
Functionally Graded Additive Manufacturing of Thin-Walled 316L Stainless Steel-Inconel 625 by Direct Laser Metal Deposition Process: Characterization and Evaluation




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
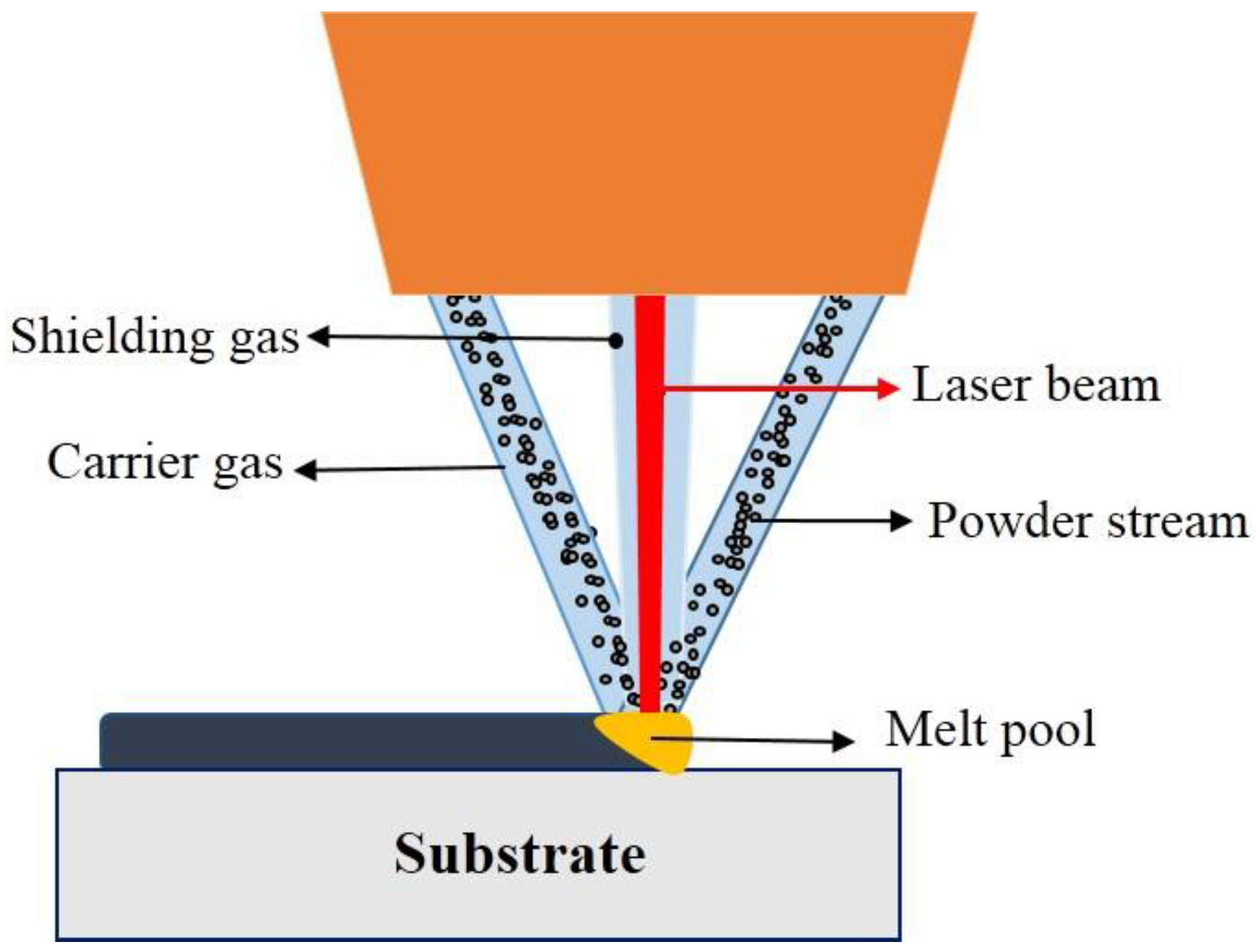
2.2. Direct Laser Metal Deposition Process
2.3. Characterization
3. Results and Discussion
3.1. Microstructural Analysis
3.2. Geometry
3.3. Height Stability
3.4. Surface Roughness
3.5. Vickers Microhardness (HV) Profile
4. Conclusions
- (1)
- Due to the relatively high cooling rate and low-temperature gradients in the DLMD process, the main solidification morphology of the samples was in three forms: cellular, equiaxed dendritic, and columnar dendritic. Based on this justification and the results of the elemental analysis, it can be concluded that despite the high solidification rate in laser deposition, the segregation of alloying elements into interdendritic regions will still occur.
- (2)
- The increase in the laser power will increase the laser energy density, thus increasing the height and width of the gradient walls.
- (3)
- The increase in the laser power reduces both the height stability and the surface smoothness of the gradient walls. The best height stability and surface smoothness were observed in sample #1, which were 461 and 105 µm, respectively.
- (4)
- Because the cooling rates of Inconel and steel after additive manufacturing were not the same in all regions of the sample, the microhardness values were different at various points on the gradient walls. Several factors, such as the solidification type, the size of dendrites, and the segregation of the elements, could affect the microhardness values. The range of the microhardness variation in the gradient walls was between 225 HV to 277 HV.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, C.; Chen, F.; Huang, Z.; Jia, M.; Chen, G.; Ye, Y.; Lin, Y.; Liu, W.; Chen, B.; Shen, Q.; et al. Additive manufacturing of functionally graded materials: A review. Mater. Sci. Eng. A 2019, 764, 138209. [Google Scholar] [CrossRef]
- Naebe, M.; Shirvanimoghaddam, K. Functionally graded materials: A review of fabrication and properties. Appl. Mater. Today 2016, 5, 223–245. [Google Scholar] [CrossRef]
- Ghanavati, R.; Naffakh-Moosavy, H. Additive manufacturing of functionally graded metallic materials: A review of experimental and numerical studies. J. Mater. Res. Technol. 2021, 13, 1628–1664. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Sibisi, P.N.; Popoola, A.P.I.; Arthur, N.K.K.; Pityana, S.L. Review on direct metal laser deposition manufacturing technology for the Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2020, 107, 1163–1178. [Google Scholar] [CrossRef]
- Sobhanieh, N.; Akbari, J.; Moradi, M. A new method for calculating laser intensity distribution on workpiece surface in laser-directed energy deposition process by considering powder stream distribution and laser attenuation. Int. J. Adv. Manuf. Technol. 2022, 121, 337–348. [Google Scholar] [CrossRef]
- Yu, Q.; Wang, C.; Yang, G.; Ren, Y.; Liu, N.; Liang, Y.; Dong, C. Influence of Cr/Mo ratio on microstructure and mechanical properties of the Ni-based superalloys fabricated by laser additive manufacturing. J. Alloys Compd. 2022, 894, 162484. [Google Scholar] [CrossRef]
- Riquelme, A.; de Rojas Candela, C.S.; Rodrigo, P.; Rams, J. Influence of process parameters in additive manufacturing of highly reinforced 316L / SiCp composites. J. Mater. Process. Technol. 2022, 299, 117325. [Google Scholar] [CrossRef]
- Sahasrabudhe, H.; Harrison, R.; Carpenter, C.; Bandyopadhyay, A. Stainless steel to titanium bimetallic structure using LENS™. Addit. Manuf. 2015, 5, 1–8. [Google Scholar] [CrossRef]
- Zhang, Y.; Bandyopadhyay, A. Direct fabrication of compositionally graded Ti-Al2O3 multi-material structures using Laser Engineered Net Shaping. Addit. Manuf. 2018, 21, 104–111. [Google Scholar] [CrossRef]
- Ahsan, R.; Fan, X.; Seo, G.-J.; Ji, C.; Noakes, M.; Nycz, A.; Liaw, P.K.; Kim, D.B. Microstructures and mechanical behavior of the bimetallic additively-manufactured structure (BAMS) of austenitic stainless steel and Inconel 625. J. Mater. Sci. Technol. 2021, 74, 176–188. [Google Scholar] [CrossRef]
- Chaudhari, R.; Parmar, H.; Vora, J.; Patel, V.K. Parametric study and investigations of bead geometries of GMAW-based Wire arc additive manufacturing of 316L stainless steels. Metals 2022, 12, 1232. [Google Scholar] [CrossRef]
- Tong, X.; Lu, C.; Huang, Z.; Zhang, C.; Chen, F. Microstructures and mechanical properties of crack-free 316L stainless steel and Inconel 625 joint by using Laser Engineered Net Shaping. Opt. Laser Technol. 2022, 155, 108357. [Google Scholar] [CrossRef]
- Chen, B.; Su, Y.; Xie, Z.; Tan, C.; Feng, J. Development and characterization of 316L/Inconel625 functionally graded material fabricated by laser direct metal deposition. Opt. Laser Technol. 2020, 123, 105916. [Google Scholar] [CrossRef]
- Ghanavati, R.; Naffakh-Moosavy, H.; Moradi, M. Additive manufacturing of thin-walled SS316L-IN718 functionally graded materials by direct laser metal deposition. J. Mater. Res. Technol. 2021, 15, 2673–2685. [Google Scholar] [CrossRef]
- Feenstra, D.R.; Molotnikov, A.; Birbilis, N. Effect of energy density on the interface evolution of stainless steel 316L deposited upon INC 625 via directed energy deposition. J. Mater. Sci. 2020, 55, 13314–13328. [Google Scholar] [CrossRef]
- Sargent, N.; Wang, Y.; Li, D.; Zhao, Y.; Wang, X.; Xiong, W. Exploring alloy design pathway through directed energy deposition of powder mixtures: A study of Stainless Steel 316L and Inconel 718. Addit. Manuf. Lett. 2023, 6, 100133. [Google Scholar] [CrossRef]
- Ferreira, A.A.; Emadinia, O.; Amaral, R.L.; Cruz, J.M.; Reis, A.R.; Vieira, M.F. Mechanical and microstructural characterisation of Inconel 625–AISI 431 steel bulk produced by direct laser deposition. J. Mater. Process. Technol. 2022, 306, 117603. [Google Scholar] [CrossRef]
- Kim, S.H.; Lee, H.; Yeon, S.M.; Aranas, C.; Choi, K.; Yoon, J.; Yang, S.W.; Lee, H. Selective compositional range exclusion via directed energy deposition to produce a defect-free Inconel 718/SS 316L functionally graded material. Addit. Manuf. 2021, 47, 102288. [Google Scholar] [CrossRef]
- Senthil, T.S.; Puviyarasan, M.; Babu, S.R.; Senthil, S. Mechanical characterization of wire arc additive manufactured and cast Inconel 825: A comparative study. Mater. Today Proc. 2022, 62, 973–976. [Google Scholar] [CrossRef]
- Li, T.; Wang, Z.; Yang, Z.; Shu, X.; Xu, J.; Wang, Y.; Hu, S. Fabrication and characterization of stainless steel 308 L/Inconel 625 functionally graded material with continuous change in composition by dual-wire arc additive manufacturing. J. Alloys Compd. 2022, 915, 165398. [Google Scholar] [CrossRef]
- Li, P.; Zhou, J.; Li, L.; Gong, Y.; Lu, J.; Meng, X.; Zhang, T. Influence of depositing sequence and materials on interfacial characteristics and mechanical properties of laminated composites. Mater. Sci. Eng. A 2021, 827, 142092. [Google Scholar] [CrossRef]
- Savitha, U.; Reddy, G.J.; Venkataramana, A.; Rao, A.S.; Gokhale, A.A.; Sundararaman, M. Chemical analysis, structure and mechanical properties of discrete and compositionally graded SS316–IN625 dual materials. Mater. Sci. Eng. A 2015, 647, 344–352. [Google Scholar] [CrossRef]
- Melzer, D.; Džugan, J.; Koukolíková, M.; Rzepa, S.; Vavřík, J. Structural integrity and mechanical properties of the functionally graded material based on 316L/IN718 processed by DED technology. Mater. Sci. Eng. A 2021, 811, 141038. [Google Scholar] [CrossRef]
- Moradi, M.; Ashoori, A.; Hasani, A. Additive manufacturing of stellite 6 superalloy by direct laser metal deposition—Part 1: Effects of laser power and focal plane position. Opt. Laser Technol. 2020, 131, 106328. [Google Scholar] [CrossRef]
- Moradi, M.; Hasani, A.; Beiranvand, Z.M.; Ashoori, A. Additive manufacturing of stellite 6 superalloy by direct laser metal deposition—Part 2: Effects of scanning pattern and laser power reduction in differrent layers. Opt. Laser Technol. 2020, 131, 106455. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Sepako, M.; Morake, J.; Hoosain, S.E.; Pityana, S.L. Microstructural characteristics, crack frequency and diffusion kinetics of functionally graded Ti-Al composite coatings: Effects of Laser Energy Density (LED). J. Miner. Met. Mater. Soc. 2019, 71, 900–911. [Google Scholar] [CrossRef]
- Mitaľ, G.; Dobránsky, J.; Ružbarský, J.; Olejárová, Š. Application of laser profilometry to evaluation of the surface of the workpiece machined by abrasive waterjet technology. Appl. Sci. 2019, 9, 2134. [Google Scholar] [CrossRef] [Green Version]
- Moradi, M.; Hasani, A.; Pourmand, Z.; Lawrence, J. Direct laser metal deposition additive manufacturing of Inconel 718 superalloy: Statistical modelling and optimization by design of experiments. Opt. Laser Technol. 2021, 144, 107380. [Google Scholar] [CrossRef]
- Hetzner, D.W. Microindentation hardness testing of materials using ASTM E384. Microsc. Microanal. 2003, 9, 708–709. [Google Scholar] [CrossRef] [Green Version]
- Lippold, J.C.; Kiser, S.D.; DuPont, J.N. Welding Metallurgy and Weldability of Nickel-Base Alloys; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Lippold, J.C. Welding Metallurgy Principles. In Welding Metallurgy and Weldability; John Wiley & Sons: Hoboken, NJ, USA, 2015; pp. 9–83. [Google Scholar]
- Kou, S. Basic Solidification Concepts. In Welding Metallurgy, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2002; pp. 143–169. [Google Scholar]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater. Des. 2016, 105, 160–170. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Ning, J.; Zhu, L.; Yang, Z.; Yan, W.; Dun, Y.; Xue, P.; Xu, P.; Bose, S.; Bandyopadhyay, A. Role of porosity defects in metal 3D printing: Formation mechanisms, impacts on properties and mitigation strategies. Mater. Today 2022, 59, 133–160. [Google Scholar] [CrossRef]
- Gould, B.; Wolff, S.; Parab, N.; Zhao, C.; Lorenzo-Martin, M.C.; Fezzaa, K.; Greco, A.; Sun, T. In Situ Analysis of Laser Powder Bed Fusion Using Simultaneous High-Speed Infrared and X-ray Imaging. JOM 2021, 73, 201–211. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Kou, S. Weld Metal Chemical Inhomogeneities. In Welding Metallurgy; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2002; pp. 243–262. [Google Scholar]
- Zhang, T.; Yuan, L. Understanding surface roughness on vertical surfaces of 316 L stainless steel in laser powder bed fusion additive manufacturing. Powder Technol. 2022, 411, 117957. [Google Scholar] [CrossRef]
- Kim, M.J.; Saldana, C. Thin wall deposition of IN625 using directed energy deposition. J. Manuf. Process. 2020, 56, 1366–1373. [Google Scholar] [CrossRef]
- Moradi, M.; Pourmand, Z.; Hasani, A.; Moghadam, M.K.; Sakhaei, A.H.; Shafiee, M.; Lawrence, J. Direct laser metal deposition (DLMD) additive manufacturing (AM) of Inconel 718 superalloy: Elemental, microstructural and physical properties evaluation. Optik 2022, 259, 169018. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. Effects of laser processing parameters on microstructure and mechanical properties of additively manufactured AlSi10Mg alloys reinforced by TiC. Int. J. Adv. Manuf. Technol. 2019, 103, 3235–3246. [Google Scholar]
- Nankali, M.; Akbari, J.; Moradi, M.; Beiranvand, Z.M. Effect of laser additive manufacturing parameters on hardness and geometry of Inconel 625 parts manufactured by direct laser metal deposition. Optik 2022, 249, 168193. [Google Scholar] [CrossRef]
- Vora, J.; Parikh, N.; Chaudhari, R.; Patel, V.K.; Paramar, H.; Pimenov, D.Y.; Giasin, K. Optimization of bead morphology for GMAW-based wire arc additive manufacturing of 2.25 Cr-1.0 Mo steel using metal-cored wires. Appl. Sci. 2022, 12, 5060. [Google Scholar] [CrossRef]
- Skalon, M.; Meier, B.; Gruberbauer, A.; Amancio-Filho, S.D.T.; Sommitsch, C. Stability of a melt pool during 3D-printing of an unsupported steel component and its influence on roughness. Materials 2020, 13, 808. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, J.; Shi, S.; Fu, G.; Shi, J.; Zhu, G.; Cheng, D. Analysis on surface finish of thin-wall parts by laser metal deposition with annular beam. Opt. Laser Technol. 2019, 119, 105605. [Google Scholar] [CrossRef]
- Alimardani, M.; Fallah, V.; Iravani-Tabrizipour, M.; Khajepour, A. Surface finish in laser solid freeform fabrication of an AISI 303L stainless steel thin wall. J. Mater. Process. Technol. 2012, 212, 113–119. [Google Scholar] [CrossRef]
- Chen, W.; Yin, G.; Feng, Z.; Liao, X. Effect of powder feedstock on microstructure and mechanical properties of the 316L stainless Steel fabricated by selective laser melting. Metals 2018, 8, 729. [Google Scholar] [CrossRef] [Green Version]
- Kurzynowski, T.; Gruber, K.; Stopyra, W.; Kuźnicka, B.; Chlebus, E. Correlation between process parameters, microstructure and properties of 316 L stainless steel processed by selective laser melting. Mater. Sci. Eng. A 2018, 718, 64–73. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Kumar, M.B.; Sathiya, P.; Kannan, G.R.; Karthikeyan, M. Investigation on the microstructure and microhardness of Inconel 825 thick wall fabricated by wire arc additive manufacturing. Mater. Lett. 2022, 317, 132115. [Google Scholar] [CrossRef]
- Zhang, W.; Liu, F.; Liu, F.; Huang, C.; Liu, L.; Zheng, Y.; Lin, X. Effect of Al content on microstructure and microhardness of Inconel 718 superalloy fabricated by laser additive manufacturing. J. Mater. Res. Technol. 2022, 16, 1832–1845. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Element (wt.%) | Fe | Ni | Nb | Mo | Si | Mn | Cr | S | P | C | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Powders | Inconel 625 | 1.46 | Base | 2.69 | 6.83 | 0.65 | 0.55 | 22.45 | - | - | 0.02 | - |
| SS 316L | Base | 12 | 5.6 | 2 | 0.5 | 1.5 | 18 | 0.01 | 0.02 | 0.02 | 0.23 | |
| Substrate | AISI 4130 | Base | 0.05 | - | 0.25 | 0.3 | 0.87 | 1.01 | 0.03 | 0.016 | 0.25 | 0.06 |
| Parameter | Scanning Speed (mm/min) | Focal Point Position (mm) | Axial Gas Flow (L/min) | Carrier Gas Flow (L/min) | Beam Diameter (mm) | Standoff Distance (mm) | Scan Pattern |
|---|---|---|---|---|---|---|---|
| Value | 170 | −2 | 3 | 3 | 2 | 15 |  |
| Layer Number (Layers) | Powder Flow Rate (g/min) | |
|---|---|---|
| Feeder (1) SS 316L | Feeder (2) Inconel 625 | |
| Layer 1 (%100 SS316L) | 23 | 0 |
| Layer 2 (%75 SS 316L + %25 Inconel 625) | 17.25 | 5.75 |
| Layer 3 (%50 SS 316L + %50 Inconel 625) | 11.5 | 11.5 |
| Layer 4 (%25 SS 316L + %75 Inconel 625) | 5.75 | 17.25 |
| Layer 5 (%100 Inconel 625) | 23 | 23 |
| Sample No. | Power (w) | Laser Energy Density (J/mm2) |
|---|---|---|
| Sample #1 | 220 | 38.86 |
| Sample #2 | 250 | 44.16 |
| Sample #3 | 280 | 49.46 |
| No. | (mm) | (mm) | (mm) | (mm) | (mm) | (mm) | (mm) | (mm) | (mm) | |
|---|---|---|---|---|---|---|---|---|---|---|
| Sample #1 | 5.863 | 6.291 | 5.600 | 5.931 | 5.942 | 6.403 | 0.428 | 0.331 | 0.461 | 0.461 |
| Sample #2 | 5.955 | 6.234 | 5.831 | 6.342 | 6.194 | 6.201 | 0.279 | 0.511 | 0.017 | 0.511 |
| Sample #3 | 5.999 | 6.362 | 6.277 | 6.638 | 6.245 | 6.853 | 0.363 | 0.361 | 0.608 | 0.608 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mehrabi, O.; Seyedkashi, S.M.H.; Moradi, M. Functionally Graded Additive Manufacturing of Thin-Walled 316L Stainless Steel-Inconel 625 by Direct Laser Metal Deposition Process: Characterization and Evaluation. Metals 2023, 13, 1108. https://doi.org/10.3390/met13061108
Mehrabi O, Seyedkashi SMH, Moradi M. Functionally Graded Additive Manufacturing of Thin-Walled 316L Stainless Steel-Inconel 625 by Direct Laser Metal Deposition Process: Characterization and Evaluation. Metals. 2023; 13(6):1108. https://doi.org/10.3390/met13061108
Chicago/Turabian StyleMehrabi, Omid, Seyed Mohammad Hossein Seyedkashi, and Mahmoud Moradi. 2023. "Functionally Graded Additive Manufacturing of Thin-Walled 316L Stainless Steel-Inconel 625 by Direct Laser Metal Deposition Process: Characterization and Evaluation" Metals 13, no. 6: 1108. https://doi.org/10.3390/met13061108
APA StyleMehrabi, O., Seyedkashi, S. M. H., & Moradi, M. (2023). Functionally Graded Additive Manufacturing of Thin-Walled 316L Stainless Steel-Inconel 625 by Direct Laser Metal Deposition Process: Characterization and Evaluation. Metals, 13(6), 1108. https://doi.org/10.3390/met13061108