

Mechanism of Microstructural Alterations of M50 Bearing Steel during Rolling Contact Fatigue under High Loads


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Subsurface Microstructure Alterations
3.2. Near Surface Microstructure
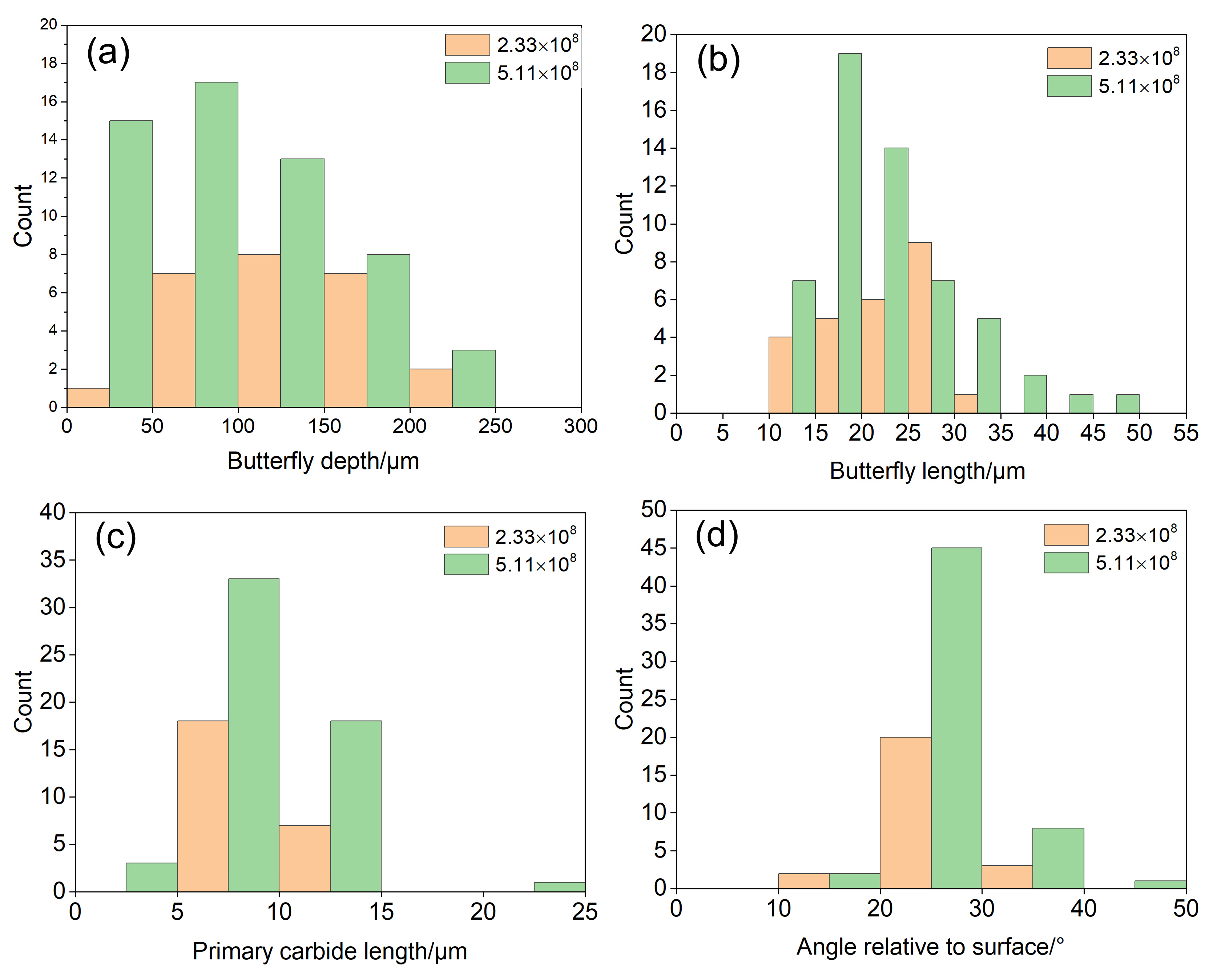
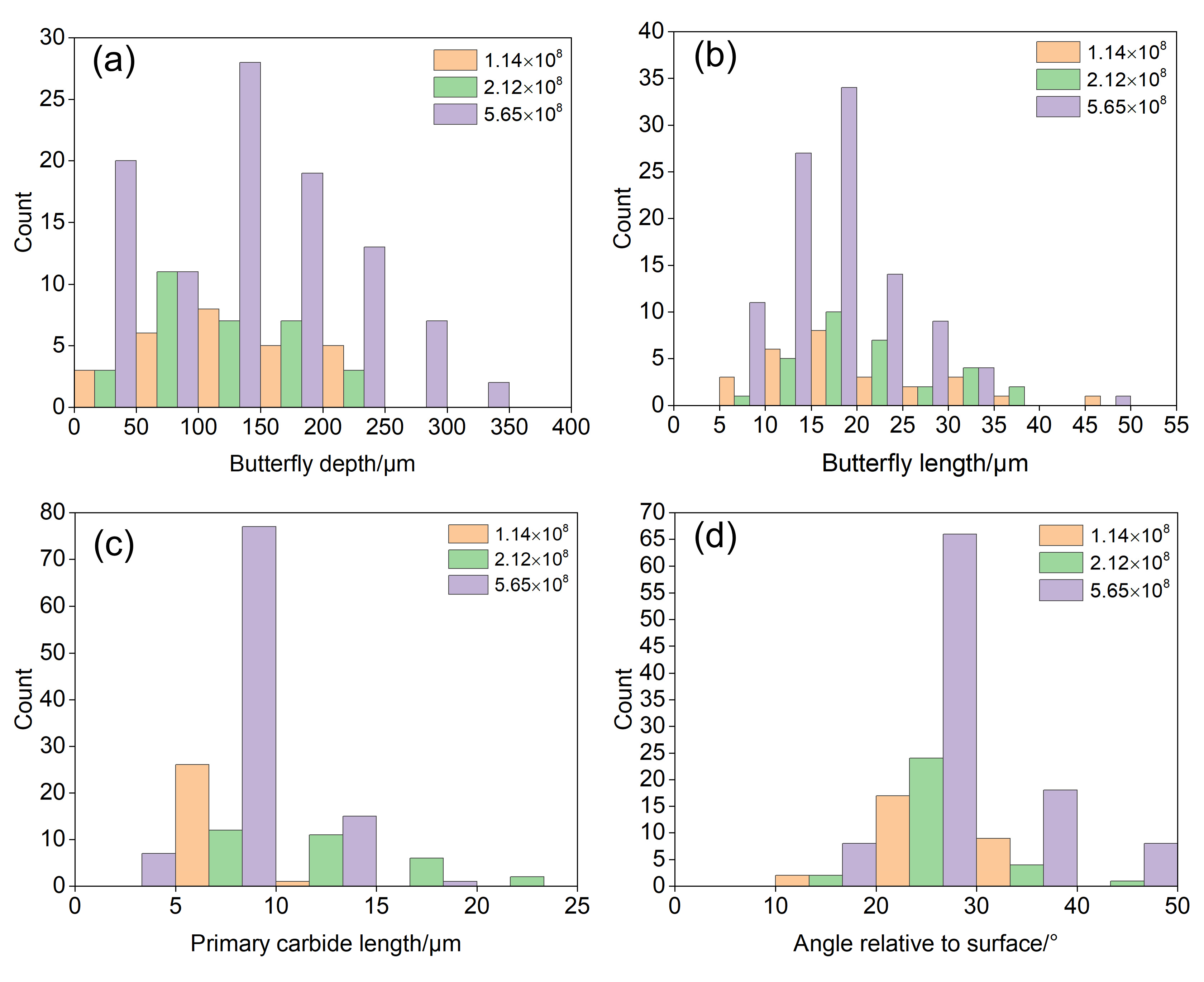
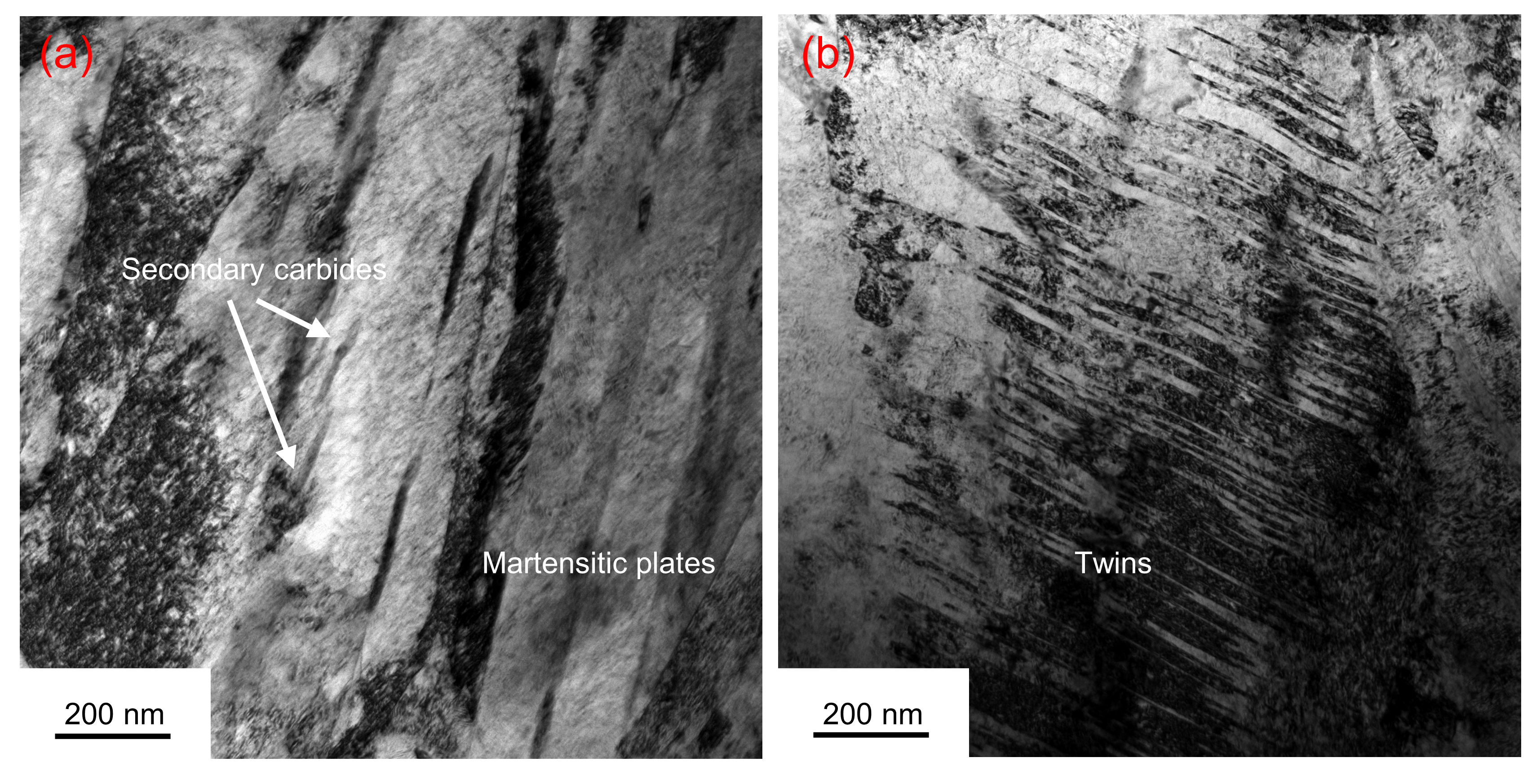
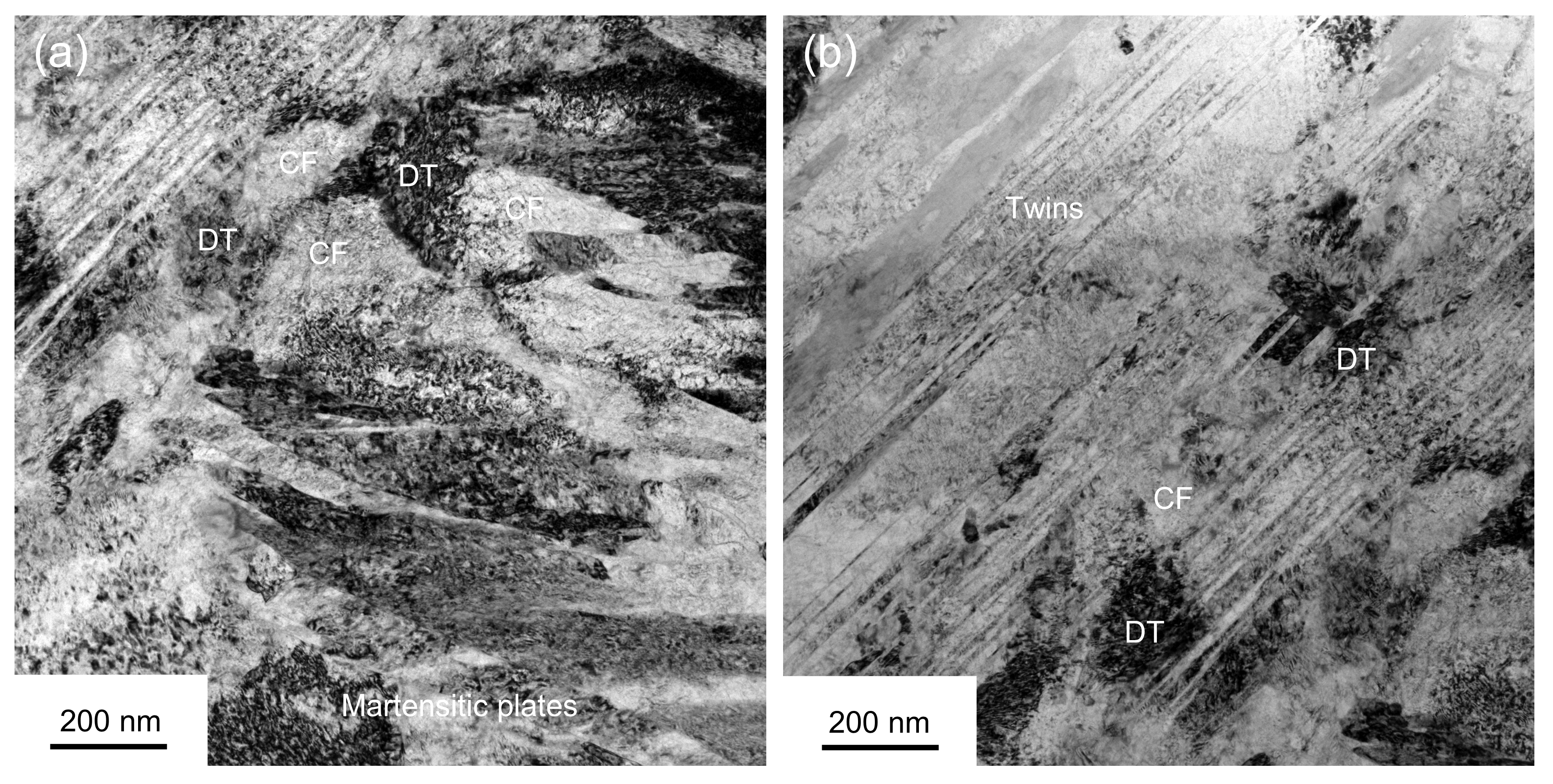
3.3. Microstructure of the DER and Butterfly
3.4. Formation Mechanism of Butterflies
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sugino, K.; Miyamoto, K.; Nagumo, M.; Aoki, K. Structural Alterations of Bearing Steels under Rolling Contact Fatigue. Trans. Iron Steel Inst. Jpn. 1970, 10, 98–111. [Google Scholar] [CrossRef] [Green Version]
- Swahn, H.; Becker, P.C.; Vingsbo, O. Martensite decay during rolling contact fatigue in ball bearings. Metall. Trans. A 1976, 7, 1099–1110. [Google Scholar] [CrossRef]
- Swahn, H.; Becker, P.C.; Vingsbo, O. Electron-microscope studies of carbide decay during contact fatigue in ball bearings. Met. Sci. 1976, 10, 35–39. [Google Scholar] [CrossRef]
- Österlund, R.; Vingsbo, O. Phase changes in fatigued ball bearings. Metall. Trans. A 1980, 11, 701–707. [Google Scholar] [CrossRef]
- Fu, H.; Song, W.; Galindo-Nava, E.I.; Rivera-Díaz-Del-Castillo, P.E. Strain-induced martensite decay in bearing steels under rolling contact fatigue: Modelling and atomic-scale characterisation. Acta Mater. 2017, 139, 163–173. [Google Scholar] [CrossRef]
- Kang, J.-H.; Hosseinkhani, B.; Vegter, R.H.; Rivera-Díaz-Del-Castillo, P.E. Modelling dislocation assisted tempering during rolling contact fatigue in bearing steels. Int. J. Fatigue 2015, 75, 115–125. [Google Scholar] [CrossRef]
- Kang, J.H.; Kim, J.; Kang, J.Y.; Kwon, S.-W.; Kang, M.-W.; Hong, S.H. Multiscale study on the dark-etching region due to rolling contact fatigue of 0.57 C-bearing steel. Acta Mater. 2022, 226, 117666. [Google Scholar] [CrossRef]
- Voskamp, A.P.; Österlund, R.; Becker, P.C.; Vingsbo, O. Gradual changes in residual stress and microstructure during contact fatigue in ball bearings. Met. Technol. 1980, 7, 14–21. [Google Scholar] [CrossRef]
- Šmeļova, V.; Schwedt, A.; Wang, L.; Holweger, W.; Mayer, J. Electron microscopy investigations of microstructural alterations due to classical Rolling Contact Fatigue (RCF) in martensitic AISI 52100 bearing steel. Int. J. Fatigue 2017, 98, 142–154. [Google Scholar] [CrossRef]
- Fu, H.; Rivera-Díaz-Del-Castillo, P.E.J. Evolution of White Etching Bands in 100Cr6 Bearing Steel under Rolling Contact-Fatigue. Metals 2019, 9, 491. [Google Scholar] [CrossRef] [Green Version]
- El Laithy, M.; Wang, L.; Harvey, T.J.; Vierneusel, B. Re-investigation of dark etching regions and white etching bands in SAE 52,100 bearing steel due to rolling contact fatigue. Int. J. Fatigue 2020, 136, 105591. [Google Scholar] [CrossRef]
- Abdullah, M.U.; Khan, Z.A.; Kruhoeffer, W.; Blass, T.; Vierneusel, B. Development of white etching bands under accelerated rolling contact fatigue. Tribol. Int. 2021, 164, 107240. [Google Scholar] [CrossRef]
- Abdullah, M.U.; Khan, Z.A.; Kruhoeffer, W. Evaluation of Dark Etching Regions for Standard Bearing Steel under Accelerated Rolling Contact Fatigue. Tribol. Int. 2020, 152, 106579. [Google Scholar] [CrossRef]
- El Laithy, M.; Wang, L.; Harvey, T.J.; Schwedt, A.; Vierneusel, B.; Mayer, J. White etching bands formation mechanisms due to rolling contact fatigue. Acta Mater. 2022, 232, 117932. [Google Scholar] [CrossRef]
- Forster, N.H.; Rosado, L.; Ogden, W.P.; Trivedi, H.K. Rolling Contact Fatigue Life and Spall Propagation Characteristics of AISI M50, M50 NiL, and AISI 52100, Part III: Metallurgical Examination. Tribol. Trans. 2009, 53, 52–59. [Google Scholar] [CrossRef]
- Bhattacharyya, A.; Subhash, G.; Arakere, N.; Allison, B.D.; McCoy, B. Influence of Residual Stress and Temperature on the Cyclic Hardening Response of M50 High-Strength Bearing Steel Subjected to Rolling Contact Fatigue. J. Eng. Mater. Technol. 2016, 138, 021003. [Google Scholar] [CrossRef]
- Martin, J.A.; Borgese, S.F.; Eberhardt, A.D. Microstructural Alterations of Rolling—Bearing Steel Undergoing Cyclic Stressing. J. Basic Eng. 1966, 88, 555. [Google Scholar] [CrossRef]
- Loy, B.; McCallum, R. Mode of formation of spherical particles in rolling contact fatigue. Wear 1973, 24, 219–228. [Google Scholar] [CrossRef]
- Becker, P.C. Microstructural changes around non-metallic inclusions caused by rolling-contact fatigue of ball-bearing steels. Met. Technol. 1981, 8, 234–243. [Google Scholar] [CrossRef]
- Grabulov, A.; Ziese, U.; Zandbergen, H.W. TEM/SEM investigation of microstructural changes within the white etching area under rolling contact fatigue and 3-D crack reconstruction by focused ion beam. Scr. Mater. 2007, 57, 635–638. [Google Scholar] [CrossRef]
- Grabulov, A.; Petrov, R.; Zandbergen, H.W. EBSD investigation of the crack initiation and TEM/FIB analyses of the microstructural changes around the cracks formed under Rolling Contact Fatigue (RCF). Int. J. Fatigue 2010, 32, 576–583. [Google Scholar] [CrossRef]
- Hashimoto, K.; Fujimatsu, T.; Tsunekage, N.; Hiraoka, K.; Kida, K.; Santos, E.C. Study of rolling contact fatigue of bearing steels in relation to various oxide inclusions. Mater. Des. 2011, 32, 1605–1611. [Google Scholar] [CrossRef]
- Evans, M.H.; Walker, J.C.; Ma, C.; Wang, L.; Wood, R.J.K. A FIB/TEM study of butterfly crack formation and white etching area (WEA) microstructural changes under rolling contact fatigue in 100Cr6 bearing steel. Mater. Sci. Eng. A 2013, 570, 127–134. [Google Scholar] [CrossRef]
- Bruce, T.; Rounding, E.; Long, H.; Dwyer-Joyce, R. Characterisation of white etching crack damage in wind turbine gearbox bearings. Wear 2015, 338, 164–177. [Google Scholar] [CrossRef] [Green Version]
- Errichello, R.; Budny, R.; Eckert, R. Investigations of bearing failures associated with white etching areas (WEAs) in wind turbine gearboxes. Tribol. Trans. 2013, 56, 1069–1076. [Google Scholar] [CrossRef]
- Evans, M.H.; Richardson, A.D.; Wang, L.; Wood, R.J.K. Serial sectioning investigation of butterfly and white etching crack (WEC) formation in wind turbine gearbox bearings. Wear 2013, 302, 1573–1582. [Google Scholar] [CrossRef]
- Evans, M.-H.; Richardson, A.; Wang, L.; Wood, R.; Anderson, W. Confirming subsurface initiation at non-metallic inclusions as one mechanism for white etching crack (WEC) formation. Tribol. Int. 2014, 75, 87–97. [Google Scholar] [CrossRef]
- Richardson, A.D.; Evans, M.-H.; Wang, L.; Wood, R.J.K.; Ingram, M.; Meuth, B. The Evolution of White Etching Cracks (WECs) in Rolling Contact Fatigue-Tested 100Cr6 Steel. Tribol. Lett. 2018, 66, 1–23. [Google Scholar] [CrossRef] [Green Version]
- Janakiraman, S.; West, O.; Klit, P.; Jensen, N.S. Observations of the effect of varying Hoop stress on fatigue failure and the formation of white etching areas in hydrogen infused 100Cr6 steel rings. Int. J. Fatigue 2015, 77, 128–140. [Google Scholar] [CrossRef]
- Evans, M.-H.; Richardson, A.; Wang, L.; Wood, R. Effect of hydrogen on butterfly and white etching crack (WEC) formation under rolling contact fatigue (RCF). Wear 2013, 306, 226–241. [Google Scholar] [CrossRef]
- Oezel, M.; Schwedt, A.; Janitzky, T.; Kelley, R.; Bouchet-Marquis, C.; Pullan, L.; Broeckmann, C.; Mayer, J. Formation of white etching areas in SAE 52100 bearing steel under rolling contact fatigue—Influence of diffusible hydrogen. Wear 2018, 414, 352–365. [Google Scholar] [CrossRef]
- Li, Y.; Herbig, M.; Goto, S.; Raabe, D. Atomic scale characterization of white etching area and its adjacent matrix in a martensitic 100Cr6 bearing steel. Mater. Charact. 2017, 123, 349–353. [Google Scholar] [CrossRef]
- Mayweg, D.; Morsdorf, L.; Li, Y.; Herbig, M. Correlation between grain size and carbon content in white etching areas in bearings. Acta Mater. 2021, 215, 117048. [Google Scholar] [CrossRef]
- Kadin, Y.; Sherif, M.Y. Energy dissipation at rubbing crack faces in rolling contact fatigue as the mechanism of white etching area formation. Int. J. Fatigue 2017, 96, 114–126. [Google Scholar] [CrossRef]
- Morsdorf, L.; Mayweg, D.; Li, Y.; Diederichs, A.; Raabe, D.; Herbig, M. Moving cracks form white etching areas during rolling contact fatigue in bearings. Mater. Sci. Eng. A 2020, 771, 138659. [Google Scholar] [CrossRef]
- Spille, J.; Wranik, J.; Barteldes, S.; Mayer, J.; Schwedt, A.; Zürcher, M.; Lutz, T.; Wang, L.; Holweger, W. A study on the initiation processes of white etching cracks (WECs) in AISI 52100 bearing steel. Wear 2021, 477, 203864. [Google Scholar] [CrossRef]
- Dogahe, K.J.; Guski, V.; Mlikota, M.; Schmauder, S.; Holweger, W.; Spille, J.; Mayer, J.; Schwedt, A.; Görlach, B.; Wranik, J. Simulation of the Fatigue Crack Initiation in SAE 52100 Martensitic Hardened Bearing Steel during Rolling Contact. Lubricants 2022, 10, 62. [Google Scholar] [CrossRef]
- Holweger, W.; Schwedt, A.; Rumpf, V.; Mayer, J.; Bohnert, C.; Wranik, J.; Spille, J.; Wang, L. A Study on Early Stages of White Etching Crack Formation under Full Lubrication Conditions. Lubricants 2022, 10, 24. [Google Scholar] [CrossRef]
- Steinweg, F.; Mikitisin, A.; Oezel, M.; Schwedt, A.; Janitzky, T.; Hallstedt, B.; Broeckmann, C.; Mayer, J. Formation of White Etching Cracks under electrical current flow-Influence of load, slip and polarity. Wear 2022, 504, 204394. [Google Scholar] [CrossRef]
- Decaudin, B.; Djega-Mariadassou, C.; Cizeron, G. Structural study of M50 steel carbides. J. Alloys Compd. 1995, 226, 208–212. [Google Scholar] [CrossRef]
- Hopkin, S.E.; Danaie, M.; Guetard, G.; Rivera-Diaz-Del-Castillo, P.; Bagot, P.A.J.; Moody, M.P. Correlative atomic scale characterisation of secondary carbides in M50 bearing steel. Philos. Mag. 2018, 98, 766–782. [Google Scholar] [CrossRef]
- Ganti, S.; Turner, B.; Kirsch, M.; Anthony, D.; McCoy, B.; Trivedi, H.; Sundar, V. Three-dimensional (3D) analysis of white etching bands (WEBs) in AISI M50 bearing steel using automated serial sectioning. Mater. Charact. 2018, 138, 11–18. [Google Scholar] [CrossRef]
- Rydel, J.J.; Toda-Caraballo, I.; Guetard, G.; Rivera-Díaz-Del-Castillo, P. Understanding the factors controlling rolling contact fatigue damage in VIM-VAR M50 steel. Int. J. Fatigue 2018, 108, 68–78. [Google Scholar] [CrossRef]
- Guetard, G.; Toda-Caraballo, I.; Rivera-Díaz-Del-Castillo, P. Damage evolution around primary carbides under rolling contact fatigue in VIM–VAR M50. Int. J. Fatigue 2016, 91, 59–67. [Google Scholar] [CrossRef]
- Barrow, A.T.W.; Kang, J.H.; Rivera-Díaz-del-Castillo, P.E.J. The ϵ → η → θ transition in 100Cr6 and its effect on mechanical properties. Acta Mater. 2012, 60, 2805–2815. [Google Scholar] [CrossRef]
- El Laithy, M.; Wang, L.; Harvey, T.J.; Schwedt, A.; Vierneusel, B.; Mayer, J. Mechanistic study of dark etching regions in bearing steels due to rolling contact fatigue. Acta Mater. 2023, 246, 118698. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Lubricant 4050 |
|---|---|
| viscosity 40 °C (mm2/s) | 5.02 |
| viscosity 100 °C (mm2/s) | 24.69 |
| viscosity −40 °C (mm2/s) | 9407 |
| Density (g/cm3) | 0.9722 |
| Total Acid Number (mg KOH/g) | 0.22 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, J.; Zhao, A.; Yang, M. Mechanism of Microstructural Alterations of M50 Bearing Steel during Rolling Contact Fatigue under High Loads. Metals 2023, 13, 769. https://doi.org/10.3390/met13040769
Guo J, Zhao A, Yang M. Mechanism of Microstructural Alterations of M50 Bearing Steel during Rolling Contact Fatigue under High Loads. Metals. 2023; 13(4):769. https://doi.org/10.3390/met13040769
Chicago/Turabian StyleGuo, Jun, Aimin Zhao, and Maosheng Yang. 2023. "Mechanism of Microstructural Alterations of M50 Bearing Steel during Rolling Contact Fatigue under High Loads" Metals 13, no. 4: 769. https://doi.org/10.3390/met13040769
APA StyleGuo, J., Zhao, A., & Yang, M. (2023). Mechanism of Microstructural Alterations of M50 Bearing Steel during Rolling Contact Fatigue under High Loads. Metals, 13(4), 769. https://doi.org/10.3390/met13040769