Characterization of Lubricated Friction Behavior of Thermal Spray Steel Coatings in Comparison with Grey Cast Iron

Abstract
:1. Introduction
2. Experimental
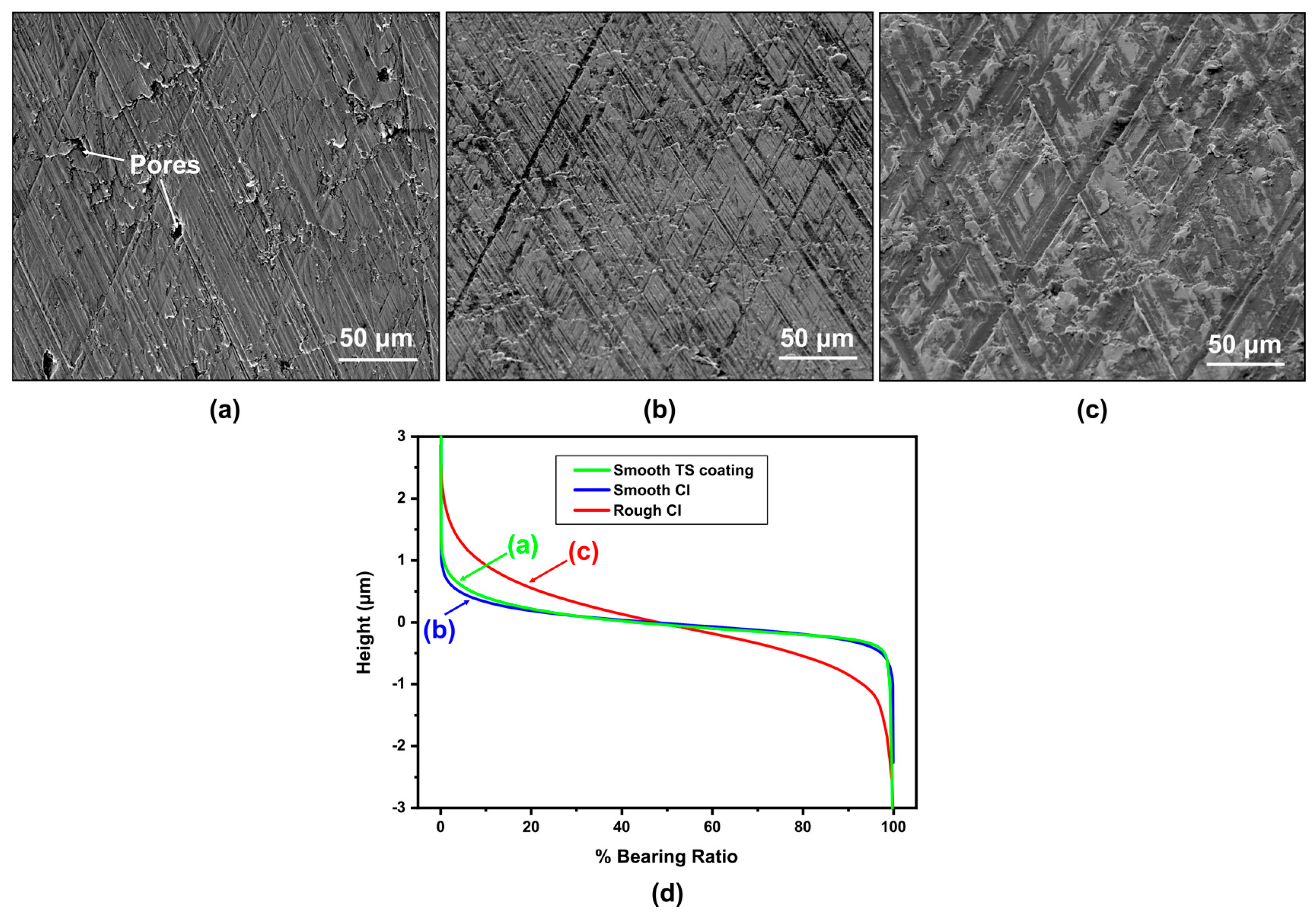
2.1. Thermal Spray Steel Coating and Cast Iron Samples: Microstructures and Honing Patterns
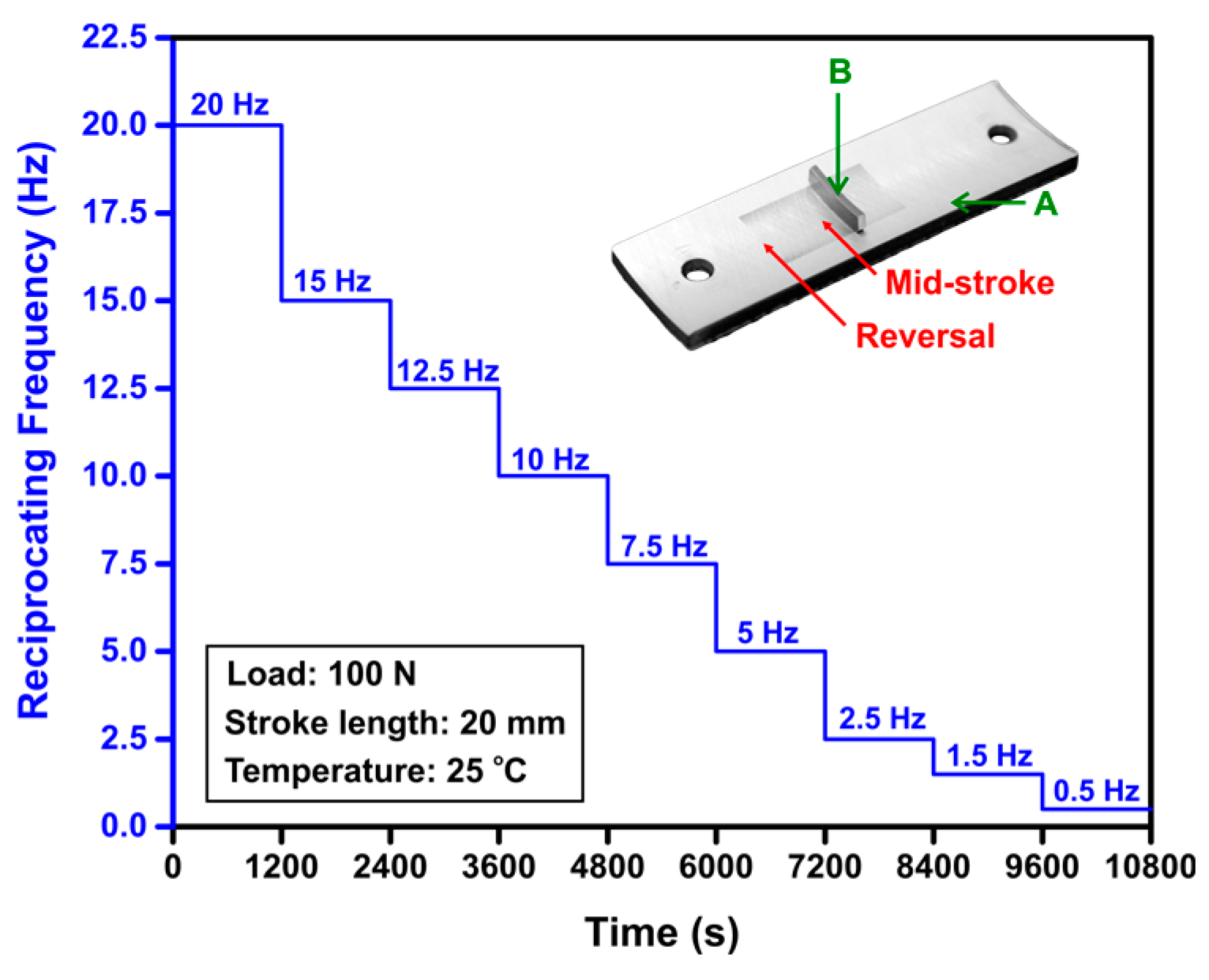
2.2. Tribological Tests
3. Results and Discussion
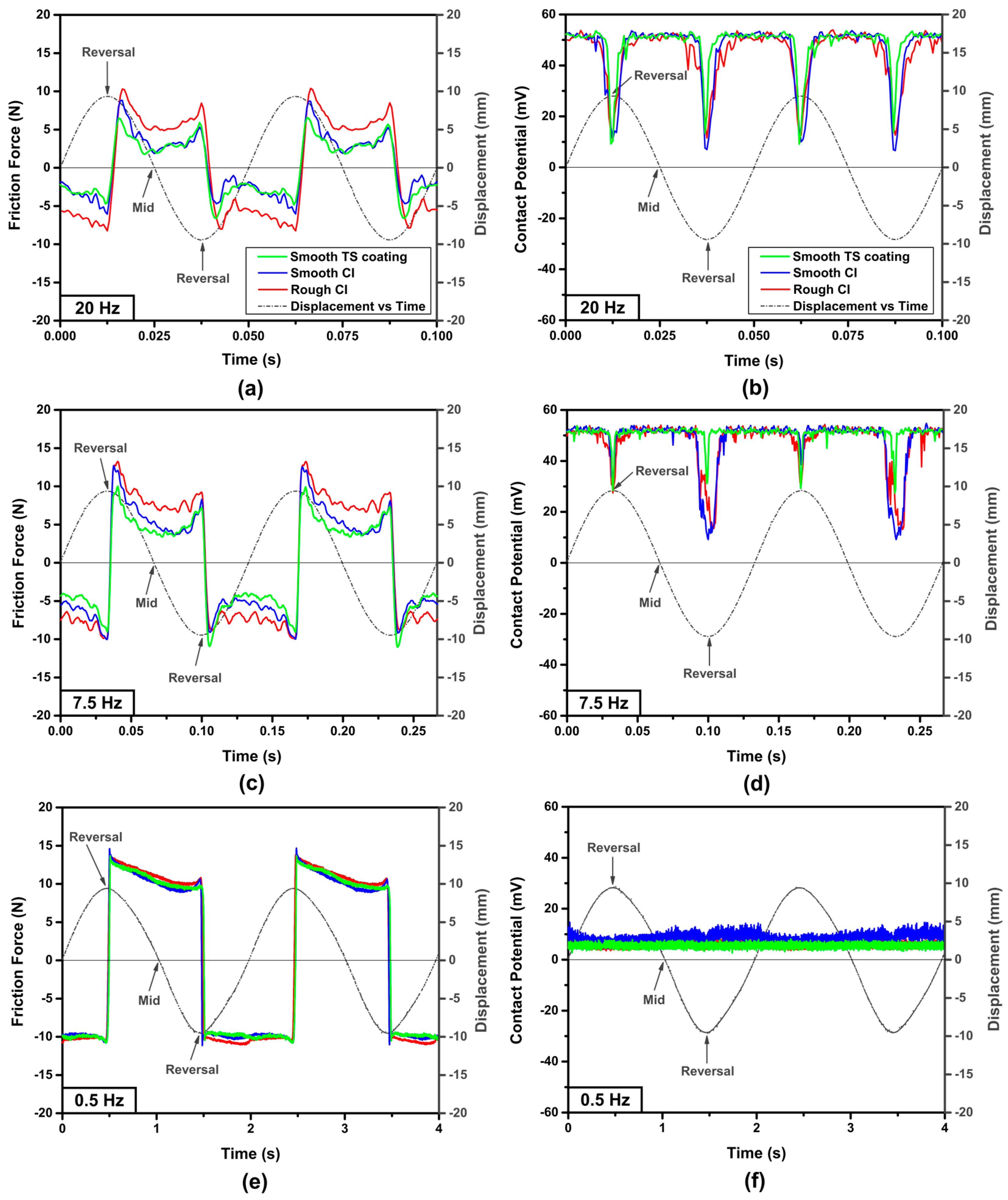
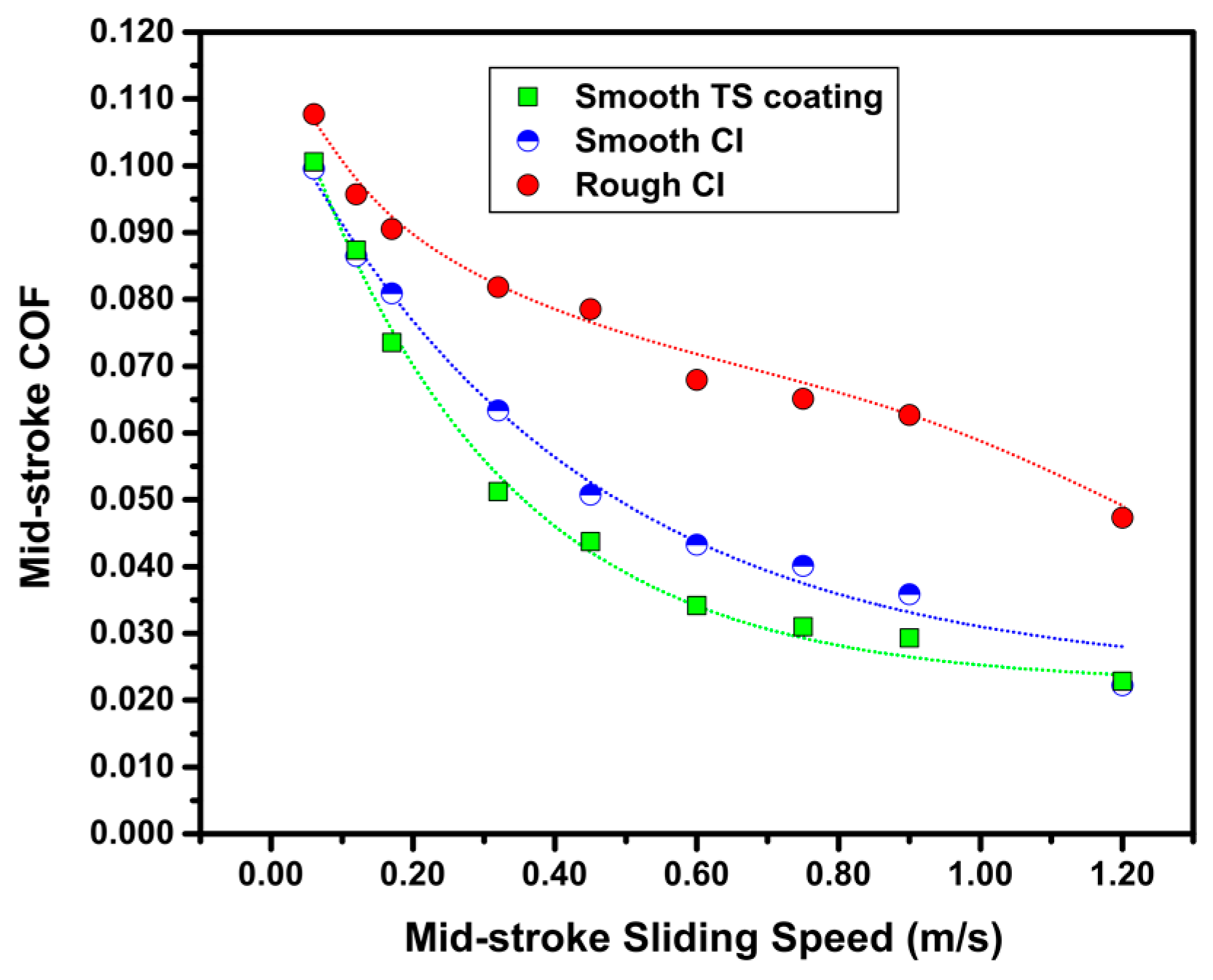
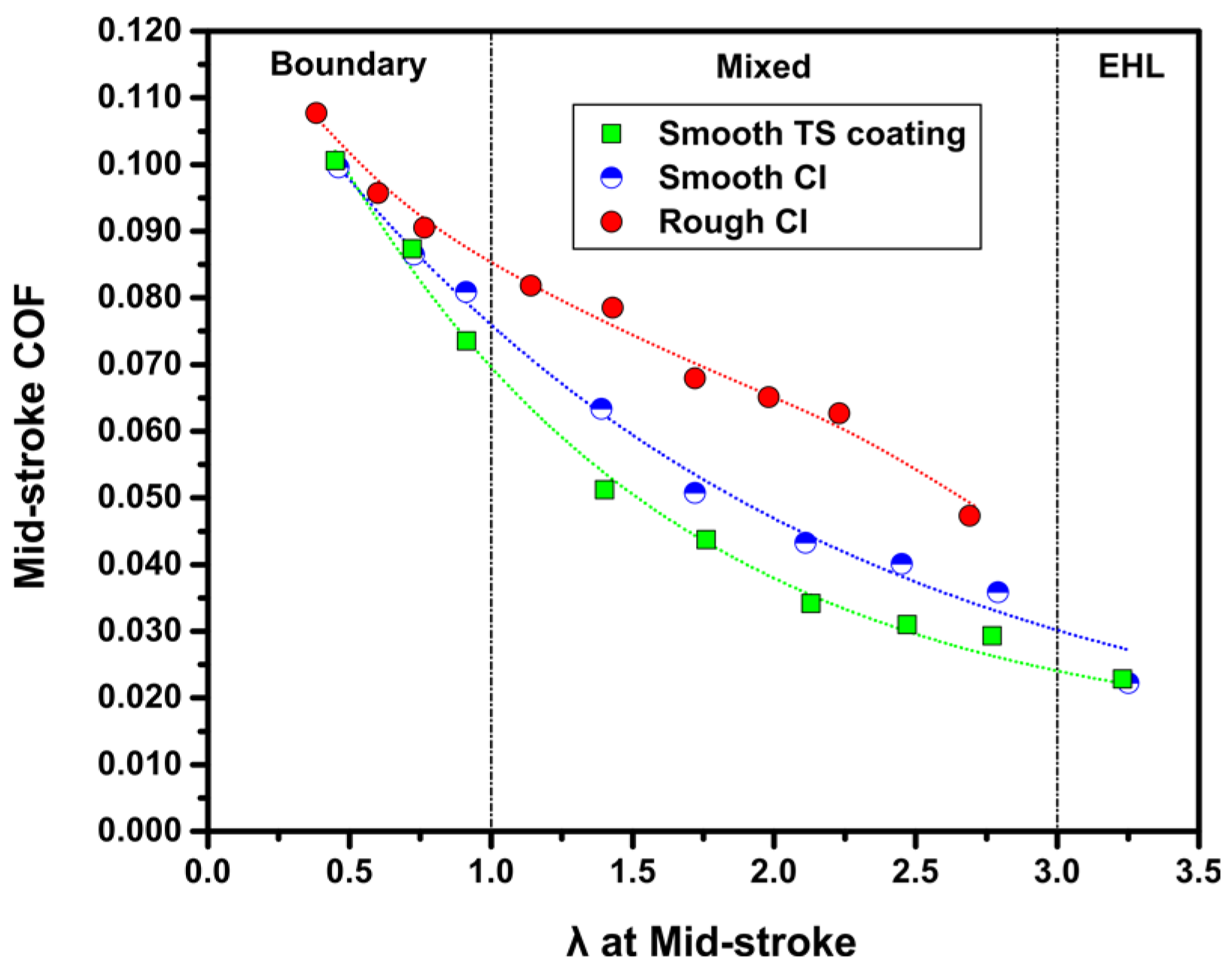
3.1. Friction Behavior of Thermal Spray Steel Coatings in Comparison with Cast Iron Liners
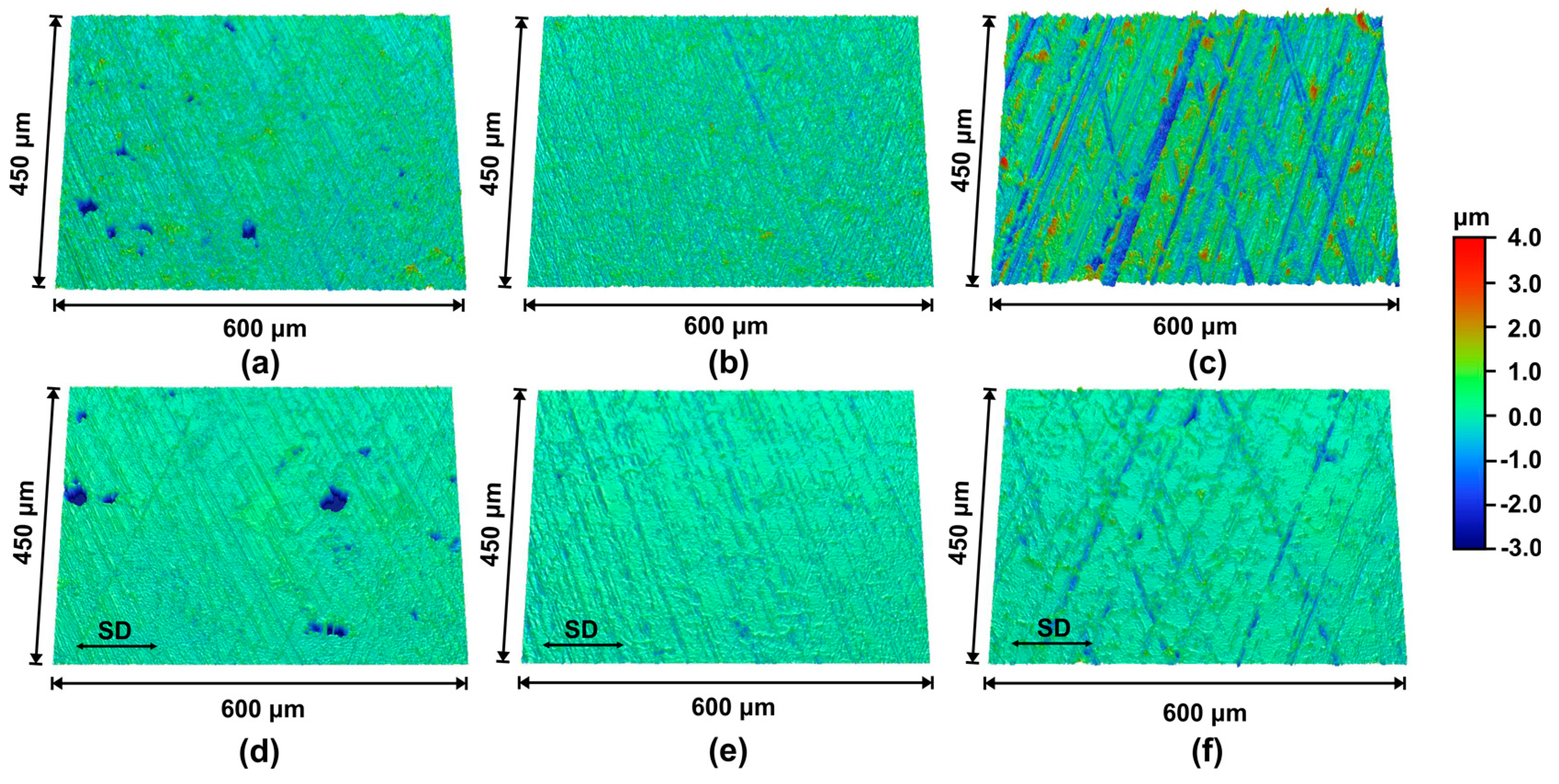
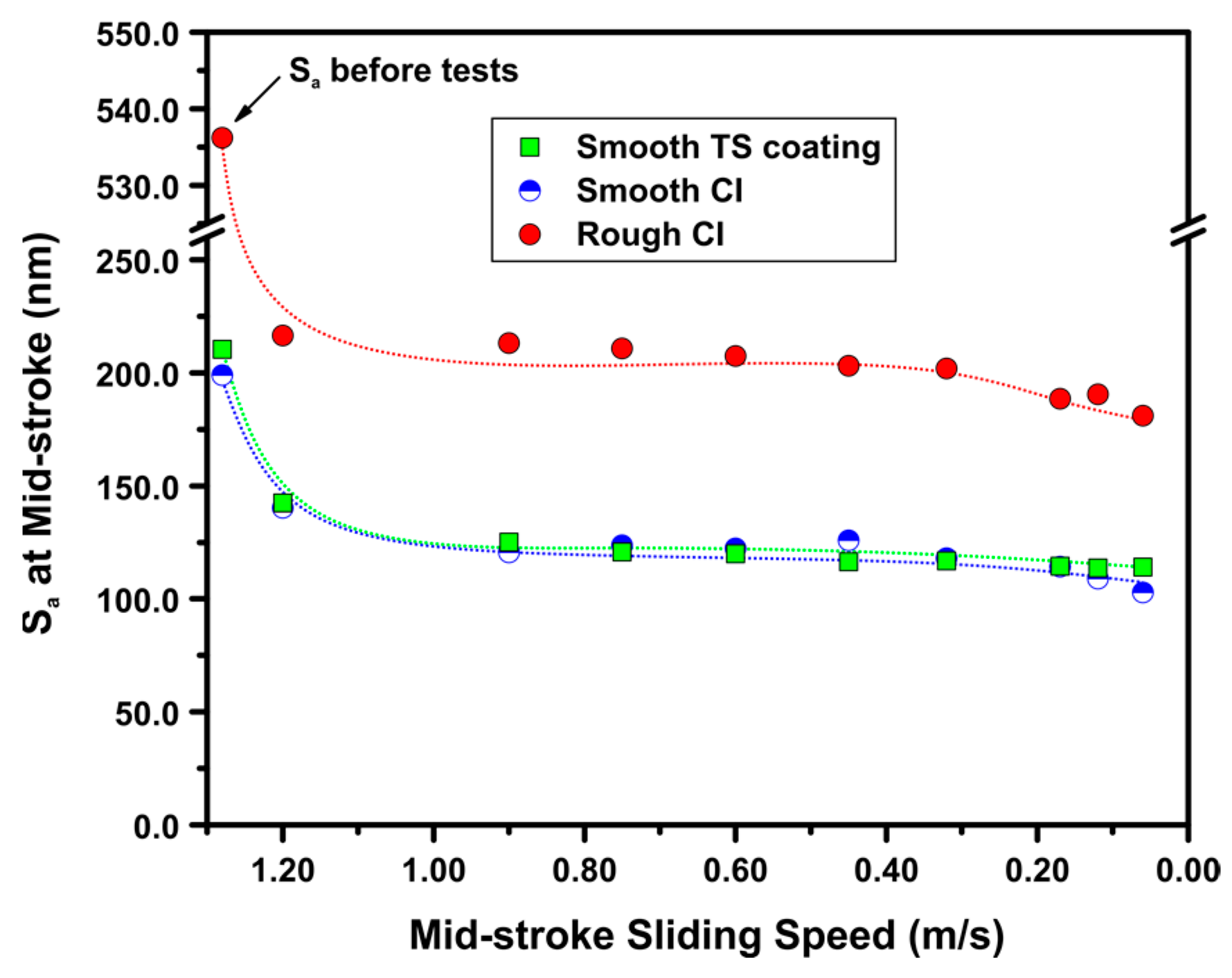
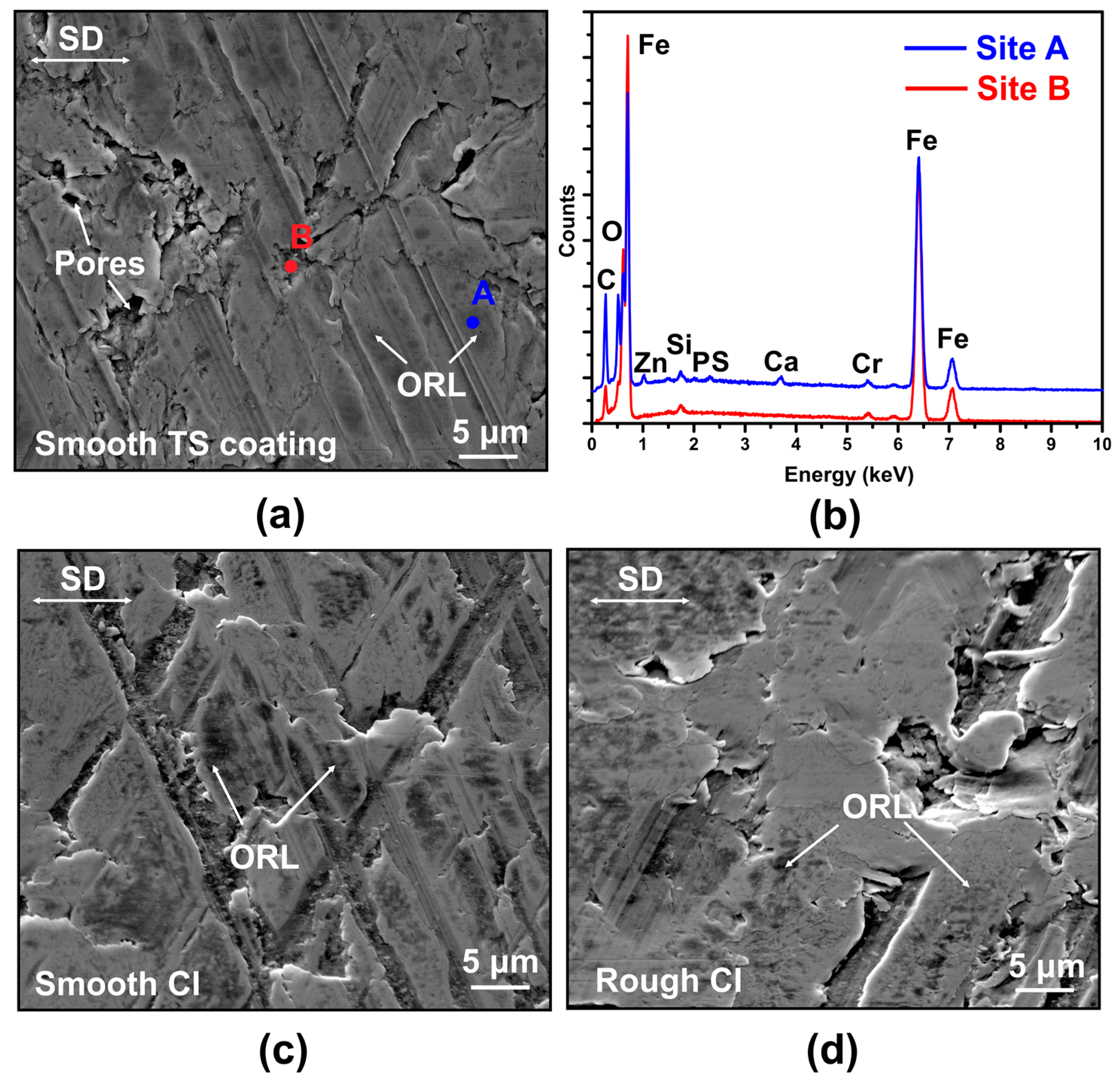
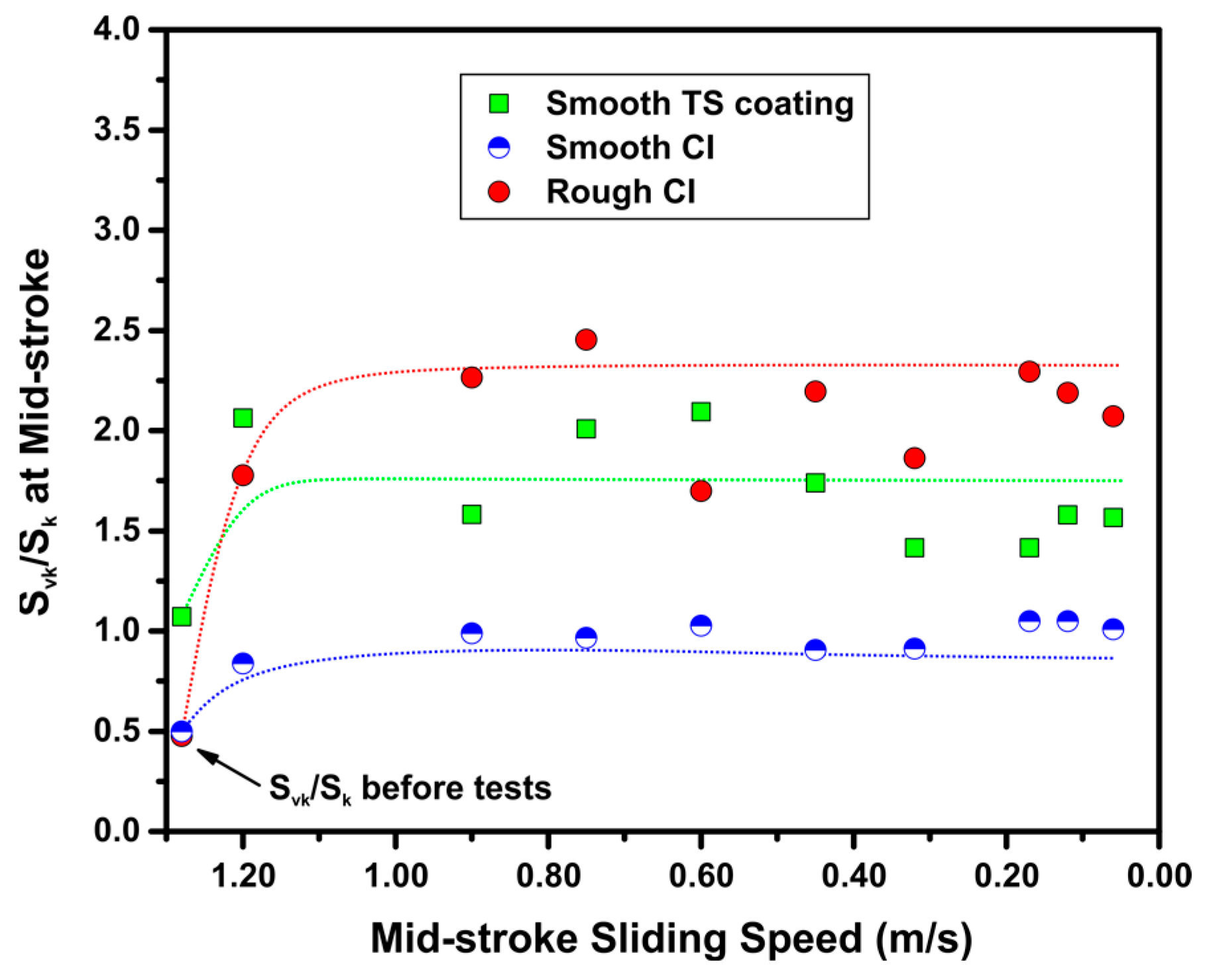
3.2. Surface Roughness Evolution on Thermal Spray Steel Coatings and Cast Iron Liners
4. Summary and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Bobzin, K.; Ernst, F.; Richardt, K.; Schlaefer, T.; Verpoort, C.; Flores, G. Thermal Spraying of Cylinder Bores with the Plasma Transferred Wire Arc Process. Surf. Coat. Technol. 2008, 202, 4438–4443. [Google Scholar] [CrossRef]
- Gand, B. Coating for Cylinder Surfaces in Aluminium Engine Blocks. MTZ Worldw. 2011, 72, 34–39. [Google Scholar] [CrossRef]
- Cole, G.S.; Sherman, A.M. Light Weight Materials for Automotive Applications. Mater. Charact. 1995, 35, 3–9. [Google Scholar] [CrossRef]
- Bobzin, K.; Ernst, F.; Zwick, J.; Schlaefer, T.; Cook, D.; Nassenstein, K.; Schwenk, A.; Schreiber, F.; Wenz, T.; Flores, G.; et al. Coating Bores of Light Metal Engine Blocks with A Nanocomposite Material Using the Plasma Transferred Wire Arc Thermal Spray Process. J. Therm. Spray Technol. 2008, 17, 344–351. [Google Scholar] [CrossRef]
- Deshpande, S.; Kulkarni, A.; Sampath, S.; Herman, H. Application of Image Analysis for Characterization of Porosity in Thermal Spray Coatings and Correlation with Small Angle Neutron Scattering. Surf. Coat. Technol. 2004, 187, 6–16. [Google Scholar] [CrossRef]
- Priest, M.; Taylor, C.M. Automotive Engine Tribology–Approaching the Surface. Wear 2000, 241, 193–203. [Google Scholar] [CrossRef]
- Jocsak, J. The Effect of Surface Finish on Piston Ring-Pack Performance in Advanced Reciprocating Engine Systems. Master’s Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2005. [Google Scholar]
- Morawitz, U.; Mehring, J.; Schramm, L. Benefits of Thermal Spray Coatings in Internal Combustion Engines, with Specific View on Friction Reduction and Thermal Management; SAE Technical Paper 2013-01-0292; SAE International: Warrendale, PA, USA, 2013. [Google Scholar]
- Barber, G.C.; Lee, J.C.; Ludema, K.C. Materials and Surface Finish Effects in the Breaking-In Process of Engines. J. Eng. Gas Turb. Power 1987, 109, 380–387. [Google Scholar] [CrossRef]
- Rao, V.D.N.; Kabat, D.M.; Cikanek, H.A.; Fucinari, C.A.; Wuest, G. Materials Systems for Cylinder Bore Applications-Plasma Spray Technology; SAE Technical Paper 970023; SAE International: Warrendale, PA, USA, 1997. [Google Scholar]
- Ma, S.; Liu, Y.; Wang, Z.; Wang, Z.; Huang, R.; Xu, J. The Effect of Honing Angle and Roughness Height on the Tribological Performance of CuNiCr Iron Liner. Metals 2019, 9, 487. [Google Scholar] [CrossRef] [Green Version]
- Emmens, W.C. Tribology of Flat Contacts and Its Application in Deep Drawing. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 1997. [Google Scholar]
- Lou, M.; White, D.R.; Banerji, A.; Alpas, A.T. Dry and Lubricated Friction Behaviour of Thermal Spray Low Carbon Steel Coatings: Effect of Oxidational Wear. Wear 2019, 432, 102921. [Google Scholar] [CrossRef]
- Johansson, S.; Frennfelt, C.; Killinger, A.; Nilsson, P.H.; Ohlsson, R.; Rosén, B.G. Frictional Evaluation of Thermally Sprayed Coatings Applied on the Cylinder Liner of A Heavy Duty Diesel Engine: Pilot Tribometer Analysis and Full Scale Engine Test. Wear 2011, 273, 82–92. [Google Scholar] [CrossRef]
- Ernst, P.; Distler, B. Optimizing the Cylinder Running Surface/Piston System of Internal Combustion Engines towards Lower Emissions; SAE Technical Paper 2012-32-0092; SAE International: Warrendale, PA, USA, 2012. [Google Scholar]
- Schommers, J.; Scheib, H.; Hartweg, M.; Bosler, A. Minimising Friction in Combustion Engines. MTZ Worldw. 2013, 74, 28–35. [Google Scholar] [CrossRef]
- Barbezat, G. Advanced Thermal Spray Technology and Coating for Lightweight Engine Blocks for the Automotive Industry. Surf. Coat. Technol. 2005, 200, 1990–1993. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Szurdak, A.; Gachot, C.; Hirt, G.; Mücklich, F. Friction Reduction under Mixed and Full Film EHL Induced by Hot Micro-Coined Surface Patterns. Tribol. Int. 2016, 95, 290–297. [Google Scholar] [CrossRef]
- Grützmacher, P.G.; Rosenkranz, A.; Szurdak, A.; König, F.; Jacobs, G.; Hirt, G.; Mücklich, F. From Lab to Application-Improved Frictional Performance of Journal Bearings Induced by Single- and Multi-Scale Surface Patterns. Tribol. Int. 2018, 127, 500–508. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G.; Etsion, I. The Effect of Laser Surface Texturing on Transitions in Lubrication Regimes during Unidirectional Sliding Contact. Tribol. Int. 2005, 38, 219–225. [Google Scholar] [CrossRef]
- Banerji, A.; Lukitsch, M.J.; McClory, B.; White, D.R.; Alpas, A.T. Effect of Iron Oxides on Sliding Friction of Thermally Sprayed 1010 Steel Coated Cylinder Bores. Wear 2017, 376, 858–868. [Google Scholar] [CrossRef]
- Muhmond, H.M.; Fredriksson, H. Relationship between Inoculants and the Morphologies of MnS and Graphite in Gray Cast Iron. Metall. Mater. Trans. B 2013, 44, 283–298. [Google Scholar] [CrossRef] [Green Version]
- Sun, G.; Bhattacharya, S.; White, D.R.; McClory, B.; Alpas, A.T. Indentation Fracture Behavior of Low Carbon Steel Thermal Spray Coatings: Role of Dry Sliding-Induced Tribolayer. J. Therm. Spray Technol. 2018, 27, 1602–1614. [Google Scholar] [CrossRef]
- Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; ISO 25178-25172; International Organization for Standardization: Geneva, Switzerland, 2012.
- Obert, P.; Müller, T.; Füßer, H.J.; Bartel, D. The Influence of Oil Supply and Cylinder Liner Temperature on Friction, Wear and Scuffing Behavior of Piston Ring Cylinder Liner Contacts-A New Model Test. Tribol. Int. 2016, 94, 306–314. [Google Scholar] [CrossRef]
- Furey, M.J. Metallic Contact and Friction between Sliding Surfaces. ASLE Trans. 1961, 4, 1–11. [Google Scholar] [CrossRef]
- Kamps, T.; Walker, J.; Wood, R.; Lee, P.; Plint, A. Reciprocating Automotive Engine Scuffing Using A Lubricated Reciprocating Contact. Wear 2015, 332, 1193–1199. [Google Scholar] [CrossRef]
- Chen, M.; Meng-Burany, X.; Perry, T.A.; Alpas, A.T. Micromechanisms and Mechanics of Ultra-mild Wear in Al–Si Alloys. Acta Mater. 2008, 56, 5605–5616. [Google Scholar] [CrossRef]
- Archard, J.F.; Hirst, W. The Wear of Metals under Unlubricated Conditions. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1956, 236. [Google Scholar] [CrossRef]
- Schneider, E.W.; Blossfeld, D.H. Effect of Break-in and Operating Conditions on Piston Ring and Cylinder Bore Wear in Spark-ignition Engines; SAE Technical Paper 2004-01-2917; SAE International: Warrendale, PA, USA, 2004. [Google Scholar]
- Dienwiebel, M.; Pöhlmann, K.; Scherge, M. Origins of The Wear Resistance of AlSi Cylinder Bore Surfaces Studies by Surface Analytical Tools. Tribol. Int. 2007, 40, 1597–1602. [Google Scholar] [CrossRef]
- Banerji, A.; Lukitsch, M.J.; Alpas, A.T. Friction Reduction Mechanisms in Cast Iron Sliding against DLC: Effect of Biofuel (E85) Diluted Engine Oil. Wear 2016, 368, 196–209. [Google Scholar] [CrossRef]
- Blunt, L.; Jiang, X. Advanced Techniques for Assessment Surface Topography: Development of A Basis for 3D Surface Texture Standards; Kogan Page Science: London, UK, 2003. [Google Scholar]
- Ushijima, K.; Nanbu, T.; Chiba, N.; Watanabe, J. Toroidal-Type Continuously Variable Transmission for Automobiles. U.S. Patent No. 6,524,212, 25 February 2003. [Google Scholar]
- Grabon, W.; Pawlus, P.; Koszela, W.; Reizer, R. Proposals of Methods of Oil Capacity Calculation. Tribol. Int. 2014, 75, 117–122. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sa (nm) | Sk (nm) | Spk (nm) | Svk (nm) | Smr1 (%) | Smr2 (%) | |
|---|---|---|---|---|---|---|
| Smooth TS coating | 210.4 ± 6.5 | 572.3 ± 22.1 | 498.0 ± 51.4 | 613.9 ± 122.3 | 17.6 ± 1.2 | 93.2 ± 0.3 |
| Smooth CI | 199.0 ± 8.6 | 567.5 ± 34.5 | 396.7 ± 7.5 | 283.7 ± 46.6 | 14.1 ± 1.0 | 90.7 ± 1.0 |
| Rough CI | 536.2 ± 21.0 | 1640.2 ± 48.5 | 846.3 ± 65.7 | 782.6 ± 129.5 | 11.6 ± 1.2 | 90.1 ± 0.4 |
| 1.20 m/s | 0.45 m/s | 0.06 m/s | |
|---|---|---|---|
| Smooth TS coating | 9.04 × 10−9 | 2.42 × 10−8 | 2.98 × 10−7 |
| Smooth CI | 1.04 × 10−8 | 3.10 × 10−8 | 5.29 × 10−7 |
| Rough CI | 2.21 × 10−8 | 5.65 × 10−8 | 5.69 × 10−7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lou, M.; Alpas, A.T. Characterization of Lubricated Friction Behavior of Thermal Spray Steel Coatings in Comparison with Grey Cast Iron. Lubricants 2020, 8, 9. https://doi.org/10.3390/lubricants8010009
Lou M, Alpas AT. Characterization of Lubricated Friction Behavior of Thermal Spray Steel Coatings in Comparison with Grey Cast Iron. Lubricants. 2020; 8(1):9. https://doi.org/10.3390/lubricants8010009
Chicago/Turabian StyleLou, Ming, and Ahmet T. Alpas. 2020. "Characterization of Lubricated Friction Behavior of Thermal Spray Steel Coatings in Comparison with Grey Cast Iron" Lubricants 8, no. 1: 9. https://doi.org/10.3390/lubricants8010009
APA StyleLou, M., & Alpas, A. T. (2020). Characterization of Lubricated Friction Behavior of Thermal Spray Steel Coatings in Comparison with Grey Cast Iron. Lubricants, 8(1), 9. https://doi.org/10.3390/lubricants8010009