
Influence of Tool–Base Metal Interference on the Performance of an Aluminium–Magnesium Alloy Joined via Bobbin Tool Friction Stir Welding
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
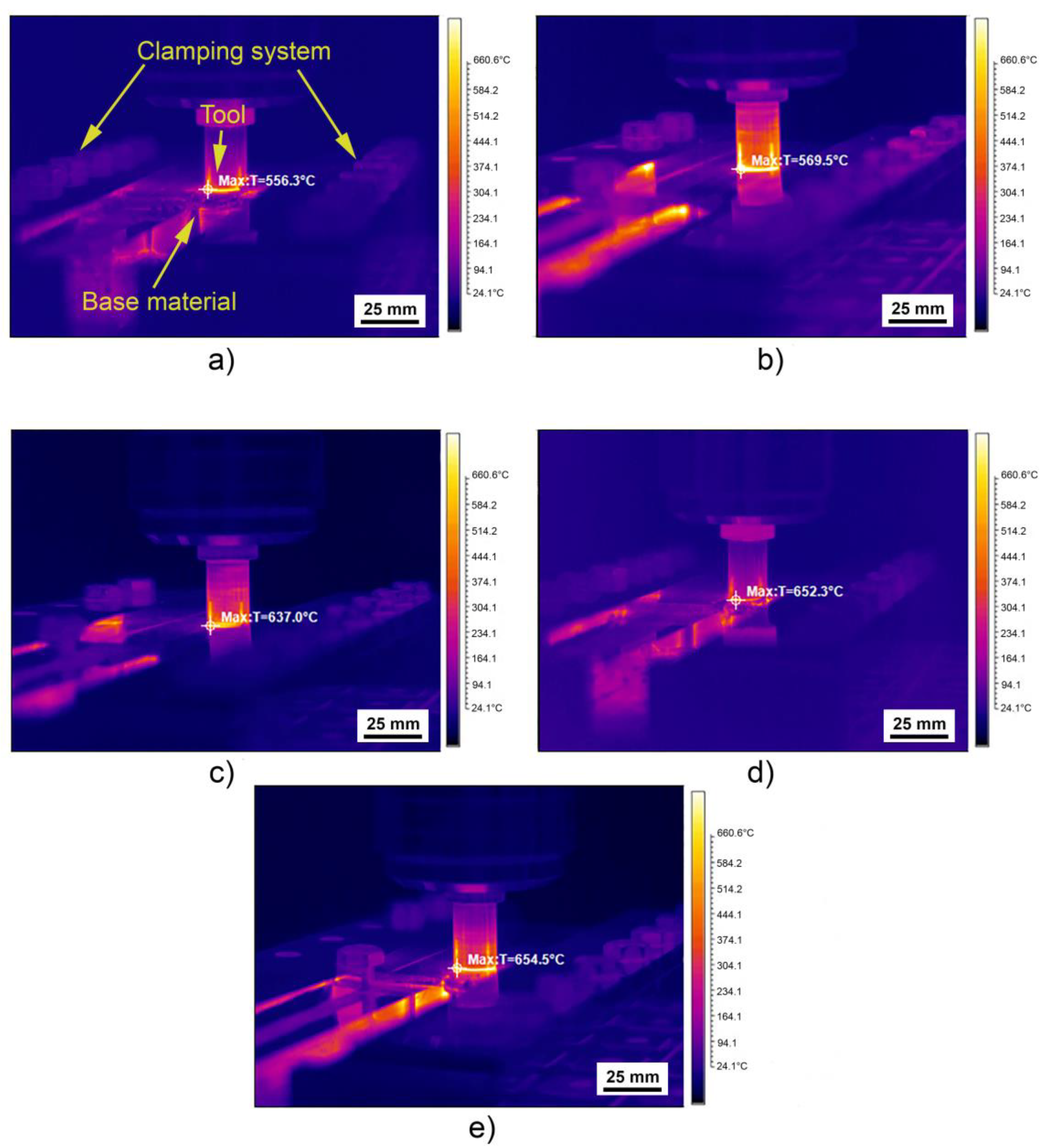
3.1. Thermograms
3.2. Metallographic Testing Results
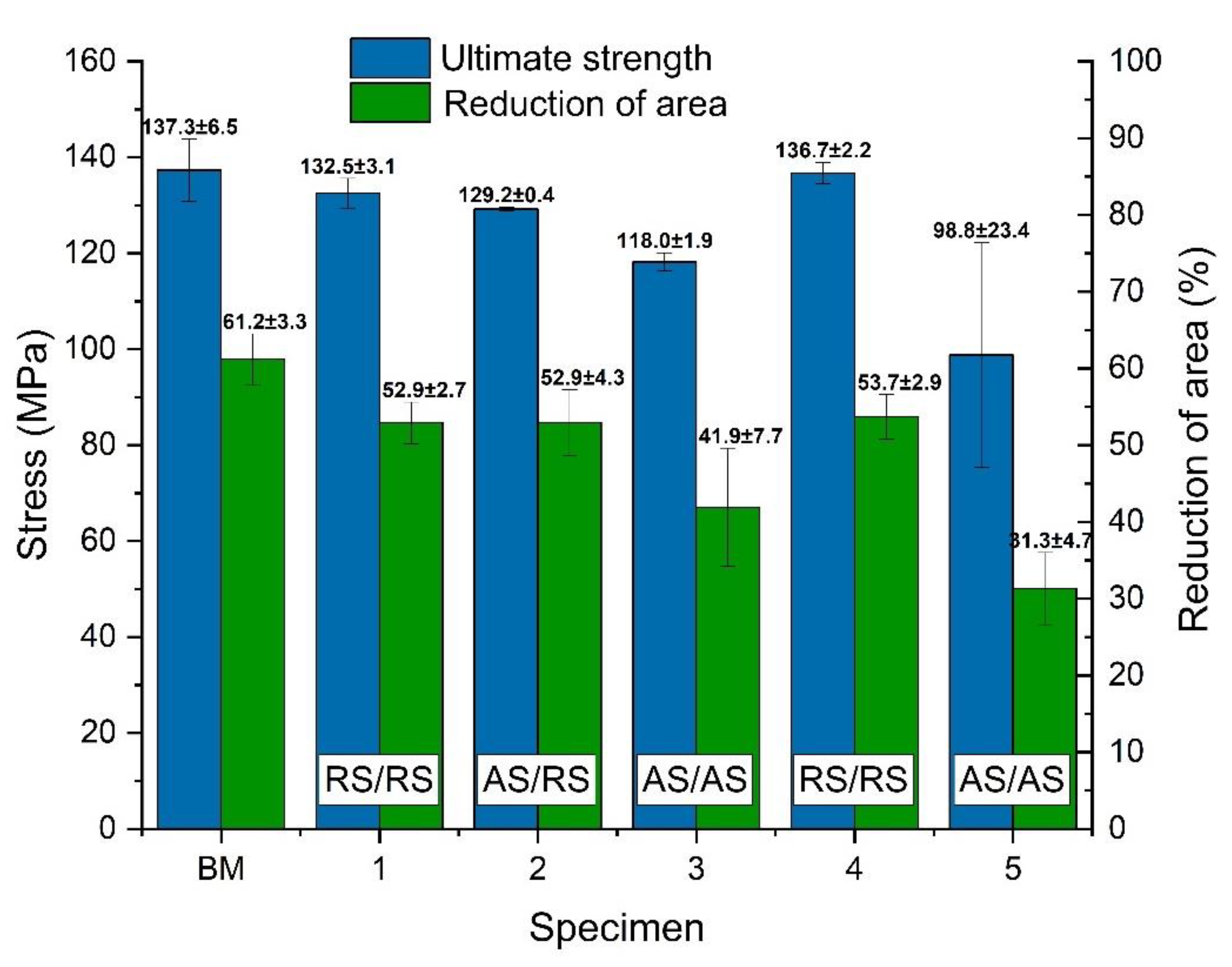
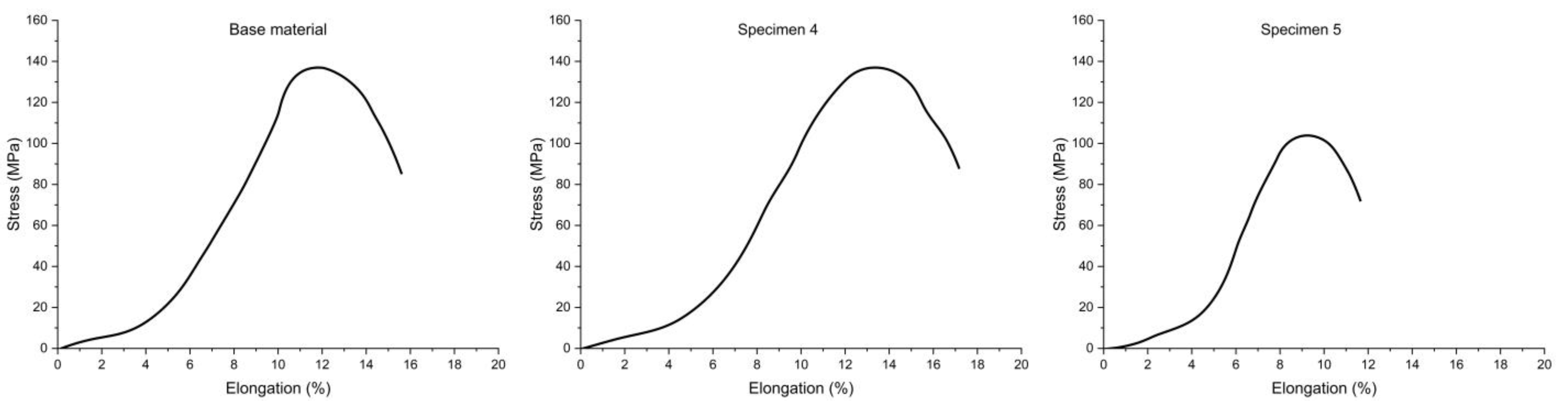
3.3. Tensile Testing Results
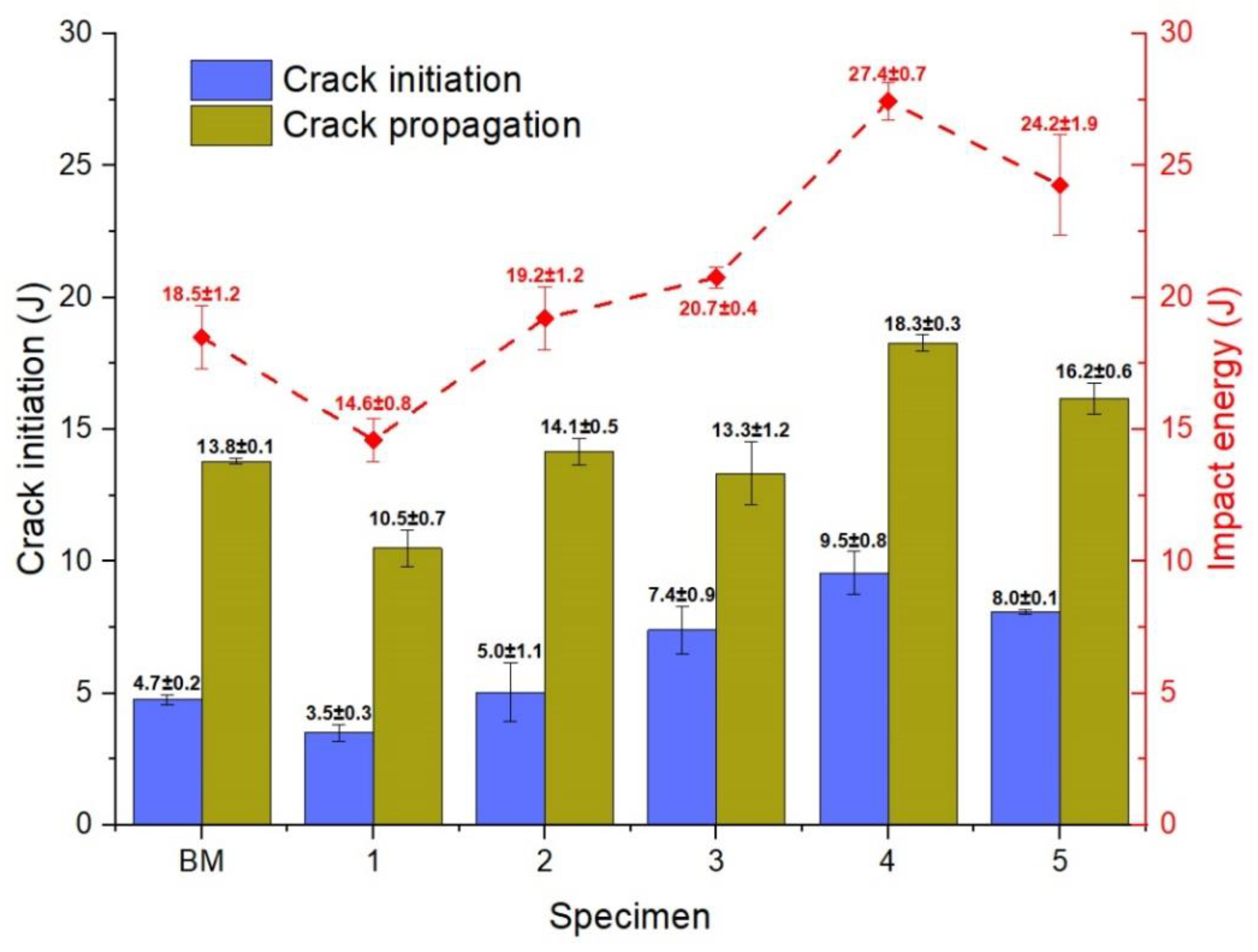
3.4. Impact Energy Testing Results
3.5. Bend Testing
4. Conclusions
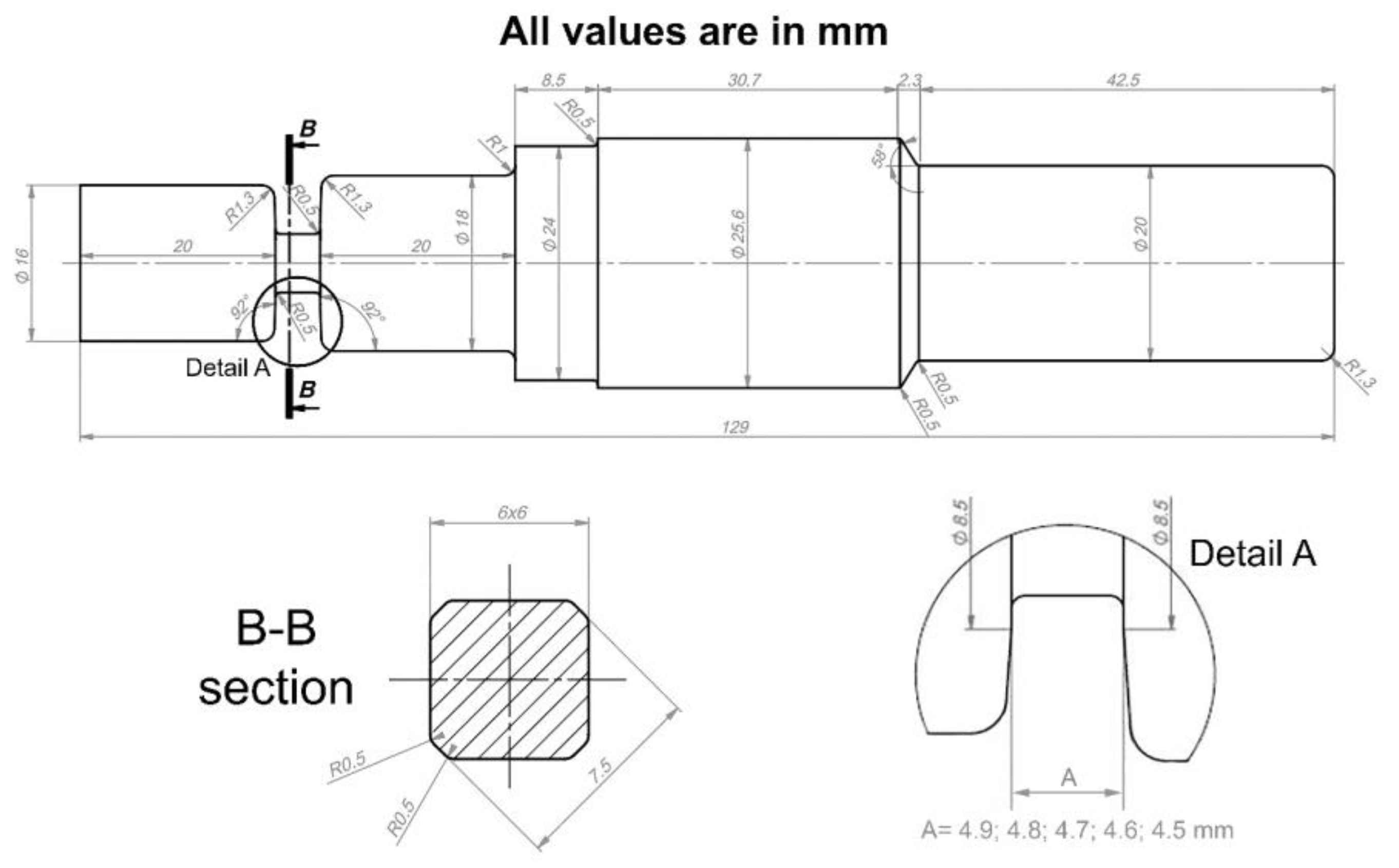
- The tool used, featuring simplified geometry to facilitate easier cleaning, proved to be effective in the FSW process.
- A higher interference influenced the rise in temperature due to a higher pressure imposed on the base metal.
- A rise in temperature caused a gradual reduction in wormhole occurrence, up to 0.4 mm. Over 0.4 mm, the wormhole occurs again.
- A higher interference and subsequent rise in temperature led to an increase in weld width-at-waist, the curvature of the weld became more pronounced, and grain-coarsening in the heat-affected zone and nugget was present.
- The grain-coarsening effect had a more adverse effect on tensile properties than the presence of wormholes, due to the longitudinal shape of the wormhole and an independent straining of the material around, without a significant reduction of the loaded area.
- An opposite effect was observed on impact strength, where the wormhole proved to have the dominant adverse effect over the grain refinement. Compared to other mechanical properties, the benefit of BTFSW was most pronounced in terms of impact strength performance.
- The most negative effect of wormholes was on bend-testing results, causing cracks and fractures in the specimen.
- The mechanical properties of optimal Specimen 4, obtained with BTFSW, are very similar to base metal in terms of tensile properties, however, the impact energy is considerably higher, which is the effect of a considerable grain refinement in the nugget zone.
- The optimal Specimen 4 fully complies with the most stringent acceptance level B listed in ISO 25239-5 standard, Specimens 3 and 5 with acceptance level C.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Reports 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Mehta, K.P.; Badheka, V.J. A Review on Dissimilar Friction Stir Welding of Copper to Aluminum: Process, Properties, and Variants. Mater. Manuf. Process. 2016, 31, 233–254. [Google Scholar] [CrossRef]
- Thomas, W.M.; Staines, D.G.; Norris, I.M.; Watts, E.R. Reversal Stir Welding—Preliminary Trials. Weld. Des. Fabr. 2003, 76, 32. [Google Scholar]
- Sejani, D.; Li, W.; Patel, V. Stationary Shoulder Friction Stir Welding–Low Heat Input Joining Technique: A Review in Comparison with Conventional FSW and Bobbin Tool FSW. Crit. Rev. Solid State Mater. Sci. 2022, 47, 865–914. [Google Scholar] [CrossRef]
- Goebel, J.; Reimann, M.; Norman, A.; dos Santos, J.F. Semi-Stationary Shoulder Bobbin Tool Friction Stir Welding of AA2198-T851. J. Mater. Process. Technol. 2017, 245, 37–45. [Google Scholar] [CrossRef]
- Pecanac, M.; Labus Zlatanovic, D.; Kulundzic, N.; Dramicanin, M.; Lanc, Z.; Hadzistevic, M.; Radisic, S.; Balos, S. Influence of Tool and Welding Parameters on the Risk of Wormhole Defect in Aluminum Magnesium Alloy Welded by Bobbin Tool FSW. MDPI Met. 2022, 12, 14. [Google Scholar] [CrossRef]
- Węglowski, M.S. Friction Stir Processing—State of the Art. Arch. Civ. Mech. Eng. 2018, 18, 114–129. [Google Scholar] [CrossRef]
- Merah, N.; Azeel, M.A.; Hafiz, M.A.; Al-Badour, F.; Albinmousa, J.; Sorour, A.A. Friction Stir Processing Influence on Microstructure, Mechanical, and Corrosion Behavior of Steels: A Review. Materials 2021, 14, 5023. [Google Scholar] [CrossRef]
- Mehta, K.P.; Vilaça, P. A Review on Friction Stir-Based Channeling. Crit. Rev. Solid State Mater. Sci. 2022, 47, 1–45. [Google Scholar] [CrossRef]
- Drsno, I.Z.; Alnim, M.E.; Balos, S.; Sidjanin, L. Effect of Tunneling Defects on the Joint Strength Efficiency Obtained With Fsw Vpliv Tunelskih Napak Na U ^ Inkovitost Trdnosti. Mater. Technol. 2014, 48, 491–496. [Google Scholar]
- Jiang, W.; Miura, T.; Otsu, M.; Okada, M.; Matsumoto, R.; Yoshimura, H.; Muranaka, T. Development of Penetrating Tool Friction Stir Incremental Forming. Mater. Trans. 2019, 60, 2416–2425. [Google Scholar] [CrossRef]
- Jiang, W.; Miura, T.; Otsu, M.; Okada, M.; Matsumoto, R.; Yoshimura, H.; Muranaka, T. Development of Friction Stir Incremental Forming Process Using Penetrating Tool. Procedia Eng. 2017, 207, 789–794. [Google Scholar] [CrossRef]
- Wang, B.; Xu, L.; Guo, B.; Zhang, H. Process and Performance Characteristics of an Improved Friction-Stir Riveting Process. J. Manuf. Process. 2021, 62, 234–246. [Google Scholar] [CrossRef]
- Liu, Z. Friction Stir Incremental Forming of AA7075-O Sheets: Investigation on Process Feasibility. Procedia Eng. 2017, 207, 783–788. [Google Scholar] [CrossRef]
- Baffari, D.; Buffa, G.; Campanella, D.; Fratini, L. Design of Continuous Friction Stir Extrusion Machines for Metal Chip Recycling: Issues and Difficulties. Procedia Manuf. 2018, 15, 280–286. [Google Scholar] [CrossRef]
- Thomas, W.M.; Johnson, K.I.; Wiesner, C.S. TWI ltd Friction Stir Welding—Recent Developments in Tool and Process Technologies. Adv. Eng. Mater. 2003, 5, 485–490. [Google Scholar] [CrossRef]
- Fonda, R.W.; Bingert, J.F.; Colligan, K.J. Development of Grain Structure during Friction Stir Welding. Scr. Mater. 2004, 51, 243–248. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Wynne, B.P.; Rainforth, W.M.; Threadgill, P.L. Quantifying Crystallographic Texture in the Probe-Dominated Region of Thick-Section Friction-Stir-Welded Aluminium. Scr. Mater. 2008, 59, 507–510. [Google Scholar] [CrossRef]
- Fuse, K.; Badheka, V. Bobbin Tool Friction Stir Welding: A Review. Sci. Technol. Weld. Join. 2019, 24, 277–304. [Google Scholar] [CrossRef]
- Hilgert, J. Knowledge Based Process Development of Bobbin Tool Friction Stir Welding. Ph.D. Thesis, Helmholtz-Zentrum Geesthacht Zentrum für Material- und Küstenforschung GmbH, Geesthacht, Germany, 2012. [Google Scholar]
- Okamoto, K.; Sato, A.; Park, S.H.; Hirano, S. Microstructure and Mechanical Properties of FSWed Aluminum Extrusion with Bobbin Tools. Mater. Sci. Forum 2012, 706–709, 990–995. [Google Scholar] [CrossRef]
- Sued, M.K.; Pons, D.J. Dynamic Interaction between Machine, Tool, and Substrate in Bobbin Friction Stir Welding. Int. J. Manuf. Eng. 2016, 2016, 8697453. [Google Scholar] [CrossRef] [Green Version]
- Sued, M.K.; Pons, D.J.; Lavroff, J. Compresion Ratio Effects in Bobbin Friction Stir Welding. In Proceedings of the 10th International Symposium on Friction Stir Welding, Beijing, China, 20–22 May 2014. [Google Scholar]
- Zhang, H.; Wang, M.; Zhang, X.; Yang, G. Microstructural Characteristics and Mechanical Properties of Bobbin Tool Friction Stir Welded 2A14-T6 Aluminum Alloy. Mater. Des. 2015, 65, 559–566. [Google Scholar] [CrossRef]
- ISO 25239-5; Quality and Inspection Requirements. International Organization for Standardization: London, UK, 2020.
- Amin, S.A.; Hanna, M.Y.; Mohamed, A.F. Experimental Study the Effect of Tool Design on the Mechanical Properties of Bobbin Friction Stir Welded 6061-T6 Aluminum Alloy. Al-Khwarizmi Eng. J. 2018, 14, 1–11. [Google Scholar] [CrossRef]
- Labus Zlatanovic, D.; Balos, S.; Bergmann, J.P.; Rasche, S.; Pecanac, M.; Goel, S.; Zlatanovic, D.L.; Balos, S.; Bergmann, J.P.; Rasche, S.; et al. Influence of Tool Geometry and Process Parameters on the Properties of Friction Stir Spot Welded Multiple (AA 5754 H111) Aluminium Sheets. Materials 2021, 14, 1157. [Google Scholar] [CrossRef]
- Fuse, K. Investigation of Bobbin Tool Friction Stir Welding. Ph.D. Thesis, Pandit Deendayal Petroleum University, Gujarat, India, 2021. [Google Scholar]
- Dickerson, T.L.; Przydatek, J. Fatigue of Friction Stir Welds in Aluminium Alloys That Contain Root Flaws. Int. J. Fatigue 2003, 25, 1399–1409. [Google Scholar] [CrossRef]
- Leonard, A.J.; Lockyer, S.A. Flaws in Friction Stir Welds. In Proceedings of the 4th International Symposium on Friction Stir Welding, Park City, UT, USA, 14–16 May 2003. [Google Scholar]
- Threadgilll, P.L.; Leonard, A.J.; Shercliff, H.R.; Withers, P.J. Friction Stir Welding of Aluminium Alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Shen, Z.; Yang, X.; Yang, S.; Zhang, Z.; Yin, Y. Microstructure and Mechanical Properties of Friction Spot Welded 6061-T4 Aluminum Alloy. Mater. Des. 2014, 54, 766–778. [Google Scholar] [CrossRef]
- Sahu, P.K.; Vasudevan, N.P.; Das, B.; Pal, S. Assessment of Self-Reacting Bobbin Tool Friction Stir Welding for Joining AZ31 Magnesium Alloy at Inert Gas Environment. J. Magnes. Alloy. 2019, 7, 661–671. [Google Scholar] [CrossRef]
- Dada, O.J. Fracture Mechanics and Mechanical Behaviour in AA5083-H111 Friction Stir Welds. Sci. African 2020, 8, e00265. [Google Scholar] [CrossRef]
- Gratecap, F.; Girard, M.; Marya, S.; Racineux, G. Exploring Material Flow in Friction Stir Welding: Tool Eccentricity and Formation of Banded Structures. Int. J. Mater. Form. 2012, 5, 99–107. [Google Scholar] [CrossRef]
- Chen, H.B.; Yan, K.; Lin, T.; Chen, S.B.; Jiang, C.Y.; Zhao, Y. The Investigation of Typical Welding Defects for 5456 Aluminum Alloy Friction Stir Welds. Mater. Sci. Eng. A 2006, 433, 64–69. [Google Scholar] [CrossRef]
- Perović, M.; Baloš, S.; Kozak, D.; Bajić, D.; Vuherer, T. Utjecaj Kinematičkih Faktora Zavarivanja Trenjem Miješanjem Na Karakteristike Zavarenog Spoja Kovanih Ploča Od Legure Aluminija EN AW 7049 A. Teh. Vjesn. 2017, 24, 723–728. [Google Scholar] [CrossRef] [Green Version]
- Wang, G.Q.; Zhao, Y.H.; Tang, Y.Y. Research Progress of Bobbin Tool Friction Stir Welding of Aluminum Alloys: A Review. Acta Metall. Sin. 2020, 33, 13–29. [Google Scholar] [CrossRef] [Green Version]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| % | Cu | Mn | Mg | Si | Fe | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| Base material | 0.05 | 0.12 | 0.6 | 0.22 | 0.29 | 0.06 | 0.017 | Balance |
| Rp MPa | Rm MPa | A% | Z% |
|---|---|---|---|
| 120 | 135 | 15 | 60 |
| Weld Designation | Shoulder Pinch Gap at the Periphery mm | Interference mm | Interference % | Tool Rotation Speed rpm | Welding Speed mm/min |
|---|---|---|---|---|---|
| 1 | 4.9 | 0.1 | 2 | 1400 | 20 |
| 2 | 4.8 | 0.2 | 4 | ||
| 3 | 4.7 | 0.3 | 6 | ||
| 4 | 4.6 | 0.4 | 8 | ||
| 5 | 4.5 | 0.5 | 10 |
| Specimen | Cavity Width × Height [mm] | Acceptance Level-ISO 25239-5 Standard |
|---|---|---|
| 1 | 2.48 × 0.8 | Not compliant |
| 2 | 2.37 × 0.27; 0.03 × 0.03 | Not compliant |
| 3 | 0.04 × 0.04; 0.07 × 0.01 | C |
| 4 | 0 | B |
| 5 | 0.04 × 0.4 | C |
| Specimen | HAZ | NZ | ||
|---|---|---|---|---|
| Grain Size No. G | Average Diameter [µm] | Grain Size No. G | Average Diameter [µm] | |
| 1 | 4 | 89.8 | 10 | 11.2 |
| 2 | 3 | 127 | 9 | 15.9 |
| 3 | 3 | 127 | 8.5 | 18.9 |
| 4 | 2.5 | 151 | 7.5 | 26.7 |
| 5 | 2.5 | 151 | 7 | 31.8 |
| Specimen | Bending over the Bottom Surface | Bending over the Top Surface | ||
|---|---|---|---|---|
| First Crack° | Bend Test to 180° | First Crack° | Bend Test to 180° | |
| 1 | 13.6 | Fracture | None | No fracture |
| 2 | 93.1 | No fracture | None | No fracture |
| 3 | None | No fracture | None | No fracture |
| 4 | None | No fracture | None | No fracture |
| 5 | None | No fracture | None | No fracture |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balos, S.; Labus Zlatanovic, D.; Kulundzic, N.; Janjatovic, P.; Dramicanin, M.; Lanc, Z.; Hadzistevic, M.; Radisic, S.; Rajnovic, D.; Pecanac, M. Influence of Tool–Base Metal Interference on the Performance of an Aluminium–Magnesium Alloy Joined via Bobbin Tool Friction Stir Welding. Metals 2023, 13, 1215. https://doi.org/10.3390/met13071215
Balos S, Labus Zlatanovic D, Kulundzic N, Janjatovic P, Dramicanin M, Lanc Z, Hadzistevic M, Radisic S, Rajnovic D, Pecanac M. Influence of Tool–Base Metal Interference on the Performance of an Aluminium–Magnesium Alloy Joined via Bobbin Tool Friction Stir Welding. Metals. 2023; 13(7):1215. https://doi.org/10.3390/met13071215
Chicago/Turabian StyleBalos, Sebastian, Danka Labus Zlatanovic, Nenad Kulundzic, Petar Janjatovic, Miroslav Dramicanin, Zorana Lanc, Miodrag Hadzistevic, Slobodan Radisic, Dragan Rajnovic, and Milan Pecanac. 2023. "Influence of Tool–Base Metal Interference on the Performance of an Aluminium–Magnesium Alloy Joined via Bobbin Tool Friction Stir Welding" Metals 13, no. 7: 1215. https://doi.org/10.3390/met13071215
APA StyleBalos, S., Labus Zlatanovic, D., Kulundzic, N., Janjatovic, P., Dramicanin, M., Lanc, Z., Hadzistevic, M., Radisic, S., Rajnovic, D., & Pecanac, M. (2023). Influence of Tool–Base Metal Interference on the Performance of an Aluminium–Magnesium Alloy Joined via Bobbin Tool Friction Stir Welding. Metals, 13(7), 1215. https://doi.org/10.3390/met13071215