Investigation of the Effect of Short Exposure in the Temperature Range of 750–950 °C on the Ductility of Haynes® 282® by Advanced Microstructural Characterization

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Heat Treatments
2.2. Gleeble Thermomechanical Simulation
2.3. Microstructural Characterization
3. Results and Discussion
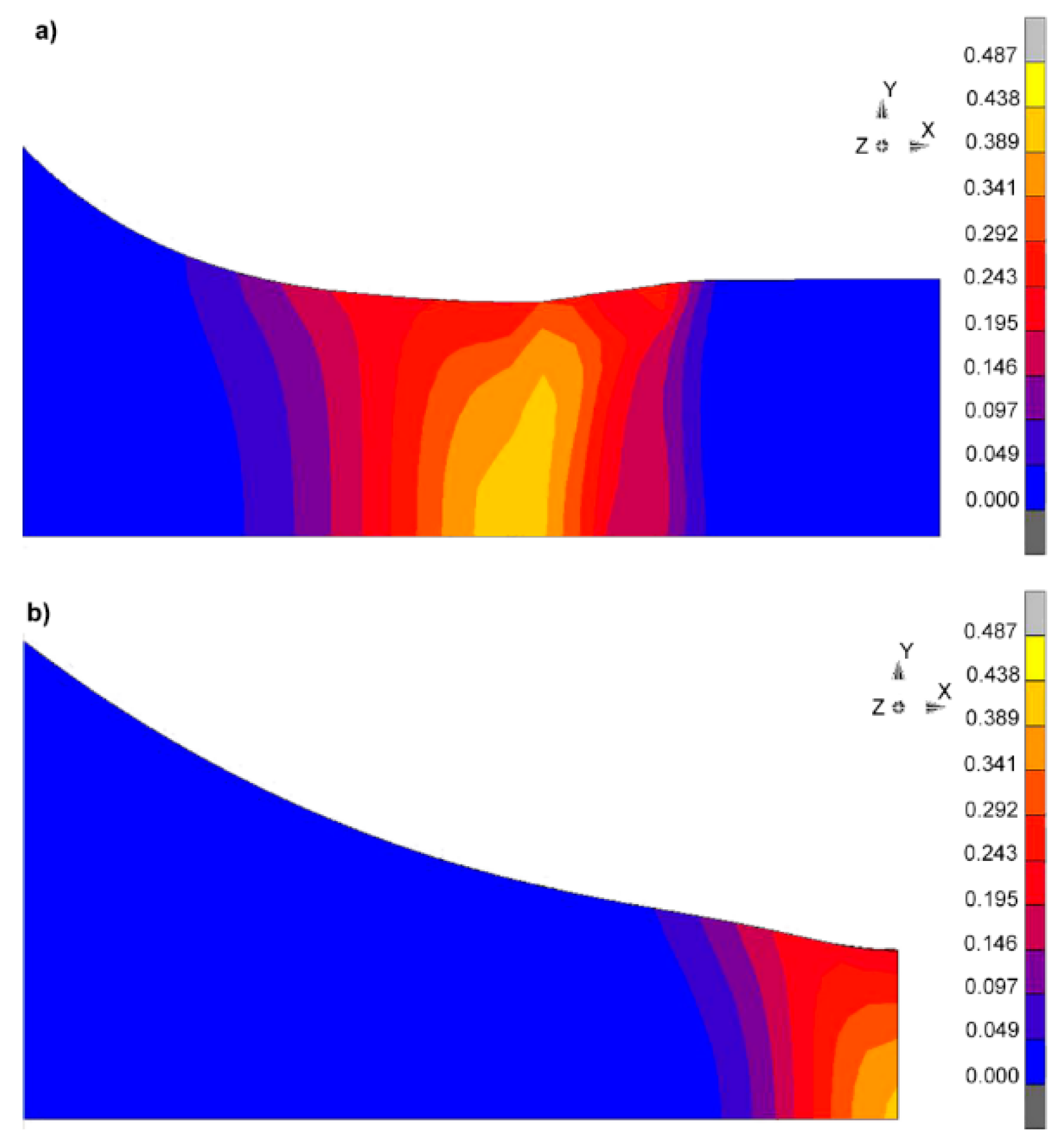
3.1. Sample Geometry
3.2. Microstructural Characterization
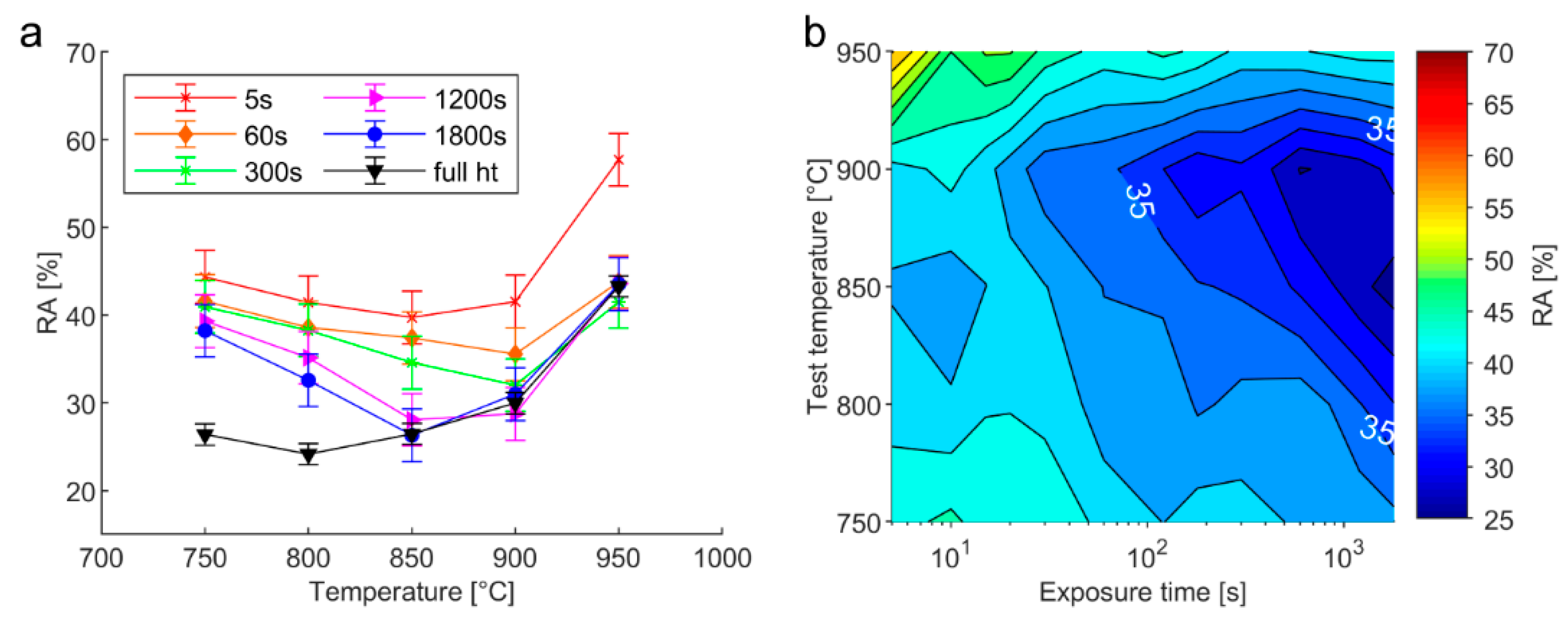
3.3. Effect of Thermal Exposure on Ductility
4. Summary and Conclusions
- (1).
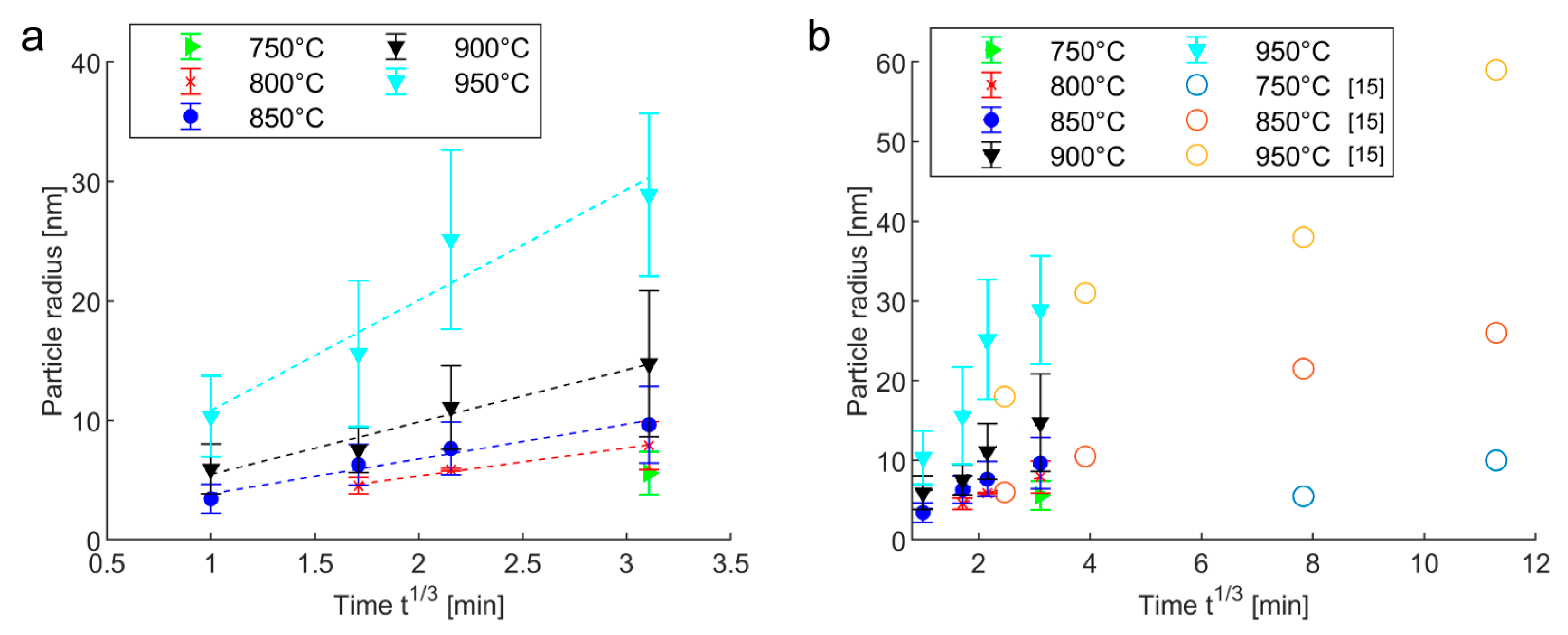
- γ′ with a 2.5 nm particle size is present in the as-received material.
- (2).
- Exposure in the temperature range of 750 to 950 °C led to the formation of grain boundary carbide networks with brick-like morphology. Thirty minutes of thermal exposure was sufficient to form a continuous carbide network at all the tested temperatures.
- (3).
- Haynes® 282® shows a rapid hardening response during short isothermal exposure.
- (4).
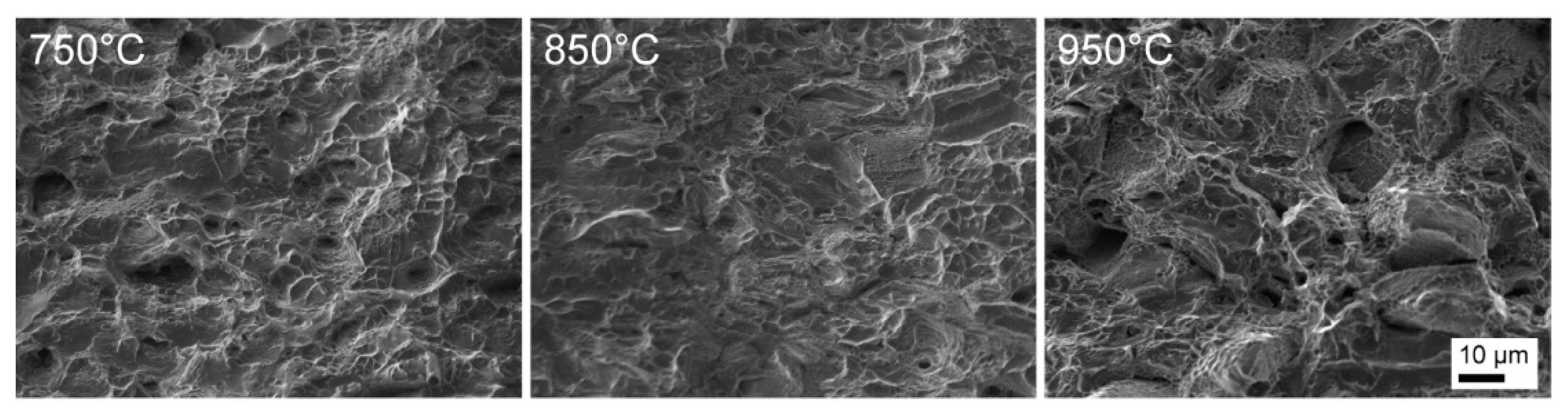
- The fracture mode was found to be stroke-rate dependent, with intergranular fracture only occurring at stroke rates below 0.055 mm/s at 750 and 800 °C.
- (5).
- The hardening effect of γ′ precipitation is correlated to the materials’ ductility at high strain rates, where grain rupture is the dominant fracture mode.
- (6).
- When intergranular fracture is the predominant failure mode, the ductility of Haynes® 282® reaches a minimum already after short isothermal exposure and is not affected by further grain interior hardening by γ′ precipitation.
- (7).
- Grain boundary strengthening due to the development of a carbide network can contribute to offset the effect of grain interior hardening.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sims, C.T.; Stoloff, N.S.; Hagel, W.C. Superalloys II; Wiley: New York, NY, USA, 1987. [Google Scholar]
- Pike, L.M. HAYNES® 282TM Alloy—A New Wrought Superalloy Designed for Improved Creep Strength and Fabricability. In Proceedings of ASME Turbo Expo 2006: Power for Land, Sea and Air; The American Society of Mechanical Engineers: Barcelona, Spain, 2006; Volume 5, pp. 1031–1039. [Google Scholar]
- Sjöberg, G. Casting Superalloys for Structural Applications, in 7th International Symposium on Superalloy 718 and Derivatives; The Minerals, Metals & Materials Society: Pittsburg, PA, USA, 2010; pp. 117–130. [Google Scholar]
- Lippold, J.C. Welding Metallurgy and Weldability; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2015. [Google Scholar]
- Fawley, R.W.; Prager, M. Evaluating the Resistance of René 41 to Strain-Age Cracking. WRC Bull. 1970, 150, 1–12. [Google Scholar]
- Rowe, M.D. Ranking the Resistance of Wrought Superalloys to Strain-Age Cracking. Weld. J. 2006, 85, 27s–34s. [Google Scholar]
- Metzler, D.A. A Gleeble®-Based Method for Ranking the Strain-Age Cracking Susceptibility of Ni-Based Superalloys. Weld. J. 2008, 87, 249s–256s. [Google Scholar]
- Berry, T.F.; Hughes, W.P. A Study of the Strain-Age Cracking Characteristics in Welded René 41—Phase II. Weld. J. 1969, 48, 505s–513s. [Google Scholar]
- Thompson, E.G.; Nunez, S.; Prager, M. Practical Solutions to Strain-Age Cracking of René 41. Weld. J. 1968, 47, 299s–313s. [Google Scholar]
- Duvall, D.S.; Owczarski, W.A. Heat Treatments for Improving the Weldability and Formability of Udimet 700. Weld. J. 1971, 50, 401s–409s. [Google Scholar]
- Haynes International Inc. Haynes 282 Product Brochure; Publication Number H-3173; Haynes International Inc.: Kokomo, IN, USA, 2008. [Google Scholar]
- Razavi, S.H.; Mirdamadi, S.; Szpunar, J.; Arabi, H. Improvement of age-hardening process of a nickel-base superalloy, IN738LC, by induction aging. J. Mater. Sci. 2002, 37, 1461–1471. [Google Scholar] [CrossRef]
- Norton, S.J.; Lippold, J.C. Development of a Gleeble-Based Test for Postweld Heat Treatment Cracking Susceptibility. In Proceedings of the 6th International Trends in Welding Research Conference, Phoenix, AZ, USA, 15–19 April 2002; pp. 609–614. [Google Scholar]
- Fahrmann, M.G.; Pike, L.M. Experimental TTT Diagram of HAYNES 282 Alloy. In Proceedings of the 9th International Symposium on Superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications, Pittsburg, PA, USA, 3–6 June 2018; pp. 565–578. [Google Scholar]
- Joseph, C. Microstructure Evolution and Mechanical Properties of Haynes 282. Ph.D. Thesis, Chalmers University of Technology, Göteborg, Sweden, 2018. [Google Scholar]
- Matysiak, H.; Zagorska, M.; Andersson, J.; Balkowiec, A.; Cygan, R.; Rasinski, M.; Pisarek, M.; Andrzejczuk, M.; Kubiak, K.; Kurzydlowski, K. Microstructure of Haynes® 282® Superalloy after Vacuum Induction Melting and Investment Casting of Thin-Walled Components. Materials 2013, 6, 5016–5037. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Osoba, L.O.; Khan, A.K.; Ojo, O.A. Identification of Mo-based Precipitates in Haynes 282 Superalloy. Metall. Mater. Trans. A 2017, 48, 1540–1543. [Google Scholar] [CrossRef]
- Abdel-Latif, A.M.; Corbett, J.M.; Taplin, D.M.R. Analysis of carbides formed during accelerated aging of 2·25Cr–1Mo steel. Met. Sci. 1982, 16, 90–96. [Google Scholar] [CrossRef]
- Salehi, R.; Samadi, A.; Savadkoohi, M.K. Influence of Etchants on Quantitative/Qualitative Evaluations of the γ′ Precipitates in a Nickel-Base Superalloy. Metallogr. Microstruct. Anal. 2012, 1, 290–296. [Google Scholar] [CrossRef]
- Haas, S.; Andersson, J.; Fisk, M.; Park, J.-S.; Lienert, U. Correlation of precipitate evolution with Vickers hardness in Haynes® 282® superalloy: In-situ high-energy SAXS/WAXS investigation. Mater. Sci. Eng. A 2018, 711, 250–258. [Google Scholar] [CrossRef] [Green Version]
- Kant, R.; Dupont, J. Stress Relief Cracking Susceptibility in High-Temperature Alloys. Weld. J. 2019, 98, 29s–49s. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Co | Mo | Fe | Mn | Al | Ti | B | C | Cu | P | S | Si |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 19.49 | 10.36 | 8.55 | 0.37 | 0.05 | 1.52 | 2.16 | 0.005 | 0.072 | - * | - * | - * | 0.05 |
| Temperature (°C) | 750 | 800 | 850 | 900 | 950 | ||||||||||||
| Exposure Time (s) | 5 | 10 | 15 | 20 | 30 | 60 | 120 | 180 | 300 | 600 | 1200 | 1800 | |||||
| Cooling Rate (T > 500 °C) (°C/s) | 100 | ||||||||||||||||
| Stroke Rate (mm/s) | 0.011 | 0.055 | 0.55 | 55 | |||||||||||||
| Chamber Pressure (mbar) | 0.1 | ||||||||||||||||
| Thermocouple | Type K | ||||||||||||||||
| Temperature (°C) | γ′ Phase Fraction (%) | Exposure Time (s) |
|---|---|---|
| 750 | 19.7 (11.0) | 5010 (1800) |
| 800 | 17.9 | 1780 |
| 850 | 15.7 | 795 |
| 900 | 12.4 | 355 |
| 950 | 7.8 | 200 |
| Temperature (°C) | Exposure Time (s) | Stroke Rate (mm/s) | Hardness (HV0.5) |
|---|---|---|---|
| 750 | 120 | 0.055 | 437 ± 4 |
| 55 | 425 ± 19 | ||
| 1800 | 0.055 | 476 ± 12 | |
| 55 | 478 ± 24 | ||
| 800 | 120 | 0.055 | 468 ± 8 |
| 55 | 461 ± 14 | ||
| 1800 | 0.055 | 494 ± 7 | |
| 55 | 497 ± 5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hanning, F.; Khan, A.K.; Steffenburg-Nordenström, J.; Ojo, O.; Andersson, J. Investigation of the Effect of Short Exposure in the Temperature Range of 750–950 °C on the Ductility of Haynes® 282® by Advanced Microstructural Characterization. Metals 2019, 9, 1357. https://doi.org/10.3390/met9121357
Hanning F, Khan AK, Steffenburg-Nordenström J, Ojo O, Andersson J. Investigation of the Effect of Short Exposure in the Temperature Range of 750–950 °C on the Ductility of Haynes® 282® by Advanced Microstructural Characterization. Metals. 2019; 9(12):1357. https://doi.org/10.3390/met9121357
Chicago/Turabian StyleHanning, Fabian, Abdul Khaliq Khan, Joachim Steffenburg-Nordenström, Olanrewaju Ojo, and Joel Andersson. 2019. "Investigation of the Effect of Short Exposure in the Temperature Range of 750–950 °C on the Ductility of Haynes® 282® by Advanced Microstructural Characterization" Metals 9, no. 12: 1357. https://doi.org/10.3390/met9121357
APA StyleHanning, F., Khan, A. K., Steffenburg-Nordenström, J., Ojo, O., & Andersson, J. (2019). Investigation of the Effect of Short Exposure in the Temperature Range of 750–950 °C on the Ductility of Haynes® 282® by Advanced Microstructural Characterization. Metals, 9(12), 1357. https://doi.org/10.3390/met9121357