
Deep Learning to Predict Deterioration Region of Hot Ductility in High-Mn Steel by Using the Relationship between RA Behavior and Time-Temperature-Precipitation

Abstract
:1. Introduction
2. Materials and Methods
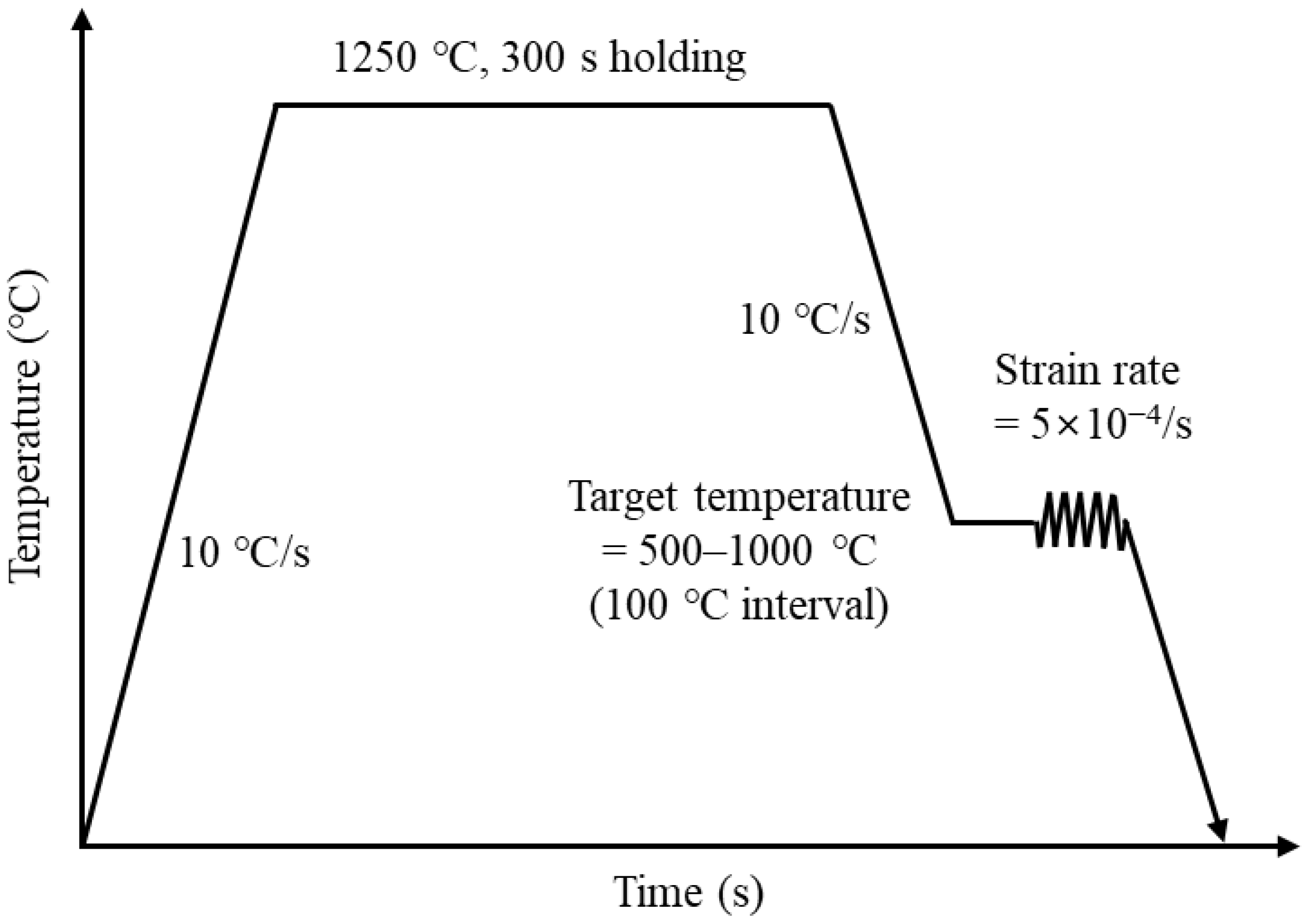
2.1. Hot Ductility Test
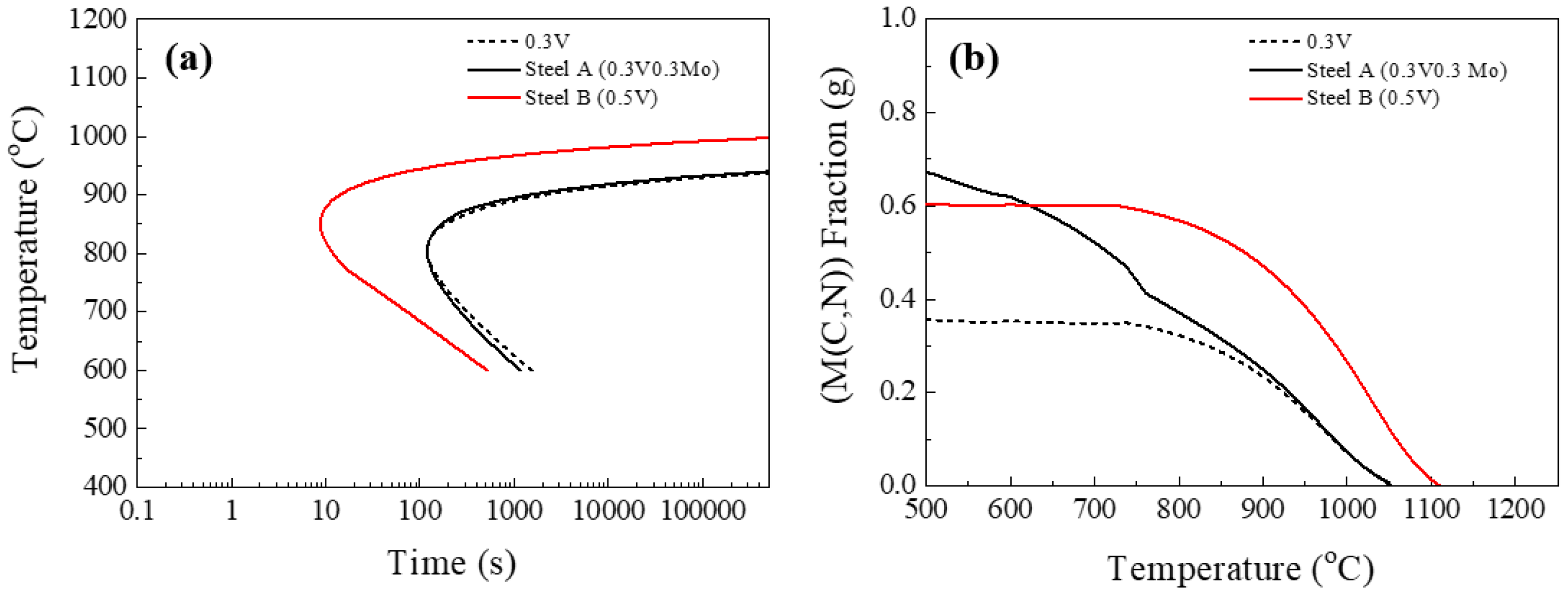
2.2. Calculation of Time-Temperature-Precipitation Diagram
3. Results
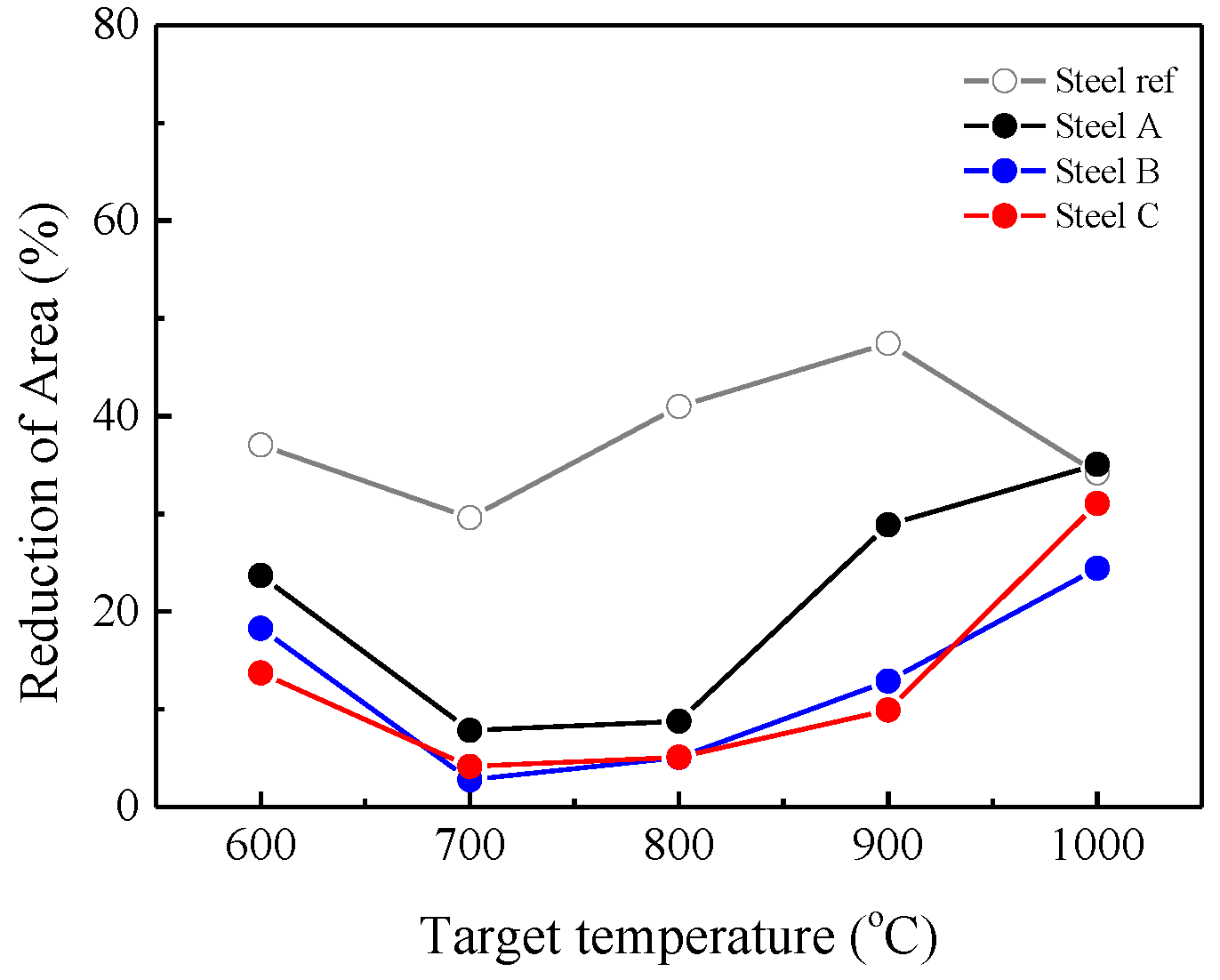
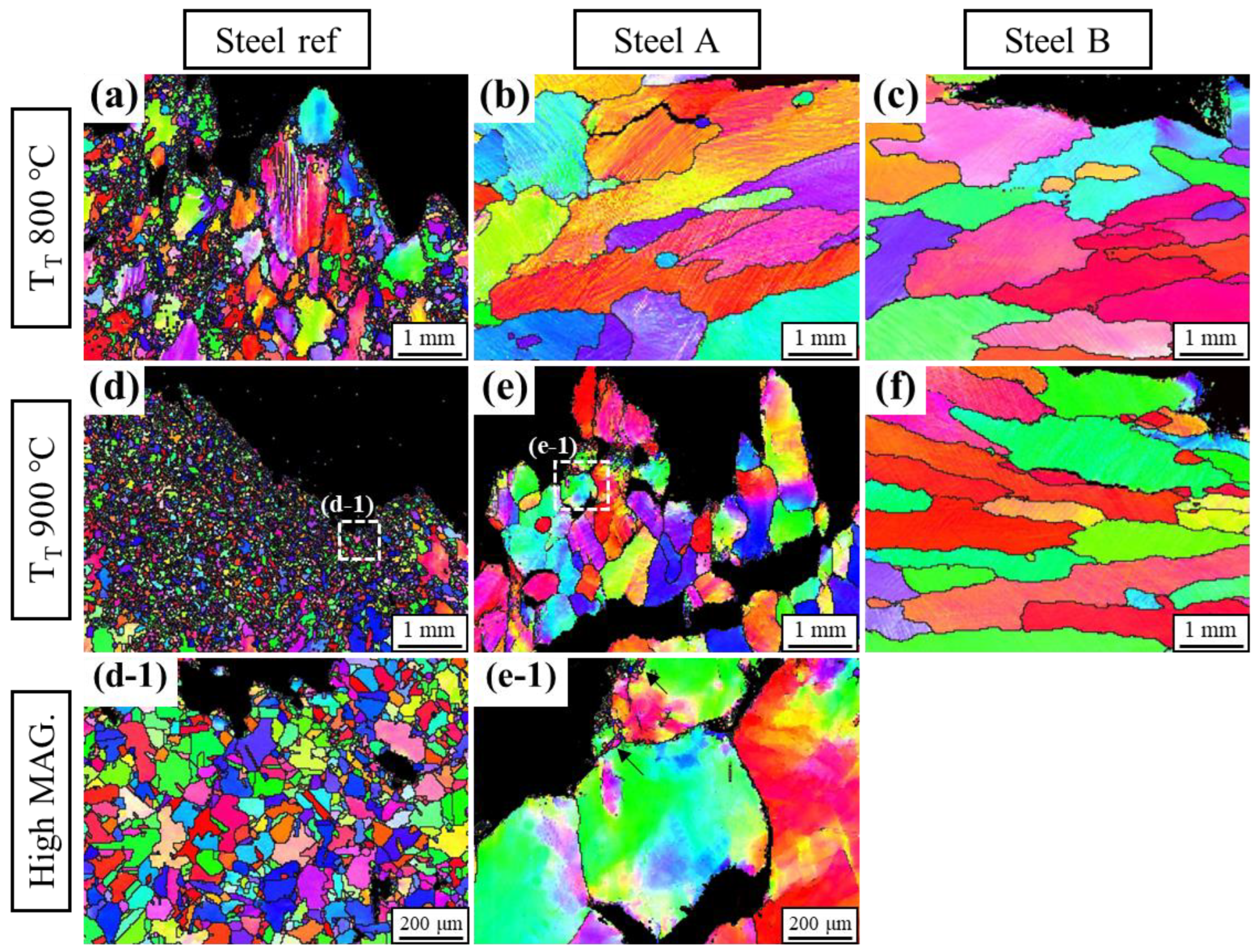
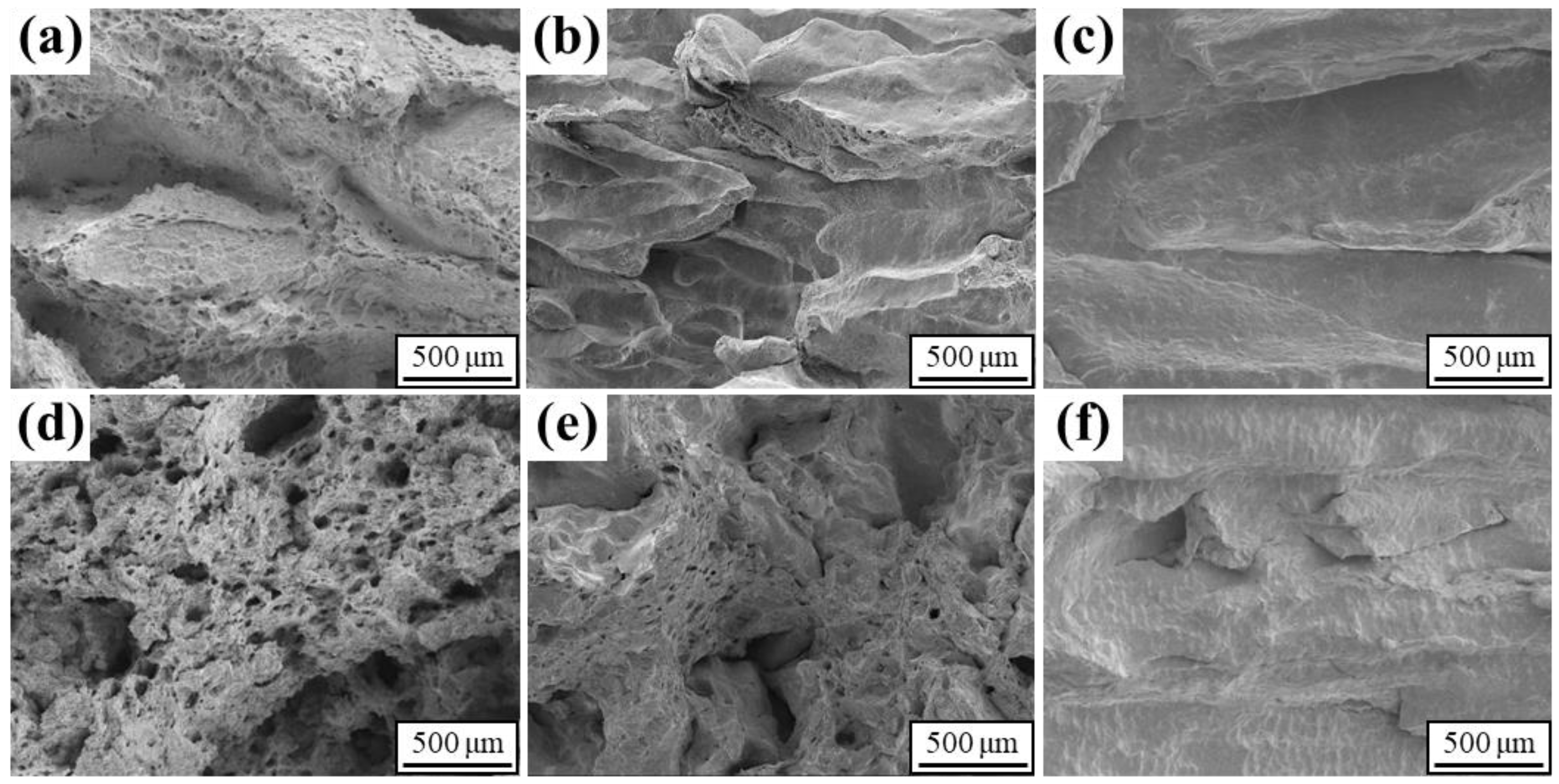
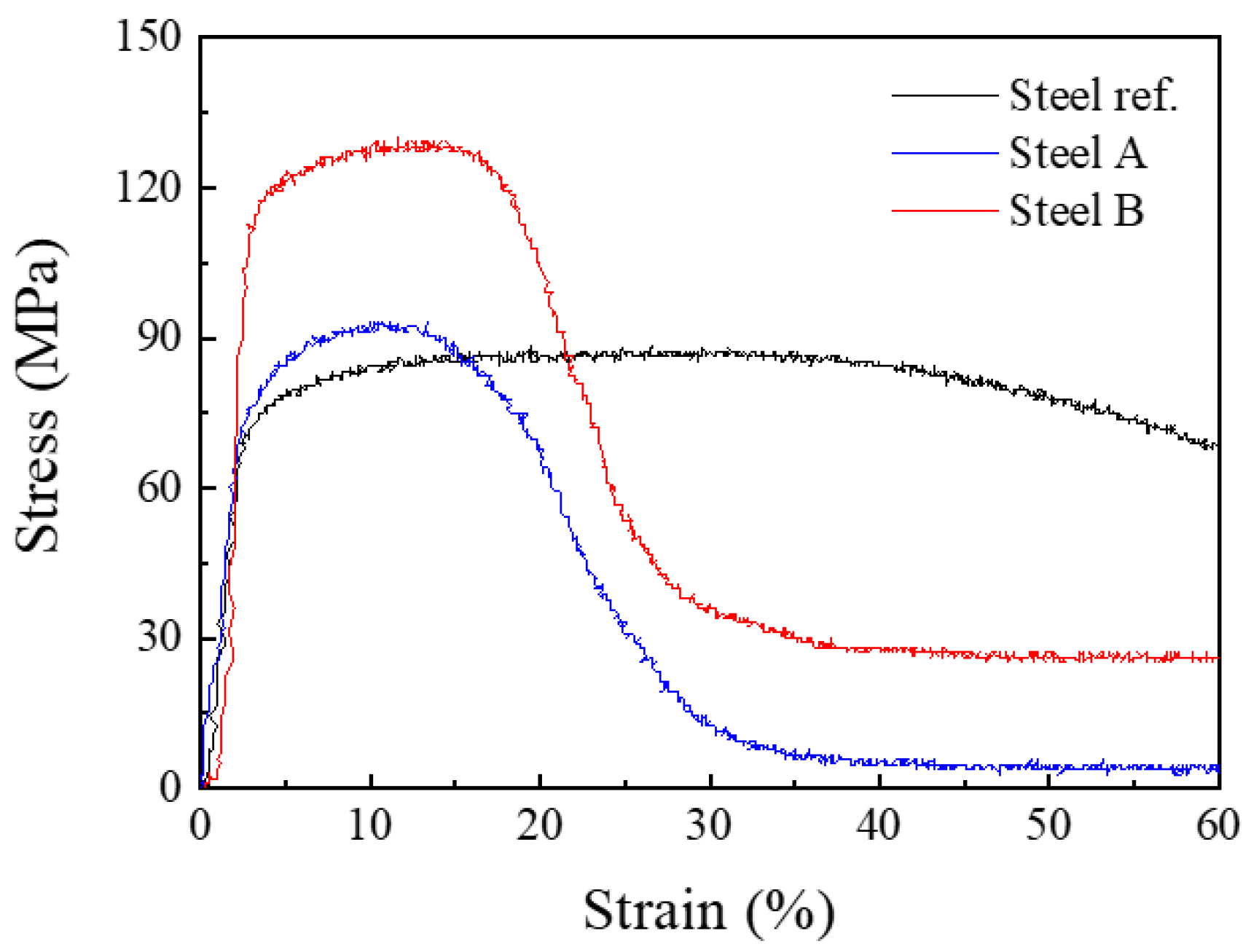
3.1. Hot Ductility Behavior of V-Mo Added High-Mn Steel
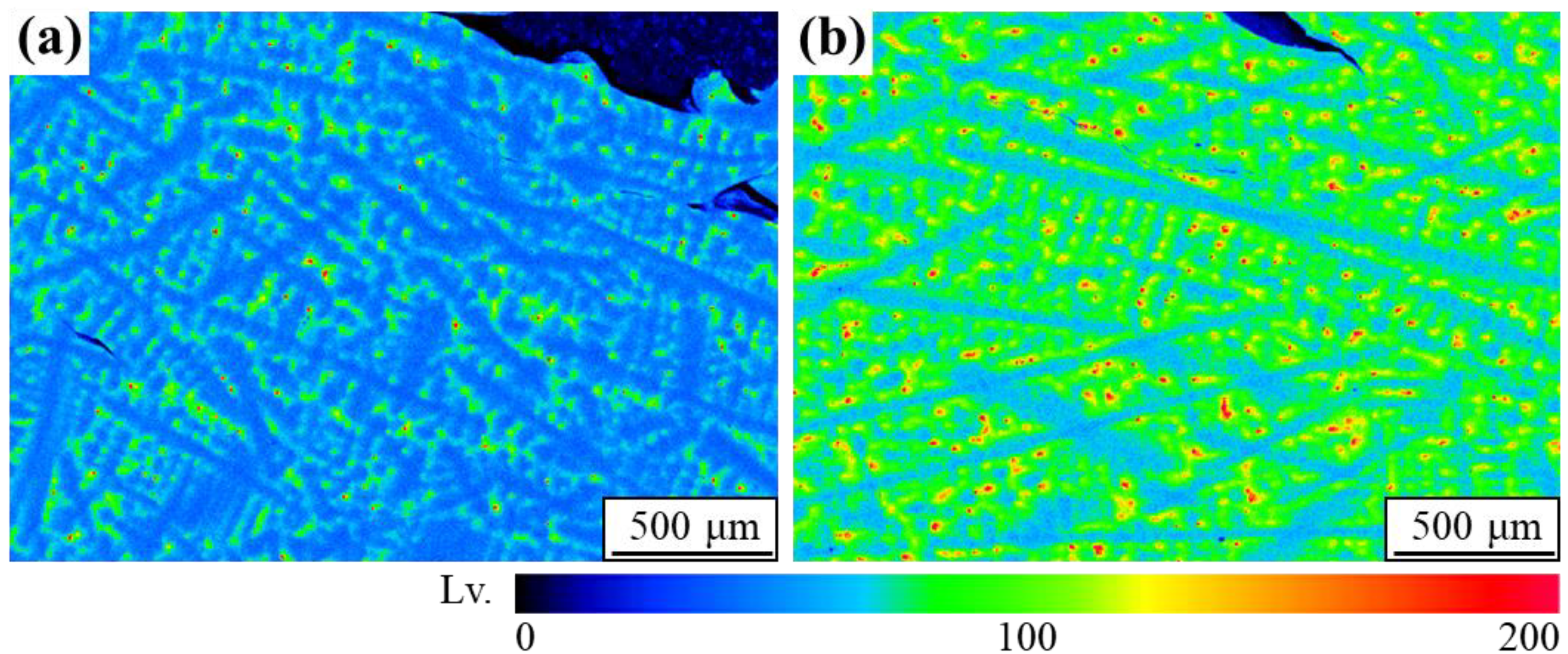
3.2. Precipitation Behavior in V-Mo and V Steels
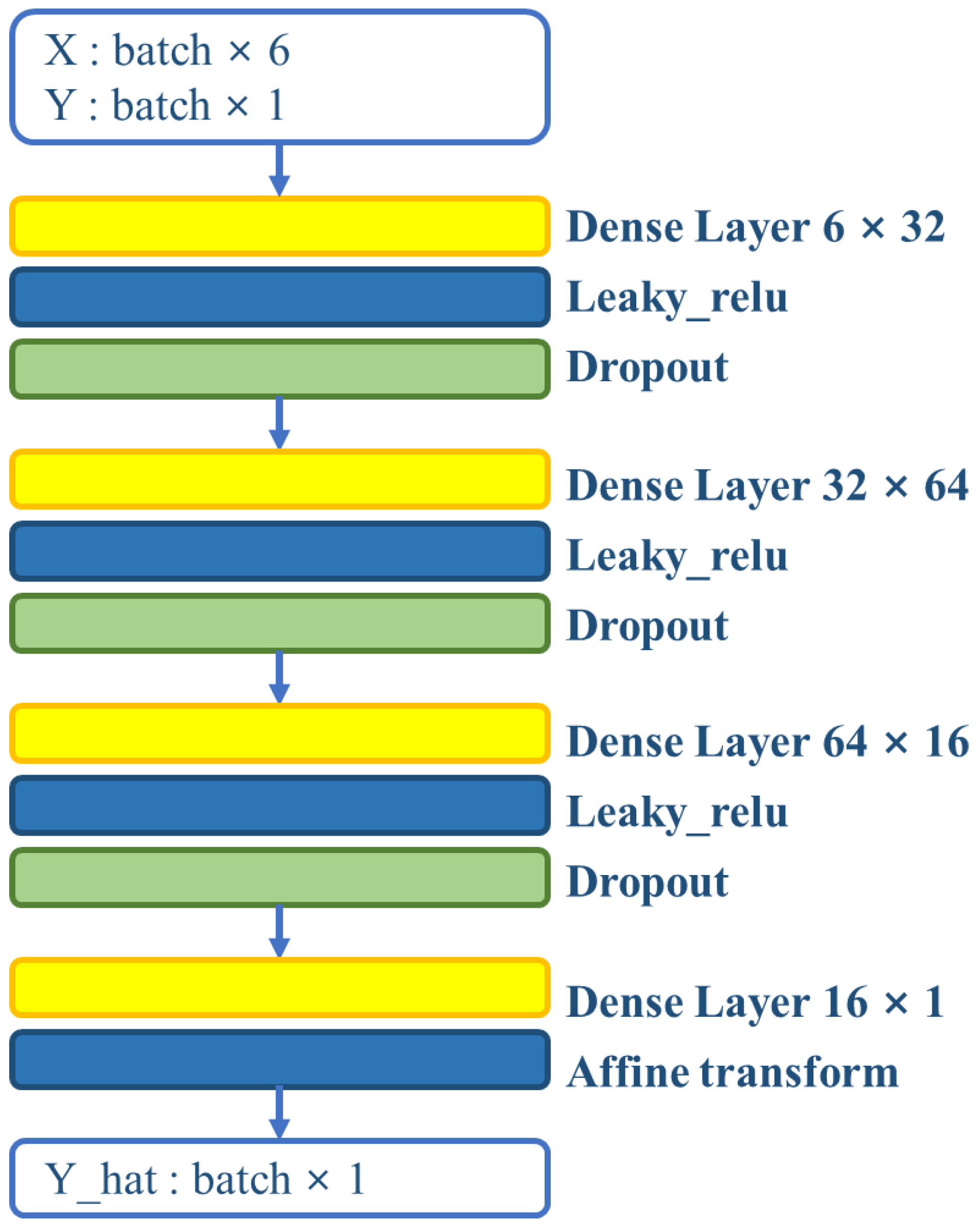
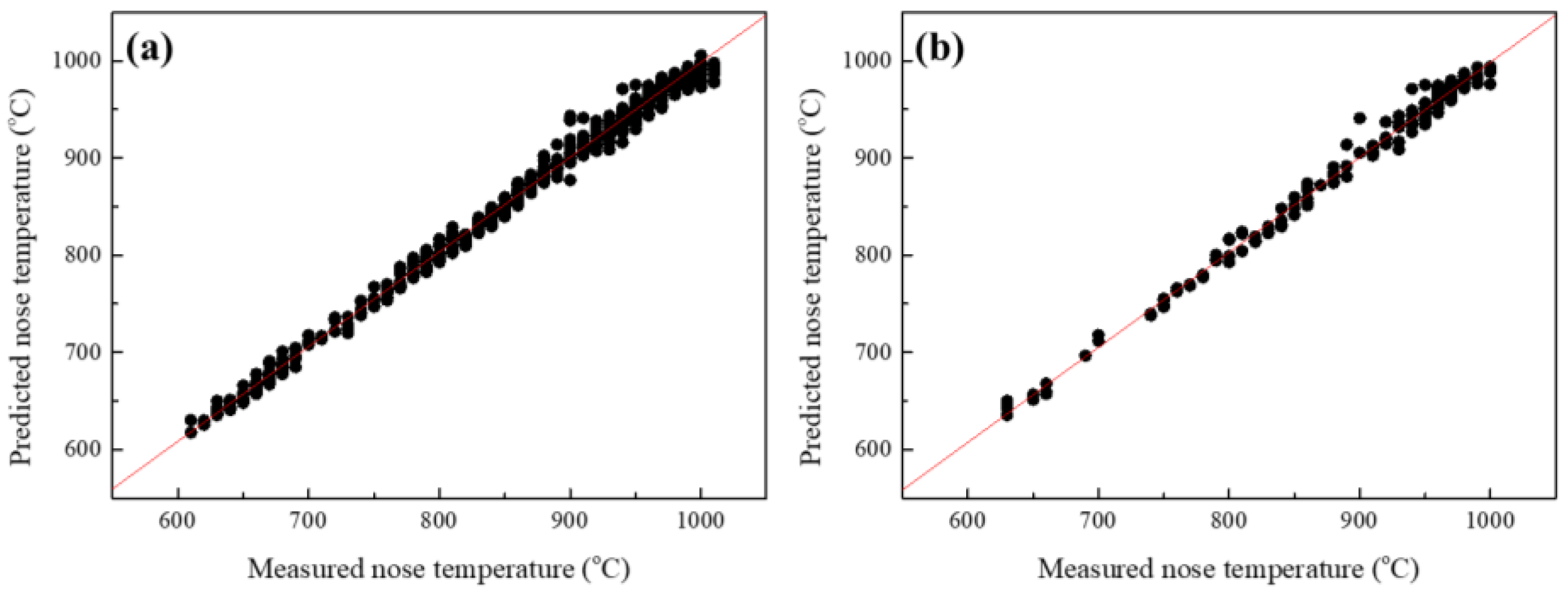
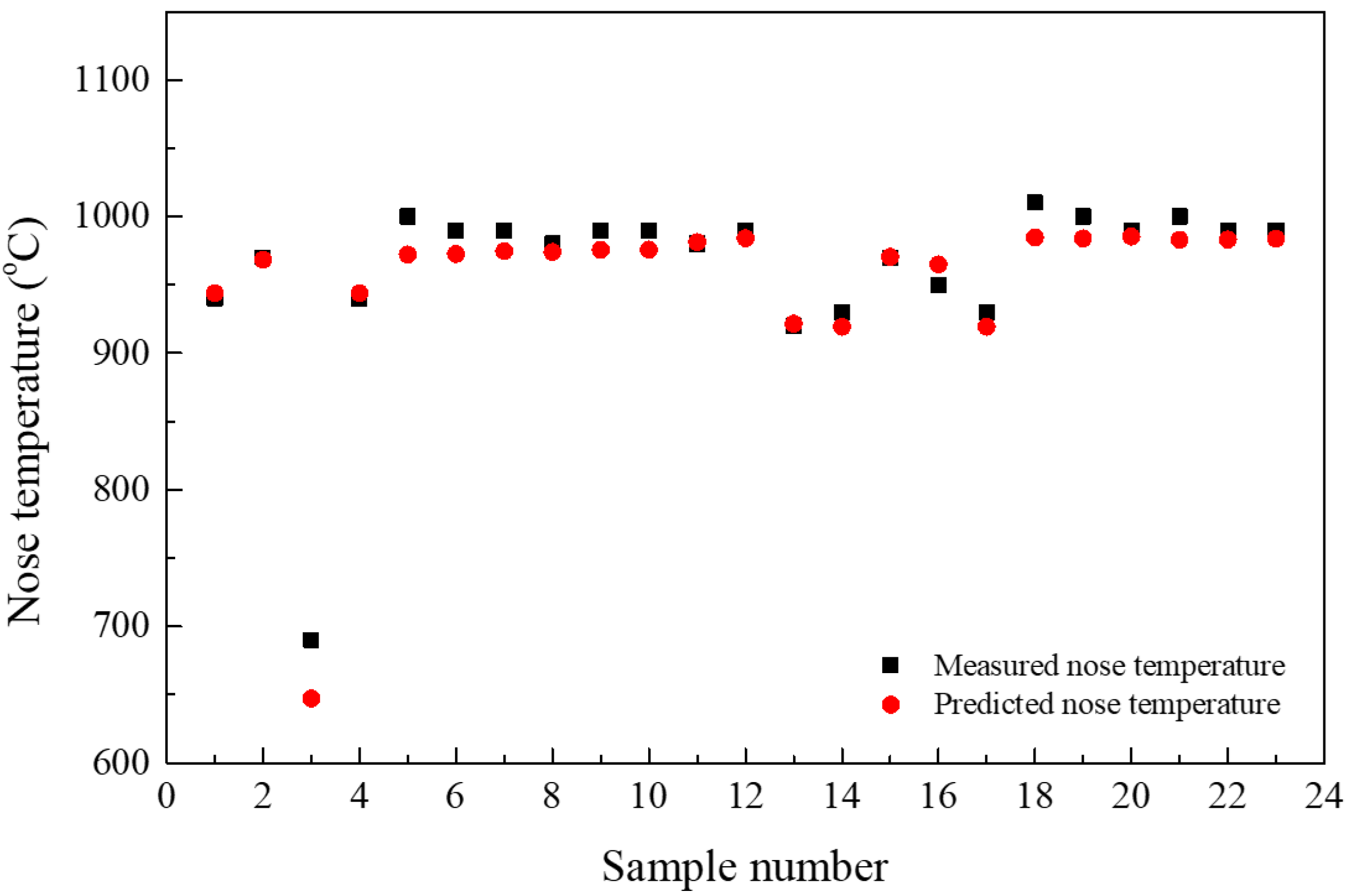
3.3. Prediction Model for Time-Temperature-Precipitation Nose Temperature
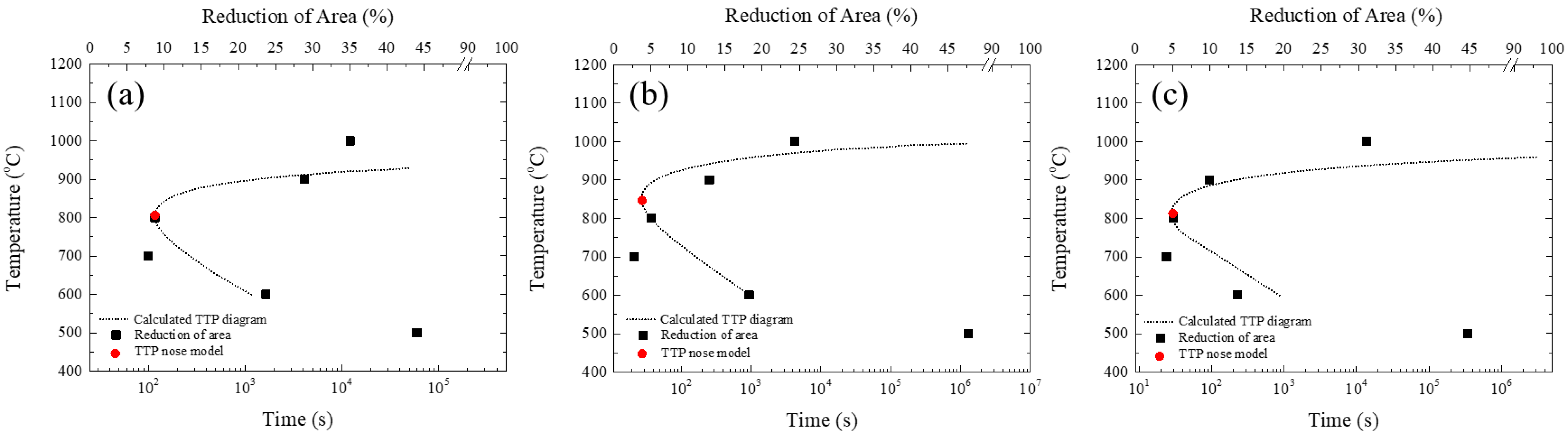
3.4. Case Study for Prediction Model
4. Discussion
4.1. TTP Nose Temperature Prediction Model Using Linear Regression
4.2. Limitations of Predictive Models
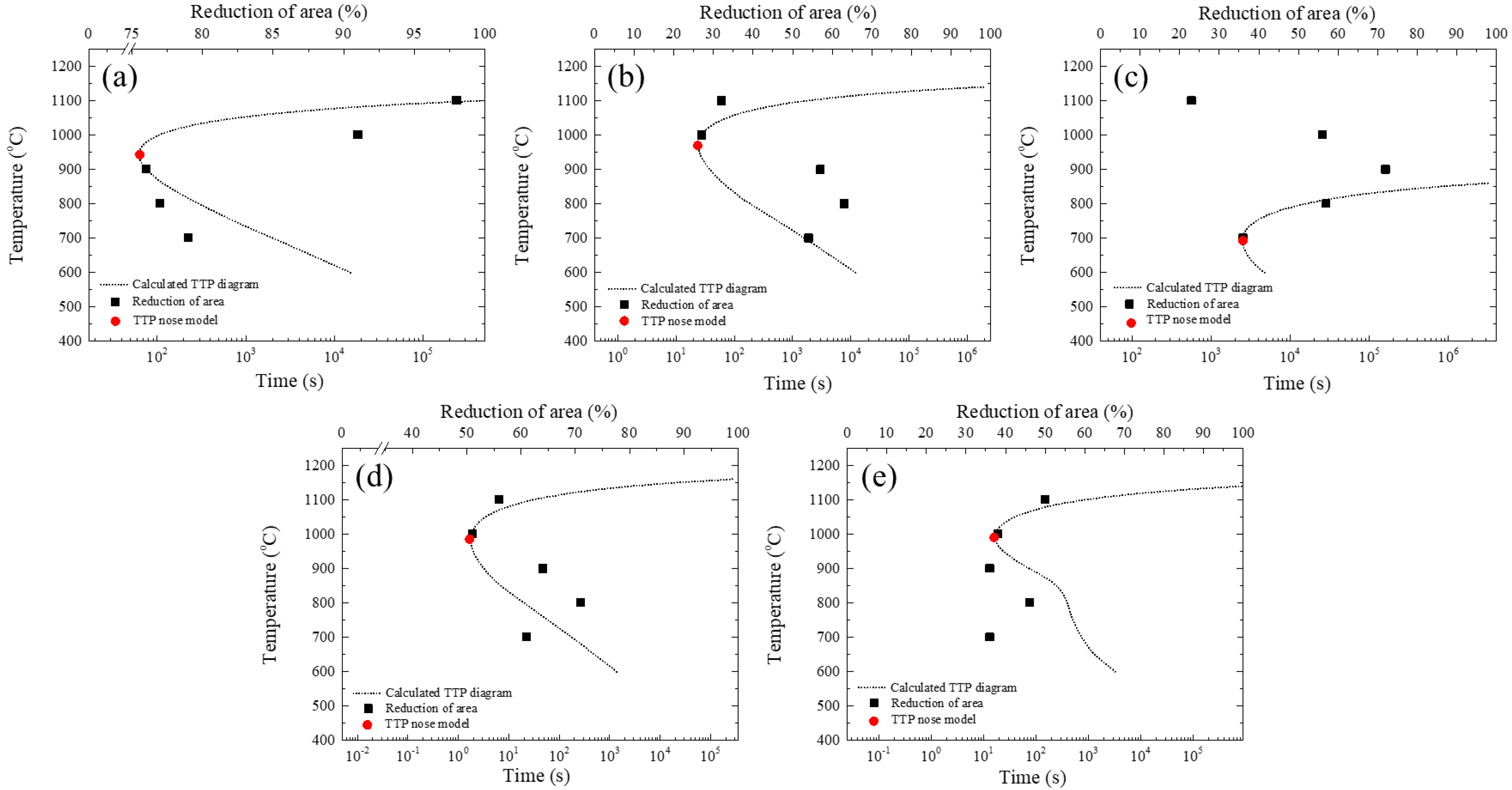
4.2.1. Relationship between TTP Nose and RA in General Carbon Steel
4.2.2. Others
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nachtrab, W.T.; Chou, Y.T. High temperature ductility loss in carbon-manganese and niobium-treated steels. Metall. Mater. Trans. A 1986, 17, 1995–2006. [Google Scholar] [CrossRef]
- Mintz, B.; Arrowsmith, J.M. Hot-ductility behaviour of C–Mn–Nb–Al steels and its relationship to crack propagation during the straightening of continuously cast strand. Metals Technol. 1979, 6, 24–32. [Google Scholar] [CrossRef]
- Thomas, B.G.; Brimacombe, J.K.; Samarasekera, I.V. The formation of panel cracks in steel ingots: A state-of-the-art review. ISS Trans. 1986, 7, 7–20. [Google Scholar]
- Mintz, B.; Yue, S.; Jonas, J.J. Hot ductility of steels and its relationship to the problem of transverse cracking during continuous casting. Int. Mater. Reviews 1991, 36, 187–220. [Google Scholar] [CrossRef]
- Spradbery, C.; Mintz, B. Influence of undercooling thermal cycle on hot ductility of C–Mn–Al–Ti and C–Mn–Al–Nb–Ti steels. Ironmak. Steelmak. 2005, 32, 319–324. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, X.; Wang, B.; Wang, B. Control technology of solidification and cooling in the process of continuous casting of steel. In Science Technology Casting Processes; InTech: London, UK, 2012; pp. 169–203. [Google Scholar]
- Sterjovski, Z.; Nolan, D.; Carpenter, K.R. Artificial neural networks for modelling the mechanical properties of steels in various applications. J. Mater. Process. Technol. 2005, 170, 536–544. [Google Scholar] [CrossRef]
- Choi, W.; Won, S.; Kim, G.S.; Kang, N. Artificial Neural Network Modelling of the Effect of Vanadium Addition on the Tensile Properties and Microstructure of High-Strength Tempcore Rebars. Materials 2022, 15, 3781. [Google Scholar] [CrossRef]
- Honysz, R. Modeling the chemical composition of ferritic stainless steels with the use of artificial neural networks. Metals 2021, 11, 724. [Google Scholar] [CrossRef]
- Churyumov, A.; Kazakova, A.; Churyumova, T. Modelling of the steel high-temperature deformation behaviour using artificial neural network. Metals 2022, 12, 447. [Google Scholar] [CrossRef]
- Hong, D.G.; Kwon, S.H.; Yim, C.H. Exploration of Machine Learning to Predict Hot Ductility of Cast Steel from Chemical Composition and Thermal Conditions. Met. Mater. Int. 2021, 27, 298–305. [Google Scholar] [CrossRef]
- Kwon, S.H.; Hong, D.G.; Yim, C.H. Prediction of hot ductility of steels from elemental composition and thermal history by deep neural networks. Ironmak. Steelmak. 2020, 47, 1176–1187. [Google Scholar] [CrossRef]
- Hong, D.G.; Kwon, S.H.; Yim, C.H. Hot Ductility Prediction Model of Cast Steel with Low-Temperature Transformed Structure during Continuous Casting. Materials 2022, 15, 3513. [Google Scholar] [CrossRef]
- Hamada, A.S.; Karjalainen, L.P. Hot ductility behaviour of high-Mn TWIP steels. Mater. Sci. Eng. A 2011, 528, 1819–1827. [Google Scholar] [CrossRef]
- Kang, S.E.; Kang, M.H.; Mintz, B. Influence of vanadium, boron and titanium on hot ductility of high Al, TWIP steels. Mater. Sci. Technol. 2021, 37, 42–58. [Google Scholar] [CrossRef]
- Radis, R.; Schwarz, S.; Zamberger, S.; Kozeschnik, E. AlN precipitation during isothermal annealing of ultra-low carbon steel. Steel Res. Int. 2011, 82, 905–910. [Google Scholar] [CrossRef]
- Lee, T.H.; Kim, S.J.; Takaki, S. Time-temperature-precipitation characteristics of high-nitrogen austenitic Fe− 18Cr− 18Mn− 2Mo− 0.9 N steel. Metall. Mater. Trans. A 2006, 37, 3445–3454. [Google Scholar] [CrossRef]
- Moon, J.; Lee, T.H.; Shin, J.H.; Lee, J.W. Hot working behavior of a nitrogen-alloyed Fe–18Mn–18Cr–N austenitic stainless steel. Mater. Sci. Eng. A 2014, 594, 302–308. [Google Scholar] [CrossRef]
- Crowther, D.N.; Mohamed, Z.; Mintz, B. Influence of micro-alloying additions on the hot ductility of steels heated directly to the test temperature. Trans. ISIJ 1987, 27, 366–375. [Google Scholar] [CrossRef]
- Jonas, J.J.; Weiss, I. Effect of precipitation on recrystallization in microalloyed steels. Metal Sci. 1979, 13, 238–245. [Google Scholar] [CrossRef]
- Crooks, M.J.; Garratt-Reed, A.J.; Vander Sande, J.B.; Owen, W.S. Precipitation and recrystallization in some vanadium and vanadium-niobium microalloyed steels. Metall. Trans. A. 1981, 12, 1999–2013. [Google Scholar] [CrossRef]
- Andrade, H.L.; Akben, M.G.; Jonas, J.J. Effect of molybdenum, niobium, and vanadium on static recovery and recrystallization and on solute strengthening in microalloyed steels. Metall. Trans. A. 1983, 14, 1967–1977. [Google Scholar] [CrossRef]
- Mintz, B.; Abushosha, R. Influence of vanadium on hot ductility of steel. Ironmak. Steelmak. 1993, 20, 445–452. [Google Scholar]
- Maehara, Y.; Ohmori, Y. The precipitation of A1N and NbC and the hot ductility of low carbon steels. Mater. Sci. Eng. 1984, 62, 109–119. [Google Scholar] [CrossRef]
- Cho, K. Study on the hot ductility of the B bearing steel and B precipitation behavior. Ph.D. Thesis, Pohang University of Science and Technology, Pohang, Korea, 2011. [Google Scholar]
- Hurtado-Delgado, E.; Morales, R.D. Hot ductility and fracture mechanisms of a C-Mn-Nb-Al steel. Metall. Mater. Trans. B 2001, 32, 919–927. [Google Scholar] [CrossRef]
- Mejía, I.; Salas-Reyes, A.E.; Bedolla-Jacuinde, A.; Calvo, J.; Cabrera, J.M. Effect of Nb and Mo on the hot ductility behavior of a high-manganese austenitic Fe–21Mn–1.3 Al–1.5 Si–0.5 C TWIP steel. Mater. Sci. Eng. A 2014, 616, 229–239. [Google Scholar] [CrossRef]
- Salas-Reyes, A.E.; Mejía, I.; Bedolla-Jacuinde, A.; Boulaajaj, A.; Calvo, J.; Cabrera, J.M. Hot ductility behavior of high-Mn austenitic Fe–22Mn–1.5 Al–1.5 Si–0.45 C TWIP steels microalloyed with Ti and V. Mater. Sci. Eng. A 2014, 611, 77–89. [Google Scholar] [CrossRef]
- Qaban, A.; Mintz, B.; Kang, S.E.; Naher, S. Hot ductility of high Al TWIP steels containing Nb and Nb-V. Mater. Sci. Technol. 2017, 33, 1645–1656. [Google Scholar] [CrossRef]
- Kang, S.E.; Banerjee, J.R.; Maina, E.M.; Mintz, B. Influence of B and Ti on hot ductility of high Al and high Al, Nb containing TWIP steels. Mater. Sci. Technol. 2013, 29, 1225–1232. [Google Scholar] [CrossRef]
- Kang, S.E.; Banerjee, J.R.; Tuling, A.S.; Mintz, B. Influence of B on hot ductility of high Al, TWIP steels. Mater. Sci. Technol. 2014, 30, 486–494. [Google Scholar] [CrossRef]
- Kang, S.E.; Tuling, A.; Lau, I.; Banerjee, J.R.; Mintz, B. The hot ductility of Nb/V containing high Al, TWIP steels. Mater. Sci. Technol. 2011, 27, 909–915. [Google Scholar] [CrossRef]
- Qian, G.; Cheng, G.; Hou, Z. Effect of the induced ferrite and precipitates of Nb–Ti bearing steel on the ductility of continuous casting slab. ISIJ Int. 2014, 54, 1611–1620. [Google Scholar] [CrossRef] [Green Version]
- Mohamed, Z. Hot ductility behavior of vanadium containing steels. Mater. Sci. Eng. A 2002, 326, 255–260. [Google Scholar] [CrossRef]
- Ouchi, C.; Matsumoto, K. Hot ductility in Nb-bearing high-strength low-alloy steels. Trans. ISIJ 1982, 22, 181–189. [Google Scholar] [CrossRef]
- Revaux, T.; Deprez, P.; Bricout, J.P.; Oudin, J. In situ solidified hot tensile test and hot ductility of some plain carbon steels and microalloyed steels. ISIJ Int. 1994, 34, 528–535. [Google Scholar] [CrossRef] [Green Version]
- Comineli, O.; Luo, H.; Liimatainen, H.M.; Karjalainen, L.P. Influence of Cu alloying on hot ductility of C-Mn-Al and Ti-Nb microalloyed steels. Rev. Metal. 2005, 41, 407. [Google Scholar] [CrossRef] [Green Version]
- AM, E.W.; Hassani, F.; Yue, S.; Es-Sadiqi, E.; LE, C.; Iqbal, K. The effect of thermal history on the hot ductility of microalloyed steels. ISIJ Int. 1999, 39, 253–262. [Google Scholar]
- Crowther, D.N.; Mohamed, Z.; Mintz, B. The relative influence of dynamic and static precipitation on the hot ductility of microalloyed steels. Metall. Trans. A 1987, 18, 1929–1939. [Google Scholar] [CrossRef]
- Hannerz, N.E. Critical hot plasticity and transverse cracking in continuous slab casting with particular reference to composition. Trans. ISIJ 1985, 25, 149–158. [Google Scholar] [CrossRef]
- Banks, K.M.; Tuling, A.S.; Mintz, B. Improved Simulation of Continuous Casting to Predict Transverse Corner Cracking in Microalloyed Steels. Int. J. Metall. Eng. 2013, 2, 188–197. [Google Scholar]
- Banks, K.M.; Tuling, A.; Mintz, B. Influence of thermal history on hot ductility of steel and its relationship to the problem of cracking in continuous casting. Mater. Sci. Technol. 2012, 28, 536–542. [Google Scholar] [CrossRef]
- Mohamed, Z. Hot Ductility of Steels. Ph.D. Thesis, City University London, London, UK, 1989. [Google Scholar]
- Lee, C. Effect of Boron and Alloying Elements on Hot Ductility of Nb-Ti Steel. Ph.D. Thesis, Hanyang University, Seoul, Korea, 2011. [Google Scholar]
- Abushosha, R.; Comineli, O.; Mintz, B. Influence of Ti on hot ductility of C–Mn–Al steels. Mater. Sci. Technol. 1999, 15, 278–286. [Google Scholar] [CrossRef]
- Cowley, A.; Abushosha, R.; Mintz, B. Influence of Ar3 and Ae3 temperatures on hot ductility of steels. Mater. Sci. Technol. 1998, 14, 1145–1153. [Google Scholar] [CrossRef]
- Abushosha, R.; Ayyad, S.; Mintz, B. Influence of cooling rate on hot ductility of C-Mn-AI and C-Mn-Nb-AL steels. Mater. Sci. Technol. 1998, 14, 346–351. [Google Scholar] [CrossRef]
- Cardoso, G.L.; Mintz, B.; Yue, S. Hot ductility of aluminium and titanium containing steels with and without cyclic temperature oscillations. Ironmak. Steelmak. 1995, 22, 365–377. [Google Scholar]
- Mintz, B.; Abushosha, R.; Crowther, D.N. Influence of small additions of copper and niekel on hot ductility of steels. Mater. Sci. Technol. 1995, 11, 474–481. [Google Scholar] [CrossRef]
- Mintz, B.; Abushosha, R. Effectiveness of hot tensile test in simulating straightening in continuous casting. Mater. Sci. Technol. 1992, 8, 171–178. [Google Scholar] [CrossRef]
- Abushosha, R.; Vipond, R.; Mintz, B. Influence of titanium on hot ductility of as cast steels. Mater. Sci. Technol. 1991, 7, 613–621. [Google Scholar] [CrossRef]
- Zhen, L.; Hongtao, Z.; Baorong, W. Effect of niobium on hot ductility of low C-Mn-steel under continuous casting simulation conditions. Steel Res. Int. 1990, 61, 620–623. [Google Scholar] [CrossRef]
- Sricharoenchai, P.; Nagasaki, C.; Kihara, J. Hot ductility of high purity steels containing niobium. ISIJ Int. 1992, 32, 1102–1109. [Google Scholar] [CrossRef] [Green Version]
- Cowley, A. Hot ductility and its relationship to transverse cracking in steels. Ph.D. Thesis, City University London, London, UK, 2004. [Google Scholar]
- Mintz, B.; Mohamed, Z. Intergranular failure in micro-alloyed steels and its relationship to carbon content. ICF 7. Adv. Fract. Res. 1989, 4, 2545–2553. [Google Scholar]
- Mintz, B.; Tuling, A.; Delgado, A. Influence of silicon, aluminium, phosphorus and boron on hot ductility of Transformation Induced Plasticity assisted steels. Mater. Sci. Technol. 2003, 19, 1721–1726. [Google Scholar] [CrossRef]
- Zhao, X.; Gan, B.; Zhang, M.; Zhong, Y.; Hou, M.; Li, L. Hot Ductility of Ti/Nb-added 800MPa Grade Weathering Steel. In International Conference on Advanced Engineering Materials and Technology; Atlantis Press: Amsterdam, The Netherlands, 2015. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Element | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | V | Mo | N | Fe | |
| Steel ref. | 0.9 | 0.019 | 13.8 | 0.013 | 0.001 | 0.03 | - | - | 0.007 | bal. |
| Steel A | 0.9 | 0.017 | 14.0 | 0.014 | 0.002 | 0.01 | 0.3 | 0.3 | 0.006 | bal. |
| Steel B | 0.9 | 0.019 | 14.0 | 0.014 | 0.001 | 0.02 | 0.5 | - | 0.006 | bal. |
| Steel C | 0.8 | 0.010 | 23.0 | 0.015 | 0.003 | 0.01 | 0.5 | 0.1 | 0.005 | bal. |
| Grade | C | Mn | Nb | V | Ti | Reference Number |
|---|---|---|---|---|---|---|
| Low-Nb | 0.6 | 17.8 | 0.02 | - | - | 14 |
| High-Nb | 0.5 | 20.9 | 0.083 | - | - | 27 |
| V | 0.56 | 21.2 | - | 0.11 | - | 31 28 |
| Nb-Ti | 0.6 | 18.0 | 0.032 | - | 0.075 | 29 |
| Nb-V | 0.61 | 17.74 | 0.032 | 0.1 | - | 32 |
| Grade | C | Mn | Nb | V | Ti | Mo | Reference Number |
|---|---|---|---|---|---|---|---|
| Nb | 0.21 | 1.57 | 0.055 | - | - | - | 24 |
| Nb-Ti | 0.03 | 1.6 | 0.031 | - | 0.013 | - | 41 |
| Nb-V | 0.11 | 1.367 | 0.034 | 0.003 | - | - | 36 |
| Nb-V-Ti | 0.126 | 1.49 | 0.038 | 0.028 | 0.038 | - | 42 |
| Nb-Ti-Mo | 0.12 | 1.38 | 0.037 | - | 0.018 | 0.13 | 35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeong, J.-Y.; Hong, D.-G.; Yim, C.-H. Deep Learning to Predict Deterioration Region of Hot Ductility in High-Mn Steel by Using the Relationship between RA Behavior and Time-Temperature-Precipitation. Metals 2022, 12, 1689. https://doi.org/10.3390/met12101689
Jeong J-Y, Hong D-G, Yim C-H. Deep Learning to Predict Deterioration Region of Hot Ductility in High-Mn Steel by Using the Relationship between RA Behavior and Time-Temperature-Precipitation. Metals. 2022; 12(10):1689. https://doi.org/10.3390/met12101689
Chicago/Turabian StyleJeong, Ji-Yeon, Dae-Geun Hong, and Chang-Hee Yim. 2022. "Deep Learning to Predict Deterioration Region of Hot Ductility in High-Mn Steel by Using the Relationship between RA Behavior and Time-Temperature-Precipitation" Metals 12, no. 10: 1689. https://doi.org/10.3390/met12101689
APA StyleJeong, J.-Y., Hong, D.-G., & Yim, C.-H. (2022). Deep Learning to Predict Deterioration Region of Hot Ductility in High-Mn Steel by Using the Relationship between RA Behavior and Time-Temperature-Precipitation. Metals, 12(10), 1689. https://doi.org/10.3390/met12101689