Influence of Surface Preparation on the Interface of Al-Cu Joints Produced by Magnetic Pulse Welding

 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
3.1. Microstructure of Interfaces
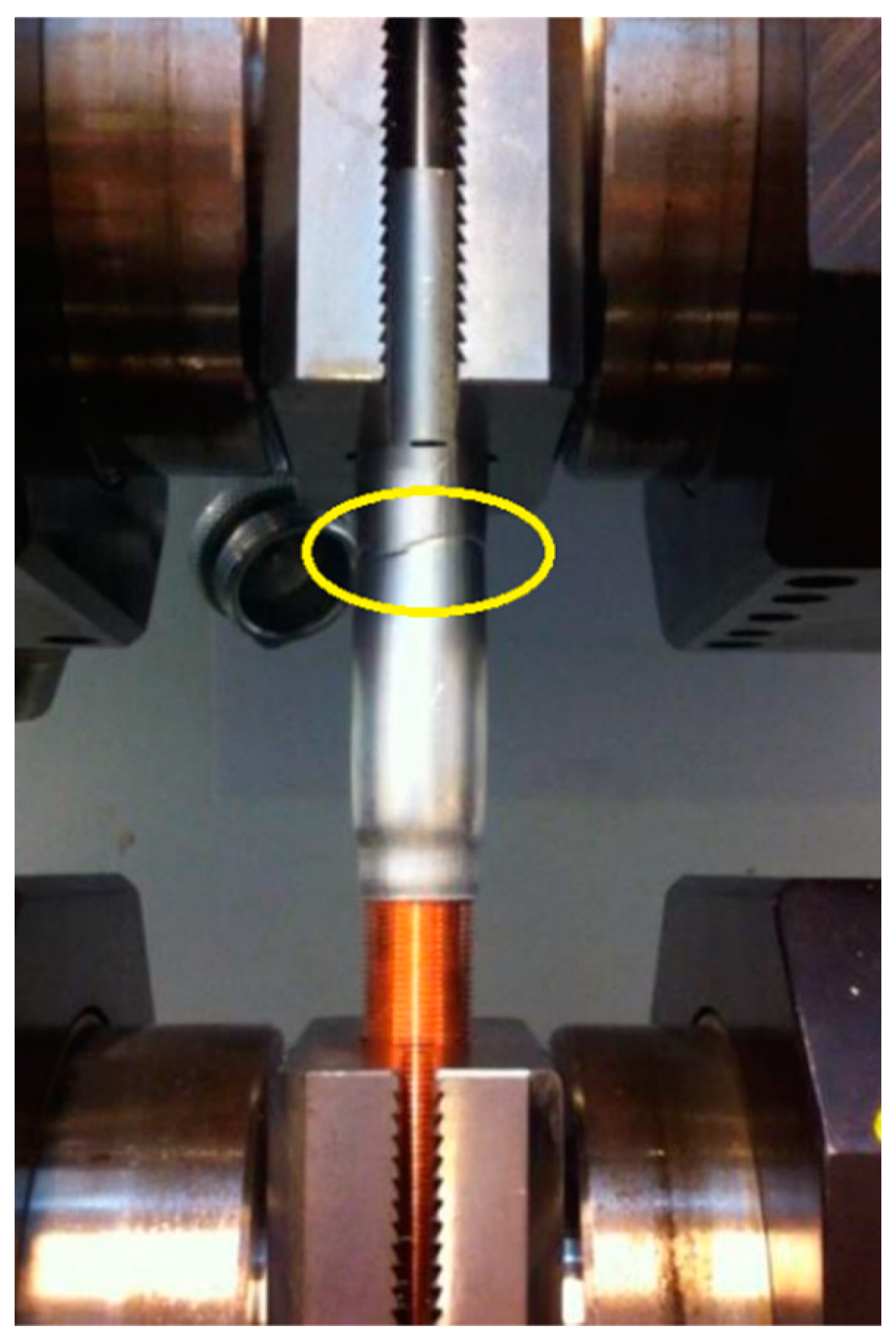
3.2. Tensile Test
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Properties and Selection: Nonferrous Alloys and Special Purpose Materials, 10th ed.; ASM International: Almere, The Netherlands, 1990; Volume 2.
- Kah, P.; Vimalraj, C.; Martikainen, J.; Suoranta, R. Factors influencing Al-Cu weld properties by intermetallic compound formation. Int. J. Mech. Mater. Eng. 2015, 10, 10. [Google Scholar] [CrossRef] [Green Version]
- Mori, K.I.; Bay, N.; Fratini, L.; Micari, F.; Tekkaya, A.E. Joining by plastic deformation. CIRP Ann.-Manuf. Technol. 2013, 62, 673–694. [Google Scholar] [CrossRef]
- Wang, H.; Wang, Y. High-velocity impact welding process: A review. Metals 2019, 9, 144. [Google Scholar] [CrossRef] [Green Version]
- Kang, B.-Y. Review of magnetic pulse welding. J. Weld. Join. 2015, 33, 7–13. [Google Scholar] [CrossRef] [Green Version]
- Psyk, V.; Risch, D.; Kinsey, B.L.; Tekkaya, A.E.; Kleiner, M. Electromagnetic forming—A review. J. Mater. Process. Technol. 2011, 211, 787–829. [Google Scholar] [CrossRef]
- Cai, W.; Daehn, G.; Vivek, A.; Li, J.; Khan, H.; Mishra, R.S.; Komarasamy, M. A state-of-the-art review on solid-state metal joining. J. Manuf. Sci. Eng. 2019, 141, 031012. [Google Scholar] [CrossRef]
- Watanabe, M.; Kumai, S. High-speed deformation and collision behavior of pure aluminum plates in magnetic pulse welding. Mater. Trans. 2009, 0906290826. [Google Scholar] [CrossRef] [Green Version]
- Kapil, A.; Sharma, A. Magnetic pulse welding: An efficient and environmentally friendly multi-material joining technique. J. Clean. Prod. 2015, 100, 35–58. [Google Scholar] [CrossRef]
- Ben-Artzy, A.; Stern, A.; Frage, N.; Shribman, V.; Sadot, O. Wave formation mechanism in magnetic pulse welding. Int. J. Impact Eng. 2010, 37, 397–404. [Google Scholar] [CrossRef]
- Stern, A.; Shribman, V.; Ben-Artzy, A.; Aizenshtein, M. Interface phenomena and bonding mechanism in magnetic pulse welding. J. Mater. Eng. Perform. 2014, 23, 3449–3458. [Google Scholar] [CrossRef]
- Wu, X.; Shang, J. An investigation of magnetic pulse welding of Al/Cu and interface characterization. J. Manuf. Sci. Eng. 2014, 136, 051002. [Google Scholar] [CrossRef]
- Rebensdorf, A.; Boehm, S. Increase of the reproducibility of joints welded with magnetic pulse technology using graded surface topographies. In Proceedings of the 7th International Conference on High Speed Forming, Dortmund, Germany, 27–28 April 2016; pp. 125–136. [Google Scholar]
- Cui, J.; Sun, T.; Geng, H.; Yuan, W.; Li, G.; Zhang, X. Effect of surface treatment on the mechanical properties and microstructures of Al-Fe single-lap joint by magnetic pulse welding. Int. J. Adv. Manuf. Technol. 2018, 98, 1081–1092. [Google Scholar] [CrossRef]
- Rebensdorf, A.; Böhm, S. Magnetic pulse welding—Investigation on the welding of high-strength aluminum alloys and steels as well as the influence of fluctuations in the production on the welding results for thin metal sheets. Weld. World 2018, 62, 855–868. [Google Scholar] [CrossRef]
- Lee, W.-B.; Bang, K.-S.; Jung, S.-B. Effects of intermetallic compound on the electrical and mechanical properties of friction welded Cu/Al bimetallic joints during annealing. J. Alloy. Compd. 2005, 390, 212–219. [Google Scholar] [CrossRef]
- Oliveira, I.; Cavaleiro, A.; Taber, G.; Reis, A. Magnetic Pulse Welding of Dissimilar Materials: Aluminum-Copper. In Materials Design and Applications; Silva, L.F.M.d., Ed.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 419–431. [Google Scholar] [CrossRef]
- Inês Vieira de Oliveira, I.V. Pulse Technology as a Tool for Multi-Material Joining; Faculty of Engineering University of Porto: Porto, Portugal, 2016. [Google Scholar]
- Marre, M.; Weddeling, C.; Hammers, T.; Merzkirch, M.; Rautenberg, J.; Tekkaya, A.; Schulze, V.; Biermann, D.; Zabel, A. Innovative joining methods in lightweight designs, Part II. Alum. Int. J. Ind. Res. Appl. 2010, 86, 55–59. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Preparation Conditions | Results | Ref. |
|---|---|---|---|
| AA6063-O Al (flyer) to C110 Cu (target) tubes | A: tangential scratches over Cu length made by lathe B: axial scratches along the Cu length by 200-grit C: A + silicon-based high-viscosity lubricant oil | A: was in favour C: failed | [12] |
| EN AW-1050 Al (flyer) to S235 JR steel (target) sheets | Belt grinding Laser ablation | Not clearly explained | [13] |
| Al5182 (flyer) to HC340LA steel | Grinding steel parallel to welding (PW) Grinding steel vertical to welding (VW) | VW caused a wavy-shape interface and better mechanical properties PW caused straight interface with less elemental diffusion | [14] |
| EN AW-6016-T6 Al (flyer) to DC04 steel (target) sheets | Untreated surface Polished surface Laser ablation | Surface pre-treatment was not essential Processing window was the most important factor | [15] |
| Material | Density (kg/m3) | Youg‘s Modulus (GPa) | Yield Strength (MPa) | Shear Modulus (GPa) | Tensile Strength (MPa) | Hardness (HV) | Fracture Toughness (MPa m) | Melting Point (°C) | Electrical Resistivity (μΩcm) |
|---|---|---|---|---|---|---|---|---|---|
| Cu-R300 | 8940–8950 | 127 | 250 | 45–50 | 290–360 | 90–110 | 43.2–57.6 | 1083 | 1.70–1.74 |
| AA 6063-T5 | 2660–2710 | 67.2–70.7 | 113–125 | 25.3–26.6 | 158–175 | 61.8–68.3 | 30–36 | 615–655 | 3.08–3.21 |
| Sample Indication | M | G | P | Q |
|---|---|---|---|---|
| Ra (µm) | 1.5 | 4.8 | 0.6 | 2.1 |
| Rq (µm) | 1.9 | 6.1 | 0.7 | 2.5 |
| Energy [kJ] | Voltage [kV] | LWZ [mm] | Air Gap [mm] |
|---|---|---|---|
| 10.24 | 16 | 8 | 1 |
| Cell | Type of Grip | Test Speed |
|---|---|---|
| 200 kN | Hydraulic | 2 mm/min |
| Joint | Aluminium Side | Copper Side |
|---|---|---|
| Al/Cu-M | 0 to 12 ± 8 | 23 ± 22 |
| Al/Cu-G | 17 ± 15 | 27 ± 15 |
| Al/Cu-P | 0 to 13 ± 7 | 11 ± 7 |
| Al/Cu-Q | 0 to 30 ± 13 | 18 ± 15 |
| Zone | Al (at.%) | Cu (at.%) | Others (at.%) | Probable Coumpound |
|---|---|---|---|---|
| Z1 | 63 | 37 | - | θ |
| Z2 | 72 | 28 | - | θ |
| Z3 | 62 | 38 | - | θ |
| Z4 | 70 | 30 | - | θ |
| Z5 | 66 | 34 | - | θ |
| Z6 | 65 | 35 | - | θ |
| Z7 | 67 | 33 | - | θ |
| Z8 | 2.8 | 1.0 | 19.3 O2, 76.4 C, 0.5 S | - |
| Z9 | 1.5 | 26.3 | 5.6 O2, 66.6 C | - |
| Z10 | 93 | 7 O2 | - | |
| Z11 | 68 | - | 25 C, 7 O2 | - |
| Z12 | - | 88 | 10 C, 2 O2 | - |
| Joint | Al/Cu-M | Al/Cu-G | Al/Cu-P | Al/Cu-Q | Al/Cu-O | Al/Cu-R |
|---|---|---|---|---|---|---|
| Load at fracture (kN) | 12.1 | 12.1 | 13.1 | 14.3 | 9.6 | 19.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Emadinia, O.; Ramalho, A.M.; de Oliveira, I.V.; Taber, G.A.; Reis, A. Influence of Surface Preparation on the Interface of Al-Cu Joints Produced by Magnetic Pulse Welding. Metals 2020, 10, 997. https://doi.org/10.3390/met10080997
Emadinia O, Ramalho AM, de Oliveira IV, Taber GA, Reis A. Influence of Surface Preparation on the Interface of Al-Cu Joints Produced by Magnetic Pulse Welding. Metals. 2020; 10(8):997. https://doi.org/10.3390/met10080997
Chicago/Turabian StyleEmadinia, Omid, Alexandra Martins Ramalho, Inês Vieira de Oliveira, Geoffrey A. Taber, and Ana Reis. 2020. "Influence of Surface Preparation on the Interface of Al-Cu Joints Produced by Magnetic Pulse Welding" Metals 10, no. 8: 997. https://doi.org/10.3390/met10080997
APA StyleEmadinia, O., Ramalho, A. M., de Oliveira, I. V., Taber, G. A., & Reis, A. (2020). Influence of Surface Preparation on the Interface of Al-Cu Joints Produced by Magnetic Pulse Welding. Metals, 10(8), 997. https://doi.org/10.3390/met10080997