue performance of AISI 304. Surf. Coat. Technol. 2019, 358, 695–705. [Google Scholar] [CrossRef]
- Baleani, A.; Paone, N.; Gladines, J.; Vanlanduit, S. Design and Metrological Analysis of a Backlit Vision System for Surface Roughness Measurements of Turned Parts. Sensors 2023, 23, 1584. [Google Scholar] [CrossRef]
- Jayabarathi, S.B.; Ratnam, M.M. Comparison of Correlation between 3D Surface Roughness and Laser Speckle Pattern for Experimental Setup Using He-Ne as Laser Source and Laser Pointer as Laser Source. Sensors 2022, 22, 6003. [Google Scholar] [CrossRef] [PubMed]
- dos Santos Motta Neto, W.; Leal, J.E.S.; Arantes, L.J.; Arencibia, R.V. The Effect of Stylus Tip Radius on Ra, Rq, Rp, Rv, and Rt Parameters in Turned and Milled Samples. Int. J. Adv. Manuf. Technol. 2018, 99, 1979–1992. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Wojciechowski, S.; Powalka, B.; Klos, S.; Szczotkarz, N.; Matuszak, M.; Khanna, N. Evaluation of turning with different cooling-lubricating techniques in terms of surface integrity and tribologic properties. Tribol. Int. 2020, 148, 106334. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Sarıkaya, M.; Şirin, Ş. Evaluation of tool wear, surface roughness/topography and chip morphology when machining of Ni-based alloy 625 under MQL, cryogenic cooling and CryoMQL. J. Mater. Res. Technol. 2020, 9, 2079–2092. [Google Scholar] [CrossRef]
- Leksycki, K.; Feldshtein, E.; Lisowicz, J.; Chudy, R.; Mrugalski, R. Cutting Forces and Chip Shaping When Finish Turning of 17-4 PH Stainless Steel under Dry, Wet, and MQL Machining Conditions. Metals 2020, 10, 1187. [Google Scholar] [CrossRef]
- Yadav, S.P.; Pawade, R.S. Manufacturing Methods Induced Property Variations in Ti6Al4V Using High-Speed Machining and Additive Manufacturing (AM). Metals 2023, 13, 287. [Google Scholar] [CrossRef]
- Naeim, N.; AbouEleaz, M.A.; Elkaseer, A. Experimental Investigation of Surface Roughness and Material Removal Rate in Wire EDM of Stainless Steel 304. Materials 2023, 16, 1022. [Google Scholar] [CrossRef]
- Abu Qudeiri, J.E.; Saleh, A.; Ziout, A.; Mourad, A.-H.I.; Abidi, M.H.; Elkaseer, A. Advanced Electric Discharge Machining of Stainless Steels: Assessment of the State of the Art, Gaps and Future Prospect. Materials 2019, 12, 907. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, D.-K.; Huang, H.-C.; Feng, T.-C. Prediction of Thermal Deformation and Real-Time Error Compensation of a CNC Milling Machine in Cutting Processes. Machines 2023, 11, 248. [Google Scholar] [CrossRef]
- Chodór, J.; Kukiełka, L.; Chomka, G.; Bohdal, Ł.; Patyk, R.; Kowalik, M.; Trzepieciński, T.; Radchenko, A.M. Using the FEM Method in the Prediction of Stress and Deformation in the Processing Zone of an Elastic/Visco-Plastic Material during Diamond Sliding Burnishing. Appl. Sci. 2023, 13, 1963. [Google Scholar] [CrossRef]
- Tagiuri, Z.A.M.; Dao, T.-M.; Samuel, A.M.; Songmene, V. Numerical Prediction of the Performance of Chamfered and Sharp Cutting Tools during Orthogonal Cutting of AISI 1045 Steel. Processes 2022, 10, 2171. [Google Scholar] [CrossRef]
- Wang, R.; Yang, D.; Wang, W.; Wei, F.; Lu, Y.; Li, Y. Tool Wear in Nickel-Based Superalloy Machining: An Overview. Processes 2022, 10, 2380. [Google Scholar] [CrossRef]
- Hailong, M.; Aijun, T.; Shubo, X.; Tong, L. Finite Element Simulation of Bending Thin-Walled Parts and Optimization of Cutting Parameters. Metals 2023, 13, 115. [Google Scholar] [CrossRef]
- Dyl, T. The Designation Degree of Tool Wear after Machining of the Surface Layer of Duplex Stainless Steel. Materials 2021, 14, 6425. [Google Scholar] [CrossRef]
- Wang, W.; Wang, B.; Liu, B.; Gao, H.; Wei, Z. Machinability and chip morphology evolution of hardened stainless steel using liquid nitrogen cryogenic. Int. J. Adv. Manuf. Technol. 2022, 125, 967–987. [Google Scholar] [CrossRef]
- Królczyk, G.M.; Niesłony, P.; Legutko, S. Determination of tool life and research wear during duplex stainless steel turning. Arch. Civ. Mech. Eng. 2015, 15, 347–354. [Google Scholar] [CrossRef]
- Królczyk, G.M.; Niesłony, P.; Legutko, S.; Hloch, S.; Samardzic, I. Investigation of selected surface integrity features of duplex stainless steel after turning. Metalurgija 2015, 54, 91–94. [Google Scholar]
- Sarıkaya, M.; Gupta, M.K.; Tomaz, I.; Pimenov, D.Y.; Kuntoğlu, M.; Khanna, N.; Yıldırım, Ç.V.; Krolczyk, G.M. A state-of-the-art review on tool wear and surface integrity characteristics in machining of superalloys. CIRP J. Manuf. Sci. Technol. 2021, 35, 624–658. [Google Scholar] [CrossRef]
- Dzierwa, A.; Markopoulos, A.P. Influence of Ball-Burnishing Process on Surface Topography Parameters and Tribological Properties of Hardened Steel. Machines 2019, 7, 11. [Google Scholar] [CrossRef]
- Khanna, N.; Airao, J.; Gupta, M.K.; Song, Q.; Liu, Z.; Mia, M.; Maruda, R.; Krolczyk, G. Optimization of Power Consumption Associated with Surface Roughness in Ultrasonic Assisted Turning of Nimonic-90 Using Hybrid Particle Swarm-Simplex Method. Materials 2019, 12, 3418. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G.; Lopes, H.; Casais, R.C.B.; Baptista, A.; Pinto, G.; Alexandre, R. Wear Behavior and Machining Performance of TiAlSiN-Coated Tools Obtained by dc MS and HiPIMS: A Comparative Study. Materials 2021, 14, 5122. [Google Scholar] [CrossRef] [PubMed]
- Wojciechowski, S.; Królczyk, G.M.; Maruda, R.W. Advances in Hard–to–Cut Materials: Manufacturing, Properties, Process Mechanics and Evaluation of Surface Integrity. Materials 2020, 13, 612. [Google Scholar] [CrossRef]
- Cardoso, L.G.; Madeira, D.S.; Ricomini, T.E.P.A.; Miranda, R.A.; Brito, T.G.; Paiva, E.J. Optimization of machining parameters using response surface methodology with desirability function in turning duplex stainless steel UNS S32760. Int. J. Adv. Manuf. Technol. 2021, 117, 1633–1644. [Google Scholar] [CrossRef]
- Cao, Z.-M.; Wu, Y.; Han, J. Roundness deviation evaluation method based on statistical analysis of local least square circles, Meas. Sci. Technol. 2017, 28, 10. [Google Scholar] [CrossRef]
- Kumar, S.; Riyaz, A.M.; Marulaiah, L.; Manjunatha, L. Investigation of machinability characteristics on C45 steel alloy while turning with untreated and cryotreated M2 HSS cutting tools. ARPN J. Eng. Appl. Sci. 2019, 14, 307–317. [Google Scholar] [CrossRef]
- Sivaprakash, E.; Aswin, S.; Dhanaruban, D.; Dinesh, G.; Inbamathi, M. Machining Character Analysis of Coated and Uncoated End Mill on Heat Treated C45 Steel. Int. J. Res. Appl. Sci. Eng. Technol. 2022, 10, 2708–2713. [Google Scholar] [CrossRef]
- Usca, Ü.A. The Effect of Cellulose Nanocrystal-Based Nanofluid on Milling Performance: An Investigation of Dillimax 690T. Polymers 2023, 15, 4521. [Google Scholar] [CrossRef]
- Tuan, B.; Hai, N.; Kien, L.; Hai, N. Investigation of surface topography in ultrasonic-assisted turning of C45 carbon steel. Jpn. J. Appl. Phys. 2023, 63, 016501. [Google Scholar] [CrossRef]
- SreeramaReddy, T.V.; Sornakumar, T.; Venkatarama Reddy, M.; Venkatram, R. Machinability of C45 steel with deep cryogenic treated tungsten carbide cutting tool inserts. Int. J. Refract. Met. Hard Mater. 2009, 27, 181–185. [Google Scholar] [CrossRef]
- Huang, G.; Bai, J.; Feng, F.; Zeng, L.; Feng, P.; Li, X. A Hybrid Strategy for Profile Measurement of Micro Gear Teeth. Micromachines 2023, 14, 1729. [Google Scholar] [CrossRef]
- Lishchenko, N.; O’Donnell, G.E.; Culleton, M. Contactless Method for Measurement of Surface Roughness Based on a Chromatic Confocal Sensor. Machines 2023, 11, 836. [Google Scholar] [CrossRef]
- Cheng, F.; Fu, S.; Chen, Z. Surface Texture Measurement on Complex Geometry Using Dual-Scan Positioning Strategy. Appl. Sci. 2020, 10, 8418. [Google Scholar] [CrossRef]
- ISO 3685:1993 (E); Tool-Life Testing with Single-Point Turning Tools. International Organization for Standardization: Geneva, Switzerland, 1993.
- Belavendram, N. Quality by Design: Taguchi Techniques for Industrial Experimentation; Prentice Hall: London, UK, 1995; ISBN 9780131863620. [Google Scholar]
- Antony, J.; Kaye, M. The Taguchi Approach to Industrial Experimentation. In Experimental Quality; Springer: Boston, MA, USA, 2000. [Google Scholar] [CrossRef]
- Taguchi, G. System of Experimental Design: Engineering Methods to Optimize Quality and Minimize Costs; UNIPUB/Kraus International Publications: White Plains, NY, USA, 1987; p. 1189. ISBN 9780941243001. [Google Scholar]
- Sap, E.; Usca, Ü.A.; Gupta, M.K.; Kuntoğlu, M.; Sarıkaya, M.; Pimenov, D.Y.; Mia, M. Parametric Optimization for Improving the Machining Process of Cu/Mo-SiCP Composites Produced by Powder Metallurgy. Materials 2021, 14, 1921. [Google Scholar] [CrossRef] [PubMed]
- Vora, J.; Chaudhari, R.; Patel, C.; Pimenov, D.Y.; Patel, V.K.; Giasin, K.; Sharma, S. Experimental Investigations and Pareto Optimization of Fiber Laser Cutting Process of Ti6Al4V. Metals 2021, 11, 1461. [Google Scholar] [CrossRef]
- Selvam, M.D.; Senthil, P. Investigation on the effect of turning operation on surface roughness of hardened C45 carbon steel. Aust. J. Mech. Eng. 2016, 14, 131–137. [Google Scholar] [CrossRef]
- Singh, M.; Garg, H.K.; Maharana, S.; Yadav, A.; Singh, R.; Maharana, P.; Nguyen, T.V.T.; Yadav, S.; Loganathan, M.K. An Experimental Investigation on the Material Removal Rate and Surface Roughness of a Hybrid Aluminum Metal Matrix Composite (Al6061/SiC/Gr). Metals 2021, 11, 1449. [Google Scholar] [CrossRef]
- Prakash, K.S.; Gopal, P.; Karthik, S. Multi-objective optimization using Taguchi based grey relational analysis in turning of Rock dust reinforced Aluminum MMC. Measurement 2020, 157, 107664. [Google Scholar] [CrossRef]
- Akhtar, M.N.; Sathish, T.; Mohanavel, V.; Afzal, A.; Arul, K.; Ravichandran, M.; Rahim, I.A.; Alhady, S.S.N.; Bakar, E.A.; Saleh, B. Optimization of Process Parameters in CNC Turning of Aluminum 7075 Alloy Using L27 Array-Based Taguchi Method. Materials 2021, 14, 4470. [Google Scholar] [CrossRef] [PubMed]
- Krolczyk, J.B.; Maruda, R.W.; Krolczyk, G.M.; Wojciechowski, S.; Gupta, M.K.; Korkmaz, M.E. Investigations on surface induced tribological characteristics in MQCL assisted machining of duplex stainless steel. J. Mater. Res. Technol. 2022, 18, 2754–2769. [Google Scholar] [CrossRef]
- Fratila, D.; Caizar, C. Application of Taguchi method to selection of optimal lubrication and cutting conditions in face milling of AlMg3. J. Clean. Prod. 2011, 19, 640–645. [Google Scholar] [CrossRef]
- Lubis, S.M.; Darmawan’Adianto, S. Effect of cutting speed on temperature cutting tools and surface roughness of AISI 4340 steel. IOP Conf. Ser. Mater. Sci. Eng. 2019, 508, 012053. [Google Scholar] [CrossRef]
- Gunjal, S.U.; Patil, N.G. Experimental Investigations into Turning of Hardened AISI 4340 Steel using Vegetable based Cutting Fluids under Minimum Quantity Lubrication. Procedia Manuf. 2018, 20, 18–23. [Google Scholar] [CrossRef]
- Fnides, M. Optimization and Mathematical Modelling of Surface Roughness Criteria and Material Removal Rate when Milling C45 Steel using RSM and Desirability Approach. J. Mech. Eng. 2023, 20, 173–197. [Google Scholar] [CrossRef]
- Jamil, M.; Khan, A.M.; He, N.; Li, L.; Zhao, W.; Sarfraz, S. Multi-response optimisation of machining aluminium-6061 under eco-friendly electrostatic minimum quantity lubrication environment. Int. J. Mach. Mach. Mater. 2019, 21, 459–479. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Lozano, J.A.; Carou, D.; Pimenov, D.Y.; Królczyk, G.; Khan, A.M.; Dhar, N.R. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti-6Al-4V. J. Clean. Prod. 2019, 210, 121–133. [Google Scholar] [CrossRef]
- Pu, Y.; Zhao, Y.; Meng, J.; Zhao, G.; Zhang, H.; Liu, Q. Process Parameters Optimization Using Taguchi-Based Grey Relational Analysis in Laser-Assisted Machining of Si3N4. Materials 2021, 14, 529. [Google Scholar] [CrossRef]
- Mufarrih, A.; Istiqlaliyah, H.; Ilha, M. Optimization of Roundness, MRR and Surface Roughness on Turning Process using Taguchi-GRA. J. Phys. Conf. Ser. 2019, 1179, 012099. [Google Scholar] [CrossRef]
- Jin, L.; Wang, G.; Deng, J.; Li, Z.; Zhu, M.; Wang, R. A New Model for Cleaning Small Cuttings in Extended-Reach Drilling Based on Dimensional Analysis. Appl. Sci. 2023, 13, 12118. [Google Scholar] [CrossRef]
- Tian, P.; He, L.; Zhou, T.; Du, F.; Zou, Z.; Zhou, X. Experimental characterization of the performance of MQL-assisted turning of solution heat-treated and aged Inconel 718 alloy. Int. J. Adv. Manuf. Technol. 2023, 125, 3839–3851. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S. State-of-the-art in surface integrity in machining of nickel-based super alloys. Int. J. Mach. Tool. Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Kıvak, T. Optimization of surface roughness and flank wear using the Taguchi method in milling of Hadfield steel with PVD and CVD coated inserts. Measurement 2014, 50, 19–28. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Influence of cutting fluid conditions and cutting parameters on surface roughness and tool wear in turning process using Taguchi method. Measurement 2016, 78, 111–119. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Feldshtein, E.; Nieslony, P.; Tyliszczak, B.; Pusavec, F. Tool wear characterizations in finish turning of AISI 1045 carbon steel for MQCL conditions. Wear 2017, 372–373, 54–67. [Google Scholar] [CrossRef]
- Klocke, F. Fertigungsverfahren 1; Springer Science and Business Media LLC: Dordrecht, The Netherlands, 2018; ISBN 978-3-662-54206-4. [Google Scholar] [CrossRef]
- Hou, Z.; Yuan, Y.; Chen, Y.; Jiang, E.; Wang, H.; Zhang, X. A Review of the Settling Law of Drill Cuttings in Drilling Fluids. Processes 2023, 11, 3165. [Google Scholar] [CrossRef]
- Yin, W.-H.; Yue, H.; Wang, X. A Study on the Depositional Law of Road Cutting in the Tengger Desert. Appl. Sci. 2023, 13, 11967. [Google Scholar] [CrossRef]
- Jurko, J.; Miškiv-Pavlík, M.; Husár, J.; Michalik, P. Turned Surface Monitoring Using a Confocal Sensor and the Tool Wear Process Optimization. Processes 2022, 10, 2599. [Google Scholar] [CrossRef]












| Steel C45 | (%) |
|---|---|
| C | 0.50 |
| Mn | 0.80 |
| Si | 0.37 |
| Cr | 0.22 |
| Ni | 0.28 |
| Cu | 0.18 |
| P | 0.035 |
| S | 0.032 |
| Steel C45 | Values |
|---|---|
| Yield stress Re (MPa) | 202 |
| Tensile strength Rm (MPa) | 650 |
| Density (g/cm3) | 7.85 |
| Hardness HB | max. 220 |
| Elastic modulus (GPa) | 81 |
| Flexural strength (MPA) | 606 |
| Thermal conductivity (W/mK) | 50 |
| Symbol | Process Parameters Units | Levels | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| A | Cutting speed (m/min) | 90 | 180 | 270 |
| B | Feed (mm/rev.) | 0.1 | 0.2 | 0.3 |
| C | Depth of cut (mm) | 0.1 | 0.4 | 0.8 |
| D | Workpiece length from clamping (mm) | 5.0 | 30.0 | 55.0 |
| E | Cutting edge radius (mm) | 0.003 + 0.0005 | 0.005 + 0.0005 | 0.008 + 0.0005 |
| Number of Exp.-RUN | Controllable Process Parameter | Experimental Results | |||||||
|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | Rd (mm) | KM (mm) | |||
| Average Rd | STDVP | STDV ERROR SE (AVERAGE) | |||||||
| 1 | 1 | 1 | 1 | 1 | 1 | 0.0260 | 0.001 | 0.0003 | 0.1420 |
| 2 | 1 | 1 | 1 | 1 | 2 | 0.0184 | 0.001 | 0.0005 | 0.1120 |
| 3 | 1 | 1 | 1 | 1 | 3 | 0.0220 | 0.001 | 0.0006 | 0.1180 |
| 4 | 1 | 2 | 2 | 2 | 1 | 0.0440 | 0.001 | 0.0006 | 0.1850 |
| 5 | 1 | 2 | 2 | 2 | 2 | 0.0440 | 0.002 | 0.0009 | 0.1740 |
| 6 | 1 | 2 | 2 | 2 | 3 | 0.0410 | 0.001 | 0.0006 | 0.1670 |
| 7 | 1 | 3 | 3 | 3 | 1 | 0.0860 | 0.005 | 0.0024 | 0.1820 |
| 8 | 1 | 3 | 3 | 3 | 2 | 0.0720 | 0.003 | 0.0015 | 0.1810 |
| 9 | 1 | 3 | 3 | 3 | 3 | 0.0640 | 0.003 | 0.0012 | 0.1960 |
| 10 | 2 | 1 | 2 | 3 | 1 | 0.0520 | 0.003 | 0.0012 | 0.1730 |
| 11 | 2 | 1 | 2 | 3 | 2 | 0.0450 | 0.002 | 0.0010 | 0.1710 |
| 12 | 2 | 1 | 2 | 3 | 3 | 0.0460 | 0.013 | 0.0059 | 0.1690 |
| 13 | 2 | 2 | 3 | 1 | 1 | 0.0640 | 0.008 | 0.0035 | 0.1860 |
| 14 | 2 | 2 | 3 | 1 | 2 | 0.0420 | 0.012 | 0.0054 | 0.1820 |
| 15 | 2 | 2 | 3 | 1 | 3 | 0.0390 | 0.011 | 0.0051 | 0.1670 |
| 16 | 2 | 3 | 1 | 2 | 1 | 0.0340 | 0.005 | 0.0025 | 0.1750 |
| 17 | 2 | 3 | 1 | 2 | 2 | 0.0360 | 0.007 | 0.0030 | 0.1700 |
| 18 | 2 | 3 | 1 | 2 | 3 | 0.0320 | 0.003 | 0.0012 | 0.1710 |
| 19 | 3 | 1 | 3 | 2 | 1 | 0.0370 | 0.010 | 0.0043 | 0.1880 |
| 20 | 3 | 1 | 3 | 2 | 2 | 0.0410 | 0.001 | 0.0006 | 0.1770 |
| 21 | 3 | 1 | 3 | 2 | 3 | 0.0390 | 0.003 | 0.0013 | 0.1860 |
| 22 | 3 | 2 | 1 | 3 | 1 | 0.0300 | 0.007 | 0.0031 | 0.1970 |
| 23 | 3 | 2 | 1 | 3 | 2 | 0.0370 | 0.008 | 0.0034 | 0.1820 |
| 24 | 3 | 2 | 1 | 3 | 3 | 0.0440 | 0.010 | 0.0045 | 0.1820 |
| 25 | 3 | 3 | 2 | 1 | 1 | 0.0290 | 0.001 | 0.0004 | 0.1820 |
| 26 | 3 | 3 | 2 | 1 | 2 | 0.0370 | 0.002 | 0.0007 | 0.1920 |
| 27 | 3 | 3 | 2 | 1 | 3 | 0.0180 | 0.002 | 0.0009 | 0.1810 |
| Number of Exp.-RUN | Ratios of Results | |
|---|---|---|
| Rd (dB) | KM (dB) | |
| 1 | 31.7005 | 16.9542 |
| 2 | 34.7036 | 19.0156 |
| 3 | 33.1515 | 18.5624 |
| 4 | 27.1309 | 14.6566 |
| 5 | 27.1309 | 15.1890 |
| 6 | 27.7443 | 15.5457 |
| 7 | 21.3100 | 14.7986 |
| 8 | 22.8534 | 14.8464 |
| 9 | 23.8764 | 14.1549 |
| 10 | 25.6799 | 15.2391 |
| 11 | 26.9357 | 15.3401 |
| 12 | 26.7448 | 15.4423 |
| 13 | 23.8764 | 14.6097 |
| 14 | 27.5350 | 14.7986 |
| 15 | 28.1787 | 15.5457 |
| 16 | 29.3704 | 15.1392 |
| 17 | 28.8739 | 15.3910 |
| 18 | 29.8970 | 15.3401 |
| 19 | 28.6360 | 14.5168 |
| 20 | 27.7443 | 15.0405 |
| 21 | 28.1787 | 14.6097 |
| 22 | 30.4576 | 14.1107 |
| 23 | 28.6360 | 14.7986 |
| 24 | 27.1309 | 14.7986 |
| 25 | 30.7520 | 14.7986 |
| 26 | 28.6360 | 14.3340 |
| 27 | 34.8945 | 14.8464 |
| Symbol | Process Parameters and Units | Ratios | ||||
|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Max–Min | Rank | ||
| A | Cutting speed (m/min) | 27.73 | 27.45 | 29.45 | 2.00 | 3 |
| B | Feed (mm/rev.) | 29.28 | 27.54 | 27.83 | 1.74 | 4 |
| C | Depth of cut (mm) | 30.44 | 28.41 | 25.80 | 4.64 | 1 |
| D | Workpiece length from clamping (mm) | 30.38 | 28.30 | 25.96 | 4.42 | 2 |
| E | Cutting edge radius (mm) | 27.66 | 28.12 | 28.87 | 1.21 | 5 |
| Symbol | Process Parameters and Units | Ratio | ||||
|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Max–Min | Rank | ||
| A | Cutting speed (m/min) | 15.97 | 15.21 | 14.65 | 1.32 | 1 |
| B | Feed (mm/rev.) | 16.08 | 14.89 | 14.85 | 1.23 | 3 |
| C | Depth of cut (mm) | 16.01 | 15.04 | 14.77 | 1.24 | 2 |
| D | Workpiece length from clamping (mm) | 15.94 | 15.05 | 14.84 | 1.10 | 4 |
| E | Cutting edge radius (mm) | 14.98 | 15.42 | 15.43 | 0.45 | 5 |
| Initial Process Parameter | Optimal Process Parameters | ||
|---|---|---|---|
| Prediction | Experiment | ||
| Level | A2B2C2D2E2 | A3B1C1D1E3 | A3B1C1D1E3 |
| Roundness deviation (mm) | 0.041 | 0.024 | |
| ratio (dB) | 27.44 | 35.56 | 32.39 |
| Improvement in S/N ratio (dB) | 4.95 | ||
| Percentage reduction in tool face wear | 15.29% | ||
| Initial Process Parameter | Optimal Process Parameters | ||
|---|---|---|---|
| Prediction | Experiment | ||
| Level | A2B2C2D2E2 | A1B1C1D1E3 | A1B1C1D1E3 |
| Tool face wear (mm) | 0.198 | 0.157 | |
| ratio (dB) | 14.07 | 15.97 | 16.08 |
| Improvement in S/N ratio (dB) | 2.01 | ||
| Percentage reduction in tool face wear | 12.5% | ||
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | Contribution | Remarks |
|---|---|---|---|---|---|---|---|
| A | 2 | 0.000665 | 0.000332 | 6.65 | 0.008 | 10.50% | Significant |
| B | 2 | 0.000393 | 0.000197 | 3.94 | 0.041 | 6.21% | Significant |
| C | 2 | 0.002375 | 0.001187 | 23.76 | 0.000 | 37.51% | Significant |
| D | 2 | 0.001917 | 0.000959 | 19.18 | 0.000 | 30.29% | Significant |
| E | 2 | 0.000181 | 0.000090 | 1.81 | 0.196 | 2.85% | Insignificant |
| Error | 16 | 0.000800 | 0.000050 | 12.63% | |||
| Total | 26 | 0.006330 | 100.00% |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | Contribution | Remarks |
|---|---|---|---|---|---|---|---|
| A | 2 | 0.002450 | 0.001225 | 20.63 | 0.003 | 23.27% | Significant |
| B | 2 | 0.002678 | 0.001339 | 22.54 | 0.001 | 25.43% | Significant |
| C | 2 | 0.002298 | 0.001149 | 19.34 | 0.005 | 21.83% | Significant |
| D | 2 | 0.001778 | 0.000889 | 14.97 | 0.008 | 16.89% | Significant |
| E | 2 | 0.000374 | 0.000187 | 3.15 | 0.070 | 3.56% | Insignificant |
| Error | 16 | 0.000950 | 0.000059 | 9.03% | |||
| Total | 26 | 0.010528 | 100.00% |
| Run | Experimental | Predicted | Residuals | Error | ||||
|---|---|---|---|---|---|---|---|---|
| Rd (mm) | KM (mm) | Rd (mm) | KM (mm) | Rd (mm) | KM (mm) | Rd (%) | KM (%) | |
| 1 | 0.026 | 0.112 | 0.025 | 0.122 | 0.001 | −0.01 | 3.846 | 8.929 |
| 6 | 0.041 | 0.167 | 0.040 | 0.172 | 0.001 | −0.005 | 2.439 | 2.994 |
| 10 | 0.052 | 0.173 | 0.051 | 0.176 | 0.001 | −0.003 | 1.923 | 1.734 |
| 11 | 0.045 | 0.169 | 0.048 | 0.168 | −0.003 | 0.001 | 6.667 | 0.592 |
| 16 | 0.034 | 0.167 | 0.037 | 0.175 | −0.003 | −0.008 | 8.824 | 4.79 |
| 19 | 0.037 | 0.188 | 0.042 | 0.189 | −0.005 | −0.001 | 13.513 | 0.532 |
| 23 | 0.037 | 0.182 | 0.036 | 0.184 | 0.001 | −0.002 | 2.703 | 1.099 |
| 25 | 0.029 | 0.182 | 0.031 | 0.191 | −0.002 | −0.009 | 6.896 | 4.945 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jurko, J.; Paľová, K.; Michalík, P.; Kondrát, M. Optimization of Sustainable Production Processes in C45 Steel Machining Using a Confocal Chromatic Sensor. Lubricants 2024, 12, 99. https://doi.org/10.3390/lubricants12030099
Jurko J, Paľová K, Michalík P, Kondrát M. Optimization of Sustainable Production Processes in C45 Steel Machining Using a Confocal Chromatic Sensor. Lubricants. 2024; 12(3):99. https://doi.org/10.3390/lubricants12030099
Chicago/Turabian StyleJurko, Jozef, Katarína Paľová, Peter Michalík, and Martin Kondrát. 2024. "Optimization of Sustainable Production Processes in C45 Steel Machining Using a Confocal Chromatic Sensor" Lubricants 12, no. 3: 99. https://doi.org/10.3390/lubricants12030099
APA StyleJurko, J., Paľová, K., Michalík, P., & Kondrát, M. (2024). Optimization of Sustainable Production Processes in C45 Steel Machining Using a Confocal Chromatic Sensor. Lubricants, 12(3), 99. https://doi.org/10.3390/lubricants12030099