

A Comprehensive Investigation on the Effects of Surface Finishing on the Resistance of Stainless Steel to Localized Corrosion

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Corrosion Tests
2.2. Surface Characterization Techniques
3. Results and Discussion
3.1. Surface Characterization
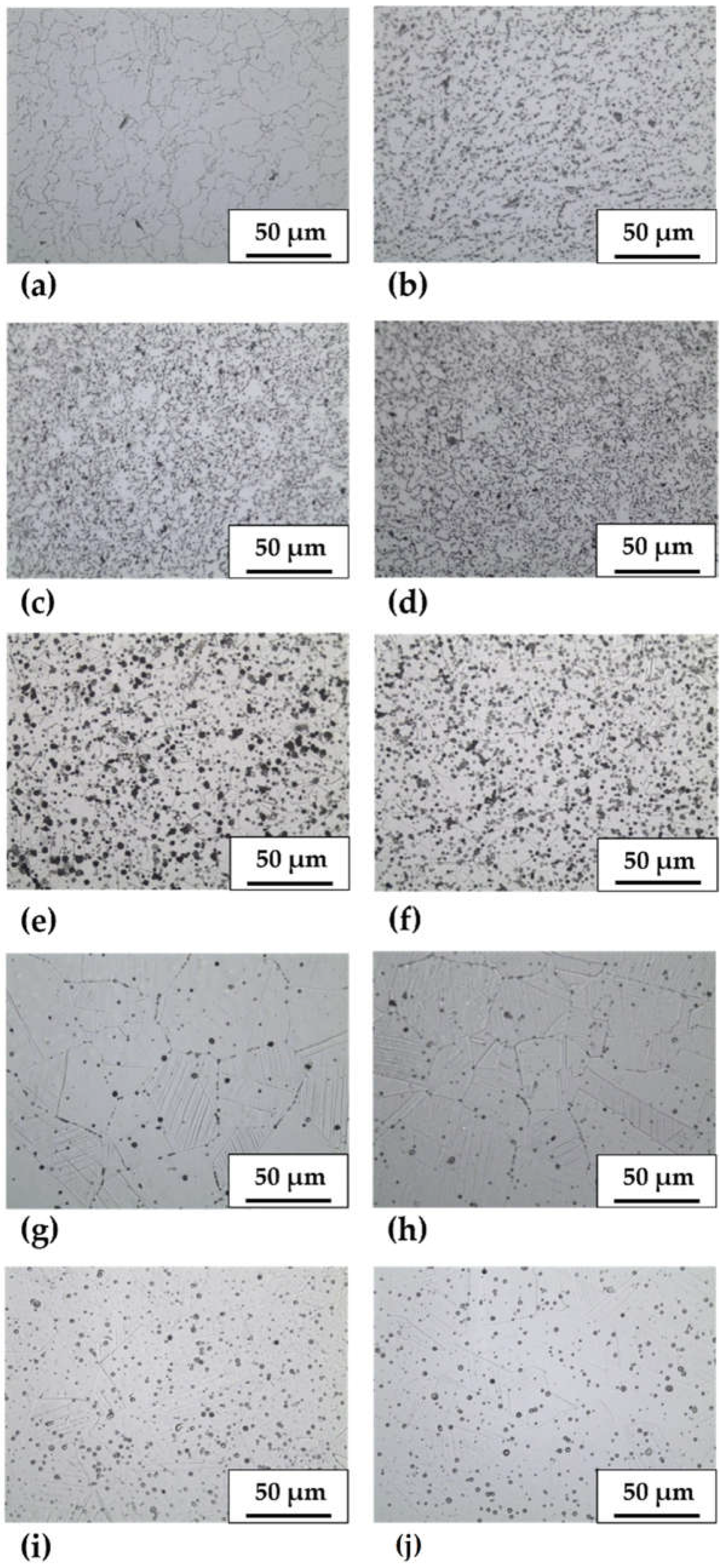
3.1.1. Optical Microscopy
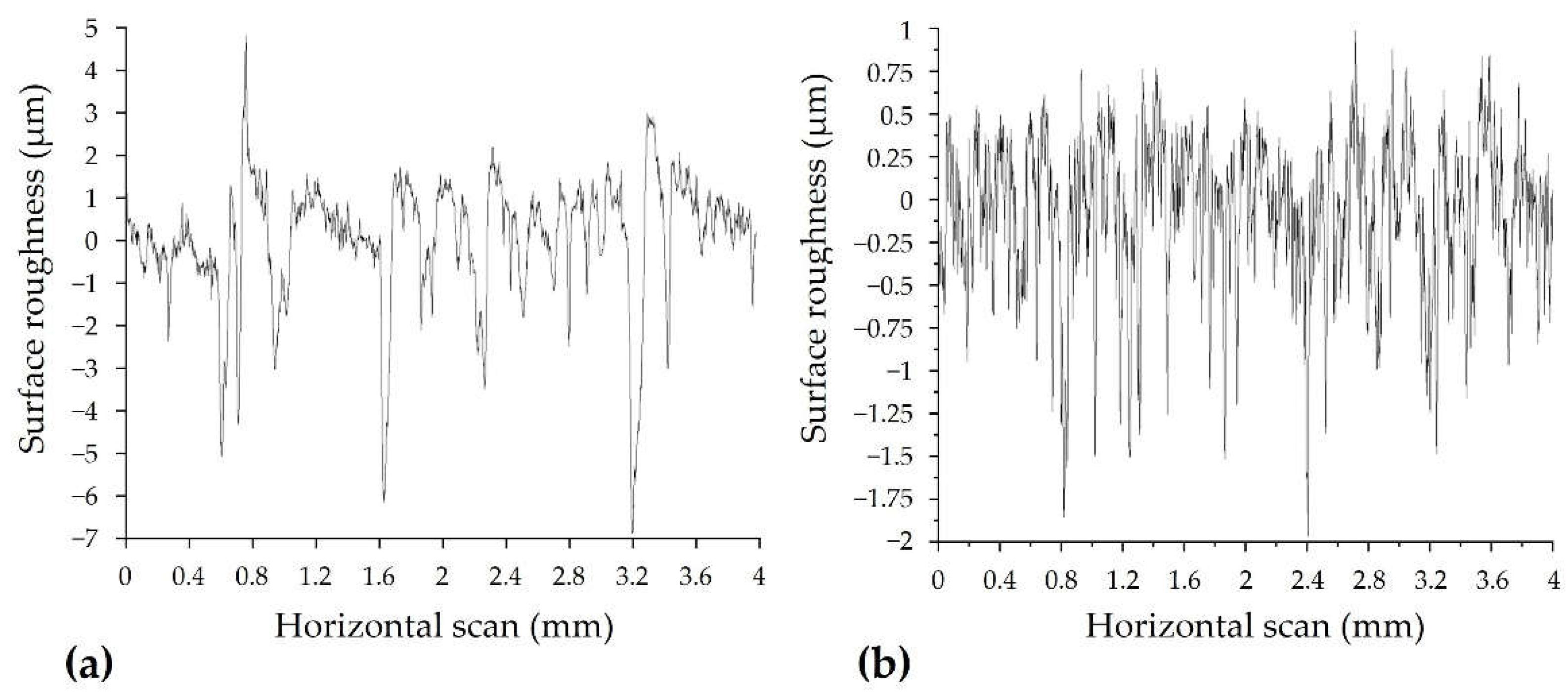
3.1.2. Optical Profilometry
- Arithmetic mean roughness (Ra), that is, the arithmetic average of the absolute deviation of the surface profile from the mean surface height ;
- Mean roughness depth (Rz DIN), that is, the arithmetic average of the maximum peak to valley height of the roughness values of five consecutive sampling specimens ;
- The maximum profile depth parameter (Pt) that represents the vertical distance between the highest peak and lowest valley in the profile and can show the weakest point for localized corrosion attack initiation.
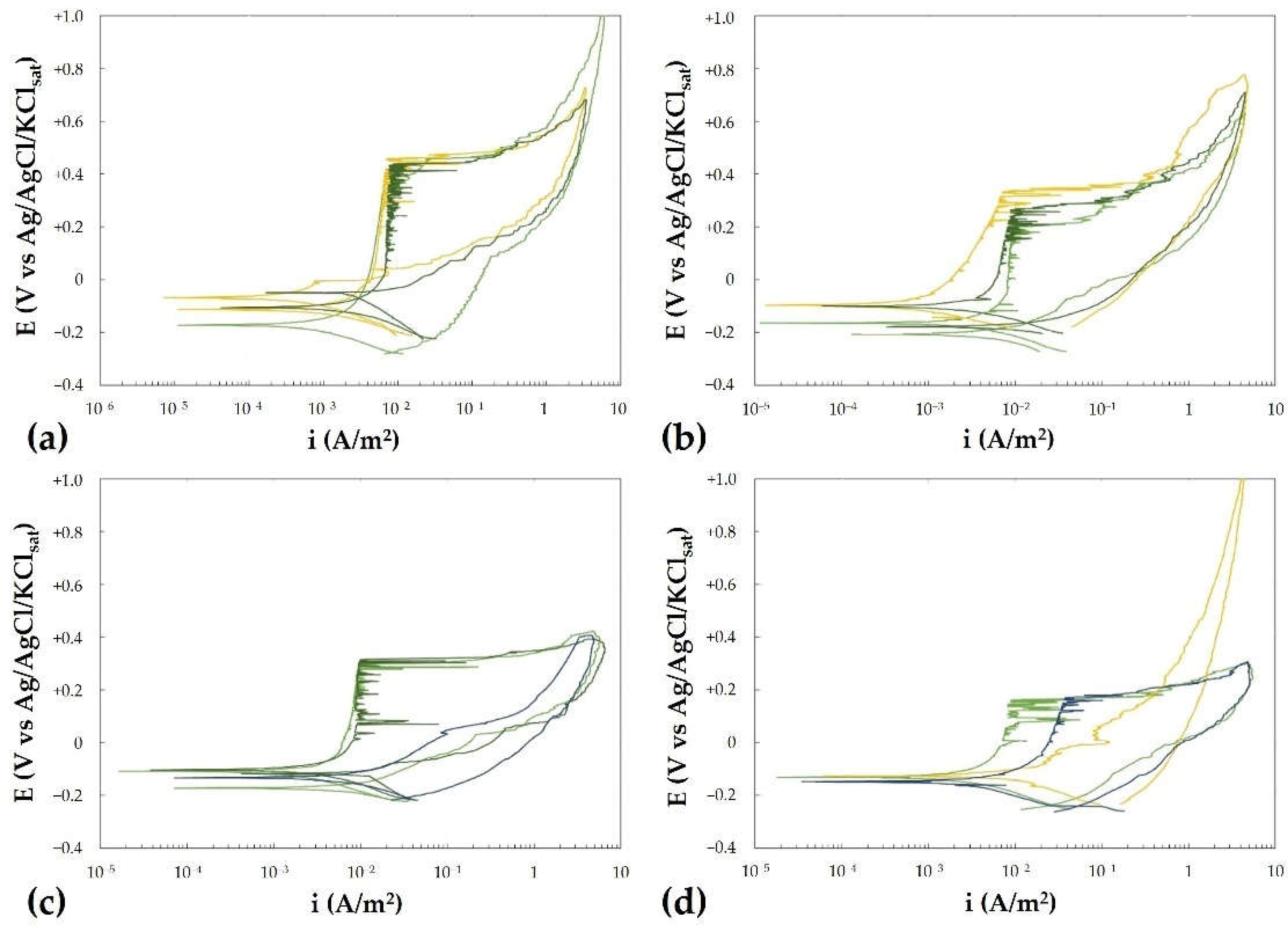
3.2. Pitting Potential Determination
Cyclic Potentiodynamic Polarization Test
- Three tests were performed on the cross-section of three different specimens for each grade and finish, with a chloride concentration of 100 ppm, for a total of 30 runs;
- Three tests were performed on the cross-section of three different specimens for each grade and finish, with a chloride concentration of 1000 ppm, for a total of 30 runs;
- Two tests were performed on the lateral surface of two different specimens for each grade and finish, with a chloride concentration of 100 ppm, for a total of 20 runs.
3.3. Critical Pitting Chloride Concentration Determination
Potentiostatic Polarization Test
3.4. Accelerated and Natural Exposure Tests
3.4.1. Ferric Chloride Corrosion Test
- Two for each finish and stainless-steel grade, to test the pitting corrosion resistance for a total of twenty samples;
- Two for each finish and stainless-steel grade with two O-rings on each one of them to test the crevice corrosion resistance for a total of twenty samples.
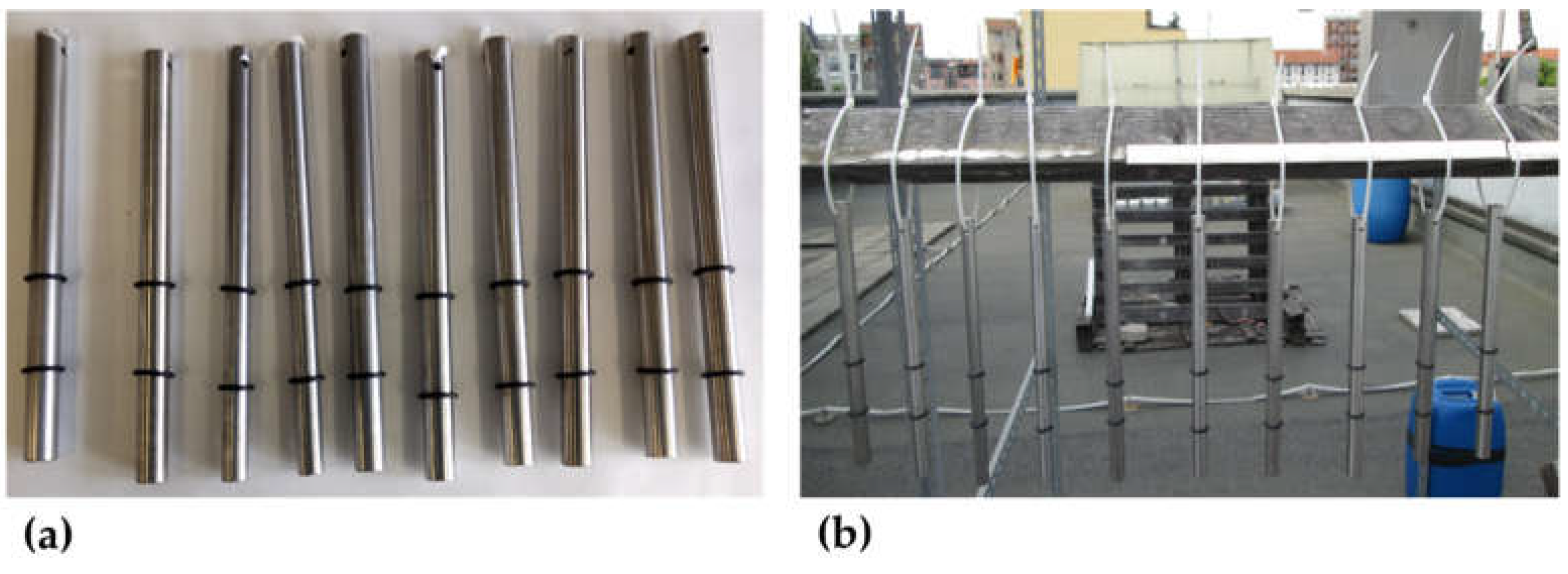
3.4.2. Exposure Tests
Salt Spray Corrosion Test
Atmospheric Corrosion Test
3.5. Localized Corrosion Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baroux, B. Further Insights on the Pitting Corrosion of Stainless Steels. In Corrosion Mechanisms in Theory and Practice: Third Edition; CRC Press: Boca Raton, FL, USA, 2011; pp. 419–448. [Google Scholar]
- EN 10088-1:2014; Stainless Steels: List of Stainless Steels. European Standard: Brussels, Belgium, 2014.
- Eiselstein, L.E.; Huet, R.; Kruger, J.; Verink, E.D., Jr.; Staehle, R.W.; Nessim, M.; Verink, E.D., Jr.; Verink, E.D., Jr.; Thompson, W.T.; Kaye, M.H.; et al. Uhlig’s Corrosion Handbook, 3rd ed.; Revie, R.W., Ed.; Wiley: Hoboken, NJ, USA, 2011; p. 1296. ISBN 978-0-470-87286-4. [Google Scholar] [CrossRef]
- Pedeferri, P. Corrosion Science and Engineering, 1st ed.; Engineering Materials; Springer International Publishing: Cham, Switerland, 2018; ISBN 978-3-319-97625-9. [Google Scholar] [CrossRef]
- Sedriks, A.J. Corrosion of Stainless Steel, 2nd ed.; U.S. Department of Energy Office of Scientific and Technical Information: Oak Ridge, TN, USA, 1996; ISBN 978-0-471-00792-0. [Google Scholar]
- Iversen, A.; Leffler, B. Aqueous Corrosion of Stainless Steels. In Shreir’s Corrosion; Elsevier: Amsterdam, The Netherlands, 2010; pp. 1802–1878. [Google Scholar] [CrossRef]
- Sedriks, A.J. Effects of Alloy Composition and Microstructure on the Passivity of Stainless Steels. Corrosion 1986, 42, 376–389. [Google Scholar] [CrossRef]
- Ilevbare, G.O.; Burstein, G.T. The role of alloyed molybdenum in the inhibition of pitting corrosion in stainless steels. Corros. Sci. 2001, 43, 485–513. [Google Scholar] [CrossRef]
- Olefjord, I.; Wegrelius, L. The influence of nitrogen on the passivation of stainless steels. Corros. Sci. 1996, 38, 1203–1220. [Google Scholar] [CrossRef]
- Rhouma, A.B.; Sidhom, H.; Braham, C.; Lédion, J.; Fitzpatrick, M.E. Effects of surface preparation on pitting resistance, residual stress, and stress corrosion cracking in austenitic stainless steels. J. Mater. Eng. Perform. 2001, 10, 507–514. [Google Scholar] [CrossRef]
- Peguet, L.; Malki, B.; Baroux, B. Influence of cold working on the pitting corrosion resistance of stainless steels. Corros. Sci. 2007, 49, 1933–1948. [Google Scholar] [CrossRef]
- Fontana, M.G. Corrosion Engineering; McGraw-Hill Book Company: New York, NY, USA, 1986; ISBN 978-0-07-293973-6. [Google Scholar]
- Szklarska-Smialowska, Z. Pitting Corrosion of Metals; Pitting Corrosion of Metals; National Association of Corrosion Engineers (NACE): Houston, TX, USA, 1986; p. 431. [Google Scholar] [CrossRef] [Green Version]
- Štefec, R.; Franz, F. A study of the pitting corrosion of cold-worked stainless steel. Corros. Sci. 1978, 18, 161–168. [Google Scholar] [CrossRef]
- Frankel, G.S. Pitting Corrosion of Metals: A Review of the Critical Factors. J. Electrochem. Soc. 1998, 145, 2186–2198. [Google Scholar] [CrossRef]
- Shibata, T. Statistical and Stochastic Approaches to Localized Corrosion. Corrosion 1996, 52, 813–830. [Google Scholar] [CrossRef]
- Brenna, A.; Bolzoni, F.; Lazzari, L.; Ormellese, M. Predicting the risk of pitting corrosion initiation of stainless steels using a Markov chain model. Mater. Corros. 2018, 69, 348–357. [Google Scholar] [CrossRef]
- Salvago, G.; Taccani, G.; Fumagalli, G. Corrosion potential and breakdown potential distributions for stainless steels in seawater. In Proceedings of the CORROSION 96, Denver, CO, USA, 24–29 March 1996. [Google Scholar]
- Dastgerdi, A.A.; Brenna, A.; Ormellese, M.; Pedeferri, M.; Bolzoni, F. Electrochemical methods for the determination of Pedeferri’s diagram of stainless steel in chloride containing environment. Mater. Corros. 2019, 70, 9–18. [Google Scholar] [CrossRef] [Green Version]
- Dastgerdi, A.A.; Brenna, A.; Ormellese, M.; Pedeferri, M.; Bolzoni, F. Experimental design to study the influence of temperature, pH, and chloride concentration on the pitting and crevice corrosion of UNS S30403 stainless steel. Corros. Sci. 2019, 159, 108160. [Google Scholar] [CrossRef] [Green Version]
- Laycock, N.J.; Stewart, J.; Newman, R.C. The initiation of crevice corrosion in stainless steels. Corros. Sci. 1997, 39, 1791–1809. [Google Scholar] [CrossRef]
- Szklarska-Smialowska, Z.; Mankowski, J. Crevice corrosion of stainless steels in sodium chloride solution. Corros. Sci. 1978, 18, 953–960. [Google Scholar] [CrossRef]
- Bolzoni, F.; Contreras, G.; Fumagalli, G.; Lazzari, L.; Re, G. Localized corrosion: An empirical approach to the study of passive film breakdown rates. Corrosion 2013, 69, 352–363. [Google Scholar] [CrossRef]
- Hilbert, L.R.; Bagge-Ravn, D.; Kold, J.; Gram, L. Influence of surface roughness of stainless steel on microbial adhesion and corrosion resistance. Int. Biodeterior. Biodegrad. 2003, 52, 175–185. [Google Scholar] [CrossRef]
- Halamova, M.; Liptakova, T.; Alaskari, A.; Bolzoni, F. Influence of surface structure on corrosion behaviour of welded stainless steel AISI 316L. Commun. Sci. Lett. Univ. Zilina 2014, 16, 78–83. [Google Scholar] [CrossRef]
- Zatkalíková, V.; Liptáková, T. Pitting corrosion of stainless steel at the various surface treatment. Mater. Eng. 2011, 18, 115–120. [Google Scholar]
- Grabke, H.J.; Muller-Lorenz, E.M.; Strauss, S.; Pippel, E.; Woltersdorf, J. Effects of grain size, cold working, and surface finish on the metal-dusting resistance of steels. Oxid. Met. 1998, 50, 241–254. [Google Scholar] [CrossRef]
- Mohammad, H.M.; Ahmed, F.S. Effects of Heat Treatment and Surface Finish on the Crevice Corrosion Resistance of Martensitic Stainless Steel. Basrah J. Eng. Sci. 2017, 17, 9–17. [Google Scholar] [CrossRef]
- Bellezze, T.; Viceré, A.; Giuliani, G.; Sorrentino, E.; Roventi, G. Study of Localized Corrosion of AISI 430 and AISI 304 Batches Having Different Roughness. Metals 2018, 8, 244. [Google Scholar] [CrossRef] [Green Version]
- ASTM G61-86; Test Method for Conducting Cyclic Potentiodynamic Polarization Measurements for Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based Alloys. ASTM International: West Conshohocken, PA, USA, 2018; p. 5. [CrossRef]
- ASTM G48-11; Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels. ASTM International: West Conshohocken, PA, USA, 2020; p. 11. [CrossRef]
- ASTM B117-18; Society for Protective Coatings Standard Practice for Operating Salt Spray (FOG) Apparatus. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM G50-10; Practice for Conducting Atmospheric Corrosion Tests on Metals. ASTM International: West Conshohocken, PA, USA, 2015; p. 6. [CrossRef]
- DIN 4768:1990-05; Determination of Values of Surface Roughness Parameters Ra. Rz, Rmax Using Electrical Contact (Stylus) Instruments: Concepts and Measuring Conditions. Deutsches Institut für Norming Berlin: Berlin, Germany, 1990.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AISI | PREN | C (wt.%) | Si (wt.%) | Mn (wt.%) | P (wt.%) | S (wt.%) | Cr (wt.%) | Mo (wt.%) | N (wt.%) | Cu (wt.%) | Ni (wt.%) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 430 | 17 | <0.08 | <1.00 | <1.00 | <0.040 | <0.030 | 16.0–18.0 | - | - | - | - |
| 430F | 17.8 | 0.10–0.17 | <1.00 | <1.50 | <0.040 | 0.15–0.35 | 15.5–17.5 | 0.20–0.60 | - | - | - |
| 303 | 19.7 | <0.10 | <1.00 | <2.00 | <0.045 | 0.15–0.35 | 17.0–19.0 | - | <0.10 | <1.00 | 8.0–10.0 |
| 304L | 20.2 | <0.030 | <1.00 | <2.00 | <0.045 | <0.030 | 17.5–19.5 | - | <0.10 | - | 8.0–10.5 |
| 316L | 26.6 | <0.030 | <1.00 | <2.00 | <0.045 | <0.030 | 16.5–18.5 | 2.00–2.50 | - | - | 10.0–13.0 |
| Transverse (mm) | Eval. Length (mm) | Point Density (Points/mm) | Filter Type | Cut off λ (mm) | Damping (%) | Crack Suppression |
|---|---|---|---|---|---|---|
| 5.6 mm | 4 | 500 | RC | 0.80 | 75 | No |
| AISI | Surface Finishing | Ra (μm) | Rz DIN (μm) | Pt (μm) |
|---|---|---|---|---|
| 430 | Drawn | 0.496 | 4.135 | 6.558 |
| 430 | Ground | 0.352 | 2.583 | 3.563 |
| 430F | Drawn | 0.975 | 7.579 | 15.332 |
| 430F | Ground | 0.361 | 2.639 | 2.672 |
| 303 | Drawn | 0.519 | 4.690 | 8.641 |
| 303 | Ground | 0.394 | 2.622 | 3.525 |
| 304L | Drawn | 1.072 | 7.083 | 12.764 |
| 304L | Ground | 0.305 | 2.007 | 2.918 |
| 316L | Drawn | 0.850 | 5.995 | 8.021 |
| 316L | Ground | 0.411 | 2.750 | 3.750 |
| Cross-Section | Lateral Surface | ||||||
|---|---|---|---|---|---|---|---|
| AISI | Surface Finishing | 1000 mg/L Chlorides | 100 mg/L Chlorides | 100 mg/L Chlorides | |||
| Ep (V) | Erep (V) | Ep (V) | Erep (V) | Ep (V) | Erep (V) | ||
| 430 | Ground | 0.28 | −0.10 | 0.42 | −0.10 | 0.38 | 0.06 |
| 430 | Drawn | 0.13 | −0.25 | 0.27 | −0.19 | 0.27 | −0.05 |
| 430F | Ground | active | active | active | active | 0.06 | −0.11 |
| 430F | Drawn | active | active | active | active | 0.13 | −0.15 |
| 303 | Ground | 0.12 | −0.21 | 0.17 | −0.21 | 0.38 | 0.08 |
| 303 | Drawn | 0.09 | −0.14 | 0.19 | −0.19 | 0.35 | 0.14 |
| 304L | Ground | 0.17 | −0.09 | 0.25 | −0.01 | 0.49 | 0.19 |
| 304L | Drawn | 0.11 | 0.02 | 0.20 | 0.04 | 0.41 | 0.20 |
| 316L | Ground | 0.20 | −0.09 | 0.36 | −0.02 | 0.55 | 0.25 |
| 316L | Drawn | 0.18 | −0.04 | 0.23 | −0.04 | 0.42 | 0.21 |
| AISI | Surface Finishing | Chlorides at Initiation Time (mg/L) |
|---|---|---|
| 430 | Drawn | 300–1000 |
| 430 | Ground | 3000 |
| 430F | Drawn | 10–30 |
| 430F | Ground | 10 |
| 303 | Drawn | 100–300 |
| 303 | Ground | 30–100 |
| 304L | Drawn | 100–1000 |
| 304L | Ground | 1000–>10,000 |
| 316L | Drawn | 3000–10,000 |
| 316L | Ground | >10,000 |
| AISI | Surface Finishing | Mass Loss Crevice (g) | Mass Loss Pitting (g) | Average Pit Density (Pit/cm2) |
|---|---|---|---|---|
| 430 | Drawn | 1.45 | 1.62 | 12.07 |
| 430 | Ground | 1.42 | 1.06 | 1.86 |
| 430F | Drawn | 1.70 | 1.69 | Uniform corrosion |
| 430F | Ground | 1.66 | 1.69 | Uniform corrosion |
| 303 | Drawn | 1.12 | 1.23 | 6.03 |
| 303 | Ground | 1.13 | 1.31 | 4.32 |
| 304L | Drawn | 1.03 | 0.95 | 4.43 |
| 304L | Ground | 1.39 | 1.05 | n.a. |
| 316L | Drawn | 1.15 | 0.92 | 5.46 |
| 316L | Ground | 1.59 | 1.36 | 6.14 |
| AISI | Surface Finishing | Pit Initiation (h) | Pit Density (Pit/cm2) |
|---|---|---|---|
| 430 | Drawn | 336 | 0.74 |
| 430 | Ground | 504 | 0.46 |
| 430F | Drawn | 72 | 2.04 |
| 430F | Ground | 72 | 2.91 |
| 303 | Drawn | 336 | 0.16 |
| 303 | Ground | 504 | 0.36 |
| 304L | Drawn | - | - |
| 304L | Ground | - | - |
| 316L | Drawn | - | - |
| 316L | Ground | - | - |
| AISI | 430 | 430F | 303 | 304L | 316L | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Ground | Drawn | Ground | Drawn | Ground | Drawn | Ground | Drawn | Ground | Drawn | |
| Staining initiation time (days) | 78 | 35 | 78 | 78 | 207 | 207 | 267 | 207 | 267 | 267 |
| Sample | AISI 430 | AISI 430F | AISI 303 | AISI 304L | AISI 316L | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| G | D | G | D | G | D | G | D | G | D | |
| Salt spray test | ||||||||||
| Marine atmosphere | ||||||||||
| Urban atmosphere | ||||||||||
| FeCl3 solution | ||||||||||
| Potentiodynamic test—1000 ppm [Cl−] | ||||||||||
| Potentiodynamic test—100 ppm [Cl−] | ||||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Messinese, E.; Casanova, L.; Paterlini, L.; Capelli, F.; Bolzoni, F.; Ormellese, M.; Brenna, A. A Comprehensive Investigation on the Effects of Surface Finishing on the Resistance of Stainless Steel to Localized Corrosion. Metals 2022, 12, 1751. https://doi.org/10.3390/met12101751
Messinese E, Casanova L, Paterlini L, Capelli F, Bolzoni F, Ormellese M, Brenna A. A Comprehensive Investigation on the Effects of Surface Finishing on the Resistance of Stainless Steel to Localized Corrosion. Metals. 2022; 12(10):1751. https://doi.org/10.3390/met12101751
Chicago/Turabian StyleMessinese, Elena, Luca Casanova, Luca Paterlini, Fausto Capelli, Fabio Bolzoni, Marco Ormellese, and Andrea Brenna. 2022. "A Comprehensive Investigation on the Effects of Surface Finishing on the Resistance of Stainless Steel to Localized Corrosion" Metals 12, no. 10: 1751. https://doi.org/10.3390/met12101751
APA StyleMessinese, E., Casanova, L., Paterlini, L., Capelli, F., Bolzoni, F., Ormellese, M., & Brenna, A. (2022). A Comprehensive Investigation on the Effects of Surface Finishing on the Resistance of Stainless Steel to Localized Corrosion. Metals, 12(10), 1751. https://doi.org/10.3390/met12101751