Heat-Affected-Zone Liquation Cracking in Welded Cast Haynes® 282®



Abstract
:1. Introduction
2. Materials and Methods
3. Results & Discussion
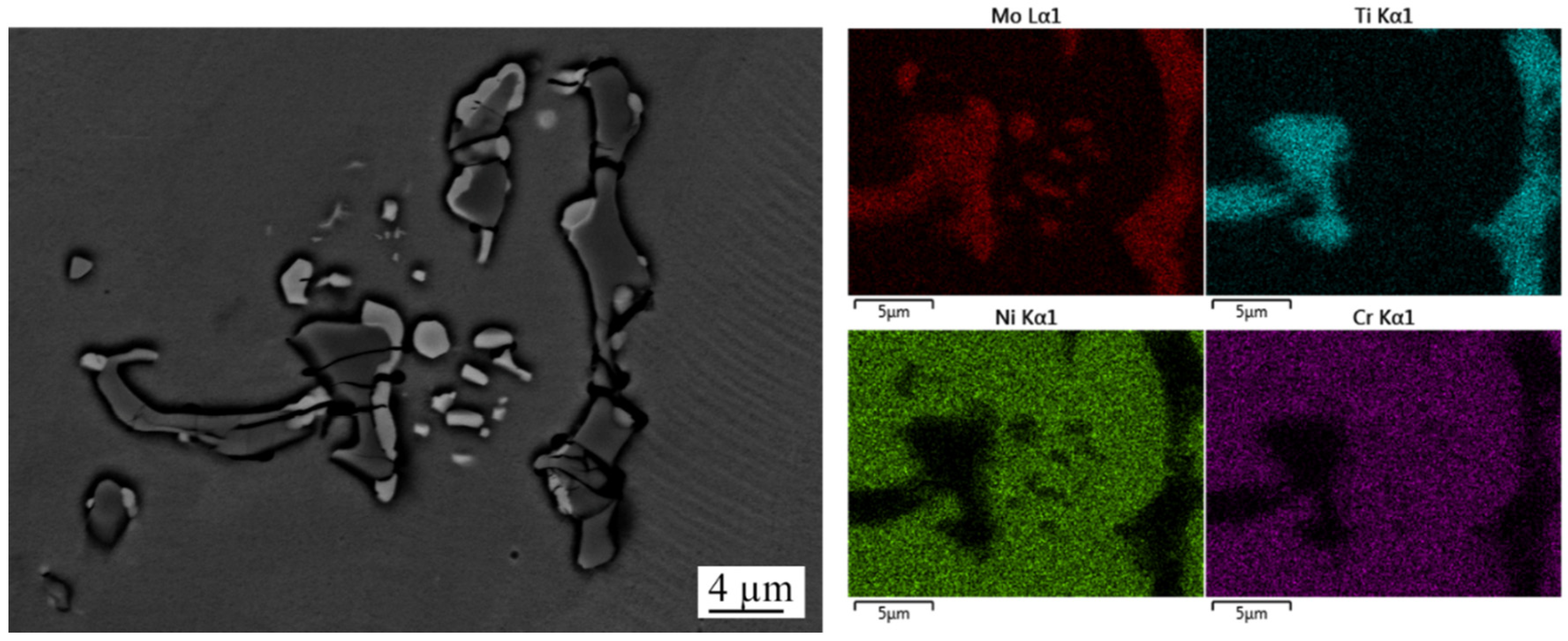
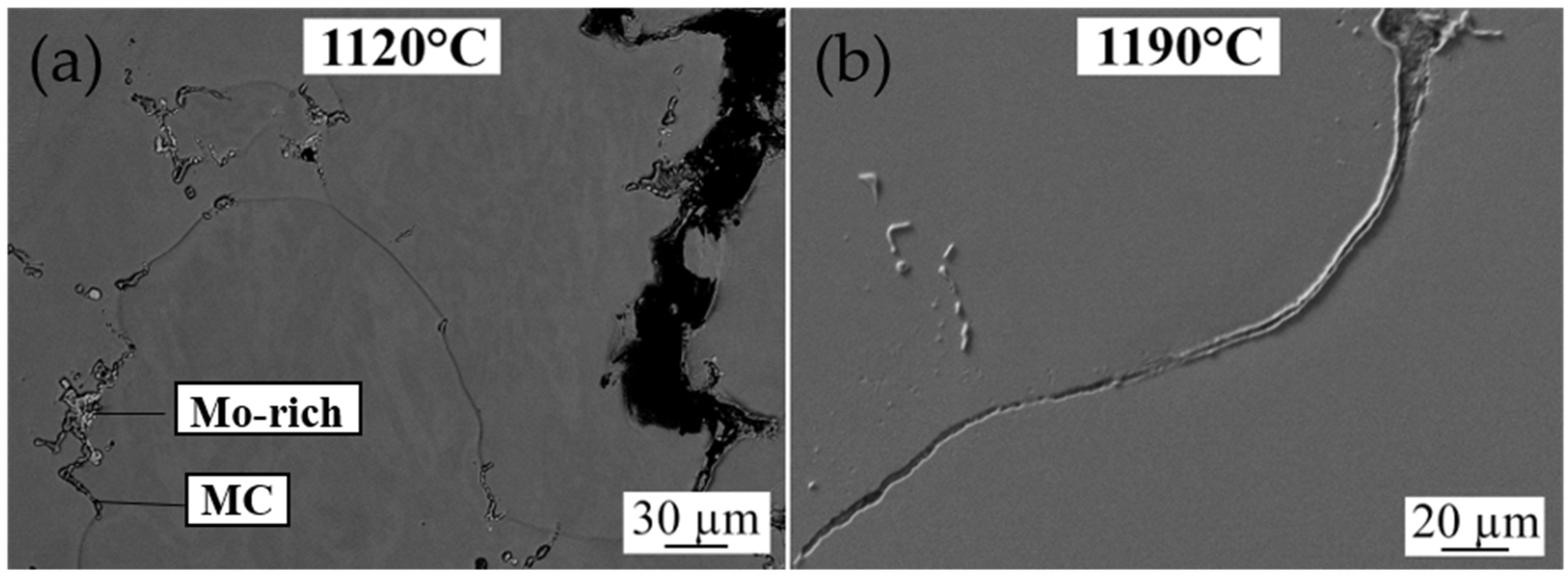
3.1. Microstructure
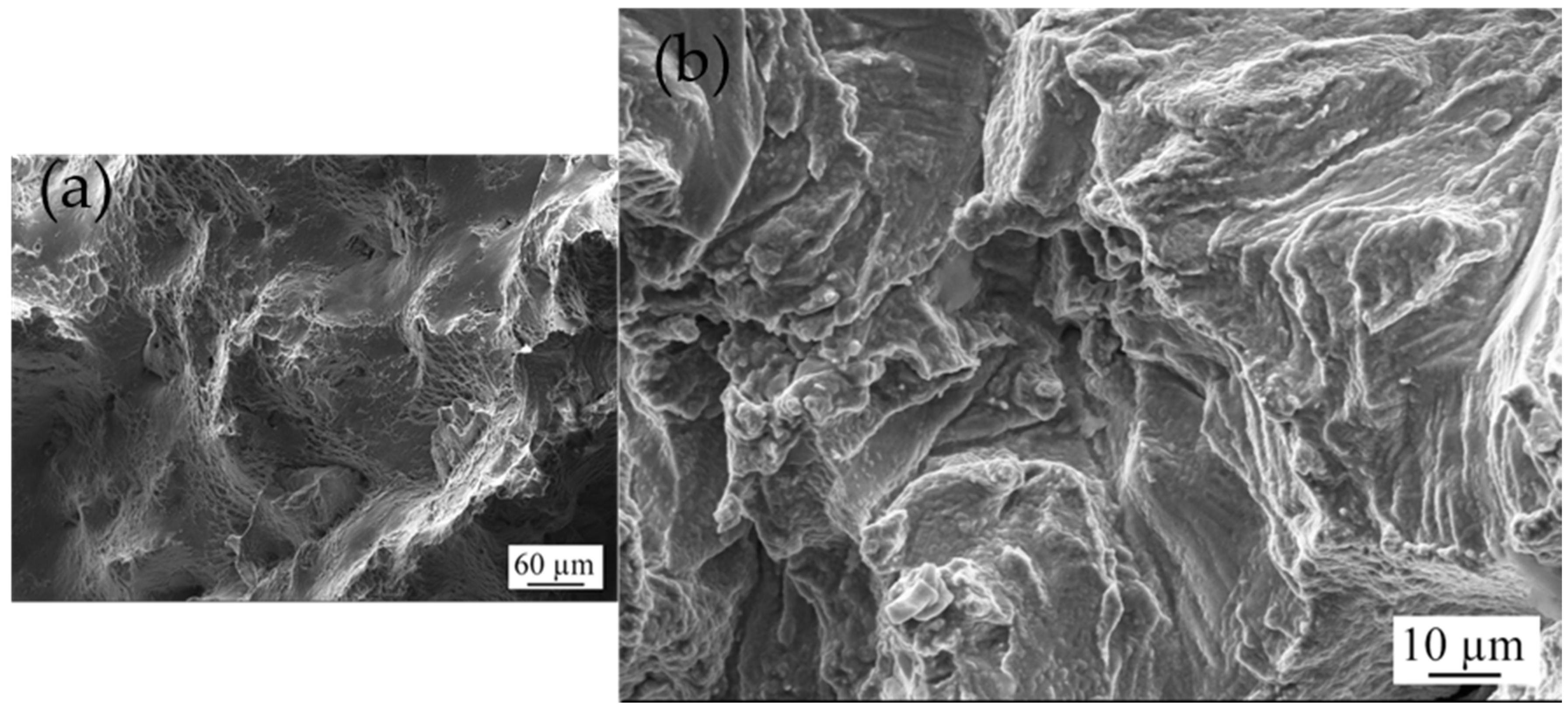
3.2. Varestraint Testing
3.3. Gleeble Thermomechanical Simulation
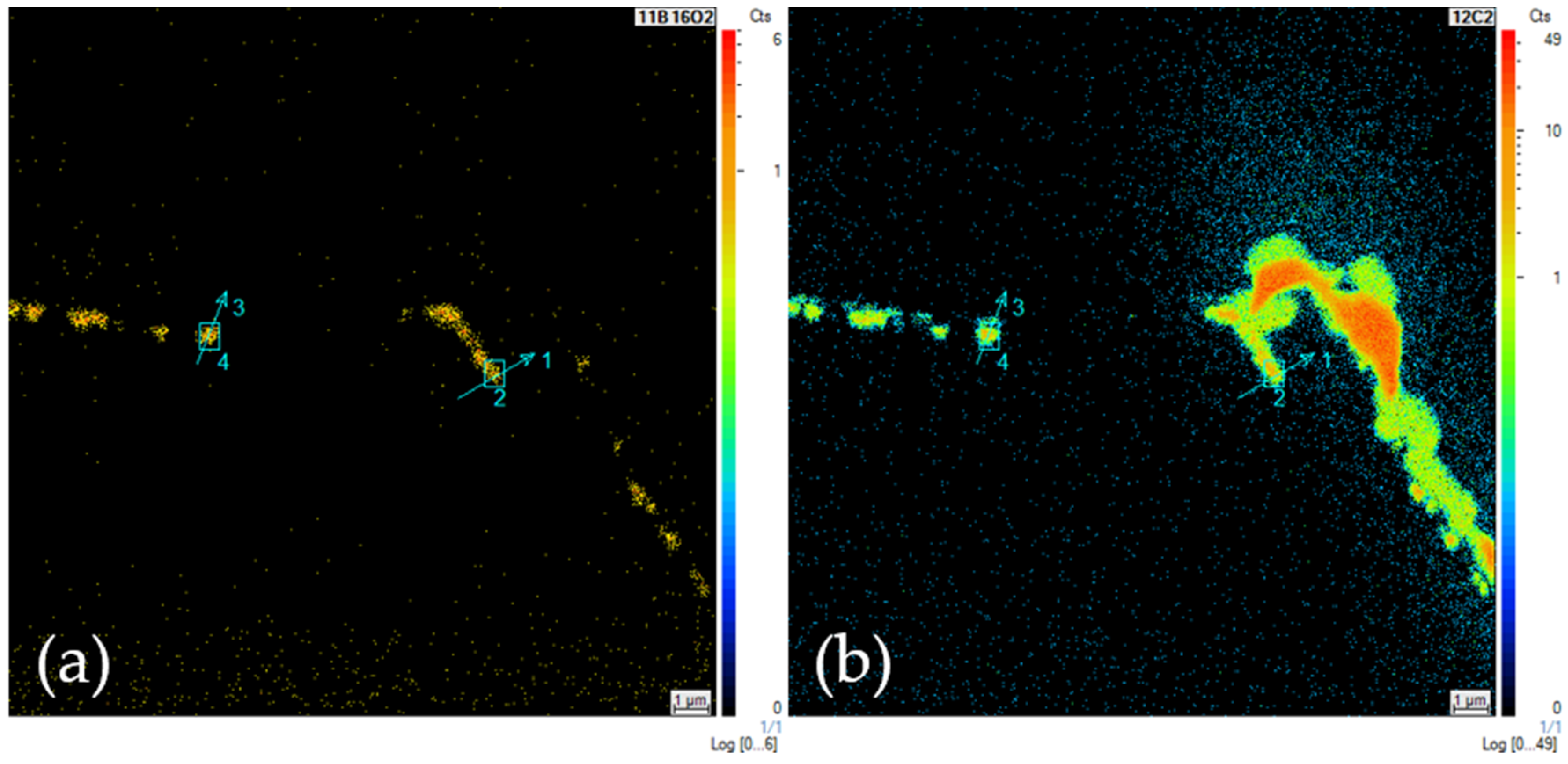
3.4. NanoSIMS
4. Conclusions
- Heat treatments at 1120 and 1160 °C/4 h had similar HAZ cracking susceptibility in Varestraint testing, whereas heat treatment at 1190 °C/4 h had the most detrimental cracking behavior;
- On-heating Gleeble hot ductility tests indicated that subsolidus melting starts at ~1150 °C, which is a significantly lower temperature than that of the equilibrium solidus for the alloy.
- B-rich precipitates, possibly carboborides, were found in the conditions of 1120 and 1160 °C/4 h, whereas heat treatment at 1190 °C/4 h completely dissolved the carboborides, which led to B atoms being released from the dissolution of these precipitates and segregated to the grain boundaries;
- The complete dissolution of C–B particles and the segregation of B at the grain boundaries at 1190 °C exacerbated HAZ cracking;
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pike, L.M. Development of a fabricable gamma-prime (γ′) strengthened superalloy. Superalloy 2008, 2008, 191–200. [Google Scholar]
- Caron, J. Weldability and Welding Metallurgy of Haynes 282 Alloy. In Proceedings of the 8th International Symposium on Superalloy 718 and Derivatives; John Wiley & Sons: Pittsburg, CA, USA, 2014; p. 273. [Google Scholar]
- Osoba, L.O.; Ding, R.G.; Ojo, O.A. Improved Resistance to Laser Weld Heat-Affected Zone Microfissuring in a Newly Developed Superalloy HAYNES 282. Metall. Mater. Trans. A 2012, 43, 4281–4295. [Google Scholar] [CrossRef]
- Sobczak, N.; Pirowski, Z.; Purgert, R.M.; Uhl, W.; Jaskowiec, K.; Sobczak, J.J. Castability of HAYNES 282 alloy. In Proceedings of the Workshop “Advanced Ultrasupercritical Coal-Fired Power Plants”, Vienna, Austria, 19–20 September 2012; pp. 19–20. [Google Scholar]
- Matysiak, H.; Zagorska, M.; Andersson, J.; Balkowiec, A.; Cygan, R.; Rasinski, M.; Pisarek, M.; Andrzejczuk, M.; Kubiak, K.; Kurzydlowski, K. Microstructure of Haynes 282 Superalloy after Vacuum Induction Melting and Investment Casting of Thin-Walled Components. Materials 2013, 6, 5016–5037. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hanning, F.; Andersson, J. Weldability of wrought Haynes 282 repair welded using manual gas tungsten arc welding. Weld. World 2018, 62, 39–45. [Google Scholar] [CrossRef] [Green Version]
- Jacobsson, J.; Andersson, J.; Brederholm, A.; Hanninen, H. Weldability of Ni-Based Superalloys Waspaloy and Haynes 282—A Study Performed with Varestraint Testing. Res. Rev. J. Mater. Sci. 2016, 4, 3–11. [Google Scholar]
- Singh, S. Precipitation of Carbides in a Ni-based Superalloy. Master’s Thesis, University West, Trollhättan, Sweden, 2014. [Google Scholar]
- Barron, M.L. Crack Growth-Based Predictive Methodology for the Maintenance of the Structural Integrity of Repaired and Nonrepaired Aging Engine Stationary Components; GE Aircraft Engines: Cincinnati, OH, USA, 1999. [Google Scholar]
- Snyder, S.M.; Brown, E.E. Laves Free Cast + Hip Nickel Base Superalloy. U.S. Patent No 4,750,944, 1988. [Google Scholar]
- Paulonis, D.F.; Schirra, J.J. Alloy 718 at Pratt and Whitney—Historical perspective and future challenges. Superalloys 2001, 718, 13–23. [Google Scholar]
- Singh, S.; Andersson, J. Hot cracking in cast alloy 718. Sci. Technol. Weld. Join. 2018, 568–574. [Google Scholar] [CrossRef]
- Singh, S.; Andersson, J. Varestraint weldability testing of cast ATI 718Plus—A comparison to cast Alloy 718. Weld. World 2019, 63, 389–399. [Google Scholar] [CrossRef] [Green Version]
- Andersson, J.; Jacobsson, J.; Lundin, C. A Historical Perspective on Varestraint Testing and the Importance of Testing Parameters. In Cracking Phenomena in Welds IV; Springer: Berlin/Heidelberg, Germany, 2016; pp. 3–23. [Google Scholar]
- Savage, W.F.; Lundin, C.D. The Varestraint Test. Weld. J. 1965, 433–442. [Google Scholar]
- Standard Test Methods for Determining Average Grain Size; ASTM Int.: West Conshohocken, PA, USA, 2004; pp. E112–E196.
- Standard Test Method for Determining Volume Fraction by Systematic Manual Point Count; ASTM Int.: West Conshohocken, PA, USA, 2008; pp. E508–E562.
- Singh, S. Varestraint Weldability Testing of Cast Superalloys. Ph.D. Thesis, Chalmers University of Technology, Göteborg, Sweden, 2018. [Google Scholar]
- Andersson, J.; Chaturvedi, M.; Sjörberg, G. Hot Ductility Study of HAYNES 282 Superalloy. In Proceedings of the 7th International Symposium on Superalloy 718 and Derivatives, Pittsubrgh, PA, USA, 10–13 October 2010; Volume 718, pp. 539–554. [Google Scholar]
- Qian, M. An Investigation of the Repair Weldability of Waspaloy and Alloy 718. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2001. [Google Scholar]
- West, S.L. A Study of Weld Heat-Affected Zone Liquation Cracking in Cast Nickel-Base Superalloys. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 1991. [Google Scholar]
- Karlsson, L.; Norden, H. Grain boundary segregation of boron. An experimental and theoretical study. J. Phys. Colloq. 1986, 47, 257–262. [Google Scholar] [CrossRef] [Green Version]
- Karlsson, L.; Nordén, H.; Odelius, H. Overview no. 63 Non-equilibrium grain boundary segregation of boron in austenitic stainless steel—I. Large scale segregation behaviour. Acta Metall. 1988, 36, 1–12. [Google Scholar] [CrossRef]
- Huang, X.; Chaturvedi, M.C.; Richards, N.L. Effect of homogenization heat treatment on the microstructure and heat-affected zone microfissuring in welded cast alloy 718. Metall. Mater. Trans. A 1996, 27, 785–790. [Google Scholar] [CrossRef]
- Kelly, T.J. Elemental effects on cast 718 weldability. Weld. J. 1989, 68, 44–51. [Google Scholar]
- Owczarski, W.A.; Duvall, D.S.; Sullivan, C.P. A model for heat affected zone cracking in nickel-base superalloys. Weld. J. 1966, 45, 145. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Fe | Co | Nb | Mo | Al | Ti | C | W | Mn | Cu | Si | P | B | Ta | S |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 19.3 | 0.2 | 9.9 | 0.1 | 8.5 | 1.44 | 2.07 | 0.05 | 0.1 | 0.1 | 0.1 | 0.01 | 0.004 | 0.006 | 0.1 | 0.001 |
| Welding Speed (mm/s) | Stroke Rate (mm/s) | Welding Current (A) | Arc Length (mm) | Argon Gas Flow (l/min) |
|---|---|---|---|---|
| 1 | 10 | 70 | 2 | 15 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, S.; Andersson, J. Heat-Affected-Zone Liquation Cracking in Welded Cast Haynes® 282®. Metals 2020, 10, 29. https://doi.org/10.3390/met10010029
Singh S, Andersson J. Heat-Affected-Zone Liquation Cracking in Welded Cast Haynes® 282®. Metals. 2020; 10(1):29. https://doi.org/10.3390/met10010029
Chicago/Turabian StyleSingh, Sukhdeep, and Joel Andersson. 2020. "Heat-Affected-Zone Liquation Cracking in Welded Cast Haynes® 282®" Metals 10, no. 1: 29. https://doi.org/10.3390/met10010029
APA StyleSingh, S., & Andersson, J. (2020). Heat-Affected-Zone Liquation Cracking in Welded Cast Haynes® 282®. Metals, 10(1), 29. https://doi.org/10.3390/met10010029