Structural Properties of Interfacial Layers in Tantalum to Stainless Steel Clad with Copper Interlayer Produced by Explosive Welding


Abstract
:1. Introduction
2. Experiment
3. Results
3.1. Macro-/Meso-Scale Interfaces Overview
3.2. Microstructure of Severely Deformed Layers of Parent Sheets Near the Interface—SEM/EBSD Analysis
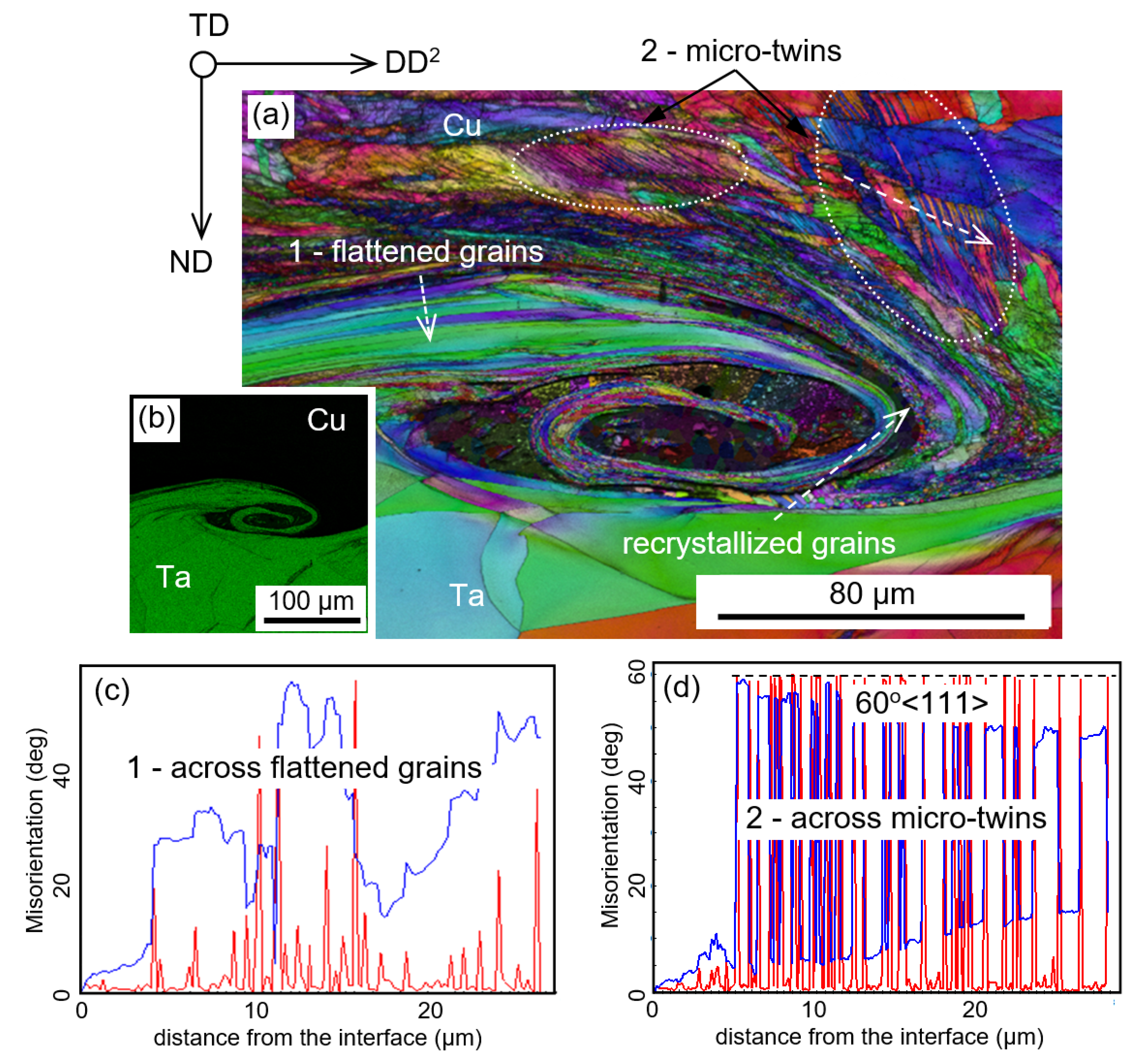
3.2.1. Ta/Cu Interface
3.2.2. SS/Cu Interface
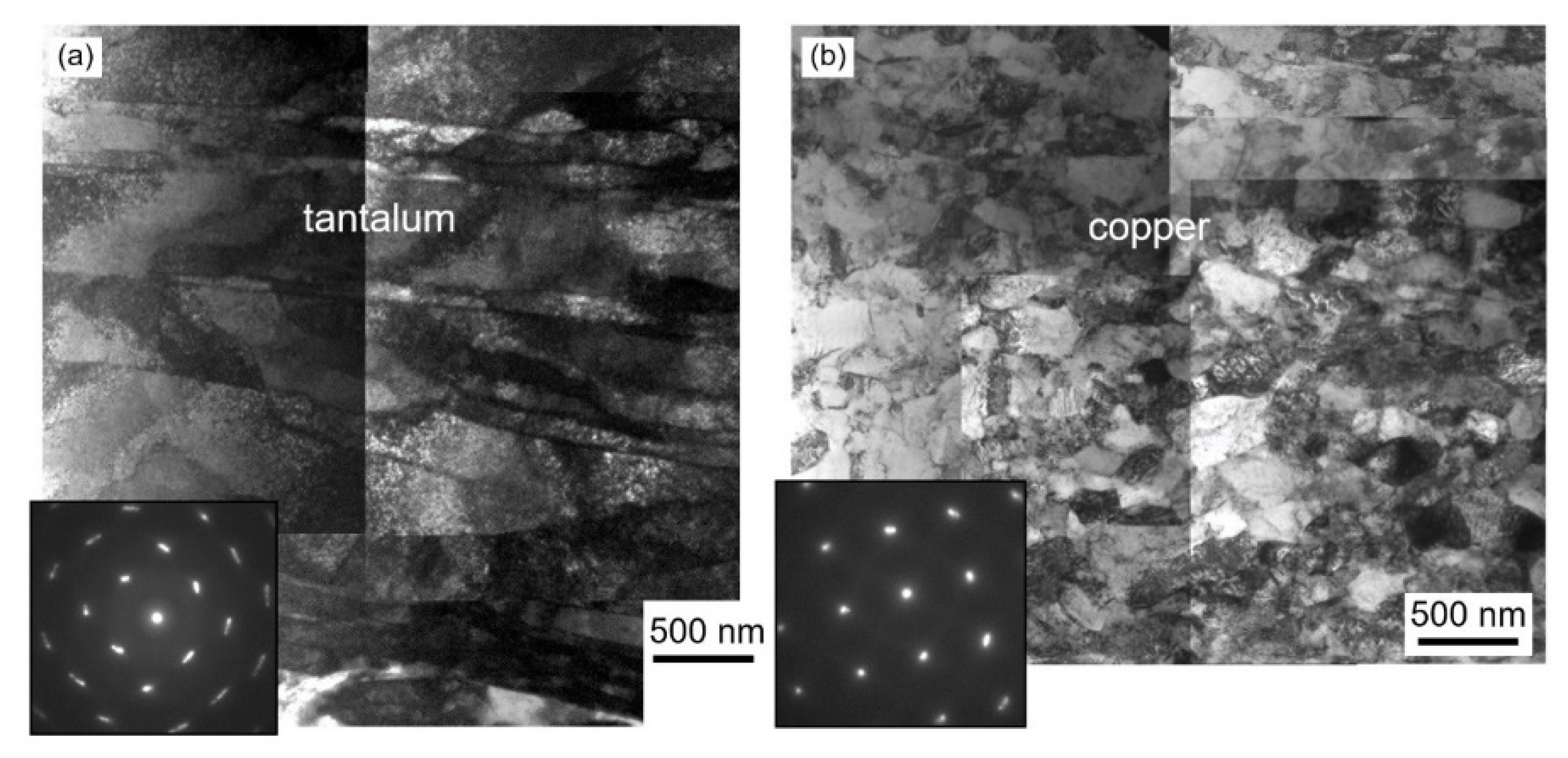
3.3. Dislocation Structure of Parent Sheets—TEM Analysis
3.4. Phase Constitution inside Solidified Melt Regions
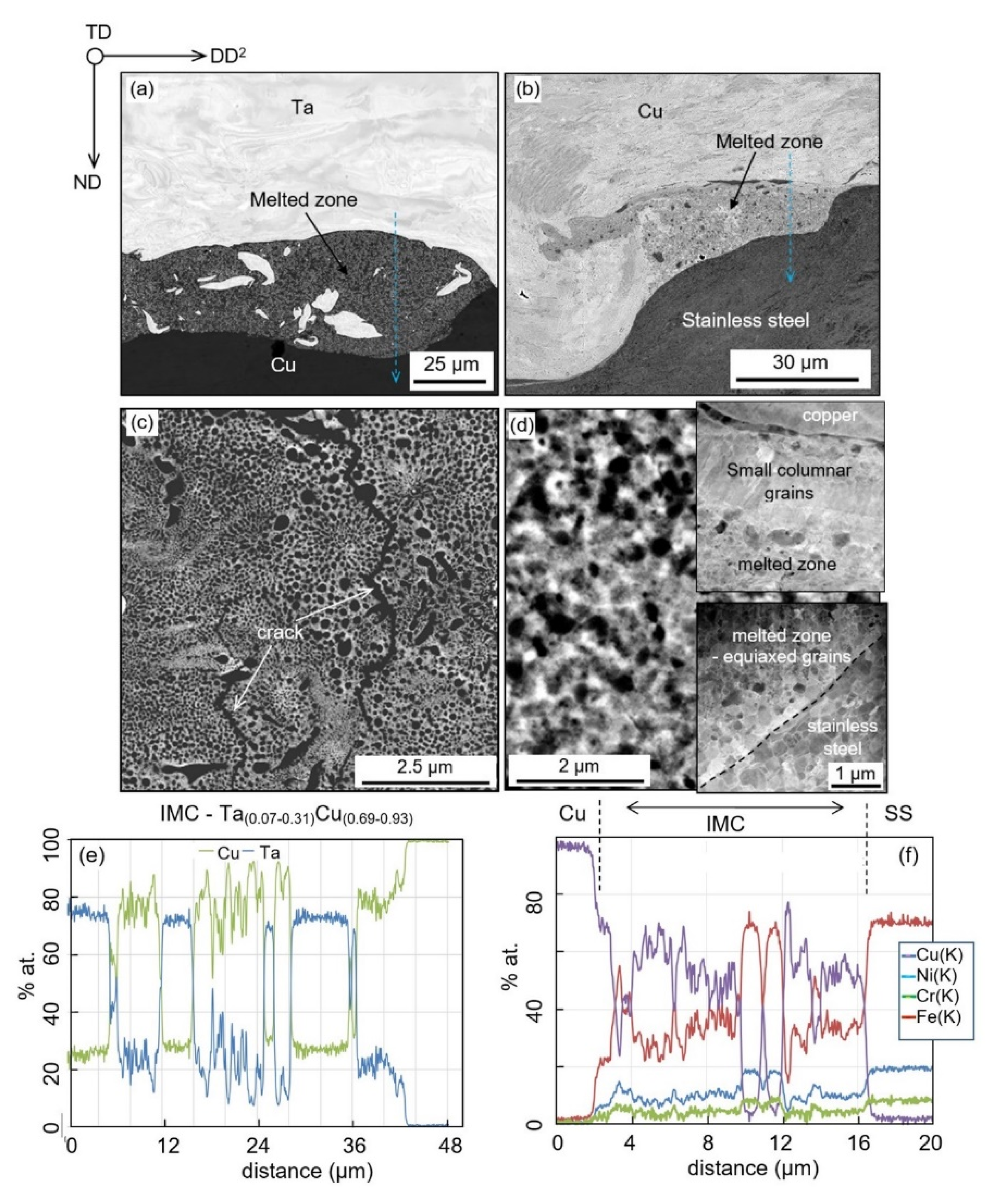
3.4.1. Chemical Composition of Solidified Melt Zones Formed between Tantalum and Copper
3.4.2. Chemical Composition of Solidified Melt Zones Formed near the Stainless Steel and Copper Interface
3.5. Microhardness across the Interface
4. Discussion
4.1. Microstructural Changes in the Parent Sheets
4.2. Microstructural Changes due to Formation of the Solidified Melt Regions
4.3. Microstructure vs. Strength Properties
5. Summary
Author Contributions
Funding
Conflicts of Interest
References
- Frey, D.; Banker, J. Recent successes in tantalum clad pressure vessels manufacture: A new generation of tantalum vessels. In Proceedings of Corrosion Solutions Conference; Paper no. 22; USA Wah Chang: Albany, OR, USA, 2003; pp. 163–169. [Google Scholar]
- Danzig, I.F.; Dempsey, R.M.; la Conti, A.B. Characteristic of tantalided and hafnided samples in high corrosive electrolyte solutions. Corrosion 1971, 27, 55–62. [Google Scholar] [CrossRef]
- Cardarelli, F.; Taxil, P.; Savall, A. Tantalum Protective Thin coating Techniques for the Chemical process Industry: Molten salts Electrocoating as a New Alternative. Int. J. Refract. Hard Mater. 1996, 14, 365–381. [Google Scholar] [CrossRef]
- Paul, H.; Miszczyk, M.M.; Chulist, R.; Prażmowski, M.; Morgiel, J.; Gałka, A.; Faryna, M.; Brisset, F. Microstructure and phase constitution in the bonding zone of explosively welded tantalum and stainless steel sheets. Mat. Des. 2018, 153, 177–189. [Google Scholar] [CrossRef]
- Blazynski, T.Z. Explosive Welding, Forming and Compaction; Applied Science Publishers LTD: New York, NY, USA, 1983. [Google Scholar] [CrossRef]
- Kahraman, N.; Gülenç, B. Microstructural and mechanical properties of Cu-Ti plates bonded through explosive welding process. J. Mater. Proc. Techn. 2005, 169, 67–71. [Google Scholar] [CrossRef]
- Song, J.; Kostka, A.; Veehmayer, M.; Raabe, D. Hierarhical microstructure of explosive joints: Example of titanium to steel cladding. Mat. Sci. Eng. 2011, 528, 2641–2647. [Google Scholar] [CrossRef]
- Bataev, I.A.; Bataev, A.A.; Mali, V.I.; Pavliukova, D.V. Structural and mechanical properties of metallic-intermetallic laminate composites produced by explosive welding and annealing. Mater. Des. 2012, 35, 225–234. [Google Scholar] [CrossRef]
- Paul, H.; Lityńska-Dobrzyńska, L.; Prażmowski, M. Microstructure and phase constitution near the interface of explosively welded aluminium/copper plates. Metall. Mater. Trans. A 2013, 44, 3836–3851. [Google Scholar] [CrossRef] [Green Version]
- Paul, H.; Morgiel, J.; Faryna, M.; Prażmowski, M.; Miszczyk, M. Microstructure and interfacial reactions in the bonding zone of explosively welded Zr700 and carbon steel plates. Int. J. Mater Res. 2015, 106, 782–792. [Google Scholar] [CrossRef]
- Bataev, I.A.; Lazurenko, D.V.; Tanaka, S.; Hokamoto, K.; Bataev, A.A.; Guo, Y.; Jorge, A.M., Jr. High cooling rates and metastable phases at the interfaces of explosively welded materials. Acta Mater. 2017, 135, 277–289. [Google Scholar] [CrossRef]
- Bataev, I.A.; Tanaka, S.; Zhou, Q.; Lazurenko, D.V.; Junior, A.M.J.; Bataev, A.A.; Hokamoto, K.; Mori, A.; Chen, P. Towards better understanding of explosive welding by combination of numerical simulation and experimental study. Mat. Des. 2019, 169, 107649. [Google Scholar] [CrossRef]
- Hammerschmidt, M.; Kreye, H. Microstructure and bonding mechanism in explosive welding. In Shock Waves and High-Strain-Rate Phenomena in Metals; Murr, M.A., Murr, L.E., Eds.; Plenum Press: New York, NY, USA, 1981. [Google Scholar] [CrossRef]
- Paul, H.; Miszczyk, M.M.; Gałka, A.; Chulist, R.; Szulc, Z. Microstructural and chemical composition changes in the bonding zone of explosively welded sheets. Arch. Metall. Mater. 2019, 64, 683–694. [Google Scholar] [CrossRef]
- Paul, H.; Miszczyk, M.; Prażmowski, M. Experimental investigation of texture gradients in aluminium/copper plates bonded through explosive welding process. Mater. Sci. Forum 2012, 702–703, 603–606. [Google Scholar] [CrossRef]
- Paul, H.; Skuza, W.; Chulist, R.; Miszczyk, M.M.; Gałka, A.; Prażmowski, M.; Pstruś, J. The effect of interface morphology on the electro-mechanical properties of Ti/Cu clad composites produced by explosive welding. Metall. Mater. Trans. A 2020, 51, 750–766. [Google Scholar] [CrossRef] [Green Version]
- Lee, T.; Nassiri, A.; Diettrich, T.; Vivek, A.; Daehn, G. Microstructure development in impact welding of a model system. Scripta Mater. 2020, 178, 203–206. [Google Scholar] [CrossRef]
- Chu, Q.; Zhang, M.; Li, J.; Yan, C. Experimental and numerical investigation of microstructure and mechanical behaviour of titanium/steel interfaces prepared by explosive welding. Mater. Sci. Eng. A 2017, 689, 323–331. [Google Scholar] [CrossRef]
- Mali, V.I.; Bataev, A.A.; Maliutina, I.N.; Kurguzov, V.D.; Bataev, I.A.; Esikov, M.A.; Lozhkin, V.S. Microstructure and mechanical properties of Ti/Ta/Cu/Ni alloy laminate composite materials produced by explosive welding. Int. J Adv. Manuf. Technol. 2017, 93, 4285–4294. [Google Scholar] [CrossRef]
- Paul, H. Interfacial reactions during explosive bonding. Mater. Sci. Forum 2014, 783–786, 1476–1481. [Google Scholar] [CrossRef]
- Bouckaert, G.P.; Hix, H.B.; Chelius, J. (Eds.) (1974) Explosive-bonded tantalum-steel vessels. DECHEMA Monograph; Applied Science Publishers LTD: New York, NY, USA, 1983; pp. 9–22. [Google Scholar]
- Durgutlu, A.; Gülenc, B.; Findik, F. Examination of copper/stainless steel joints formed by explosive welding. Mater. Des. 2005, 25, 497–507. [Google Scholar] [CrossRef]
- Zhang, H.; Jiao, K.X.; Zhang, J.L.; Liu, J. Experimental and numerical investigations of interface characteristics of copper/steel composite prepared by explosive welding. Mater. Des. 2018, 154, 140–152. [Google Scholar] [CrossRef]
- Saravanan, S.; Raghukandan, K. Influence of Interlayer in Explosive Cladding of Dissimilar Metals. Mater. Manuf. Process. 2013, 25, 589–594. [Google Scholar] [CrossRef]
- Pushkin, M.S.; Greenberg, B.A.; Ivanov, M.A.; Inozemtsev, A.V.; Patselov, A.M.; Besshaposhnikov, Y.P. Microstructure of joints Cu–Ta, Cu–Ti, Cu–Cu, produced by means of explosive welding: Fractal description of interface relief. Compos. Interfaces 2020, 1–14. [Google Scholar] [CrossRef]
- Maliutina, I.N.; Bataev, A.A.; Bataev, I.A.; Skorokhod, K.A.; Mali, V.I. Explosive welding of titanium with stainless steel using bronze—Tantalum as interlayer. In Proceedings of the Materials of the 9th International Forum on Strategic Technology (IFOST), Cox’s Bazar, Bangladesh, 21–23 October 2014. [Google Scholar] [CrossRef]
- Yang, M.; Ma, H.; Shen, Z.; Huang, Z.; Tian, Q.; Tian, J. Dissimilar material welding of tantalum foil and Q235 steel plate using improved explosive welding technique. Mater. Des. 2020, 186, 108348. [Google Scholar] [CrossRef]
- Darling, K.A.; Roberts, A.J.; Mishin, Y.; Mathaudhu, S.N.; Kecskes, L.J. Grain size stabilization of nanocrystalline copper at high temperatures by alloying with tantalum. J. Alloys Compd. 2013, 573, 142–150. [Google Scholar] [CrossRef]
- Frolov, T.; Darling, K.A.; Kecskes, L.J.; Mishin, Y. Stabilization and strengthening of nanocrystalline copper by alloying with tantalum. Acta Mater. 2012, 60, 2158–2168. [Google Scholar] [CrossRef]
- Grenberg, B.A.; Ivanov, M.A.; Rybin, V.V.; Elkina, O.A.; Antonov, O.V.; Patselov, A.M.; Inozemtzev, A.V.; Plotnikov, A.V.; Volkova, A.Y.; Bessaposhnikov, Y.P. The problem of intermixing of metals possessing no mutual solubility upon explosion welding (Cu-Ta, Fe-Ag, Al-Ta). Mater. Charact. 2013, 25, 51–62. [Google Scholar] [CrossRef]
- Maliutina, I.N.; Mali, V.I.; Bataev, I.A.; Bataev, A.A.; Esikov, M.A.; Smirnov, A.I.; Skorokhod, K.A. Structure and Microhardness of Cu-Ta Joints Produced by Explosive Welding. Sci. World J. 2013, 56758. [Google Scholar] [CrossRef] [Green Version]
- Parchuri, P.K.; Kotegawa, S.; Yamamoto, H.; Ito, K.; Mori, A.; Hokamoto, K. Benefits of intermediate-layer formation at the interface of Nb/Cu and Ta/Cu explosive clads. Mater. Des. 2019, 166, 107610. [Google Scholar] [CrossRef]
- Cullis, A.G.; Orders, J.A.; Hirvonen, J.K.; Poate, J.M. Metastable alloy layers produced by implantation of Ag and Ta ions into Cu crystals. Phil. Mag. B 1978, 37, 615–630. [Google Scholar] [CrossRef]
- Nastasi, M.; Saris, F.W.; Hung, L.S.; Mayer, J.W. Stability of amorphous Cu/Ta and Cu/W alloys. J. Appl. Phys. 1985, 58, 3052. [Google Scholar] [CrossRef]
- Gong, H.R.; Kong, L.T.; Liu, B.X. Amorphous alloy formation in immiscible Cu-Ta and Cu-W systems by atomistic modelling and ion-beam mixing. MRS Online Proc. Libr. 2003, 806. [Google Scholar] [CrossRef]
- Pun, G.P.P.; Darling, K.A.; Kecskes, L.J.; Mishin, Y. Angular-dependent interatomic potential for the Cu–Ta system and its application to structural stability of nano-crystalline alloys. Acta Mat. 2015, 100, 377–391. [Google Scholar] [CrossRef]
- Rajagopalan, M.; Darling, K.; Turnage, S.; Koju, R.K.; Hornbuckle, B.; Mishin, Y.; Solanki, K.N. Microstructural evolution in a nanocrystalline Cu-Ta alloy: A combined in-situ TEM and atomistic study. Mater. Des. 2016, 113, 178–185. [Google Scholar] [CrossRef]
- Lee, C.S.; Duggan, B.J. Deformation banding and copper-type rolling textures. Acta Metallurgica et Materialia 1993, 41, 2691–2699. [Google Scholar] [CrossRef]
- Crossland, B.; Williams, J.D. Explosive welding. Metall. Rev. 1970, 15, 79–100. [Google Scholar] [CrossRef]
- Liu, L.; Jia, Y.-F.; Xuan, F.-Z. Gradient effect in the waved interfacial layer of 304L/533B bimetallic plates induced by explosive welding. Mater. Sci. Eng. A 2017, 704, 493–502. [Google Scholar] [CrossRef]
- Carvalho, G.H.S.F.L.; Galvão, I.; Mendes, R.; Leal, R.M.; Loureiro, A. Explosive welding of aluminium to stainless steel using carbon steel and niobium interlayers. J. Mater. Process. Technol. 2020, 283, 116707. [Google Scholar] [CrossRef]
- Prażmowski, M.; Rozumek, D.; Paul, H. Static and fatigue tests of bimetal Zr-steel made by explosive welding. Eng. Fail. Anal. 2017, 75, 71–81. [Google Scholar] [CrossRef]
- Paul, H.; Morawiec, A.; Baudin, T. Early Stages of Recrystallization in Equal-Channel Angular Pressing (ECAP)-Deformed AA3104 Alloy Investigated Using Scanning Electron Microscopy (SEM) and Transmission Electron Microscopy (TEM) Orientation Mappings. Metall. Mater. Trans. A 2012, 43, 4777–4793. [Google Scholar] [CrossRef]
- Carpenter, S.H. Explosion welding: A Review. In Shock Waves and High-Strain Rate Phenomena in Metals: Concepts and Applications; Meyers, M.A., Murr, L.E., Eds.; Plenum Press: New York, NY, USA, 1981; Chapter 53; pp. 941–959. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 304 L Steel (Arcelor Mittal Certificate) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Chemical element | C | Mn | P | S | Si | Cu | Ni | Cr | Mo | Co | Fe |
| wt. % | 0.24–0.30 | 1.87–2.0 | 0.028–0.045 | 0.0017–0.015 | 0.323–0.75 | 0.257–0.750 | 8.037–10,5 | 18.035–19.5 | 0.238–0.75 | 0.129 | balance |
| Tantalum (Hamilton Precision Metals® Certificate) | |||||||||||
| Chemical element | C | O | N | H | Ni | Ti | W | Mo | Si | Ta | |
| wt. % | 0.01 | 0.015 | 0.01 | 0.0015 | 0.1 | 0.1 | 0.05 | 0.02 | 0.005 | balance | |
| M1E—Copper (Carl Schreiber GmbH Certificate) | |||||||||||
| Chemical element | ppm | wt.% | |||||||||
| Ag | Ni | Fe | Sb | As | Sn | Zn | S | O | Cu | ||
| ppm/wt.% | 12.0 | 3.0 | 2.0 | 2.0 | 1.7 | 1.7 | 1.7 | 5.0 | 30.0 | 99.95 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paul, H.; Chulist, R.; Mania, I. Structural Properties of Interfacial Layers in Tantalum to Stainless Steel Clad with Copper Interlayer Produced by Explosive Welding. Metals 2020, 10, 969. https://doi.org/10.3390/met10070969
Paul H, Chulist R, Mania I. Structural Properties of Interfacial Layers in Tantalum to Stainless Steel Clad with Copper Interlayer Produced by Explosive Welding. Metals. 2020; 10(7):969. https://doi.org/10.3390/met10070969
Chicago/Turabian StylePaul, Henryk, Robert Chulist, and Izabela Mania. 2020. "Structural Properties of Interfacial Layers in Tantalum to Stainless Steel Clad with Copper Interlayer Produced by Explosive Welding" Metals 10, no. 7: 969. https://doi.org/10.3390/met10070969
APA StylePaul, H., Chulist, R., & Mania, I. (2020). Structural Properties of Interfacial Layers in Tantalum to Stainless Steel Clad with Copper Interlayer Produced by Explosive Welding. Metals, 10(7), 969. https://doi.org/10.3390/met10070969