

Research Progress of Laser Additive Manufacturing Nickel-Based Alloy Metal Matrix Composites


 ,
,
Abstract
:1. Introduction
2. Reinforcement Adding
2.1. Physical Matching and Interface Bonding
2.2. Coefficient of Thermal Expansion and Laser Absorption Rate
2.3. Shape and Size
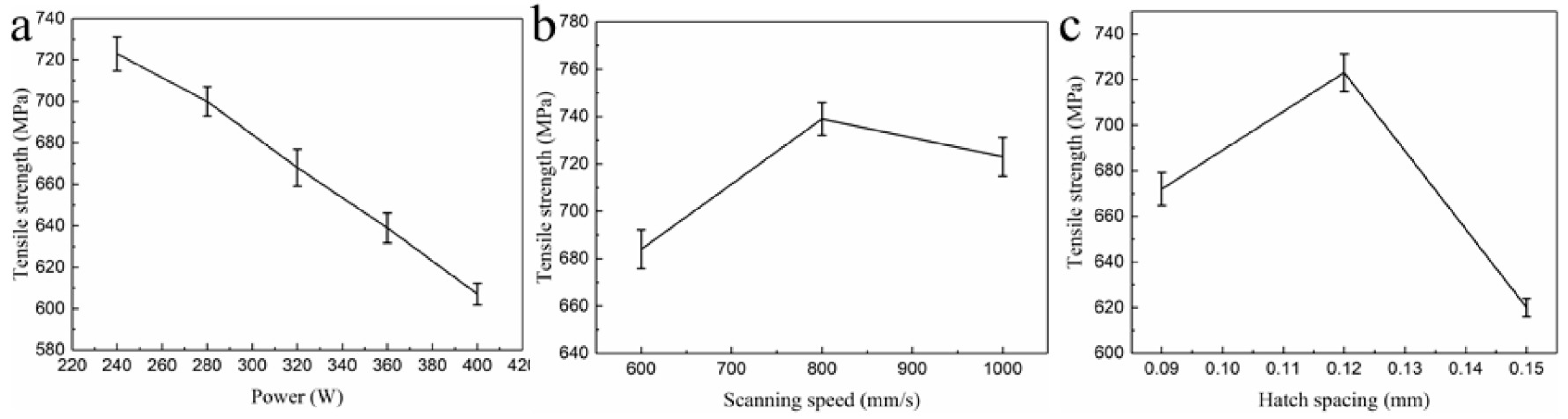
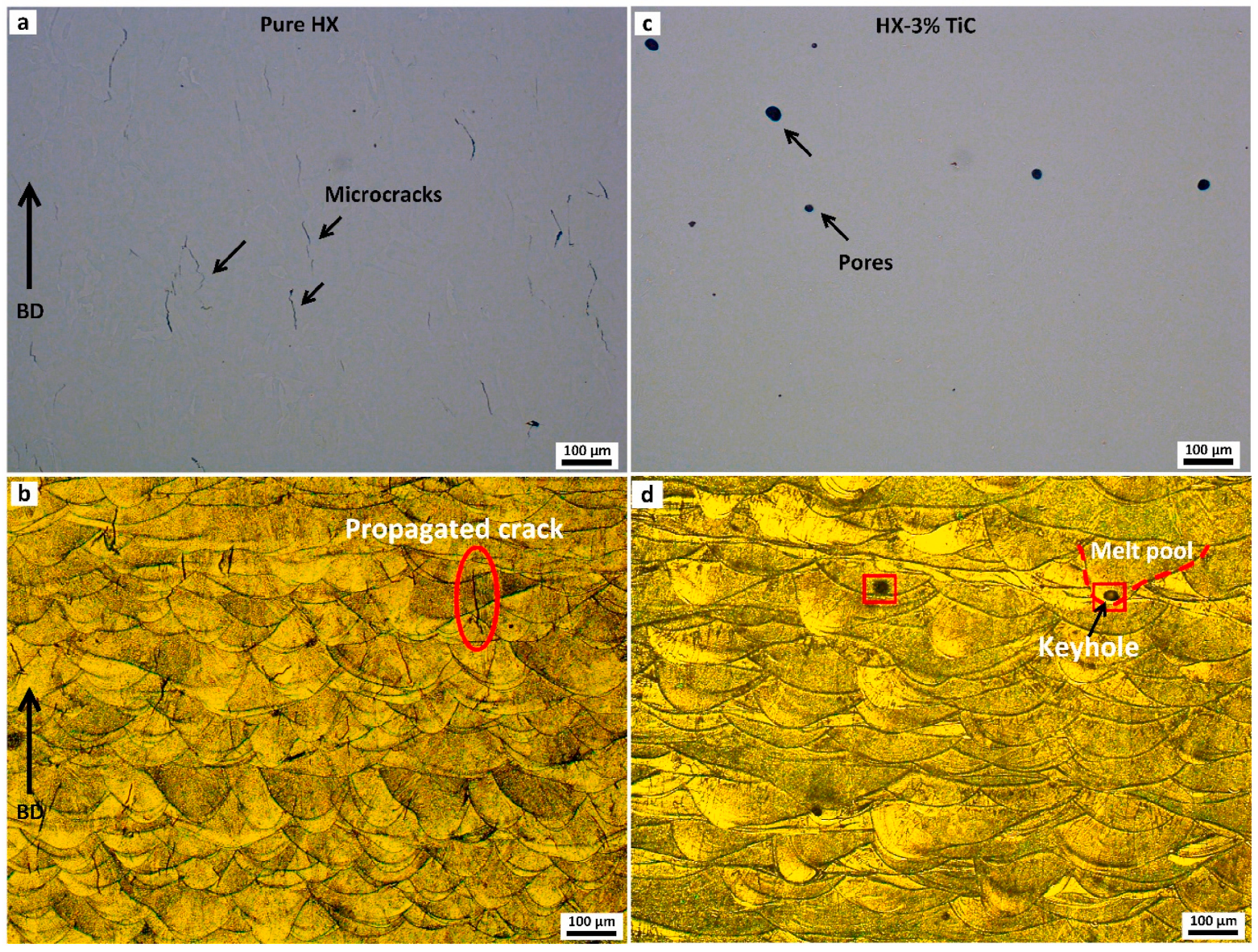
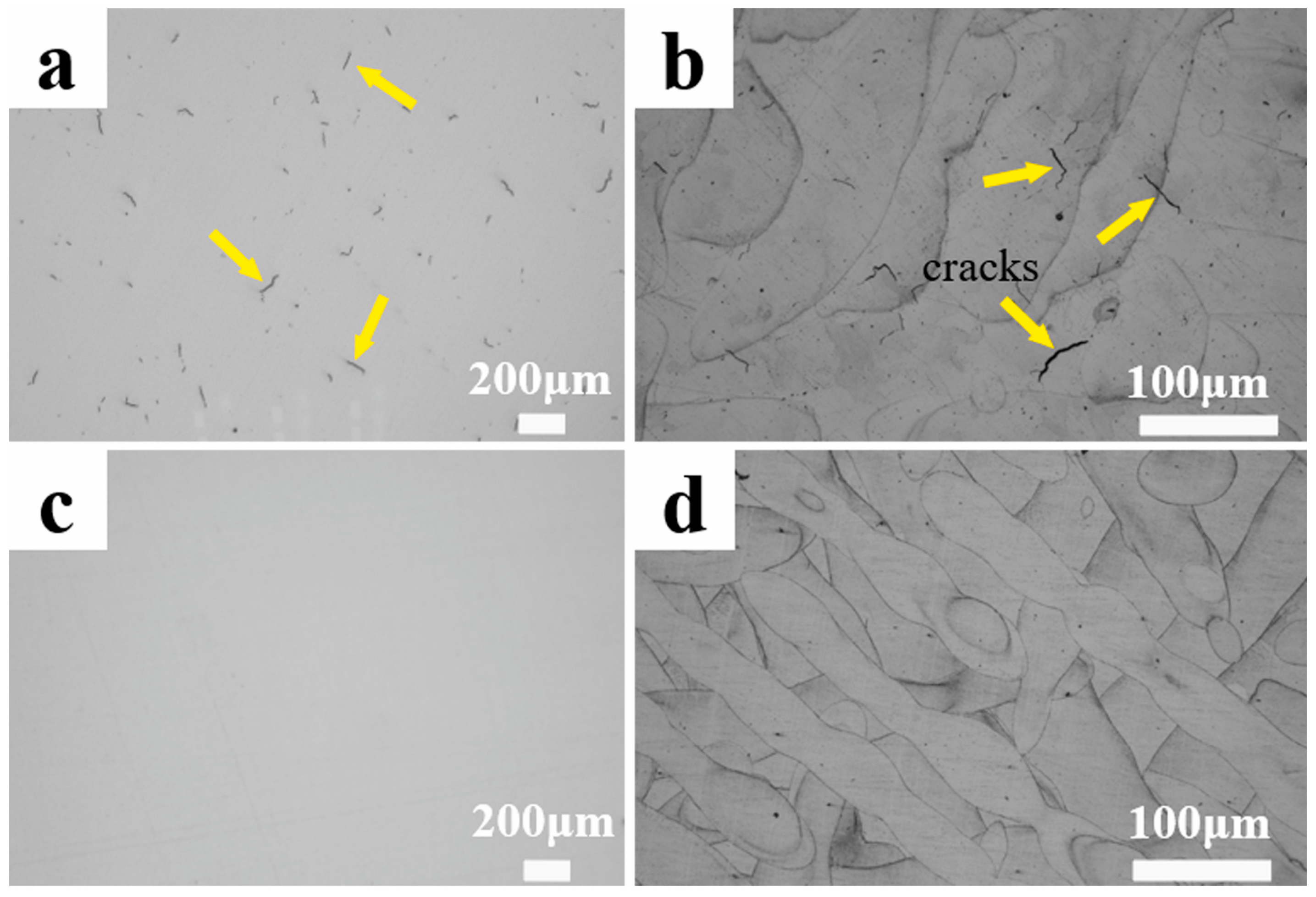
3. Process Parameter Optimizing for Controlling Defect
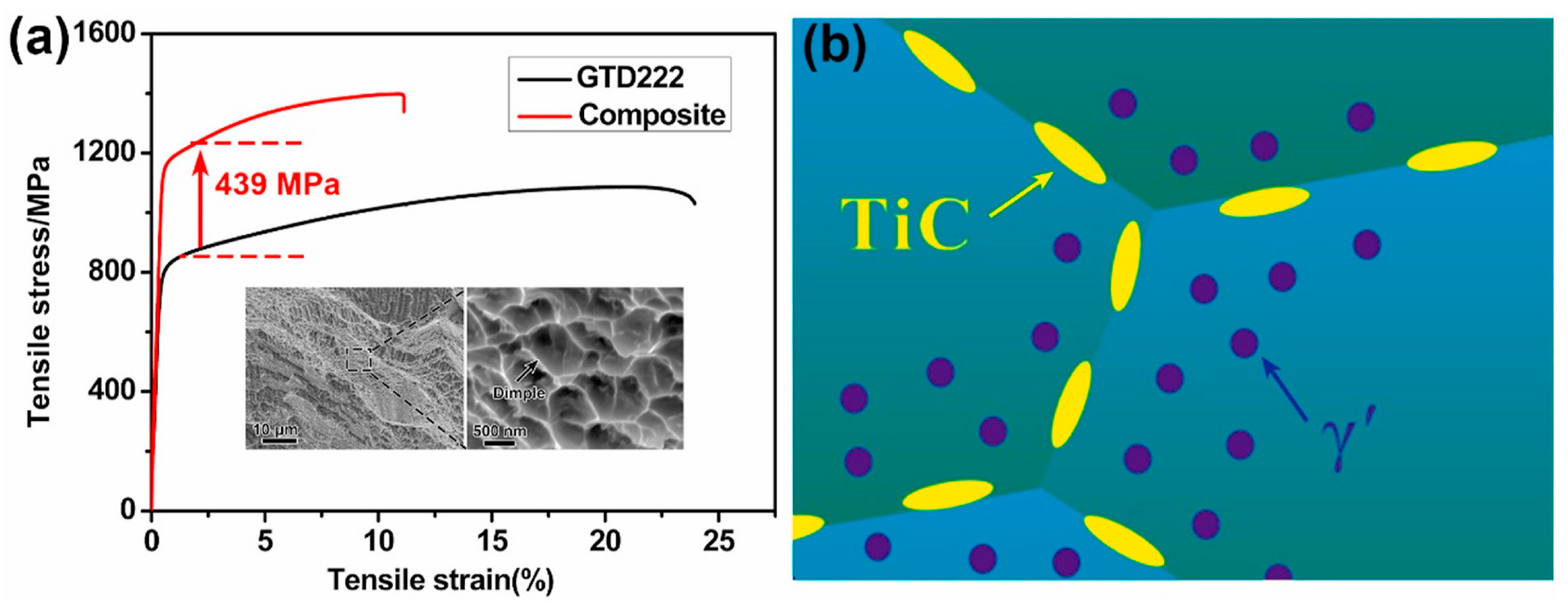
4. Strengthening Mechanism
5. Heat Treatment of Nickel-Based Alloy Composites
6. Conclusions and Prospect
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Laser Aided Direct Metal Deposition of Inconel 625 Superalloy: Microstructural Evolution and Thermal Stability. Mater. Sci. Eng. A 2009, 509, 98–104. [Google Scholar] [CrossRef]
- Ma, D.; Stoica, A.D.; Wang, Z.; Beese, A.M. Crystallographic Texture in an Additively Manufactured Nickel-Base Superalloy. Mater. Sci. Eng. A 2017, 684, 47–53. [Google Scholar] [CrossRef] [Green Version]
- Xu, F.; Lv, Y.; Liu, Y.; Shu, F.; He, P.; Xu, B. Microstructural Evolution and Mechanical Properties of Inconel 625 Alloy during Pulsed Plasma Arc Deposition Process. J. Mater. Sci. Technol. 2013, 29, 480–488. [Google Scholar] [CrossRef]
- Gao, S.; Hou, J.; Yang, F.; Guo, Y.; Zhou, L. Effect of Ta on Microstructural Evolution and Mechanical Properties of a Solid-Solution Strengthening Cast Ni-Based Alloy during Long-Term Thermal Exposure at 700 °C. J. Alloys Compd. 2017, 729, 903–913. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, R.; Lv, Y.; Liu, W.; Liu, Y. Microstructures and Mechanical Properties of Heat Treated TiC/GTD222 Nickel-Based Composite Prepared by Selective Laser Melting. Mater. Sci. Eng. A 2022, 851, 143588. [Google Scholar] [CrossRef]
- Gu, D.; Zhang, H.; Dai, D.; Xia, M.; Hong, C.; Poprawe, R. Laser Additive Manufacturing of Nano-TiC Reinforced Ni-Based Nanocomposites with Tailored Microstructure and Performance. Compos. Part B Eng. 2019, 163, 585–597. [Google Scholar] [CrossRef]
- Xia, T.; Wang, R.; Bi, Z.; Wang, R.; Zhang, P.; Sun, G.; Zhang, J. Microstructure and Mechanical Properties of Carbides Reinforced Nickel Matrix Alloy Prepared by Selective Laser Melting. Materials 2021, 14, 4792. [Google Scholar] [CrossRef] [PubMed]
- Lan, L.; Xuan, W.; Wang, J.; Li, C.; Ren, Z.; Yu, J.; Peng, J. Interfacial Microstructure of Partial Transient Liquid Phase Bonding of Si 3 N 4 to Nickel-Base Superalloy Using Ti/Au/Ni Interlayers. Vacuum 2016, 130, 105–108. [Google Scholar] [CrossRef]
- Zhang, H.; Gu, D.; Ma, C.; Guo, M.; Yang, J.; Zhang, H.; Chen, H.; Li, C.; Svynarenko, K.; Kosiba, K. Understanding Tensile and Creep Properties of WC Reinforced Nickel-Based Composites Fabricated by Selective Laser Melting. Mater. Sci. Eng. A 2021, 802, 140431. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Zhang, L.; Man, C.; Zhu, G.; Yao, J.; Yao, J.; Wang, L.; Cheng, X.; et al. Effect of TiC Content on the Mechanical and Corrosion Properties of Inconel 718 Alloy Fabricated by a High-Throughput Dual-Feed Laser Metal Deposition System. J. Alloys Compd. 2019, 803, 637–648. [Google Scholar] [CrossRef]
- Zheng, B.; Topping, T.; Smugeresky, J.E.; Zhou, Y.; Biswas, A.; Baker, D.; Lavernia, E.J. The Influence of Ni-Coated TiC on Laser-Deposited IN625 Metal Matrix Composites. Metall. Mater. Trans. A 2010, 41, 568–573. [Google Scholar] [CrossRef] [Green Version]
- Trosch, T.; Strößner, J.; Völkl, R.; Glatzel, U. Microstructure and Mechanical Properties of Selective Laser Melted Inconel 718 Compared to Forging and Casting. Mater. Lett. 2016, 164, 428–431. [Google Scholar] [CrossRef]
- Song, Z.; Gao, S.; Wang, Z.; Lan, L.; Hou, J.; He, B. Effects of Non-Equilibrium Microstructures on Microstructure Evolution and Mechanical Properties of Laser Powder Bed Fusion IN625 Ni-Based Superalloy during Long-Term Thermal Exposure at 700 °C and 750 °C. Mater. Sci. Eng. A 2022, 856, 143883. [Google Scholar] [CrossRef]
- Xu, J.; Kontis, P.; Peng, R.L.; Moverare, J. Modelling of Additive Manufacturability of Nickel-Based Superalloys for Laser Powder Bed Fusion. Acta Mater. 2022, 240, 118307. [Google Scholar] [CrossRef]
- Bai, C.; Lan, L.; Xin, R.; Gao, S.; He, B. Microstructure Evolution and Cyclic Deformation Behavior of Ti-6Al-4 V Alloy via Electron Beam Melting during Low Cycle Fatigue. Int. J. Fatigue 2022, 159, 106784. [Google Scholar] [CrossRef]
- Hwang, J.Y.; Lim, B.K.; Tiley, J.; Banerjee, R.; Hong, S.H. Interface Analysis of Ultra-High Strength Carbon Nanotube/Nickel Composites Processed by Molecular Level Mixing. Carbon 2013, 57, 282–287. [Google Scholar] [CrossRef]
- Liu, Z.; Tian, J.; Li, B.; Zhao, L. Microstructure and Mechanical Behaviors of in Situ TiC Particulates Reinforced Ni Matrix Composites. Mater. Sci. Eng. A 2010, 527, 3898–3903. [Google Scholar] [CrossRef]
- Song, Q.; Xu, Q.; Xu, L.; Ning, Z.; Lou, T.; Xie, H.; Qi, Y.; Yu, K. Synthesis of Ni-TiC Composite Powder Electrochemically in Molten Chlorides. J. Alloys Compd. 2017, 690, 116–122. [Google Scholar] [CrossRef]
- Luu, D.N.; Zhou, W.; Nai, S.M.L.; Yang, Y. Mitigation of Solute Segregation during Solutionization of Selective Laser Melted Inconel 718 through Micron-TiC Addition. J. Alloys Compd. 2022, 897, 163224. [Google Scholar] [CrossRef]
- Jia, Q.; Gu, D. Selective Laser Melting Additive Manufacturing of TiC/Inconel 718 Bulk-Form Nanocomposites: Densification, Microstructure, and Performance. J. Mater. Res. 2014, 29, 1960–1969. [Google Scholar] [CrossRef]
- Shi, Q.; Zhong, G.; Sun, Y.; Politis, C.; Yang, S. Effects of Laser Melting+remelting on Interfacial Macrosegregation and Resulting Microstructure and Microhardness of Laser Additive Manufactured H13/IN625 Bimetals. J. Manuf. Process. 2021, 71, 345–355. [Google Scholar] [CrossRef]
- Yang, S.; Han, Q.; Yin, Y.; Zhang, Z.; Wang, L.; Zhu, Z.; Liu, H.; Ma, T.; Gao, Z. Effects of TiB2 Content on the Processability and Mechanical Performance of Hastelloy-X Based Composites Fabricated by Selective Laser Melting. Opt. Laser Technol. 2022, 155, 108441. [Google Scholar] [CrossRef]
- Chen, L.; Sun, Y.; Li, L.; Ren, X. Effect of Heat Treatment on the Microstructure and High Temperature Oxidation Behavior of TiC/Inconel 625 Nanocomposites Fabricated by Selective Laser Melting. Corros. Sci. 2020, 169, 108606. [Google Scholar] [CrossRef]
- Ao, M.; Liu, H.; Dong, C. The Effect of La2O3 Addition on Intermetallic-Free Aluminium Matrix Composites Reinforced with TiC and Al2O3 Ceramic Particles. Ceram. Int. 2019, 45, 12001–12009. [Google Scholar] [CrossRef]
- Lakshmikanthan, A.; Bontha, S.; Krishna, M.; Koppad, P.G.; Ramprabhu, T. Microstructure, Mechanical and Wear Properties of the A357 Composites Reinforced with Dual Sized SiC Particles. J. Alloys Compd. 2019, 786, 570–580. [Google Scholar] [CrossRef]
- Narayanasamy, R.; Ramesh, T.; Prabhakar, M. Effect of Particle Size of SiC in Aluminium Matrix on Workability and Strain Hardening Behaviour of P/M Composite. Mater. Sci. Eng. A 2009, 504, 13–23. [Google Scholar] [CrossRef]
- Kumar, B.A.; Murugan, N.; Dinaharan, I. Dry Sliding Wear Behavior of Stir Cast AA6061-T6/AlNp Composite. Trans. Nonferrous Met. Soc. China 2014, 24, 2785–2795. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Kent, D.; Schaffer, G.B. Powder Injection Moulding of an Al–AlN Metal Matrix Composite. Mater. Sci. Eng. A 2009, 513–514, 352–356. [Google Scholar] [CrossRef]
- Gao, X.; Wang, W.; Shang, F.; Liu, R.; Zhao, W.; Sun, T. Preparation and Interfacial Bonding of Oversize ZrO2 Reinforced Metal Matrix Composites Prepared by Spark Plasma Sintering. Mater. Lett. 2022, 329, 133152. [Google Scholar] [CrossRef]
- Umanath, K.; Palanikumar, K.; Selvamani, S.T. Analysis of Dry Sliding Wear Behaviour of Al6061/SiC/Al2O3 Hybrid Metal Matrix Composites. Compos. Part B Eng. 2013, 53, 159–168. [Google Scholar] [CrossRef]
- Lei, J.; Shi, C.; Zhou, S.; Gu, Z.; Zhang, L.-C. Enhanced Corrosion and Wear Resistance Properties of Carbon Fiber Reinforced Ni-Based Composite Coating by Laser Cladding. Surf. Coat. Technol. 2018, 334, 274–285. [Google Scholar] [CrossRef] [Green Version]
- Isaza Merino, C.A.; Ledezma Sillas, J.E.; Meza, J.M.; Herrera Ramirez, J.M. Metal Matrix Composites Reinforced with Carbon Nanotubes by an Alternative Technique. J. Alloys Compd. 2017, 707, 257–263. [Google Scholar] [CrossRef]
- Geng, H.; Chen, B.; Wan, J.; Shen, J.; Kondoh, K.; Li, J.S. Matrix Effect on Strengthening Behavior of Carbon Nanotubes in Aluminum Matrix Composites. Mater. Charact. 2023, 195, 112484. [Google Scholar] [CrossRef]
- Gao, Y.; Zou, J.; Wang, X.; Wang, X.; Yang, J.; Wang, H. Microstructure and Mechanical Performance of Graphene Nanosheets Reinforced Nickel-Based Superalloy FGH95 Composite. Nanomaterials 2020, 10, 100. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gao, Y.-X.; Zou, J.-W.; Wang, X.-F.; Yang, J.; Li, Z.; Zhu, Y.-Y.; Wang, H.-M. An Approach to the Uniform Dispersion of Graphene Nanosheets in Powder Metallurgy Nickel-Based Superalloy. Materials 2019, 12, 974. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, R.; Zhu, G.; Zhou, W.; Wang, W.; Wang, D.; Dong, A.; Shu, D.; Sun, B. An Enhanced Strength Ni Matrix Composite Reinforced by a 3D Network Structure of TiN Nano-Particles. Mater. Des. 2020, 191, 108638. [Google Scholar] [CrossRef]
- Huang, L.J.; Geng, L.; Peng, H.-X. Microstructurally Inhomogeneous Composites: Is a Homogeneous Reinforcement Distribution Optimal? Prog. Mater. Sci. 2015, 71, 93–168. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Hamim, S.U.; Karbalaei Akbari, M.; Fakhrhoseini, S.M.; Khayyam, H.; Pakseresht, A.H.; Ghasali, E.; Zabet, M.; Munir, K.S.; Jia, S.; et al. Carbon Fiber Reinforced Metal Matrix Composites: Fabrication Processes and Properties. Compos. Part Appl. Sci. Manuf. 2017, 92, 70–96. [Google Scholar] [CrossRef]
- Khoddamzadeh, A.; Liu, R.; Liang, M.; Yang, Q. Wear Resistant Carbon Fiber Reinforced Stellite Alloy Composites. Mater. Des. 1980–2015 2014, 56, 487–494. [Google Scholar] [CrossRef]
- Sahoo, B.P.; Das, D.; Rath, P.; Chakrabarty, S.; Roy, S.; Mohanta, K. Improving Reinforcement Properties of CNTs in Aluminium Matrix Composites: A Case of Surface Modification through AlN Nano-Particle Grafting. Surf. Interfaces 2022, 102571. [Google Scholar] [CrossRef]
- Mallakpour, S.; Khadem, E. Carbon Nanotube–Metal Oxide Nanocomposites: Fabrication, Properties and Applications. Chem. Eng. J. 2016, 302, 344–367. [Google Scholar] [CrossRef]
- Wang, M.; Zhao, Y.; Wang, L.-D.; Zhu, Y.-P.; Wang, X.-J.; Sheng, J.; Yang, Z.-Y.; Shi, H.-L.; Shi, Z.-D.; Fei, W.-D. Achieving High Strength and Ductility in Graphene/Magnesium Composite via an in-Situ Reaction Wetting Process. Carbon 2018, 139, 954–963. [Google Scholar] [CrossRef]
- Zhou, W.; Yamaguchi, T.; Kikuchi, K.; Nomura, N.; Kawasaki, A. Effectively Enhanced Load Transfer by Interfacial Reactions in Multi-Walled Carbon Nanotube Reinforced Al Matrix Composites. Acta Mater. 2017, 125, 369–376. [Google Scholar] [CrossRef]
- Yin, Y.; Zhang, J.; Gao, J.; Zhang, Z.; Han, Q.; Zan, Z. Laser Powder Bed Fusion of Ni-Based Hastelloy X Superalloy: Microstructure, Anisotropic Mechanical Properties and Strengthening Mechanisms. Mater. Sci. Eng. A 2021, 827, 142076. [Google Scholar] [CrossRef]
- Zhang, B.; Bi, G.; Nai, S.; Sun, C.; Wei, J. Microhardness and Microstructure Evolution of TiB2 Reinforced Inconel 625/TiB2 Composite Produced by Selective Laser Melting. Opt. Laser Technol. 2016, 80, 186–195. [Google Scholar] [CrossRef]
- Tan, C.; Ma, W.; Deng, C.; Zhang, D.; Zhou, K. Additive Manufacturing SiC-Reinforced Maraging Steel: Parameter Optimisation, Microstructure and Properties. Adv. Powder Mater. 2023, 2, 100076. [Google Scholar] [CrossRef]
- Konopatsky, A.S.; Kvashnin, D.G.; Corthay, S.; Boyarintsev, I.; Firestein, K.L.; Orekhov, A.; Arkharova, N.; Golberg, D.V.; Shtansky, D.V. Microstructure Evolution during AlSi10Mg Molten Alloy/BN Microflake Interactions in Metal Matrix Composites Obtained through 3D Printing. J. Alloys Compd. 2021, 859, 157765. [Google Scholar] [CrossRef]
- Xu, R.; Geng, Z.; Wu, Y.; Chen, C.; Ni, M.; Li, D.; Zhang, T.; Huang, H.; Liu, F.; Li, R.; et al. Microstructure and Mechanical Properties of In-Situ Oxide-Dispersion-Strengthened NiCrFeY Alloy Produced by Laser Powder Bed Fusion. Adv. Powder Mater. 2022, 1, 100056. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Reis, M.; Vieira, M. Aluminum and Nickel Matrix Composites Reinforced by CNTs: Dispersion/Mixture by Ultrasonication. Metals 2017, 7, 279. [Google Scholar] [CrossRef]
- Zhou, S.; Zhang, W.; Liu, M.; Ren, W.; Zhou, Q.; Wei, J.; Wu, P. Strength-Toughness Combination in Nickel Matrix Composites Reinforced by Hybrid Graphene Nanoplatelets-Titanium Diboride. Carbon 2023, 201, 1137–1148. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, B.; Tan, C.C.; Raghavan, S.; Lim, Y.-F.; Sun, C.-N.; Wei, J.; Chi, D. Microstructural Characteristics and Mechanical Properties of Carbon Nanotube Reinforced Inconel 625 Parts Fabricated by Selective Laser Melting. Mater. Des. 2016, 112, 290–299. [Google Scholar] [CrossRef]
- Chen, Z.; Wei, P.; Zhang, S.; Lu, B.; Zhang, L.; Yang, X.; Huang, K.; Huang, Y.; Li, X.; Zhao, Q. Graphene Reinforced Nickel-Based Superalloy Composites Fabricated by Additive Manufacturing. Mater. Sci. Eng. A 2020, 769, 138484. [Google Scholar] [CrossRef]
- Ding, Y.; Zhang, S.; Liu, J. Research Progress of Particulate Reinforced Nickel Matrix Composites. FOUNDRY Technol. 2014, 35, 1376-05. [Google Scholar]
- Han, Q.; Gu, Y.; Gu, H.; Yin, Y.; Song, J.; Zhang, Z.; Soe, S. Laser Powder Bed Fusion of WC-Reinforced Hastelloy-X Composite: Microstructure and Mechanical Properties. J. Mater. Sci. 2021, 56, 1768–1782. [Google Scholar] [CrossRef]
- Zhang, Z.; Han, Q.; Yang, S.; Yin, Y.; Gao, J.; Setchi, R. Laser Powder Bed Fusion of Advanced Submicrometer TiB2 Reinforced High-Performance Ni-Based Composite. Mater. Sci. Eng. A 2021, 817, 141416. [Google Scholar] [CrossRef]
- Wang, W.; Wang, S.; Chen, F.; Zhang, X.; Xu, Y. Microstructure and Mechanical Properties of Ti N/Inconel 718 Composites Fabricated by Selective Laser Melting. ACTA Metall. Sin. 2021, 57, 1018–1026. [Google Scholar] [CrossRef]
- Guo, C.; Yu, Z.; Hu, X.; Li, G.; Zhou, F.; Xu, Z.; Han, S.; Zhou, Y.; Ward, R.M.; Zhu, Q. Y2O3 Nanoparticles Decorated IN738LC Superalloy Manufactured by Laser Powder Bed Fusion: Cracking Inhibition, Microstructures and Mechanical Properties. Compos. Part B Eng. 2022, 230, 109555. [Google Scholar] [CrossRef]
- Cooper, D.E.; Blundell, N.; Maggs, S.; Gibbons, G.J. Additive Layer Manufacture of Inconel 625 Metal Matrix Composites, Reinforcement Material Evaluation. J. Mater. Process. Technol. 2013, 213, 2191–2200. [Google Scholar] [CrossRef]
- Wang, R.; Wang, W.; Zhu, G.; Pan, W.; Zhou, W.; Wang, D.; Li, F.; Huang, H.; Jia, Y.; Du, D.; et al. Microstructure and Mechanical Properties of the TiN Particles Reinforced IN718C Composite. J. Alloys Compd. 2018, 762, 237–245. [Google Scholar] [CrossRef]
- Hong, C.; Gu, D.; Dai, D.; Gasser, A.; Weisheit, A.; Kelbassa, I.; Zhong, M.; Poprawe, R. Laser Metal Deposition of TiC/Inconel 718 Composites with Tailored Interfacial Microstructures. Opt. Laser Technol. 2013, 54, 98–109. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, J. Effect of Post Heat Treatment on the Microstructure and Tensile Properties of Nano TiC Particulate Reinforced Inconel 718 by Selective Laser Melting. J. Manuf. Sci. Eng. 2020, 142, 051004. [Google Scholar] [CrossRef]
- Jiang, D.; Hong, C.; Zhong, M.; Alkhayat, M.; Weisheit, A.; Gasser, A.; Zhang, H.; Kelbassa, I.; Poprawe, R. Fabrication of Nano-TiCp Reinforced Inconel 625 Composite Coatings by Partial Dissolution of Micro-TiCp through Laser Cladding Energy Input Control. Surf. Coat. Technol. 2014, 249, 125–131. [Google Scholar] [CrossRef]
- Tan, C.; Zou, J.; Wang, D.; Ma, W.; Zhou, K. Duplex Strengthening via SiC Addition and In-Situ Precipitation in Additively Manufactured Composite Materials. Compos. Part B Eng. 2022, 236, 109820. [Google Scholar] [CrossRef]
- Yu, W.H.; Sing, S.L.; Chua, C.K.; Kuo, C.N.; Tian, X.L. Particle-Reinforced Metal Matrix Nanocomposites Fabricated by Selective Laser Melting: A State of the Art Review. Prog. Mater. Sci. 2019, 104, 330–379. [Google Scholar] [CrossRef]
- Li, X.P.; Ji, G.; Chen, Z.; Addad, A.; Wu, Y.; Wang, H.W.; Vleugels, J.; Van Humbeeck, J.; Kruth, J.P. Selective Laser Melting of Nano-TiB2 Decorated AlSi10Mg Alloy with High Fracture Strength and Ductility. Acta Mater. 2017, 129, 183–193. [Google Scholar] [CrossRef]
- Li, W.; Di, R.; Yuan, R.; Song, H.; Lei, J. Microstructure, Wear Resistance and Electrochemical Properties of Spherical/Non-Spherical WC Reinforced Inconel 625 Superalloy by Laser Melting Deposition. J. Manuf. Process. 2022, 74, 413–422. [Google Scholar] [CrossRef]
- Hong, C.; Gu, D.; Dai, D.; Alkhayat, M.; Urban, W.; Yuan, P.; Cao, S.; Gasser, A.; Weisheit, A.; Kelbassa, I.; et al. Laser Additive Manufacturing of Ultrafine TiC Particle Reinforced Inconel 625 Based Composite Parts: Tailored Microstructures and Enhanced Performance. Mater. Sci. Eng. A 2015, 635, 118–128. [Google Scholar] [CrossRef]
- Cao, S. Laser Melting Deposition Processed TiC Reinforced Nickel-based Superalloy Composites: Process Control Mechanism and Trans-Scale Reinforcing Effect; Nanjing University of Aeronautics and Astronautics: Nanjing, China, 2017. [Google Scholar]
- AlMangour, B.; Baek, M.-S.; Grzesiak, D.; Lee, K.-A. Strengthening of Stainless Steel by Titanium Carbide Addition and Grain Refinement during Selective Laser Melting. Mater. Sci. Eng. A 2018, 712, 812–818. [Google Scholar] [CrossRef]
- Chen, L.; Sun, Y.; Li, L.; Ren, Y.; Ren, X. In Situ TiC/Inconel 625 Nanocomposites Fabricated by Selective Laser Melting: Densification Behavior, Microstructure Evolution, and Wear Properties. Appl. Surf. Sci. 2020, 518, 145981. [Google Scholar] [CrossRef]
- Wang, G.; Huang, L.; Liu, Z.; Qin, Z.; He, W.; Liu, F.; Chen, C.; Nie, Y. Process Optimization and Mechanical Properties of Oxide Dispersion Strengthened Nickel-Based Superalloy by Selective Laser Melting. Mater. Des. 2020, 188, 108418. [Google Scholar] [CrossRef]
- Han, Q.; Gu, Y.; Huang, J.; Wang, L.; Low, K.W.Q.; Feng, Q.; Yin, Y.; Setchi, R. Selective Laser Melting of Hastelloy X Nanocomposite: Effects of TiC Reinforcement on Crack Elimination and Strength Improvement. Compos. Part B Eng. 2020, 202, 108442. [Google Scholar] [CrossRef]
- Cheng, X.; Zhao, Y.; Qian, Z.; Wu, J.; Dong, J.; Ma, Z.; Liu, Y. Crack Elimination and Mechanical Properties Enhancement in Additive Manufactured Hastelloy X via In-Situ Chemical Doping of Y2O3. Mater. Sci. Eng. A 2021, 824, 141867. [Google Scholar] [CrossRef]
- AlMangour, B.; Kim, Y.-K.; Grzesiak, D.; Lee, K.-A. Novel TiB2-Reinforced 316L Stainless Steel Nanocomposites with Excellent Room- and High-Temperature Yield Strength Developed by Additive Manufacturing. Compos. Part B Eng. 2019, 156, 51–63. [Google Scholar] [CrossRef]
- Zhai, W.; Zhou, W.; Nai, S.M.L. Grain Refinement and Strengthening of 316L Stainless Steel through Addition of TiC Nanoparticles and Selective Laser Melting. Mater. Sci. Eng. A 2022, 832, 142460. [Google Scholar] [CrossRef]
- Chen, H.; Lu, T.; Wang, Y.; Liu, Y.; Shi, T.; Prashanth, K.G.; Kosiba, K. Laser Additive Manufacturing of Nano-TiC Particles Reinforced CoCrFeMnNi High-Entropy Alloy Matrix Composites with High Strength and Ductility. Mater. Sci. Eng. A 2022, 833, 142512. [Google Scholar] [CrossRef]
- Wang, R.; Zhu, G.; Yang, C.; Zhou, W.; Wang, D.; Dong, A.; Shu, D.; Sun, B. Novel Selective Laser Melting Processed In-Situ TiC Particle-Reinforced Ni Matrix Composite with Excellent Processability and Mechanical Properties. Mater. Sci. Eng. A 2020, 797, 140145. [Google Scholar] [CrossRef]
- Yao, X.; Moon, S.K.; Lee, B.Y.; Bi, G. Effects of Heat Treatment on Microstructures and Tensile Properties of IN718/TiC Nanocomposite Fabricated by Selective Laser Melting. Int. J. Precis. Eng. Manuf. 2017, 18, 1693–1701. [Google Scholar] [CrossRef]
- Liu, F.; Lin, X.; Yang, G.; Song, M.; Chen, J.; Huang, W. Microstructure and Residual Stress of Laser Rapid Formed Inconel 718 Nickel-Base Superalloy. Opt. Laser Technol. 2011, 43, 208–213. [Google Scholar] [CrossRef]
- Měsíček, J.; Čegan, T.; Ma, Q.-P.; Halama, R.; Skotnicová, K.; Hajnyš, J.; Juřica, J.; Krpec, P.; Pagáč, M. Effect of Artificial Aging on the Strength, Hardness, and Residual Stress of SLM AlSi10Mg Parts Prepared from the Recycled Powder. Mater. Sci. Eng. A 2022, 855, 143900. [Google Scholar] [CrossRef]
- Vinodh, K.; Tigga, A.K.; Barad, S. Influence of Post-Processing Techniques on Residual Stresses of SLM Processed HPNGV. J. Manuf. Process. 2021, 66, 189–197. [Google Scholar] [CrossRef]
- Tridello, A.; Fiocchi, J.; Biffi, C.A.; Chiandussi, G.; Rossetto, M.; Tuissi, A.; Paolino, D.S. Effect of Microstructure, Residual Stresses and Building Orientation on the Fatigue Response up to 109 Cycles of an SLM AlSi10Mg Alloy. Int. J. Fatigue 2020, 137, 105659. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reinforcement | Material | YS (MPa) | UTS (MPa) | EI (%) | Ref. |
|---|---|---|---|---|---|
| WC | Hastelloy X | 590.0 | 780.0 | 37.0 | [54] |
| WC/Hastelloy X | 670.0 | 850.0 | 32.0 | ||
| TiB2 | Hastelloy X | 555.9 | 692.5 | 6.1 | [55] |
| TiB2/Hastelloy X | 715.5 | 1053.2 | 7.2 | ||
| TiN | IN718 | 950.0 | - | 45 | [56] |
| TiN/IN718 | 1024.0 | - | 30 | ||
| Y2O3 | IN738 | 1050 | 1190 | 6.7 | [57] |
| Y2O3/IN738 | 1004 | 1148 | 7.2 |
| Particals | Density ρ/(g/cm3) | CTE α/(10−6/°C) | Modulus of Elasticity E/GPa | Melting Point °C |
|---|---|---|---|---|
| TiB2 | 1.50 | 6.39 | 550 | 2980 |
| SiC | 3.21 | 5.40 | 480 | 2700 |
| TiC | 4.93 | 7.20 | 360 | 3140 |
| WC | 15.50 | 2.82 | 132 | 2870 |
| AlN | 3.26 | 4.84 | 310 | 2200 |
| Al2O3 | 3.97 | 6.80 | 460 | 2054 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Gao, S.; Li, S.; Zhang, W.; Lan, L.; Jiang, Y.; He, B. Research Progress of Laser Additive Manufacturing Nickel-Based Alloy Metal Matrix Composites. Metals 2023, 13, 129. https://doi.org/10.3390/met13010129
Wang Z, Gao S, Li S, Zhang W, Lan L, Jiang Y, He B. Research Progress of Laser Additive Manufacturing Nickel-Based Alloy Metal Matrix Composites. Metals. 2023; 13(1):129. https://doi.org/10.3390/met13010129
Chicago/Turabian StyleWang, Zhiqiang, Shuang Gao, Shuijin Li, Weiguang Zhang, Liang Lan, Yifu Jiang, and Bo He. 2023. "Research Progress of Laser Additive Manufacturing Nickel-Based Alloy Metal Matrix Composites" Metals 13, no. 1: 129. https://doi.org/10.3390/met13010129
APA StyleWang, Z., Gao, S., Li, S., Zhang, W., Lan, L., Jiang, Y., & He, B. (2023). Research Progress of Laser Additive Manufacturing Nickel-Based Alloy Metal Matrix Composites. Metals, 13(1), 129. https://doi.org/10.3390/met13010129