
Controlling the Content and Morphology of Phase Constituents in Nanobainitic Steel Containing 0.6%C to Obtain the Required Ratio of Strength to Plasticity


Abstract
:1. Introduction
2. Current Understanding of the Evolution of Microstructure and Properties during Quasi-Static Tensile Deformation of Nanobainitic Steels
Deformation Mechanisms Operating during Quasi-Static Tensile Strain of Nanobainitic Steels
- -
- There is no direct correlation between the initial retained austenite content and the ductility expressed by uniform elongation or the total elongation.
- -
- Experimental results have not confirmed the suggested early existence of an optimum level of mechanical stability of austenite (i.e., optimum resistance against mechanically induced martensitic transformation) leading to the maximum ductility. On the contrary, austenite with high mechanical stability is more favorable for high ductility.
- -
- The existence of a minimum content of retained austenite, suggested to be about 10%, below which ductile deformation is not possible, has not been confirmed.
- -
- The main requirement for higher ductility is the reduction in the difference between the mechanical properties of retained austenite and bainitic ferrite. A higher C-enrichment of retained austenite lowers the difference between the strength of the phases, leading to increased elongation.
3. Implication of the Deformation Mechanisms of Nanobainitic Steels for Defining Parameters of Heat Treatments
4. Materials and Examination Methods
5. Examination Results
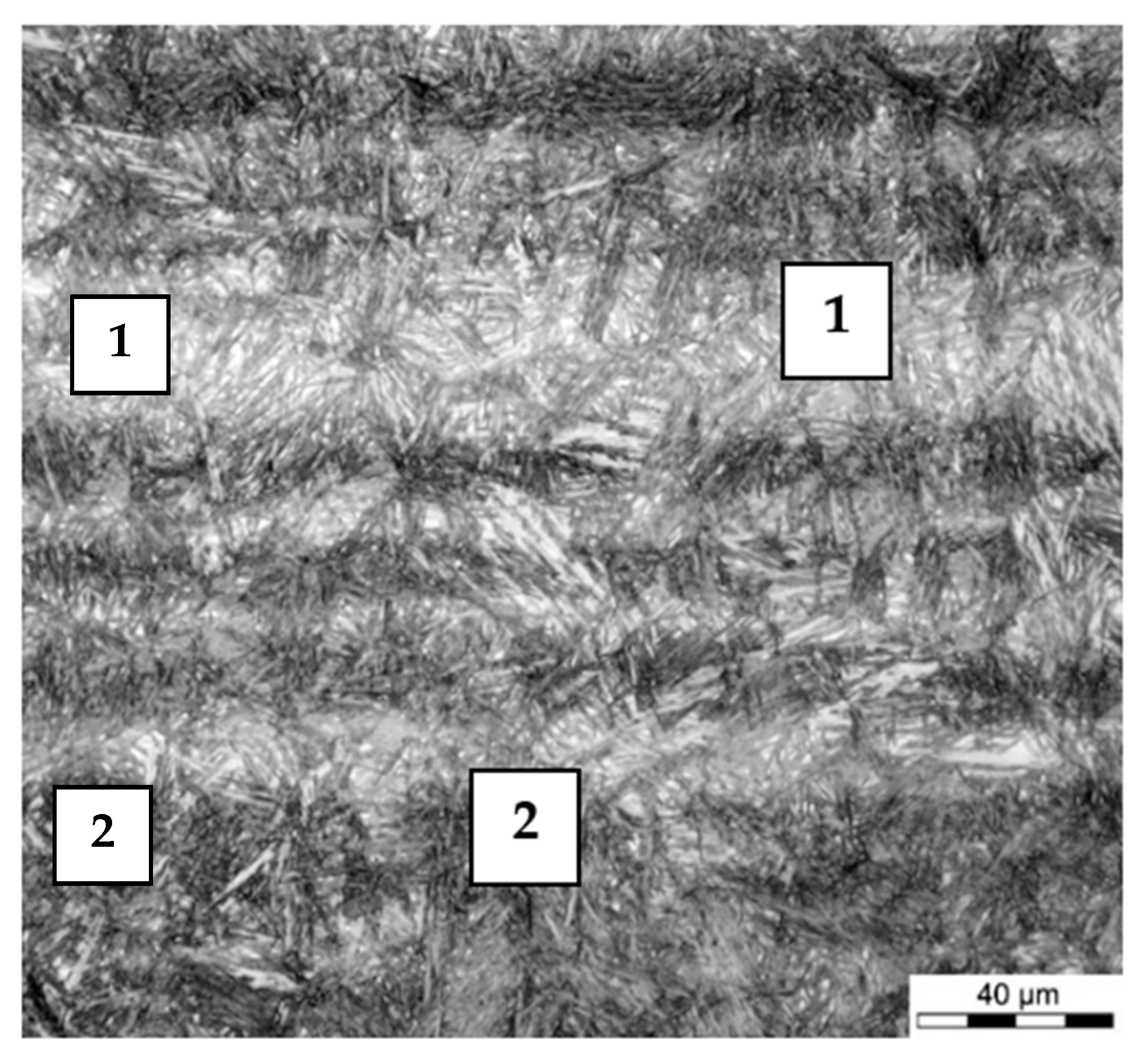
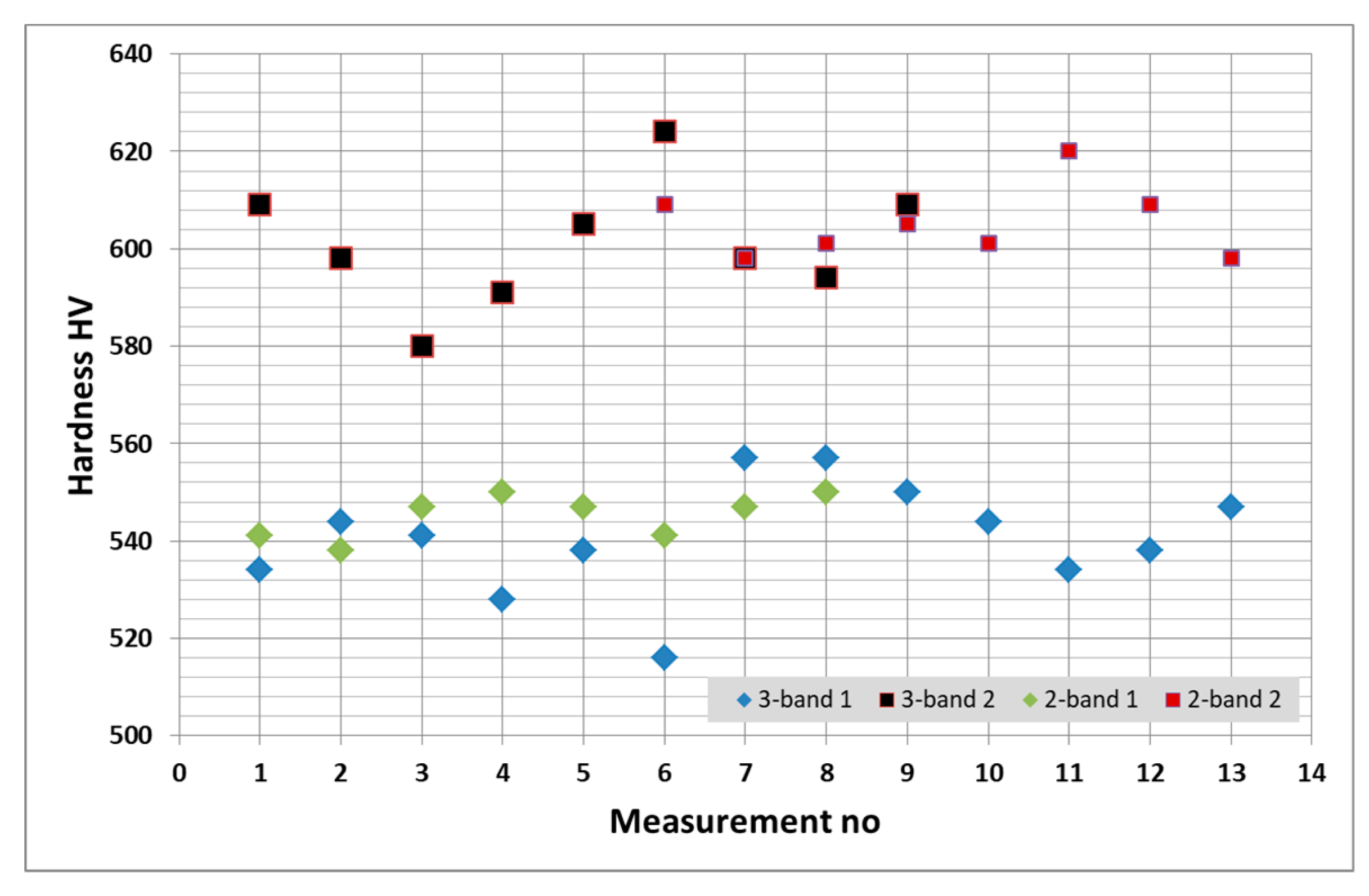
5.1. The Effect of Manufacturing Technology Parameters on the Uniformity of the Examined Material
5.2. Dilatometric Studies
5.3. Mechanical Properties Determined in Quasi-Static Tensile Tests
5.4. Morphology, Size Distribution, and Content of Blocky Retained Austenite
5.5. TEM Examination of the Nanobainite Steel Microstructure
6. Discussion
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Very strong low temperature bainite. Mat. Sci. Technol. 2002, 18, 279–284. [Google Scholar] [CrossRef] [Green Version]
- Wenyan, L.; Jingxin, Q.; Hesheng, S. Fatigue crack growth behaviour of a Si–Mn steel with carbide-free lathy bainite. J. Mat. Sci. 1997, 32, 427–430. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H. Very strong bainite. Curr. Opin. Solid State Mat. Sci. 2004, 8, 251–257. [Google Scholar] [CrossRef] [Green Version]
- Garbarz, B.; Burian, W. Microstructure and Properties of Nanoduplex Bainite-Austenite Steel for Ultra-High-Strength Plates. Steel Res. Int. 2014, 85, 1620–1628. [Google Scholar] [CrossRef]
- Garbarz, B.; Niżnik-Harańczyk, B. Modification of microstructure to increase impact toughness of nanostructured bainite-austenite steel. Mat. Sci. Technol. 2015, 31, 773–780. [Google Scholar] [CrossRef]
- Marcisz, J.; Burian, W.; Janiszewski, J.; Rozmus, R. Microstructural changes of the nanostructured bainitic steel induced by quasi-static and dynamic deformation. Arch. Met. Mat. 2017, 62, 2317–2329. [Google Scholar] [CrossRef] [Green Version]
- Marcisz, J.; Janiszewski, J. Mechanical behaviour of nanostructured bainitic steel under high strain shear and compression loading. Arch. Met. Mat. 2019, 64, 1151–1162. [Google Scholar]
- Garbarz, B.; Marcisz, J.; Burian, W. Technological peculiarities of manufacturing nanobainitic steel plates. In Proceedings of the METEC & ESTAD Conference, Düsseldorf, Germany, 15–19 June 2015. [Google Scholar]
- Garcia-Mateo, C.; Caballero, F.G. The Role of Retained Austenite on Tensile Properties of Steels with Bainitic Microstructures. Mat. Trans. 2005, 46, 1839–1846. [Google Scholar] [CrossRef] [Green Version]
- Timokhina, B.; Beladi, H.; Xiong, X.X.; Adachi, Y.; Hodgson, P.D. Nanoscale microstructural characterization of a nanobainitic steel. Acta Mat. 2011, 59, 5511–5522. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Sourmail, T.; Kuntz, M.; Cornide, J.; Smanio, V.; Elvira, R. Tensile behavior of a nanocrystalline bainitic steel containing 3wt% silicon. Mat. Sci. Eng. A 2012, 549, 185–192. [Google Scholar] [CrossRef] [Green Version]
- Beladi, H.; Timokhina, I.B.; Hodgson, P.D. Characterization of nano-structured bainitic steel. Int. J. Mod. Phys. Conf. 2012, 5, 1–8. [Google Scholar] [CrossRef]
- Avishan, B.; Garcia-Mateo, C.; Morales-Rivas, L.; Yazdani, S.; Caballero, F.G. Strengthening and mechanical stability mechanisms in nanostructured bainite. J. Mater. Sci. 2013, 48, 6121–6132. [Google Scholar] [CrossRef] [Green Version]
- Avishan, B.; Garcia-Mateo, C.; Morales-Rivas, L.; Yazdani, S.; Caballero, F.G. Retained austenite thermal stability in a nanostructured bainitic steel. Mat. Charact. 2013, 81, 105–110. [Google Scholar] [CrossRef] [Green Version]
- Babu, S.S.; Vogel, S.; Garcia-Mateo, C.; Clausen, B.; Morales-Rivas, L.; Caballero, F.G. Microstructure Evolution during Tensile Deformation of a Nanostructured Bainitic Steel. Scr. Mat. 2013, 69, 777–780. [Google Scholar] [CrossRef] [Green Version]
- Caballero, F.G.; Miller, M.K.; Garcia-Mateo, C. Opening previously impossible avenues for phase transformation in innovative steels by atom probe tomography. Mater. Sci. Technol. 2014, 30, 1034–1039. [Google Scholar] [CrossRef] [Green Version]
- Morales-Rivas, L.; Yen, H.-W.; Huang, B.-M.; Kuntz, M.; Caballero, F.G.; Yang, J.-R.; Garcia-Mateo, C. Tensile Response of Two Nanoscale Bainite Composite-Like Structures. JOM 2015, 67, 2223–2235. [Google Scholar] [CrossRef]
- Tsai, Y.T.; Chang, H.T.; Huang, B.M.; Huang, C.Y.; Yang, J.R. Microstructural characterization of Charpy-impact-tested nanostructured bainite. Mat. Charact. 2015, 107, 63–69. [Google Scholar] [CrossRef]
- Hulme-Smith, C.N.; Peet, M.J.; Lonardelli, I.; Dippel, A.C.; Bhadeshia, H.K.D.H. Further evidence of tetragonality in bainitic ferrite. Mater. Sci. Technol. 2015, 31, 254–256. [Google Scholar] [CrossRef] [Green Version]
- Pereloma, E.V. Critical assessment: On carbon excess in bainitic ferrite. Mater. Sci. Technol. 2016, 32, 99–103. [Google Scholar] [CrossRef] [Green Version]
- Caballero, F.G.; Rementeria, R.; Morales-Rivas, L.; Benito-Alfonso, M.; Yang, J.-R.; De Castro, D.; Poplawsky, J.D.; Sourmail, T.; Garcia-Mateo, C. Understanding Mechanical Properties of Nano-Grained Bainitic Steels from Multiscale Structural Analysis. Metals 2019, 9, 426. [Google Scholar] [CrossRef] [Green Version]
- Bhadeshia, H.K.D.H. Properties of Fine–Grained Steels Generated by Displacive Transformation. Mat. Sci. Eng. A 2008, 481–482, 36–39. [Google Scholar] [CrossRef] [Green Version]
- El Fallah, G.; Bhadeshia, H.K.D.H. Tensile behaviour of thermally-stable nanocrystalline bainitic-steels. Mat. Sci. Eng. A 2019, 746, 145–153. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels: Theory and Practice, 3rd ed.; Money Publishing: Leeds, UK, 2015. [Google Scholar]
- Morales-Rivas, L.; Garcia-Mateo, C.; Kuntz, M.; Sourmail, T.; Caballero, F.G. Induced martensitic transformation during tensile test in nanostructured bainitic steels. Mat. Sci. Eng. A 2016, 662, 169–177. [Google Scholar] [CrossRef] [Green Version]
- Morales-Rivas, L.; Garcia-Mateo, C.; Sourmail, T.; Kuntz, M.; Rementeria, R.; Caballero, F.G. Ductility of Nanostructured Bainite. Metals 2016, 6, 302. [Google Scholar] [CrossRef]
- Sourmail, T.; Garcia-Mateo, C.; Caballero, F.G.; Morales-Rivas, L.; Rementeria, R.; Kuntz, M. Tensile Ductility of Nanostructured Bainitic Steels: Influence of Retained Austenite Stability. Metals 2017, 7, 31. [Google Scholar] [CrossRef] [Green Version]
- Bhadeshia, H.K.D.H. TRIP-Assisted Steels? ISIJ Int. 2002, 42, 1059–1060. [Google Scholar] [CrossRef] [Green Version]
- Andrews, K.W. Empirical formulae for the calculation of some transformation temperatures. J. Iron Steel Inst. 1965, 203, 721–727. [Google Scholar]
- Saha Podder, A.; Lonardelli, I.; Molinari, A.; Bhadeshia, H.K.D.H. Thermal stability of retained austenite in bainitic steel: In situ study. Proc. R. Soc. A 2011, 467, 3141–3156. [Google Scholar] [CrossRef] [Green Version]
- Borvik, T.; Dey, S.; Clausen, A.H. Perforation resistance of five different high-strength steel plates subjected to small-arms projectiles. Int. J. Impact Eng. 2009, 36, 948–964. [Google Scholar] [CrossRef]
- Kolla, H.H.; Mishra, B.; Jena, P.K.; Siva Kumar, K.; Bhat, T.B.; Srinivas, M.; Reddy, A.V. Development of an ultrahigh strength low alloy steel for armour applications. Mat. Sci. Technol. 2011, 27, 551–555. [Google Scholar] [CrossRef]
- Jena, P.K.; Ponguru Senthil, P.; Siva Kumar, K. Effect of tempering time on the ballistic performance of a high strength armour steel. J. Appl. Res. Technol. 2016, 14, 47–53. [Google Scholar] [CrossRef]
- Khan, S.A.; Bhadeshia, H.K.D.H. The bainite transformation in chemically heterogenous 300 M high-strength steel. Metall. Trans. A 1990, 21, 859–875. [Google Scholar] [CrossRef]
- Basso, A.; Eres-Castellanos, A.; Tenaglia, N.; San-Martin, D.; Jimenez, J.A.; Caballero, F.G. Effect of Microsegregation and Bainitic Reaction Temperature on the Microstructure and Mechanical Properties of a High-Carbon and High-Silicon Cast Steel. Metals 2021, 11, 220. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat No.* | C | Mn | Si | P | S | Cr | Mo | Al | Ms ** °C |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.58 | 1.95 | 1.80 | 0.010 | 0.004 | 1.30 | 0.67 | 0.018 | 200 |
| 2 | 0.60 | 1.68 | 1.58 | 0.012 | 0.004 | 1.41 | 0.57 | 0.022 | 201 |
| 3 | 0.56 | 1.82 | 1.74 | 0.017 | 0.004 | 1.47 | 0.75 | 0.025 | 210 |
| Element | Element Content, wt% | |
|---|---|---|
| Area 1 (Figure 1, Figure 2, Figure 3 and Figure 4) | Area 2 (Figure 1, Figure 2, Figure 3 and Figure 4) | |
| Si | 1.75–2.05 | 1.55–1.80 |
| Mo | 1.05–1.35 | 0.60–0.70 |
| Cr | 1.60–1.90 | 1.45–1.50 |
| Mn | 1.40–1.60 | 1.15–1.40 |
| Ms, (at 0.56%C) | 219–205 °C | 233–223 °C |
| Parameters of IHT, Temp. °C/Time h | YS0.2 MPa | Std. Dev. YS0.2 | UTS MPa | Std. Dev. UTS | TE % | Std. Dev. TE | UTS/YS0.2 |
|---|---|---|---|---|---|---|---|
| Heat no. 1 | |||||||
| 200/120 | 1088 | 18.5 | 2127 | 12.0 | 10.8 | 3.10 | 1.95 |
| 210/54 | 822 | 25.4 | 2253 | 14.7 | 11.5 | 2.72 | 2.74 |
| 210/72 | 1125 | 23.6 | 2157 | 18.7 | 13.1 | 1.56 | 1.92 |
| 210/96 | 1267 | 28.7 | 2147 | 15.6 | 11.7 | 1.92 | 1.69 |
| 210/120 | 1330 | 24.1 | 2045 | 24.6 | 12.5 | 1.26 | 1.54 |
| 210/144 | 1356 | 22.6 | 2023 | 9.6 | 14.3 | 1.80 | 1.49 |
| 225/54 | 1231 | 29.7 | 2046 | 16.8 | 11.7 | 2.48 | 1.66 |
| 225/72 | 1366 | 17.0 | 1936 | 5.7 | 15.2 | 1.20 | 1.42 |
| 225/96 | 1372 | 25.2 | 1903 | 20.9 | 14.5 | 1.04 | 1.38 |
| 225/120 | 1363 | 14.3 | 1922 | 10.1 | 14.3 | 0.76 | 1.41 |
| 225/144 | 1322 | 20.8 | 1984 | 15.8 | 14.2 | 1.25 | 1.50 |
| Heat no. 2 | |||||||
| 210/96 | 1376 | 19.1 | 2047 | 6.8 | 13.7 | 0.83 | 1.49 |
| 210/120 | 1508 | 18.1 | 2068 | 7.1 | 15.2 | 1.22 | 1.37 |
| 215/96 | 1490 | 20.4 | 2063 | 13.3 | 11.9 | 0.64 | 1.38 |
| 220/96 | 1380 | 13.7 | 2011 | 8.9 | 12.3 | 0.17 | 1.46 |
| 225/72 | 1405 | 27.6 | 2000 | 2.3 | 14.5 | 0.42 | 1.42 |
| Heat no. 3 | |||||||
| 210/48 | 988 | 23.5 | 2199 | 12.4 | 13.2 | 1.68 | 2.23 |
| 210/72 | 1153 | 21.7 | 2158 | 16.7 | 12.0 | 1.53 | 1.87 |
| 210/96 | 1328 | 17.9 | 2032 | 9.8 | 14.6 | 0.72 | 1.53 |
| 210/120 | 1387 | 26.9 | 2000 | 2.1 | 14.2 | 0.57 | 1.44 |
| 215/96 | 1320 | 6.7 | 1983 | 10.0 | 14.6 | 0.72 | 1.50 |
| 220/96 | 1394 | 18.8 | 1982 | 12.4 | 13.3 | 1.10 | 1.42 |
| 225/72 | 1343 | 12.3 | 1947 | 11.5 | 14.8 | 0.72 | 1.45 |
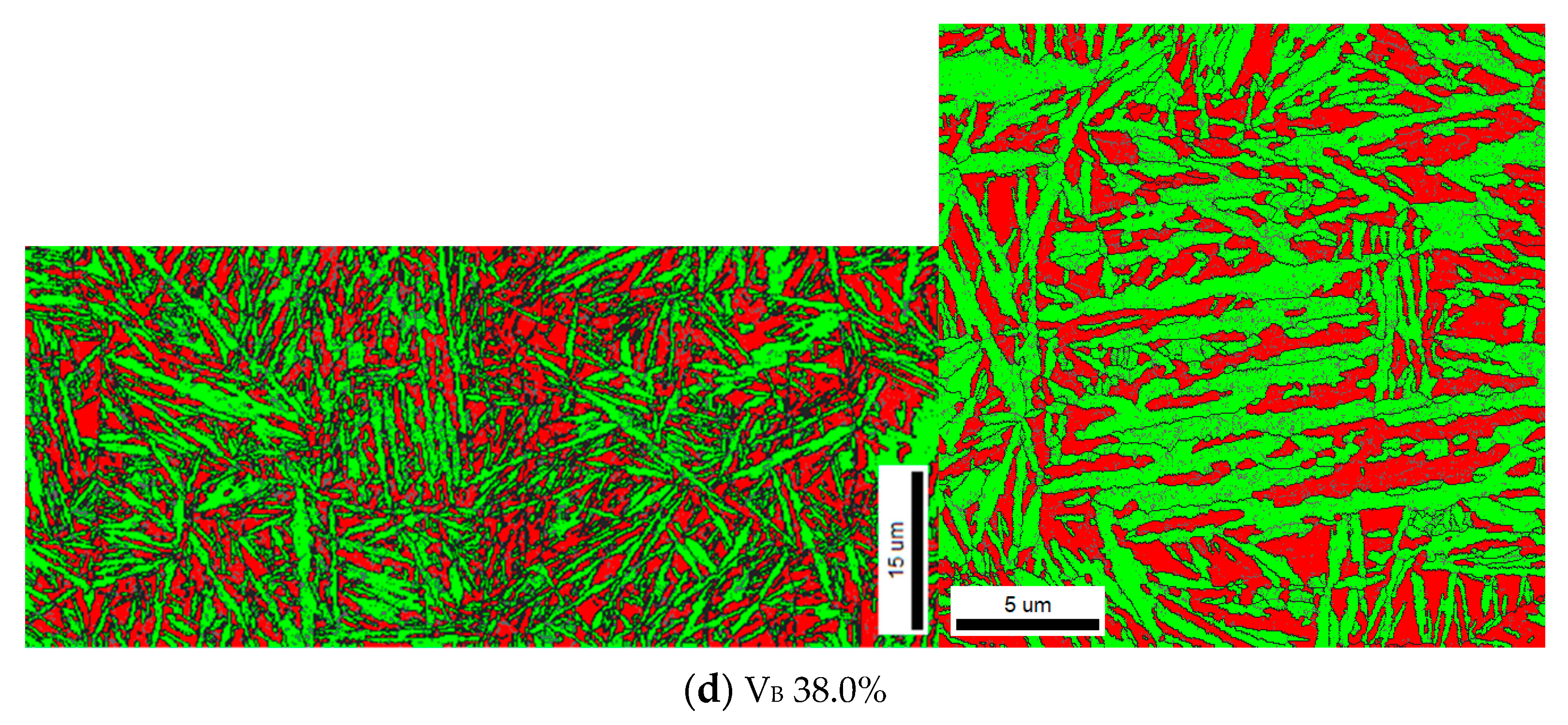
| Heat no. - IHT Parameters, Temp., °C/Time, h | Volume Fraction of Retained Austenite, % | ||
|---|---|---|---|
| VB+NL (XRD) | VB (EBSD) | VNL (VB+NL-VB) | |
| 1-210/54 | 23.3 | 14.5/27.0 * | * |
| 1-210/96 | 26.7 | 10.0 | 16.7 |
| 1-210/120 | 18.3 | 13.0 | 5.3 |
| 1-225/54 | 26.8 | 21.6/38.0 * | * |
| 1-225/72 | 26.8 | 13.0 | 13.8 |
| 1-225/96 | 21.0 | 17.0 | 4.0 |
| 2-210/96 | 14.5 | 10.3 | 4.2 |
| 2-210/120 | 14.9 | 9.4 | 5.5 |
| 2-215/96 | 14.8 | 11.3 | 3.5 |
| 2-225/72 | 17.5 | 11.8 | 5.7 |
| 3-210/48 | 22.5 | 8.1 | 14.4 |
| 3-210/72 | 20.6 | 6.0 | 14.6 |
| 3-210/96 | 15.5 | 10.2 | 5.3 |
| 3-210/120 | 22.6 | 10.9 | 11.7 |
| 3-215/96 | 25.0 | 9.8 | 15.2 |
| 3-225/72 | 15.6 | 6.9 | 8.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marcisz, J.; Garbarz, B.; Janik, A.; Zalecki, W. Controlling the Content and Morphology of Phase Constituents in Nanobainitic Steel Containing 0.6%C to Obtain the Required Ratio of Strength to Plasticity. Metals 2021, 11, 658. https://doi.org/10.3390/met11040658
Marcisz J, Garbarz B, Janik A, Zalecki W. Controlling the Content and Morphology of Phase Constituents in Nanobainitic Steel Containing 0.6%C to Obtain the Required Ratio of Strength to Plasticity. Metals. 2021; 11(4):658. https://doi.org/10.3390/met11040658
Chicago/Turabian StyleMarcisz, Jarosław, Bogdan Garbarz, Aleksandra Janik, and Władysław Zalecki. 2021. "Controlling the Content and Morphology of Phase Constituents in Nanobainitic Steel Containing 0.6%C to Obtain the Required Ratio of Strength to Plasticity" Metals 11, no. 4: 658. https://doi.org/10.3390/met11040658
APA StyleMarcisz, J., Garbarz, B., Janik, A., & Zalecki, W. (2021). Controlling the Content and Morphology of Phase Constituents in Nanobainitic Steel Containing 0.6%C to Obtain the Required Ratio of Strength to Plasticity. Metals, 11(4), 658. https://doi.org/10.3390/met11040658