
Effect of Titanium on the Microstructure and Mechanical Properties of High-Carbon Martensitic Stainless Steel 8Cr13MoV

Abstract
:
1. Introduction
2. Experimental
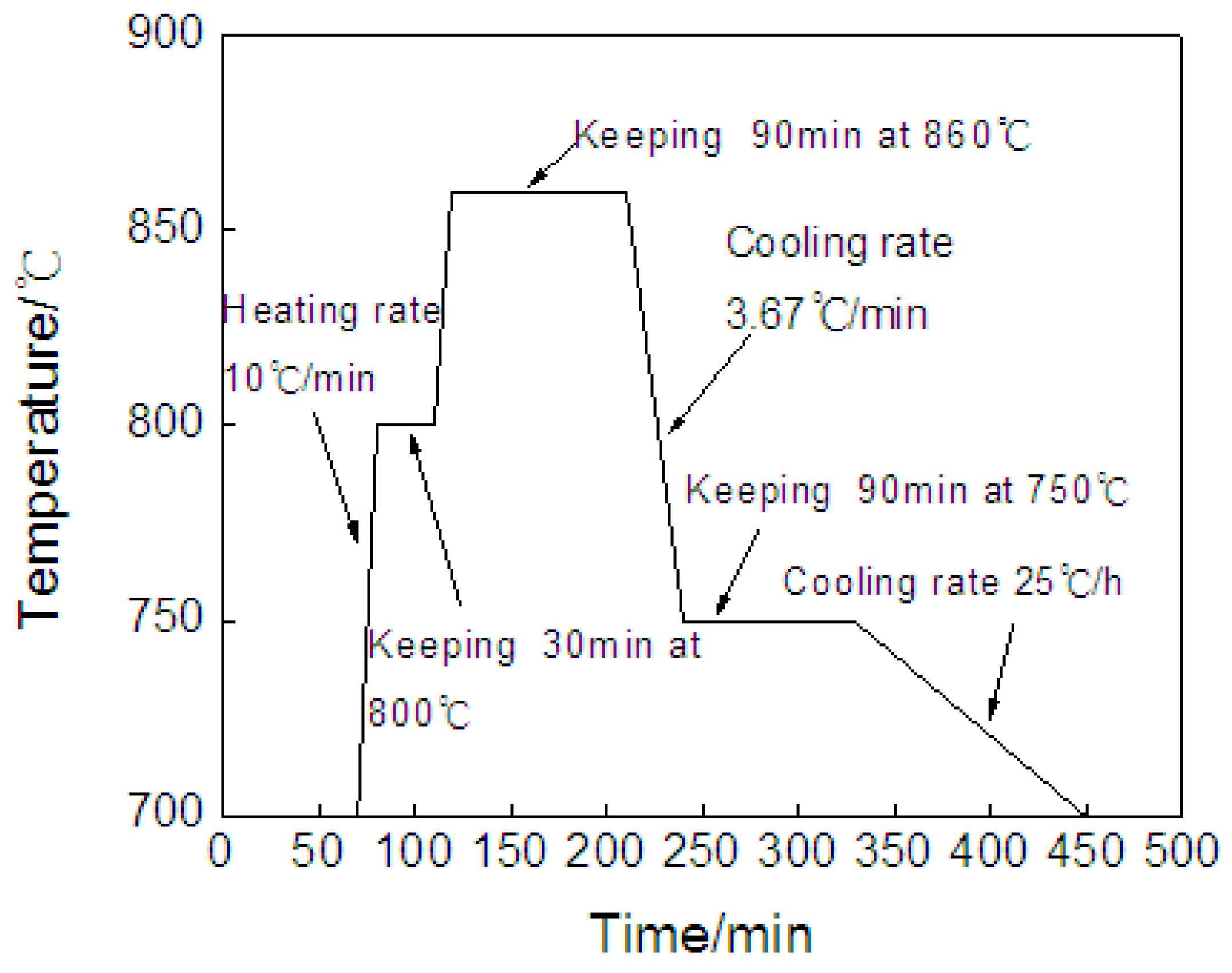
2.1. Experimental Materials and Experimental Process
2.2. Microstructure and Carbides
2.3. Carbides Collection Using Electrolytic Extraction Technique
2.4. Mechanical Properties
3. Results
3.1. Influence of Titanium on Microstructure
3.1.1. Influence of Titanium on Microstructure of As-Cast ESR Ingot
3.1.2. Influence of Titanium on Forged Microstructure and Annealed Organization
3.2. Influence of Titanium on Carbides
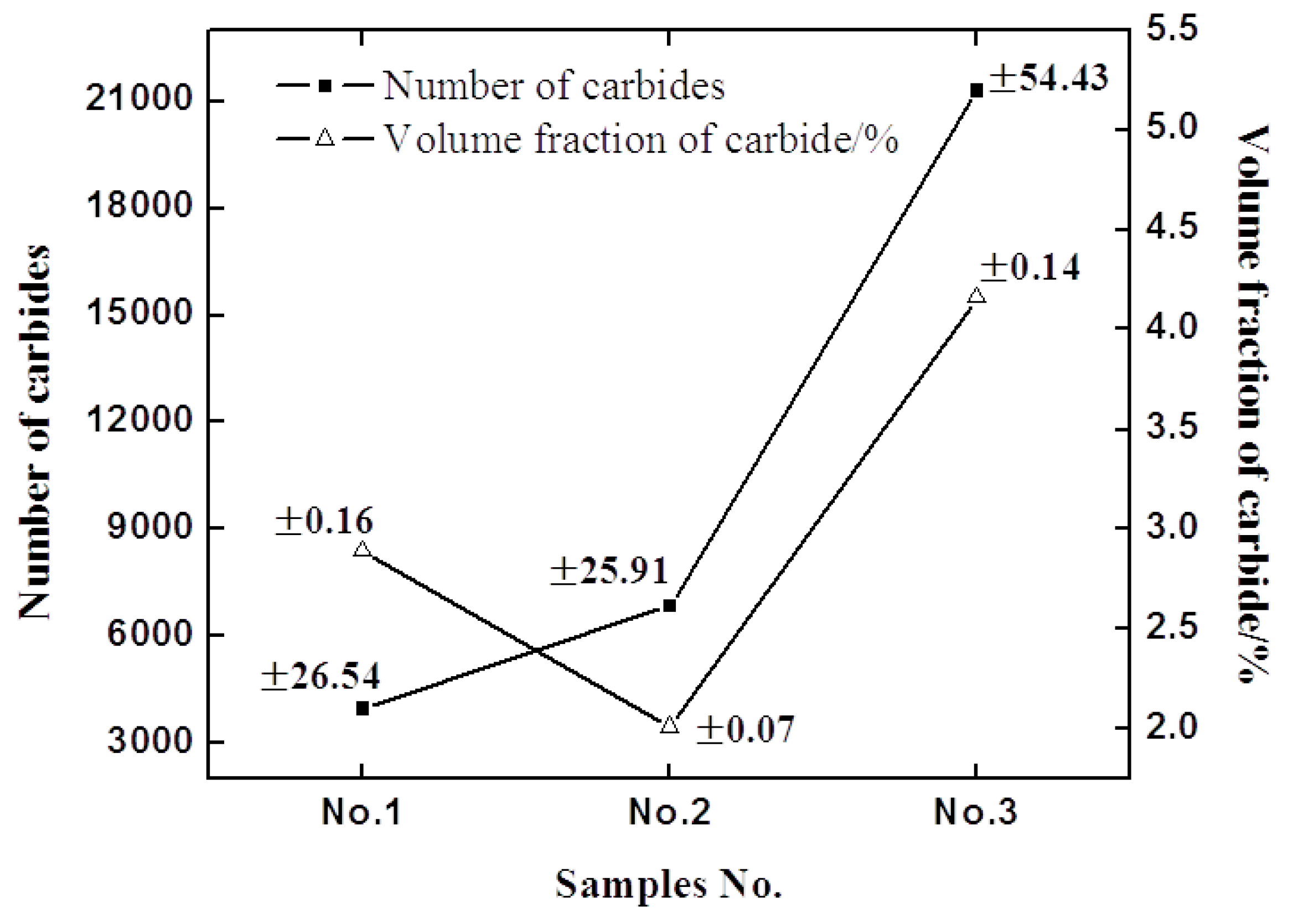
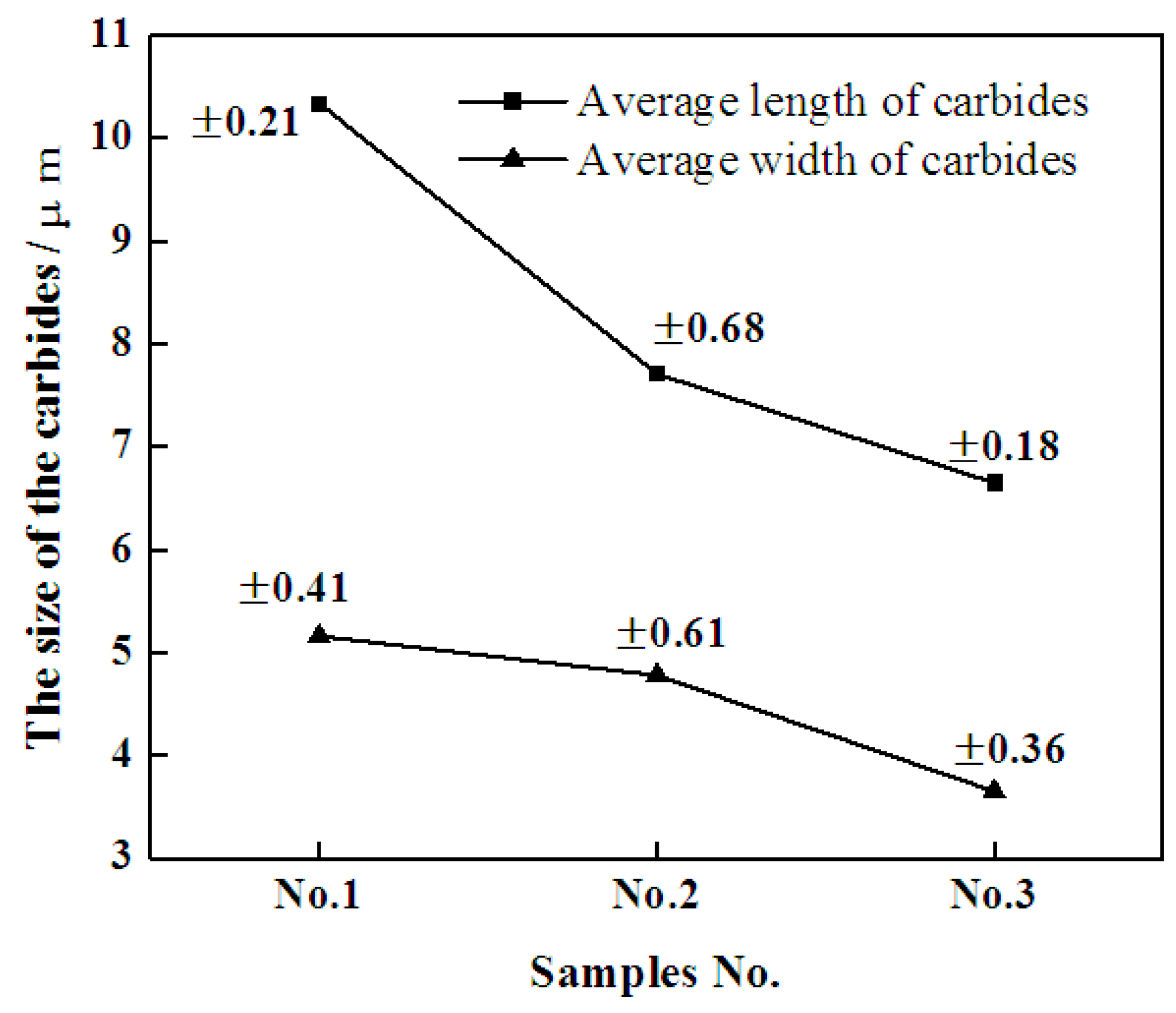
3.2.1. Carbides Amount
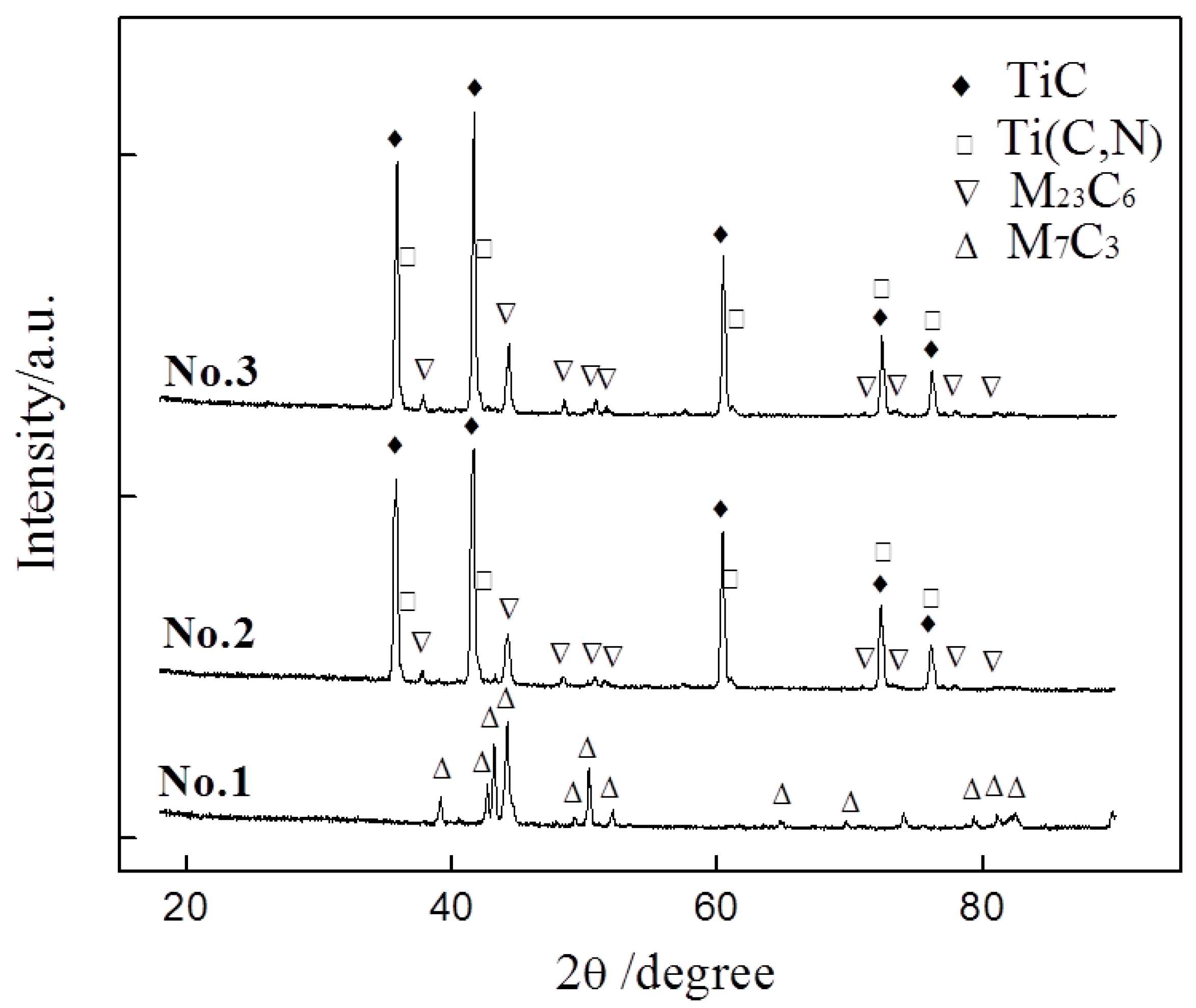
3.2.2. The Type of Carbides
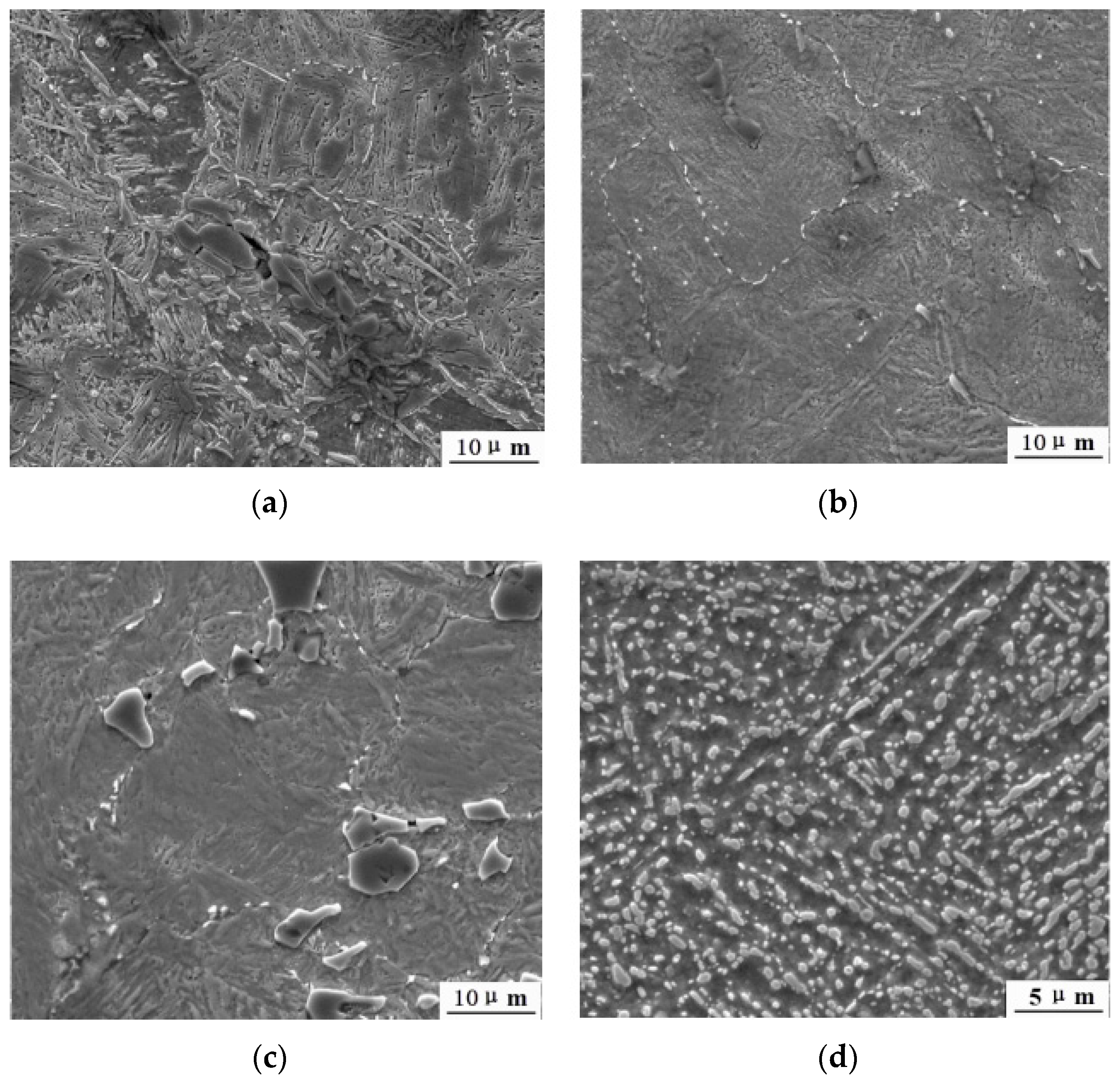
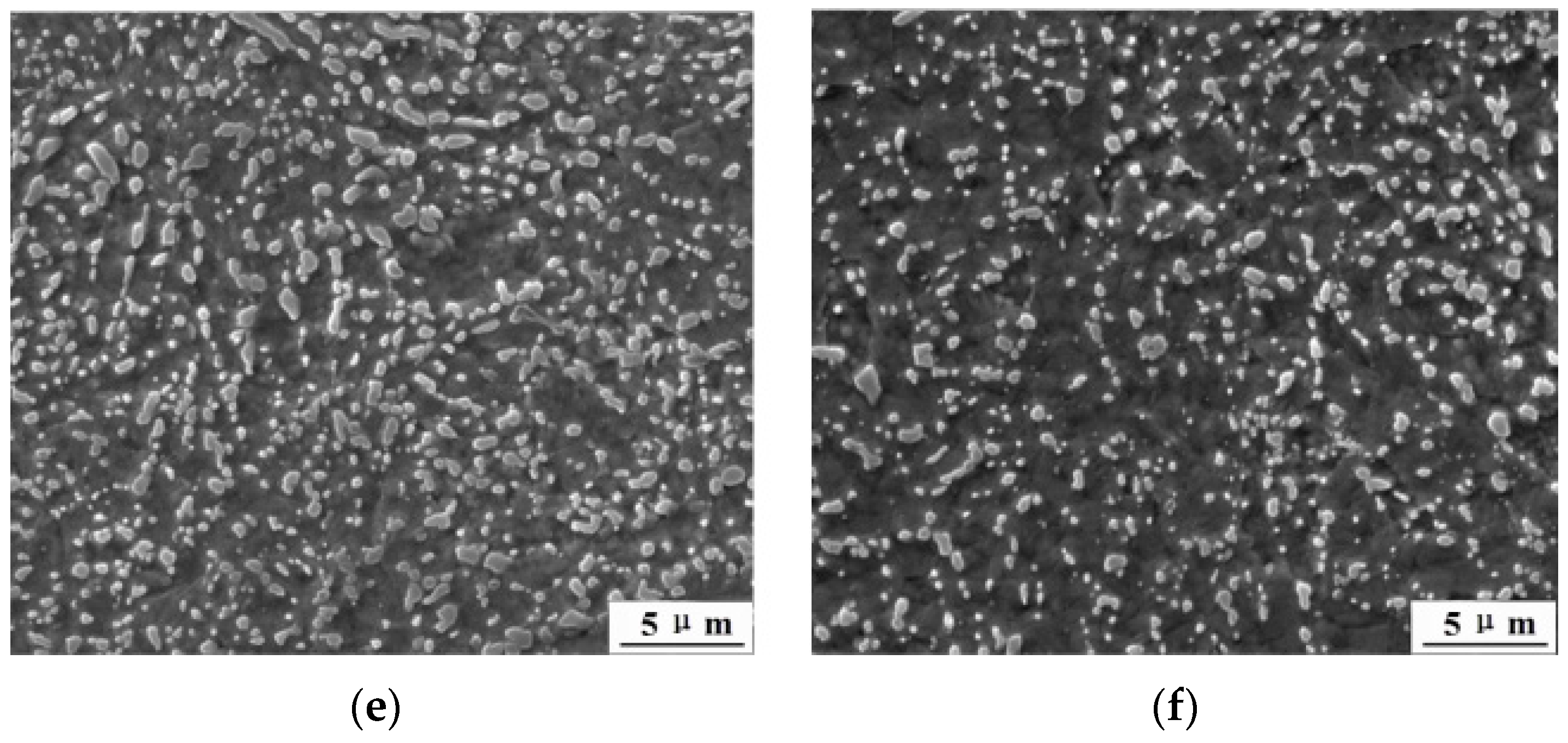
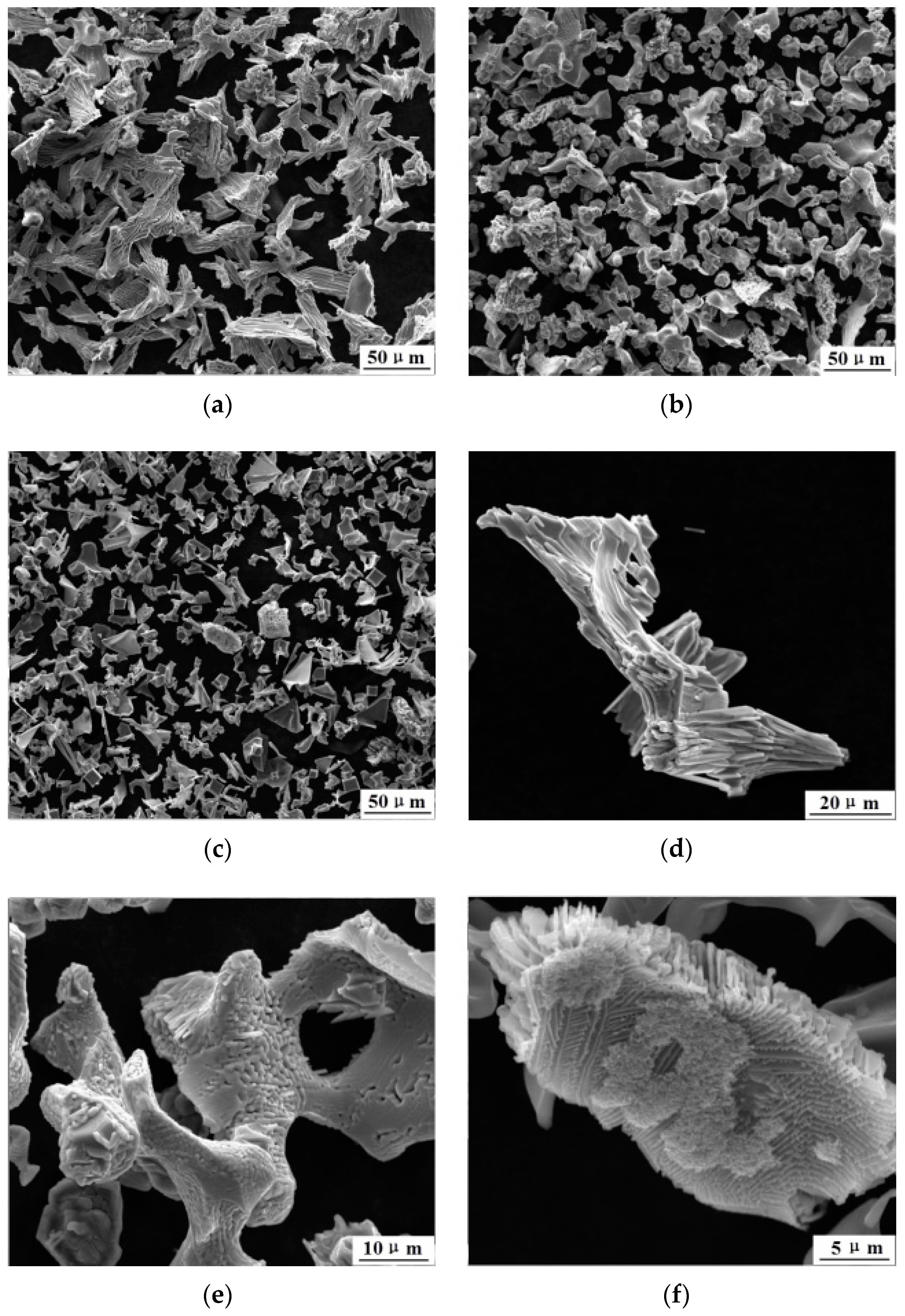
3.2.3. The Morphology of Carbides
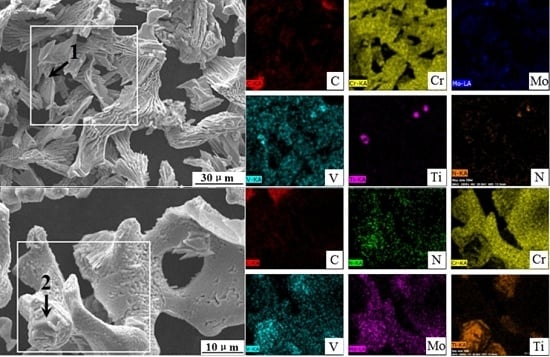
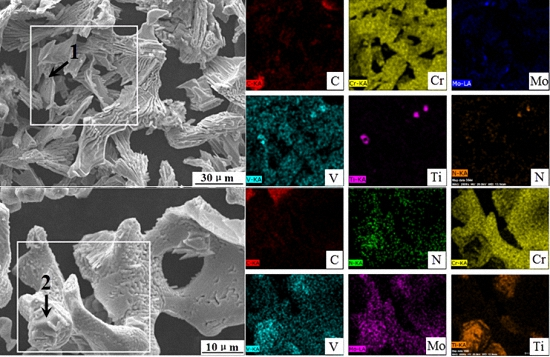
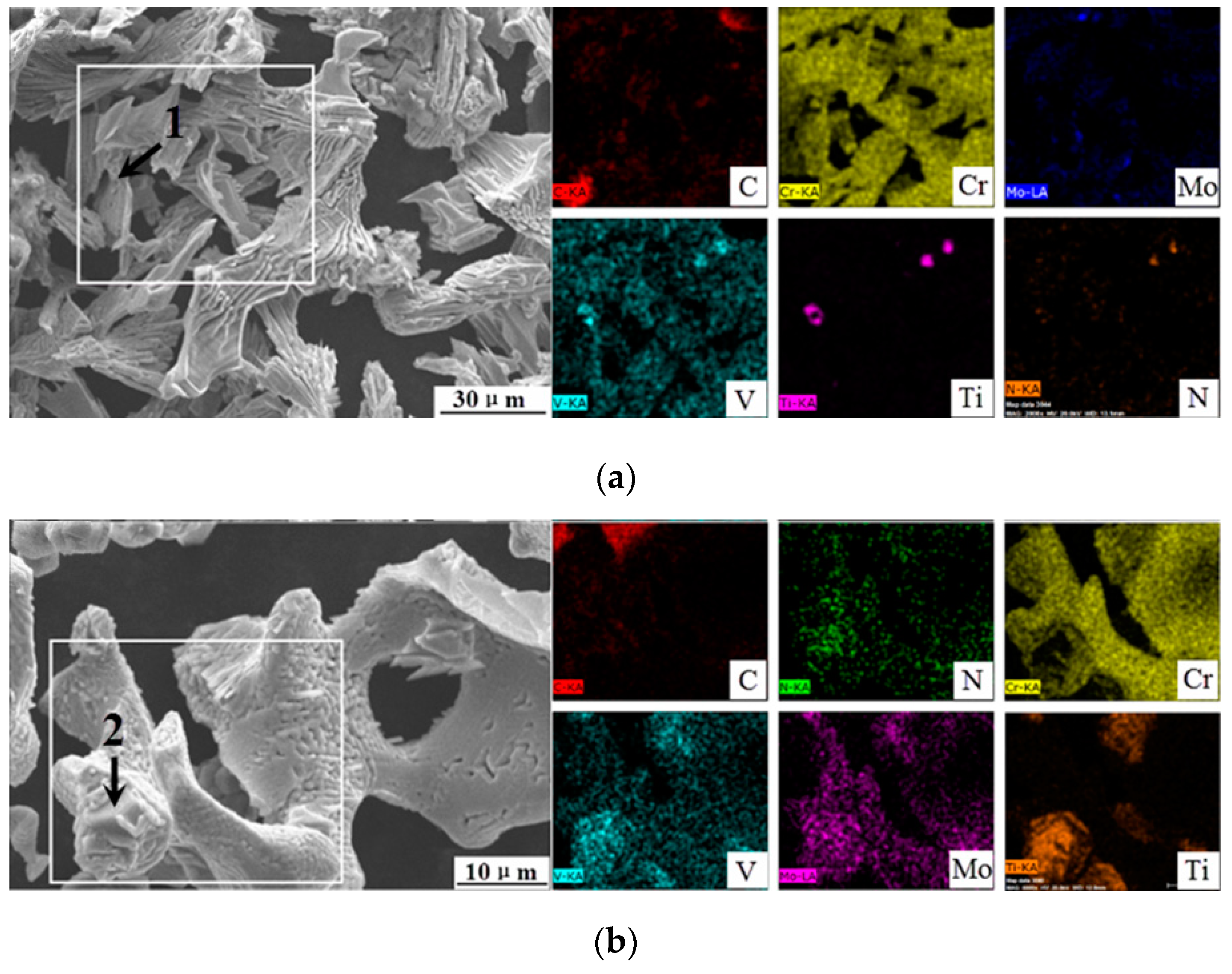
3.2.4. The Composition of Carbides
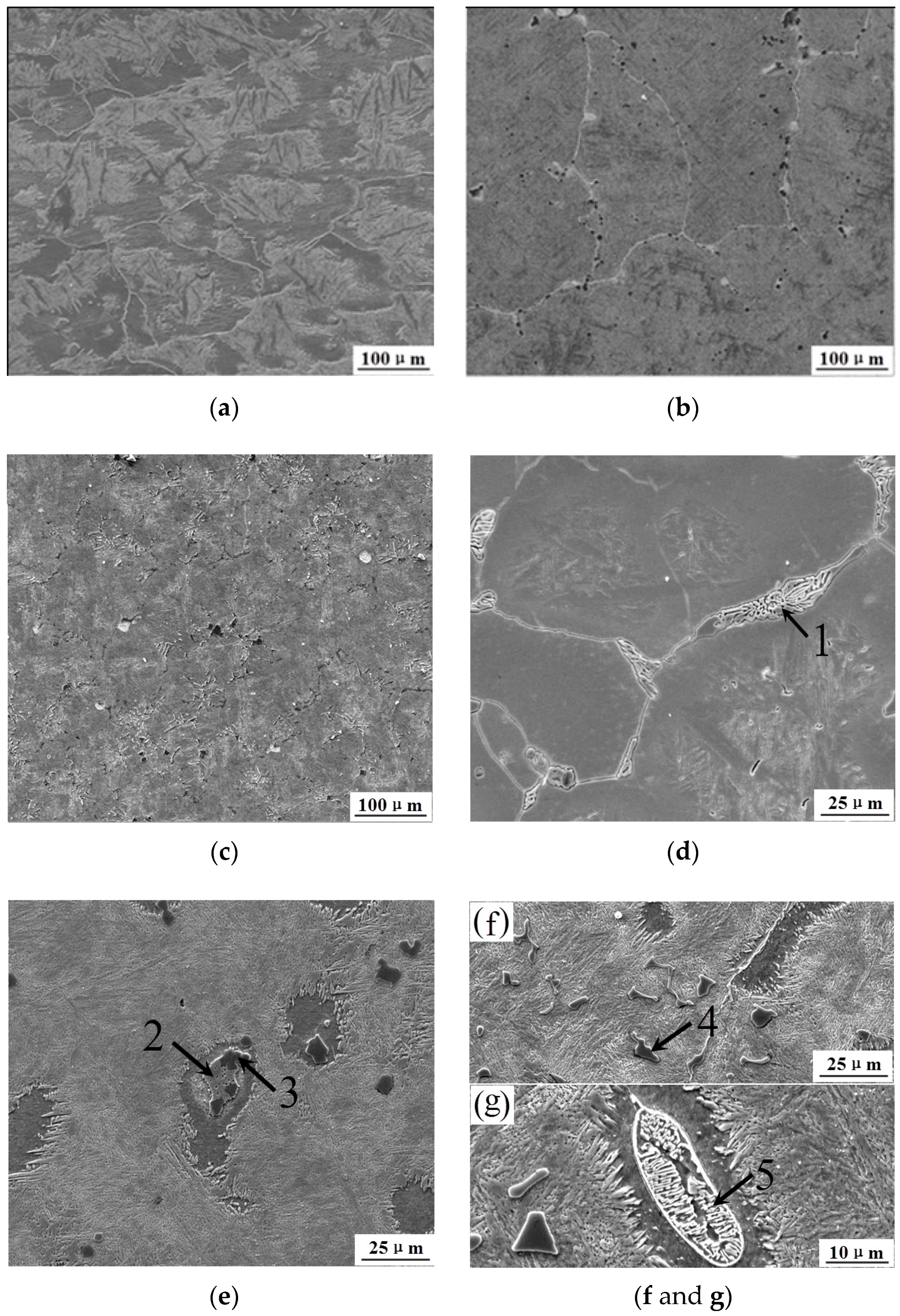
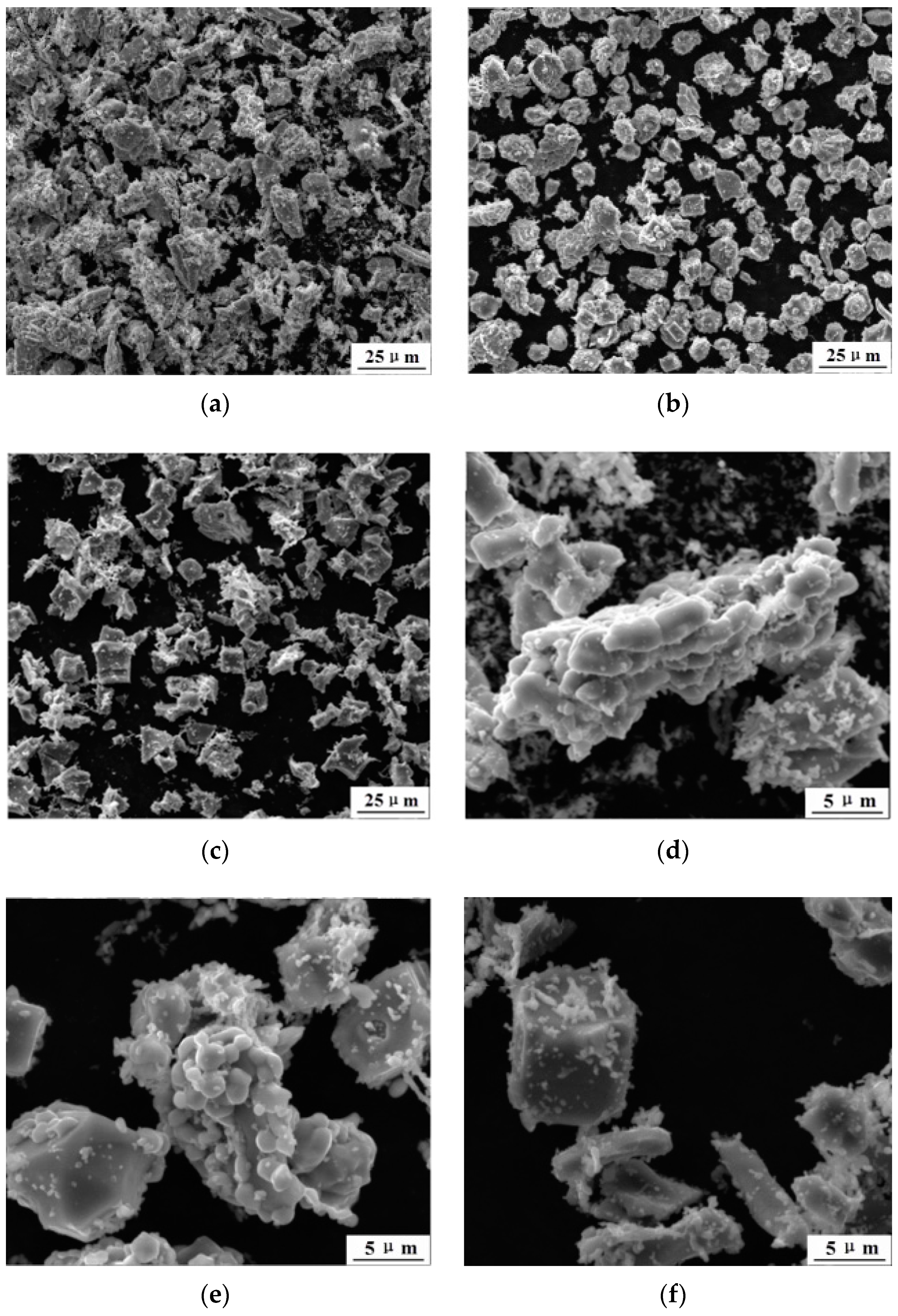
3.2.5. Morphology of Carbides after Forging and Heat Treatment
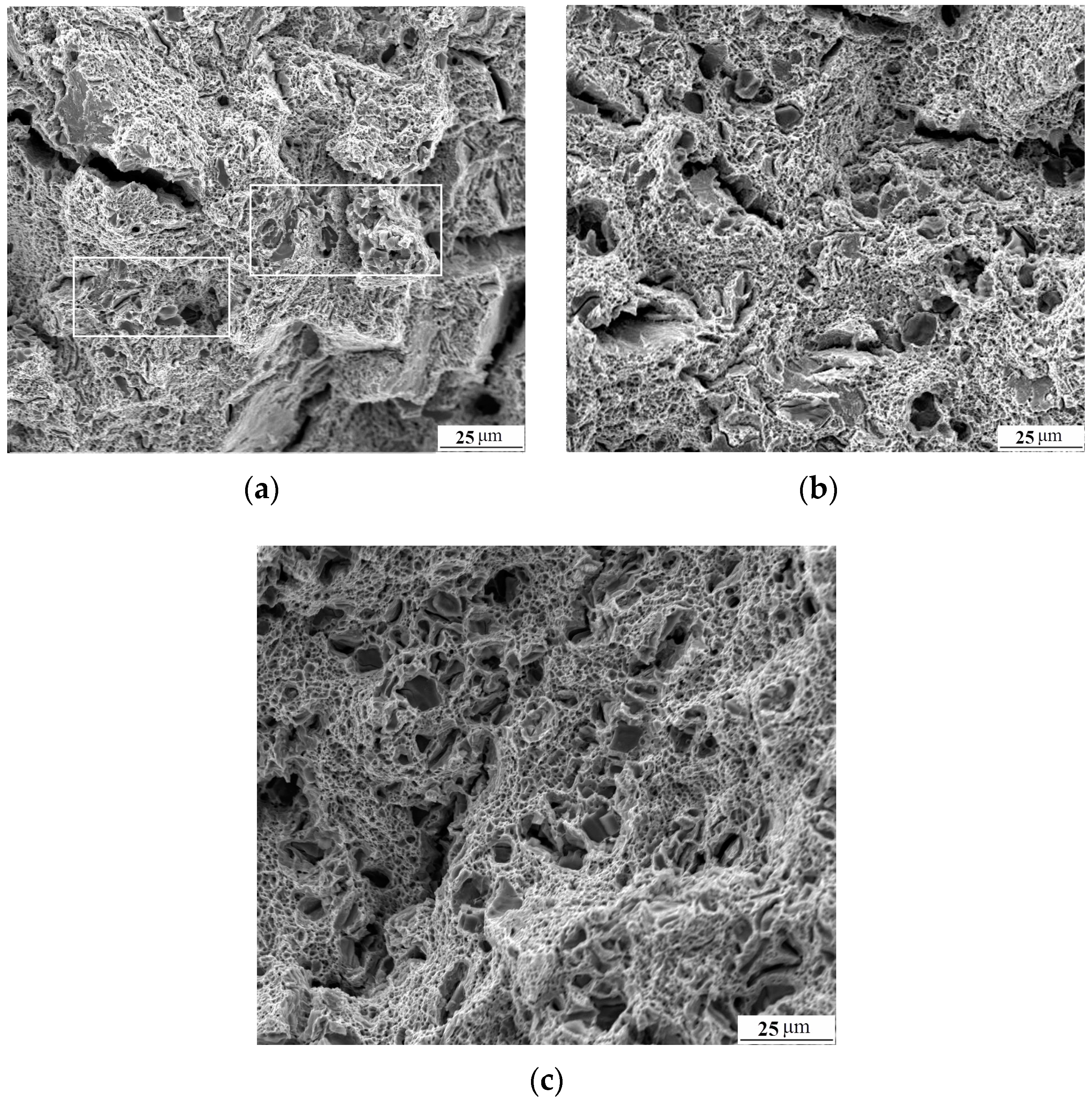
3.3. Influence of Titanium on Mechanical Property of Steel before and after Heat Treatment
4. Discussions
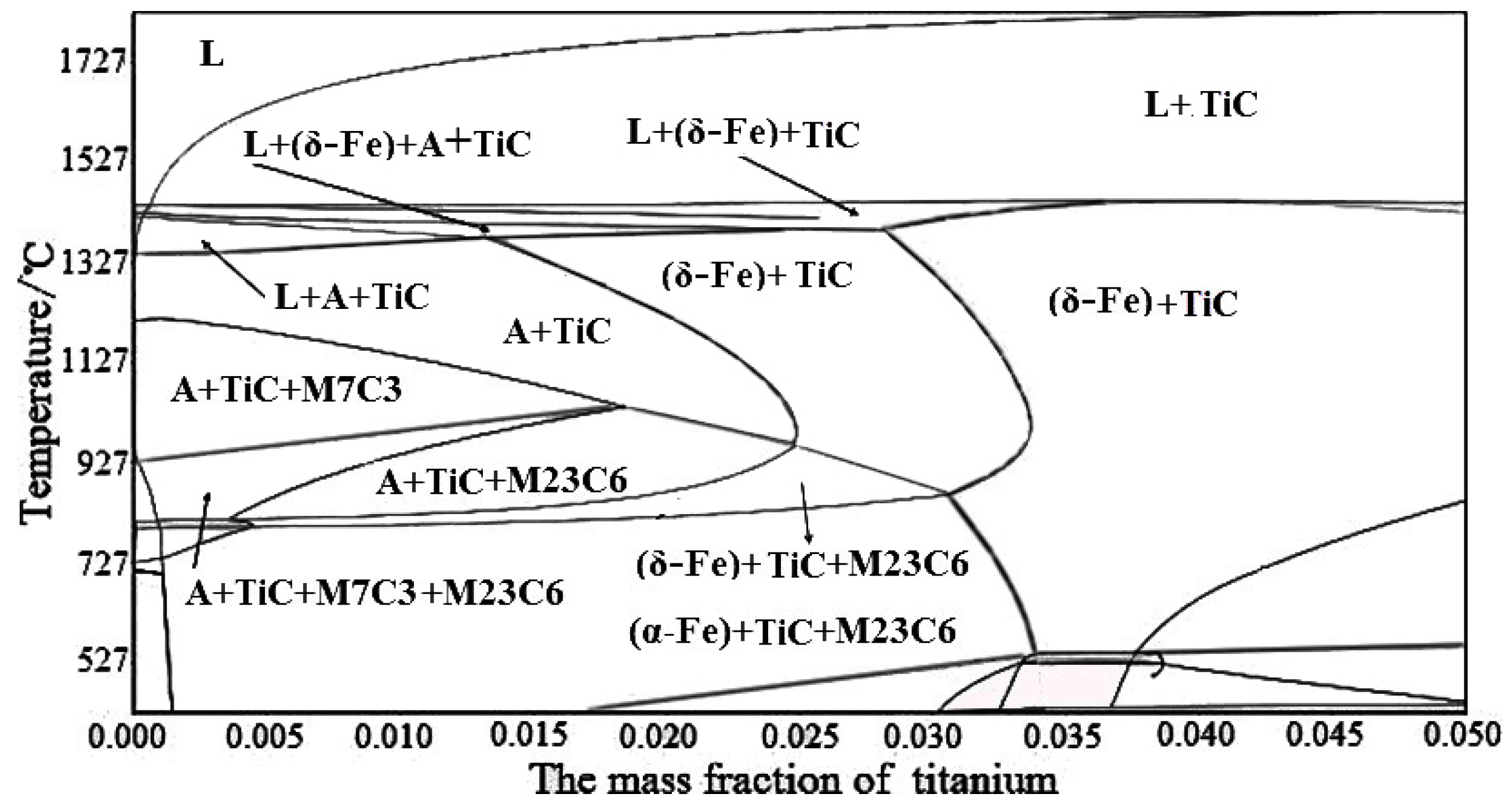
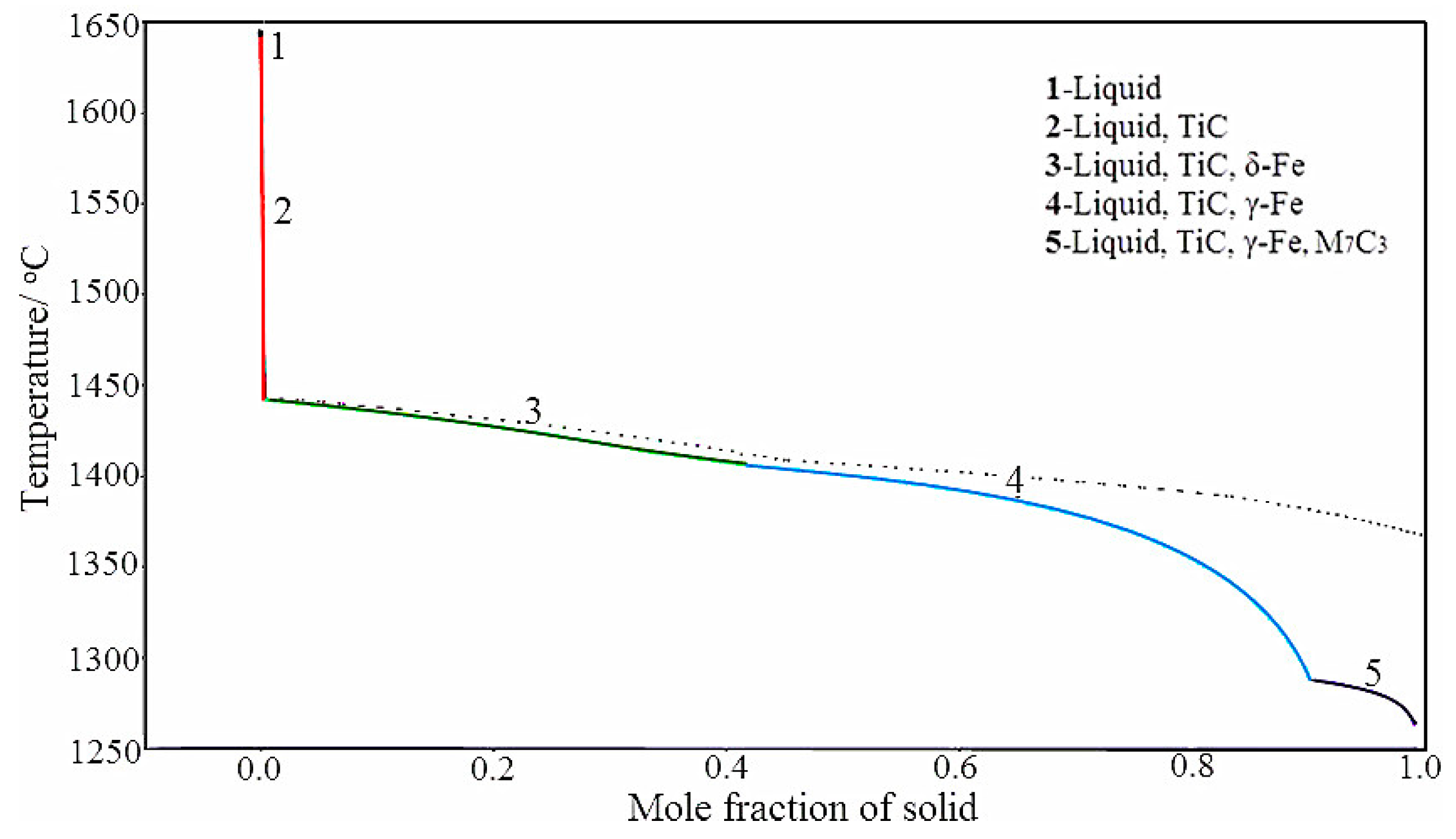
4.1. Effect of Ti on the Solidification Microstructure
- (hkl)s = a low-index plane of the substrate;
- [uvw]s = a low-index direction in (hkl)s;
- (hkl)n = a low-index plane in the nucleated solid;
- [uvw]n = a low-index direction in (hkl)n;
- d[uvw]n = the interatomic spacing along [uvw]n;
- d[uvw]s = the interatomic spacing along [uvw]s;
- θ = the angle between the [uvw]s and [uvw]n.
4.2. Eutectic Carbides M7C3 and Secondary Carbides M23C6
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chen, C.Y.; Hung, F.Y.; Lui, T.S.; Chen, L.H. Microstructures and Mechanical Properties of Austempering SUS440 Steel Thin Plates. Metals 2016, 6, 35–46. [Google Scholar] [CrossRef]
- Salleh, S.H.; Omar, M.Z.; Syarif, J.; Abdullah, S. Carbide Formation during Precipitation Hardening of SS440C Steel. Eur. J. Sci. Res. 2009, 34, 83–91. [Google Scholar]
- Yao, D.; Li, J.; Li, J.; Zhu, Q.T. Effect of Cold Rolling on Morphology of Carbides and Properties of 7Cr17MoV Stainless Steel. Mater. Manuf. Proc. 2014, 30, 111–115. [Google Scholar] [CrossRef]
- Zhu, Q.T.; Li, J.; Shi, C.B.; Yu, W.T. Effect of Quenching Process on the Microstructure and Hardness of High-Carbon Martensitic Stainless Steel. J. Mater. Eng. Perform. 2015, 24, 4313–4321. [Google Scholar] [CrossRef]
- Rajasekhar, A.; Madhusudhan, R.G.; Mohandas, T.; Murti, V.S.R. Influence of austenitizing temperature on microstructure and mechanical properties of AISI 431 martensitic stainless steel electron beam welds. Mater. Design. 2009, 30, 1612–1624. [Google Scholar] [CrossRef]
- Salleh, S.H. Investigation of Microstructures and Properties of 440C Martensitic Stainless Steel. Int. J. Mech. Mater. Eng. 2009, 4, 123–126. [Google Scholar]
- Zhu, Q.T.; Li, J.; Shi, C.B.; Yu, W.T. Effect of electroslag remelting on carbides in 8Cr13MoV martensitic stainless steel. Int. J. Miner. Metall. Mater. 2015, 22, 1149–1156. [Google Scholar] [CrossRef]
- Lin, T.L.; Lin, C.C.; Tsai, T.H.; Lai, H.J. Microstructure and Mechanical Properties of 0.63C-12.7Cr Martensitic Stainless Steel during Various Tempering Treatments. Mater. Manuf. Proc. 2010, 25, 246–248. [Google Scholar] [CrossRef]
- Zhou, B.; Shen, Y.; Chen, J.; Cui, Z.S. Breakdown Behavior of Eutectic Carbide in High Speed Steel during Hot Compression. J. Iron Steel Res. Int. 2011, 18, 41–48. [Google Scholar] [CrossRef]
- Karagöz, S.; Fischmeister, H.F. Cutting performance and microstructure of high speed steels: Contributions of matrix strengthening and undissolved carbides. Metall. Mater. Trans. A 1998, 29, 205–216. [Google Scholar] [CrossRef]
- Gahr, K.H.Z.; Scholz, W.G. Fracture-toughness of white cast irons. J. Met. 1980, 32, 38–44. [Google Scholar] [CrossRef]
- Chumanov, V.I.; Chumanov, I.V. Control of the carbide structure of tool steel during electroslag remelting: Part I. Russ. Metall. 2011, 7, 515–521. [Google Scholar] [CrossRef]
- Zhou, X.; Fang, F.; Li, G.; Jiang, J.Q. Morphology and Properties of M2C Eutectic Carbides in AISI M2 Steel. ISIJ Int. 2010, 50, 1151–1157. [Google Scholar] [CrossRef]
- Cho, K.S.; Sang, I.K.; Park, S.S.; Choi, W.S.; Moon, H.K.; Kwon, H. Effect of Ti Addition on Carbide Modification and the Microscopic Simulation of Impact Toughness in High-Carbon Cr-V Tool Steels. Metall. Mater. Trans. A 2016, 47, 26–32. [Google Scholar] [CrossRef]
- Eiselstein, L.E.; Ruano, O.A.; Sheby, O.D. Structural characterization of rapidly solidified white cast iron powders. J. Mater. Sci. 1983, 18, 483–492. [Google Scholar] [CrossRef]
- Molian, P.A.; Wood, W.E. Rapid solidification of laser-processed chromium steels. Mater. Sci. Eng. 1984, 62, 271–277. [Google Scholar] [CrossRef]
- Laird, G., II. Microstructures of Ni-hard I, Ni-hard IV and high-Cr white cast irons. AFS Trans. 1991, 99, 339–357. [Google Scholar]
- Wu, X.; Xing, J.; Fu, H.; Zhi, X. Effect of titanium on the morphology of eutectic M7C3 carbides in hypereutectic high chromium white iron. Mater. Sci. Eng. A 2007, 457, 180–185. [Google Scholar] [CrossRef]
- Mirzaee, M.; Momeni, A.; Keshmiri, H.; Razavinejad, R. Effect of titanium and niobium on modifying the microstructure of cast K100 tool steel. Metall. Mater. Trans. B 2014, 45, 2304–2314. [Google Scholar] [CrossRef]
- Maldonadoruiz, S.I.; Orozcogonzález, P.; Baltazarhernández, V.H.; Bedollajacuinde, A.; Hernándezrodríguez, M.A.L. Effect of V-Ti on the Microstructure and Abrasive Wear Behavior of 6CrC Cast Steel Mill Balls. J. Miner. Mater. Charact. Eng. 2014, 2, 383–391. [Google Scholar]
- Bratberg, J.; Frisk, K. An experimental and theoretical analysis of the phase equilibria in the Fe-Cr-V-C system. Metall. Mater. Trans. A 2004, 35, 3649–3663. [Google Scholar] [CrossRef]
- Wang, M; Mu, S.; Sun, F.; Wang, Y. Influence of rare earth elements on microstructure and mechanical properties of cast high-speed steel rolls. J. Rare Earths 2007, 25, 490–494. [Google Scholar] [CrossRef]
- Fu, H.G.; Fu, D.M.; Zou, D.N.; Xing, J.D. Structures and Properties of High-Carbon High Speed Steel by RE-Mg-titanium Compound Modification. J. Wuhan Univ. Technol. 2004, 19, 48–51. [Google Scholar] [CrossRef]
- Duan, J.T.; Jiang, Z.Q.; Fu, H.G. Effect of RE-Mg complex modifier on structure and performance of high speed steel roll. J. Rare Earths 2007, 25, 259–263. [Google Scholar]
- Yu, S.C.; Zhu, Q.H.; Wu, S.Q.; Gong, Y.J.; Gong, Y.S.; Lian, M.S.; Ye, G.; Chang, Y.J. Microstructure of Steel 5Cr21Mn9Ni4N Alloyed by Rare Earth. J. Iron Steel Res. Int. 2006, 13, 40–44. [Google Scholar] [CrossRef]
- Razavinejad, R.; Firoozi, S.; Mirbagheri, S.M.H. Effect of titanium addition on as cast structure and macrosegregation of high-carbon high-chromium steel. Steel Res. 2012, 83, 861–869. [Google Scholar] [CrossRef]
- Bjärbo, A.; Hättestrand, M. Complex carbide growth, dissolution, and coarsening in a modified 12 pct chromium steel-an experimental and theoretical study. Metall. Mater. Trans. A 2001, 32, 19–27. [Google Scholar] [CrossRef]
- Bramfitt, B.L. The effect of carbide and nitride additions on the heterogeneous nucleation behavior of liquid iron. Metall. Mater. Trans. B 1970, 1, 1987–1995. [Google Scholar] [CrossRef]
- Bedolla-Jacuinde, A.; Correa, R.; Mejia, I.; Quezada, J.G.; Rainforth, W.M. The effect of titanium on the wear behavior of a 16%Cr white cast iron under pure sliding. Wear 2007, 263, 808–820. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | C | Cr | Mo | Mn | Si | V | Ni | P | S | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| No.1 | 0.72 | 13.6 | 0.43 | 0.5 | 0.32 | 0.14 | 0.16 | 0.03 | 0.004 | 0.043 | Bal. |
| No.2 | 0.71 | 13.44 | 0.41 | 0.44 | 0.33 | 0.16 | 0.16 | 0.031 | 0.004 | 0.771 | Bal. |
| No.3 | 0.73 | 14.05 | 0.42 | 0.42 | 0.35 | 0.16 | 0.16 | 0.029 | 0.003 | 1.22 | Bal. |
| Point | Element | ||||
|---|---|---|---|---|---|
| C | Cr | Fe | Ti | Mo | |
| 1 | 13.22 | 51.89 | 31.25 | — | 1.45 |
| 2 | 13.81 | 53.38 | 26.94 | 1.05 | 2.48 |
| 3 | 23.86 | 4.43 | 8.89 | 51.76 | 7.79 |
| 4 | 20.28 | 2.91 | 12.2 | 61.47 | 3.14 |
| 5 | 8.68 | 42.53 | 47.90 | — | 1.40 |
| Sample No. | Element | |||||
|---|---|---|---|---|---|---|
| C | Cr | Fe | Mo | V | Ti | |
| No. 1 | 14.59 | 53.90 | 26.25 | 2.33 | 2.93 | 0.0 |
| No. 2 | 13.10 | 37.53 | 40.19 | 2.79 | 1.69 | 2.6 |
| No. 3 | 11.08 | 43.98 | 28.07 | 2.67 | 1.41 | 2.8 |
| Point | Element | ||||||
|---|---|---|---|---|---|---|---|
| C | N | Cr | Fe | Ti | Mo | V | |
| 1 | 15.20 | 15.57 | 1.32 | 1.28 | 64.44 | 0.98 | 1.21 |
| 2 | 26.66 | —— | 2.76 | 1.21 | 62.76 | 5.46 | 1.15 |
| Sample No. | Hardness | Tensile Strength/MPa | Elongation after Fracture/% | |||
|---|---|---|---|---|---|---|
| Before/HRC | After /HRB | Before | After | Before | After | |
| No. 1 | 52.9 ± 0.21 | 95.2 ± 0.14 | 635.95 | 739.53 | 1 | 17.85 |
| No. 2 | 56.7 ± 0.15 | 93.6 ± 0.29 | 974.49 | 714.01 | 1 | 20.95 |
| No. 3 | 57.6 ± 0.31 | 94.1 ± 0.52 | 1315.66 | 694.39 | 1 | 20.41 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, W.-T.; Li, J.; Shi, C.-B.; Zhu, Q.-T. Effect of Titanium on the Microstructure and Mechanical Properties of High-Carbon Martensitic Stainless Steel 8Cr13MoV. Metals 2016, 6, 193. https://doi.org/10.3390/met6080193
Yu W-T, Li J, Shi C-B, Zhu Q-T. Effect of Titanium on the Microstructure and Mechanical Properties of High-Carbon Martensitic Stainless Steel 8Cr13MoV. Metals. 2016; 6(8):193. https://doi.org/10.3390/met6080193
Chicago/Turabian StyleYu, Wen-Tao, Jing Li, Cheng-Bin Shi, and Qin-Tian Zhu. 2016. "Effect of Titanium on the Microstructure and Mechanical Properties of High-Carbon Martensitic Stainless Steel 8Cr13MoV" Metals 6, no. 8: 193. https://doi.org/10.3390/met6080193
APA StyleYu, W. -T., Li, J., Shi, C. -B., & Zhu, Q. -T. (2016). Effect of Titanium on the Microstructure and Mechanical Properties of High-Carbon Martensitic Stainless Steel 8Cr13MoV. Metals, 6(8), 193. https://doi.org/10.3390/met6080193