Friction Stir Welding of near α and α + β Titanium Alloys: Metallurgical and Mechanical Characterization


Abstract
:1. Introduction
- (1)
- Selection of processing parameters
- (2)
- Selection of titanium alloys
2. Materials and Methods
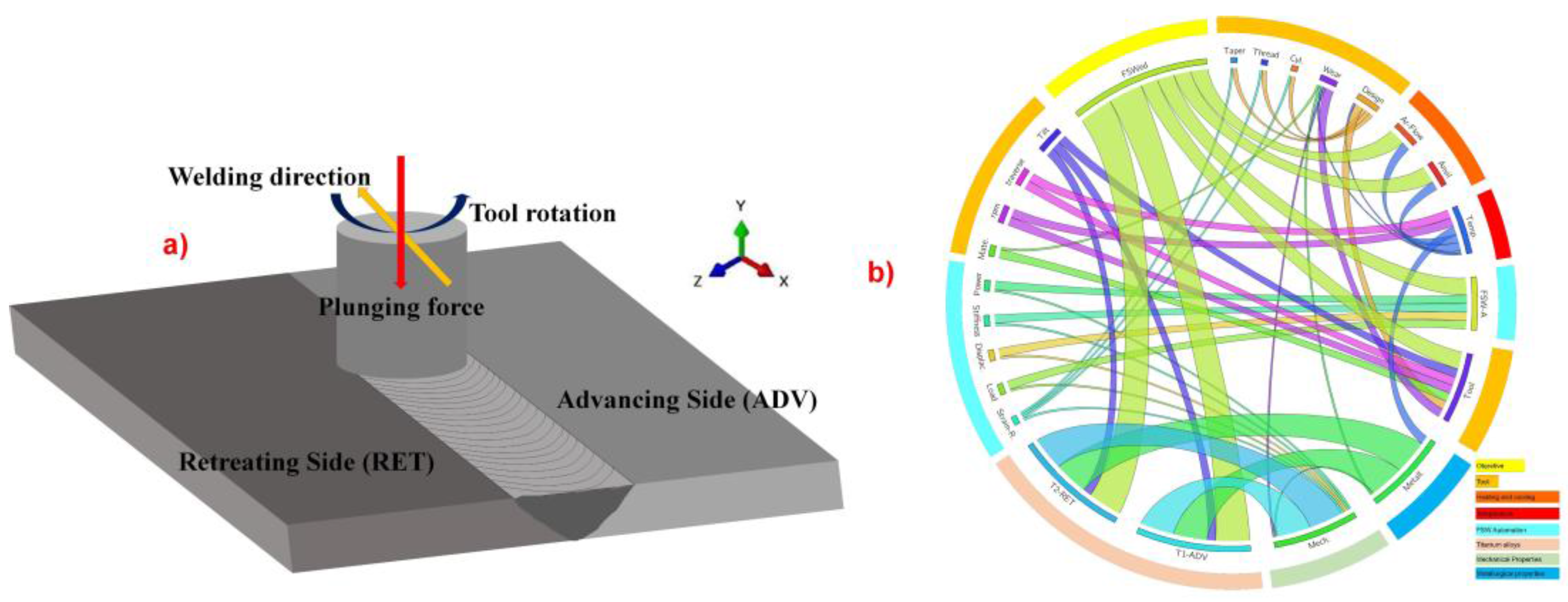
2.1. Friction Stir Welding
2.2. Metallography
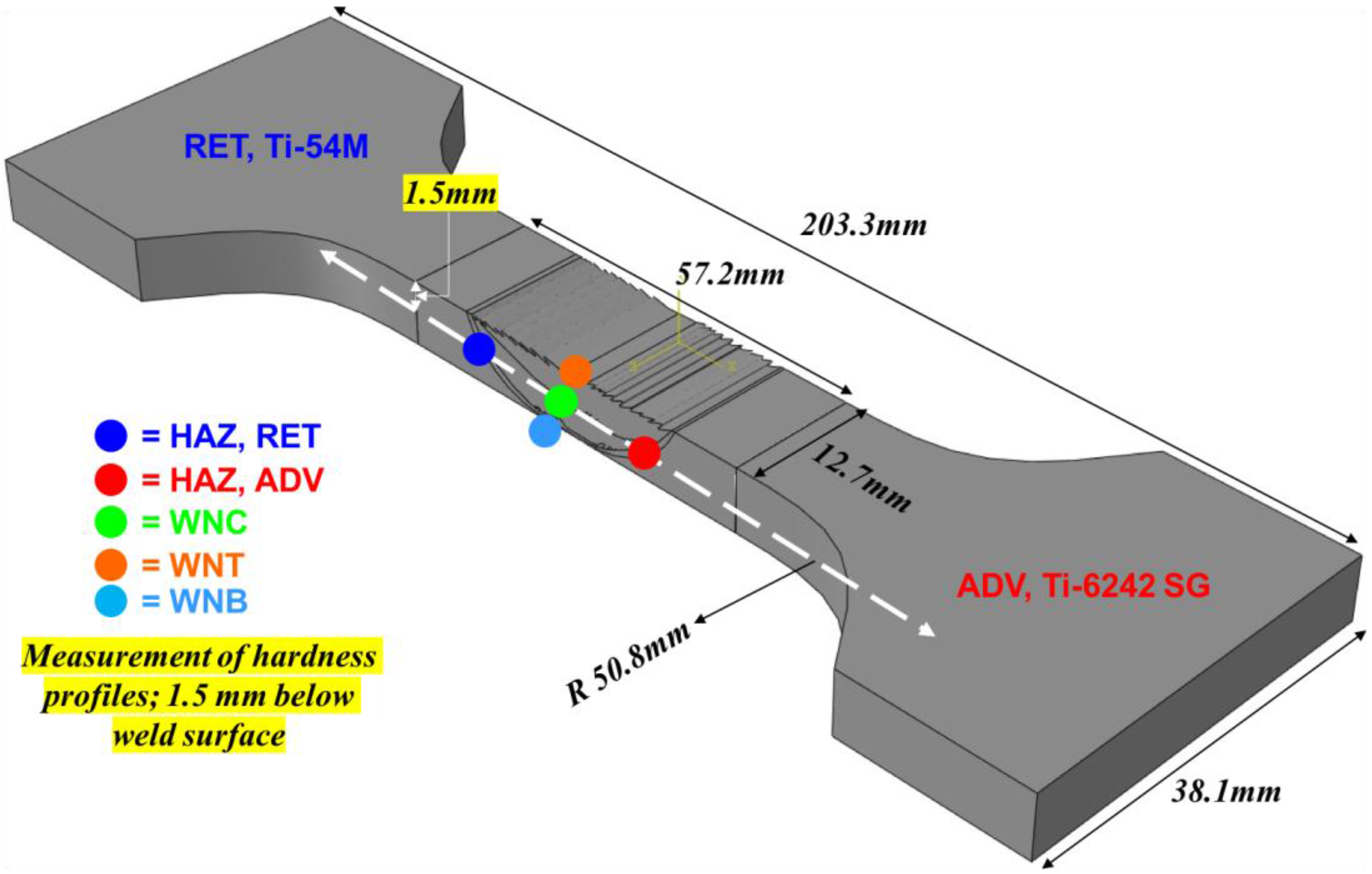
2.3. Mechanical Properties
3. Results
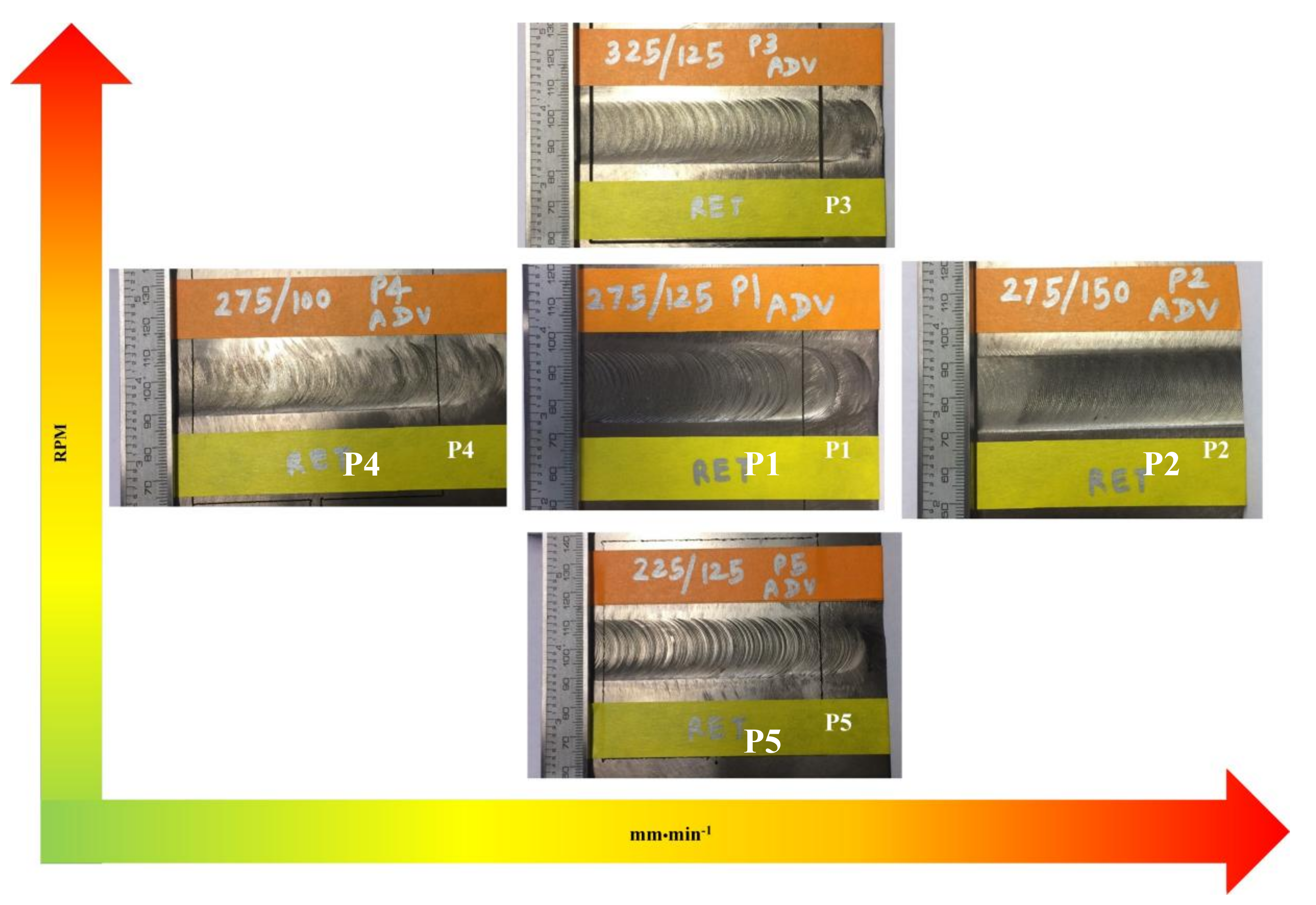
3.1. Weld Surfaces
3.2. Macrographs
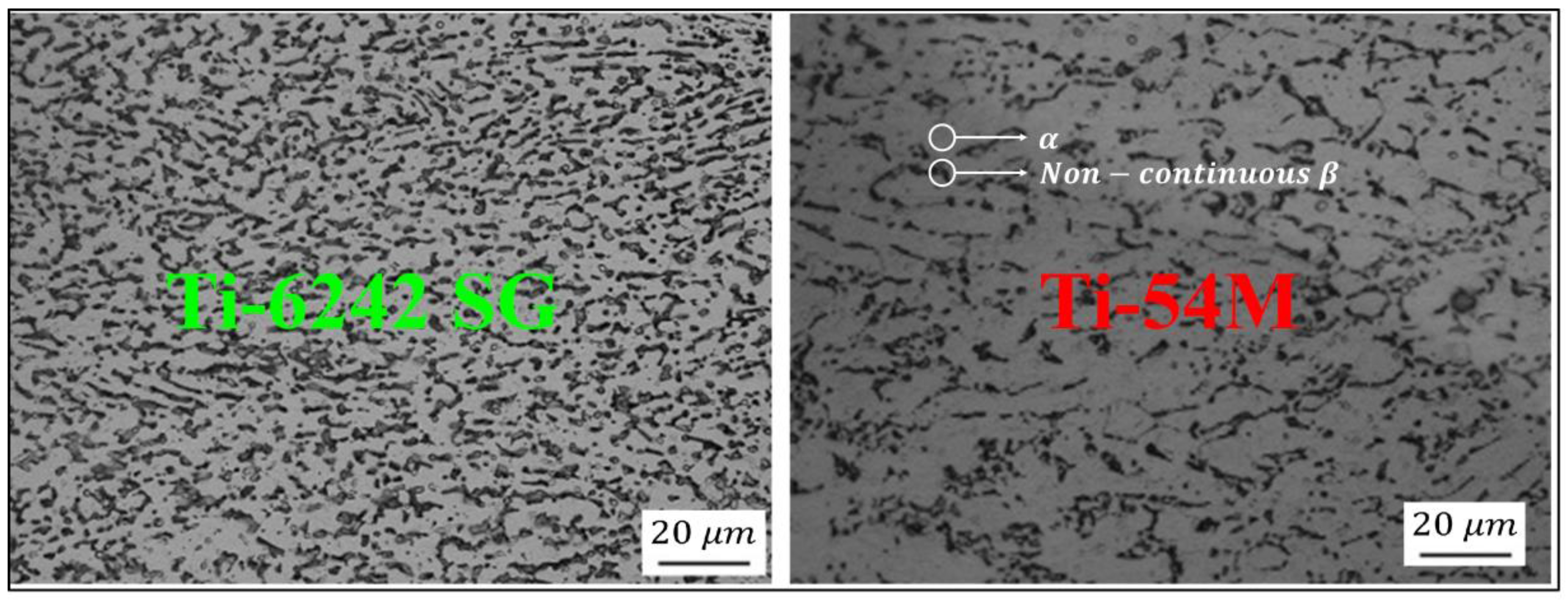
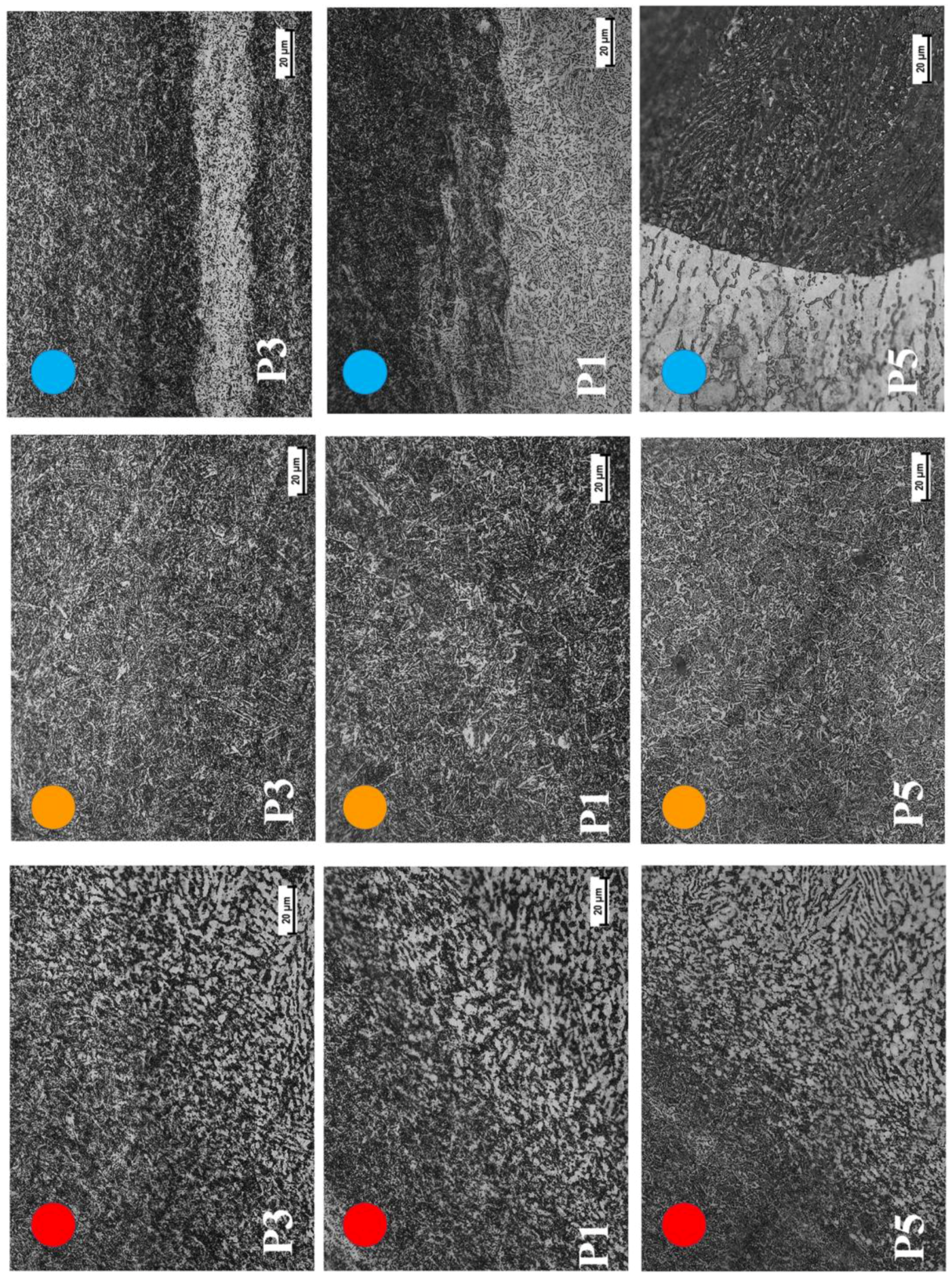
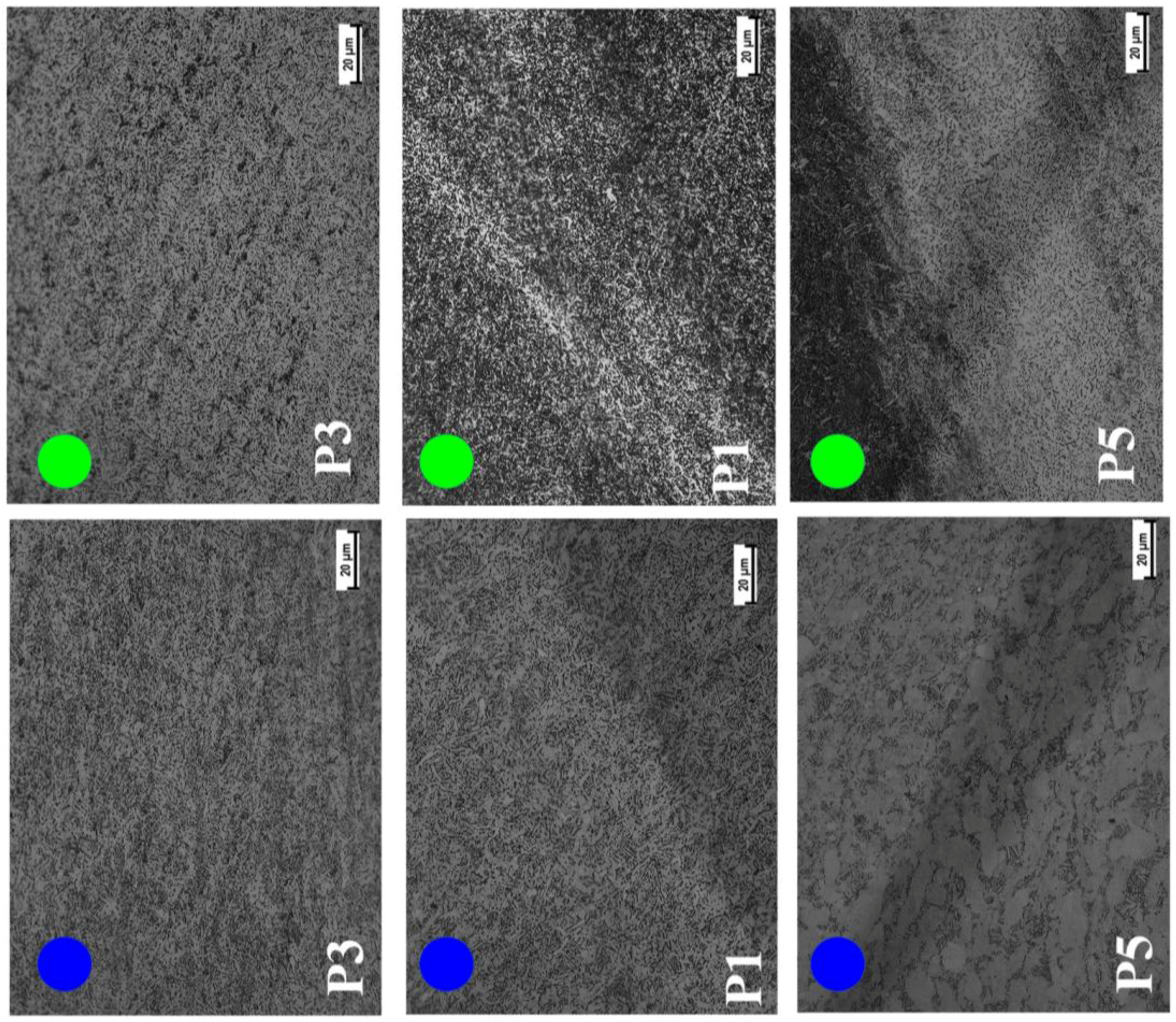
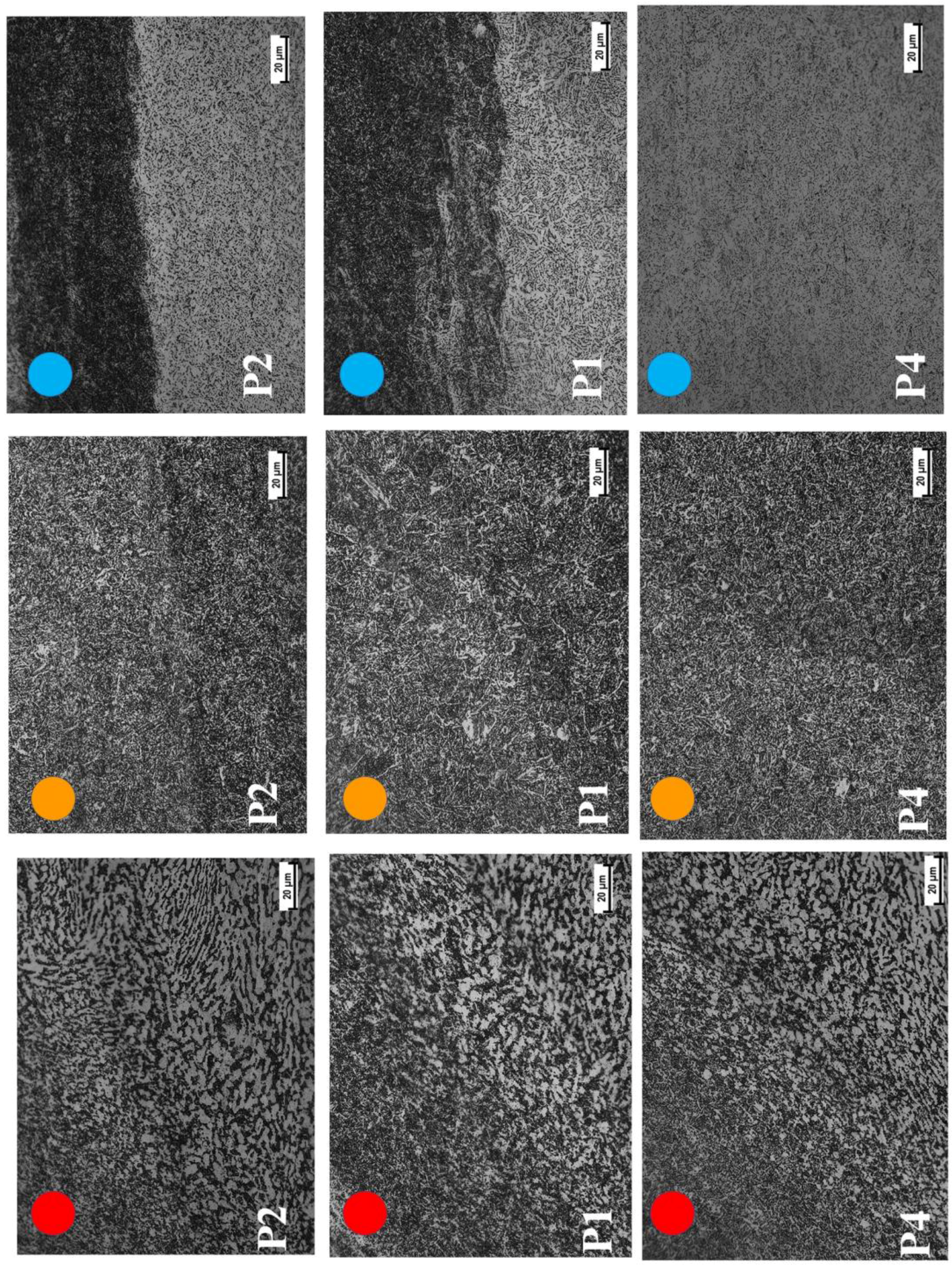
3.3. Microstructures
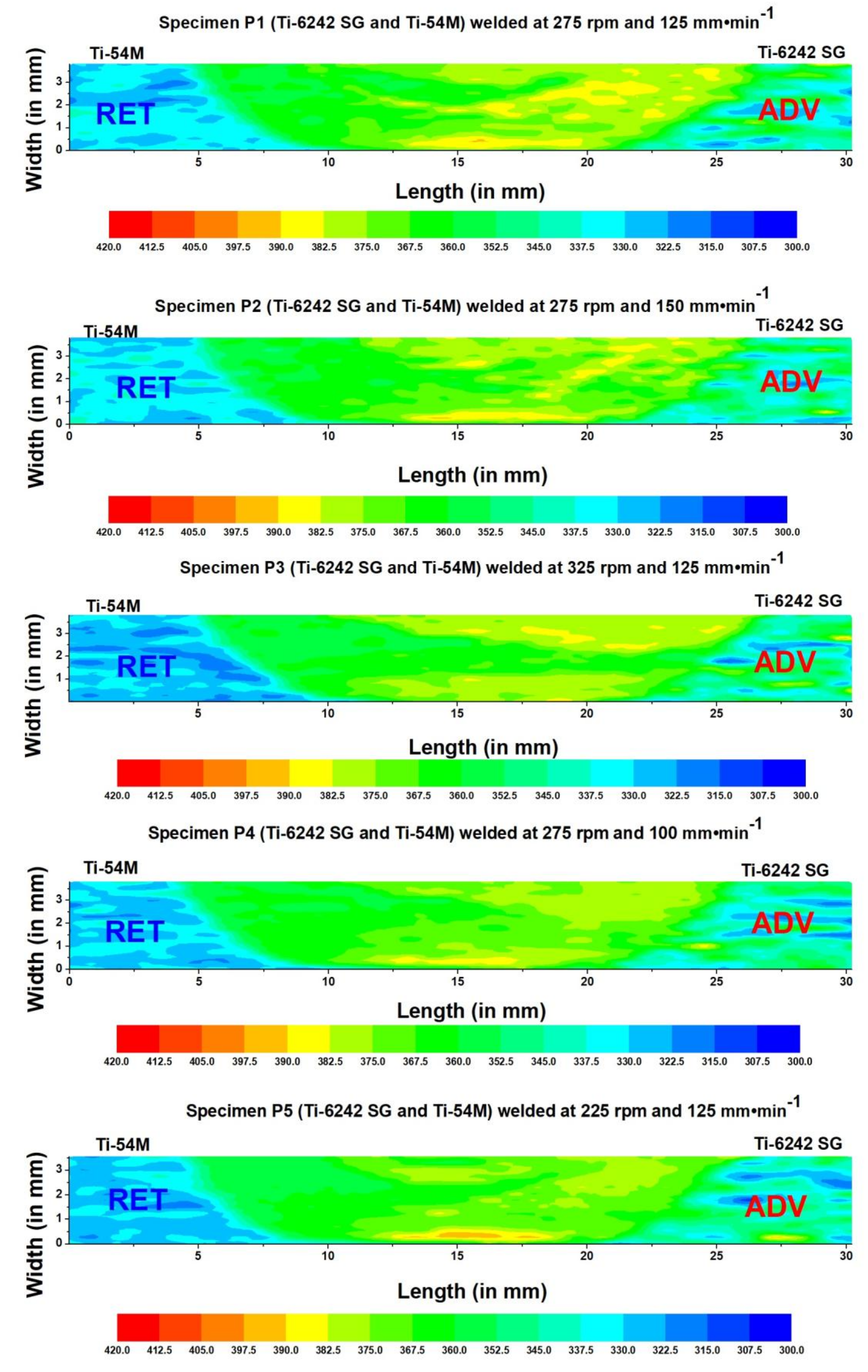
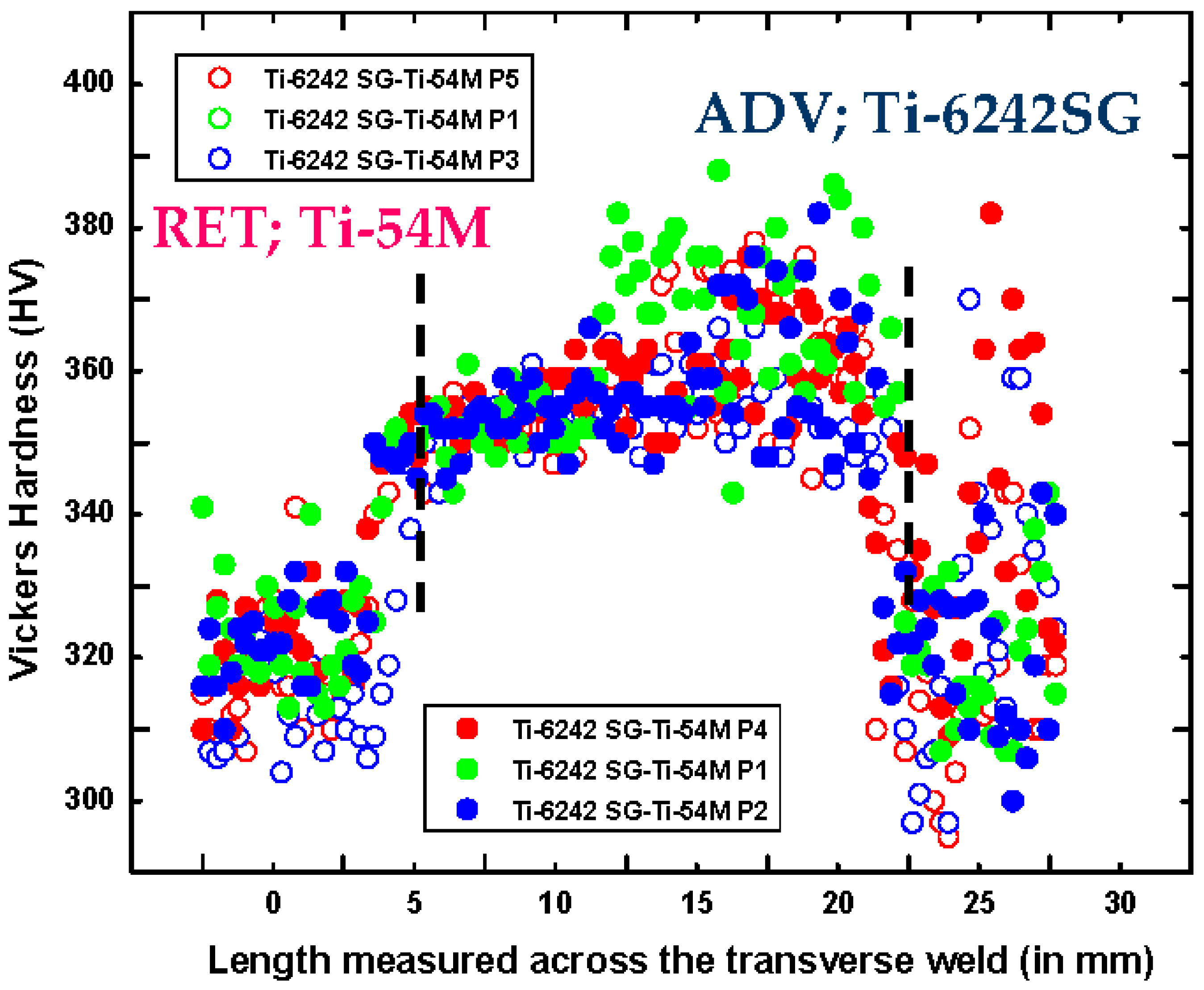
3.4. Microhardness
- (1)
- These streaks are rather wider and the adopted hardness measurement scheme distance between two indents could be covering more than one point in one streak of P1. While in case of P2 and P4, these streaks are thinner in appearance and possibility of omitting more streaks from one indent to another is higher therefore, rather uniform hardness values have been observed for P1 and P2.
- (2)
- Secondly, difference in exposure time results in varying temperature distribution and evolving microstructures. Slower the traverse speed, higher the exposure time, and slower cooling rate. For the limited amount of time in case of P2, depending on the inherent material flow there was only enough time for microstructure to evolve in such a way that resulted in a hardness profile with variations that depend not only on Hall-Petch relationship but also on the diffusivity of alloying elements in surrounding streaks dictating the dominance of one phase over other in individual streaks of titanium alloys.
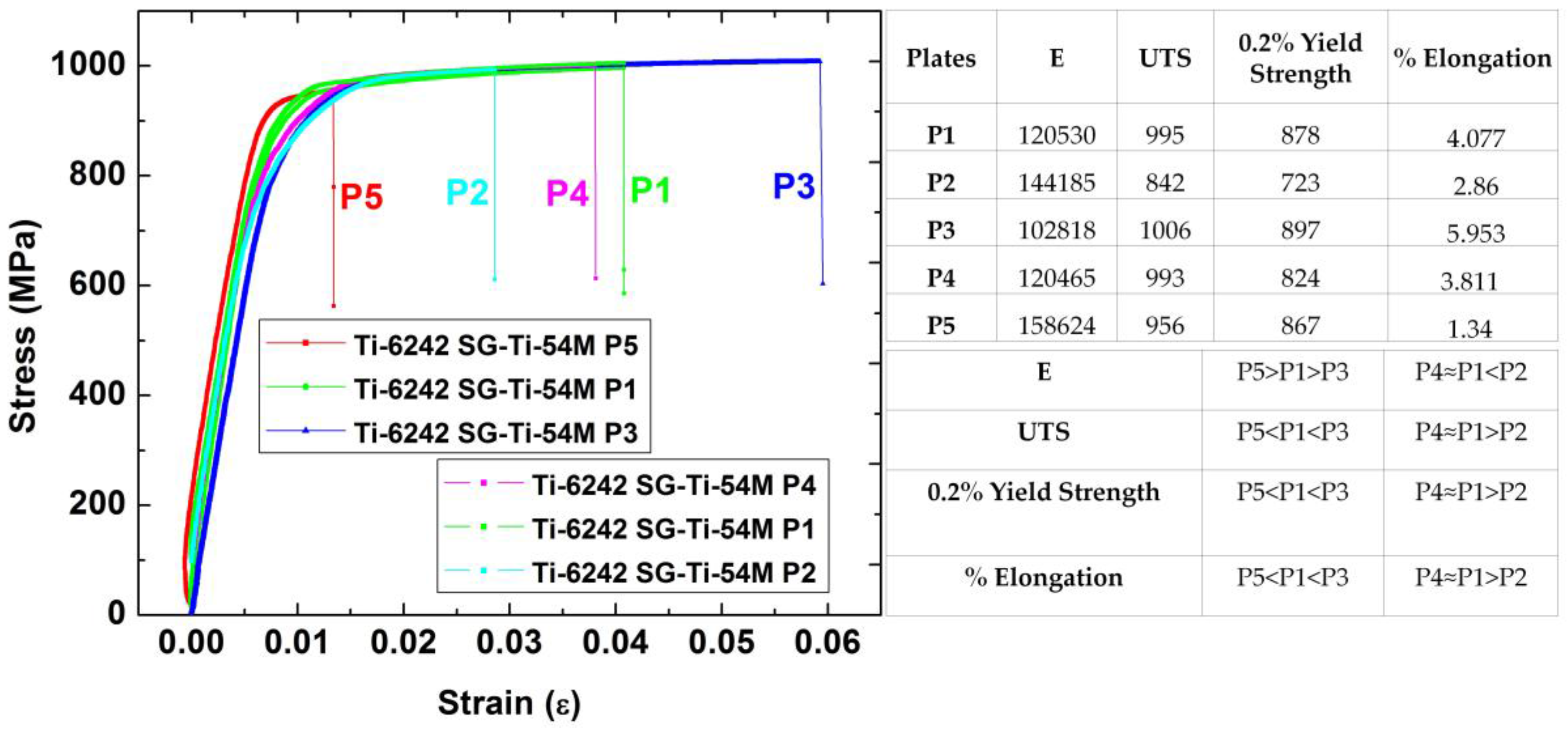
3.5. Stress Strain Behavior
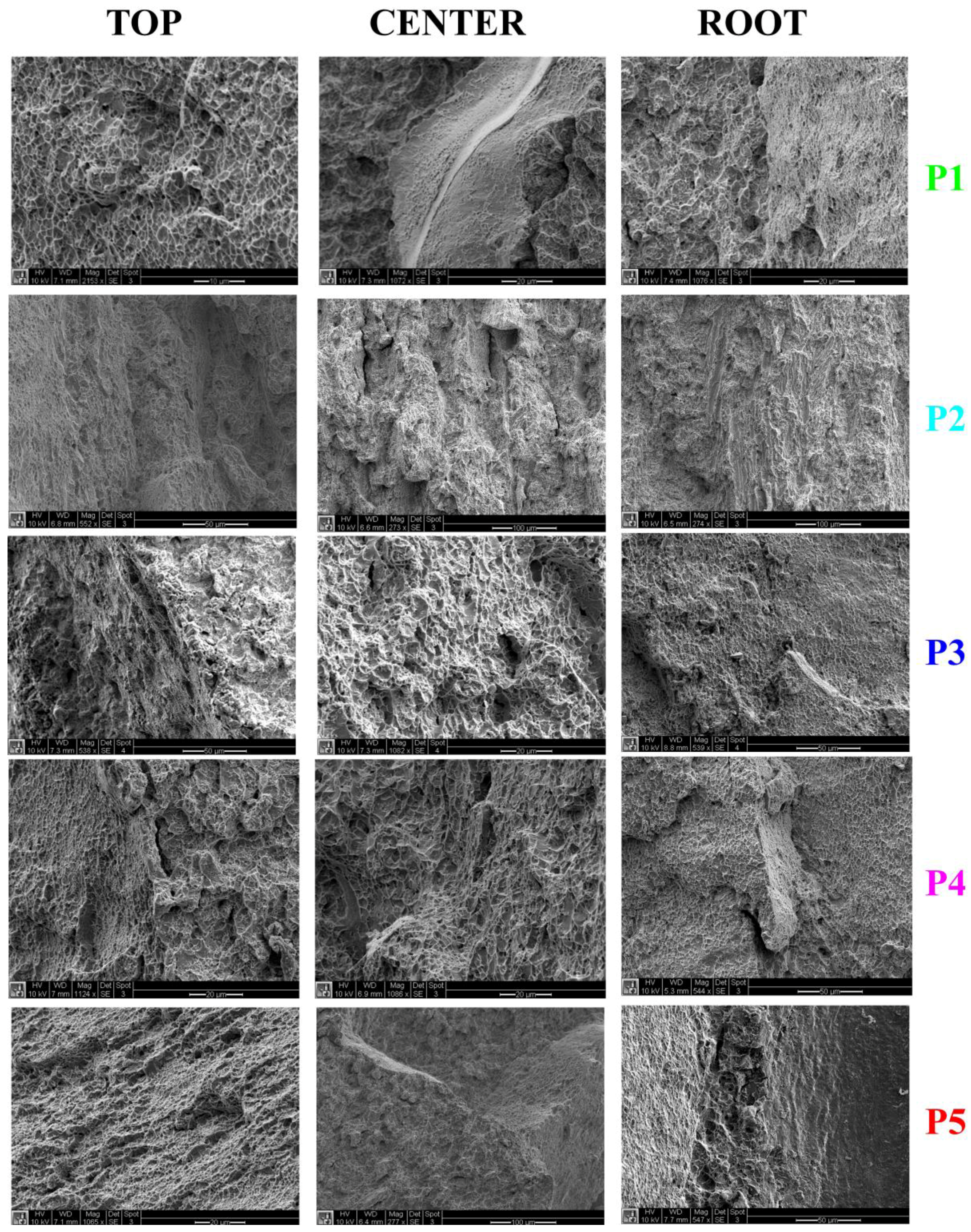
3.6. Fractographs
4. Discussion
4.1. Weld Surfaces
4.2. Metallography
- Less transformation (or lesser volume fraction of ) for highest traverse speed.
- Thinner laths of due to faster cooling for highest traverse speed.
4.3. Mechanical Properties
4.3.1. Microhardness
4.3.2. Global Stress Strain Responses
4.3.3. Fractography
5. Conclusions
- Defect free welds were produced for 5 mm thick Ti-6242 SG and Ti-54M for a combination of varying rpm (225–325) and traverse speed (100–150 mm·min−1). Additionally, migration of material from retreating to advancing side is primarily dependent on traverse speed.
- Shearing forces, deformational characteristics, transformational mechanisms (either dynamic recrystallization (DRX) or dynamic recovery (DRV) are significantly different from ADV to RET side.
- transus temperature imparts a significant role in the evolution of microstructure on either side of the weld. A notable difference in transus temperature can render different structure and properties. Sensitivity of the results is also direction dependence. Additionally, diffusivity of alloying elements in corresponding phases, results in macro-zones of at multiple locations.
- Variations in microhardness values are dependent on evolution of microstructures and on ability of migrating material (from RET side) to interlock with material (on ADV side).
- In general, we have observed higher values of hardness in the weld nugget with a significant scatter in the data points on the ADV side. On the RET side, however, the variation depends on the width of HAZ or rotation speed (in other words rotation assisted shear forces). In addition, on the ADV side, presence of streaks also governs the variation in the hardness values.
- Mechanical properties (except elastic modulus, ) improve and deteriorate with increasing rpm and traverse speed respectively. Increasing traverse speed has no effect on mechanical properties from 100 to 125 mm·min−1, however, has adverse effect for highest traverse speed 150 mm·min−1.
- From the fractured surface analysis, we can say that due to presence of thermal and microstructural gradient within the weld nugget the individual “zones” act as a separate transcrystalline or intercrystalline ductile material influencing the global appearance of the fractured surface and the stress train curves.
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| ADV | Advancing side |
| BM | Base material |
| CEN | Center |
| EDS | Electron dispersive spectroscopy |
| Elong. | Elongation |
| FSW | Friction stir welding |
| HAZ | Heat affected zone |
| RET | Retreating side |
| SG | Standard grain |
| TMAZ | Thermo mechanically affected zone |
| UTS | Ultimate tensile strength |
| WN | Weld nugget |
| WNB | Weld nugget bottom |
| WNC | Weld nugget center |
| WNT | Weld nugget top |
| YS | Yield strength |
References
- Edwards, P.; Ramulu, M. Fatigue performance of friction stir welded titanium structural joints. Int. J. Fatigue 2015, 70, 171–177. [Google Scholar] [CrossRef]
- Thomas, W.M.; Murch, M.G.; Nicholas, E.D.; Temple-Smith, P.; Needham, J.C.; Dawes, C.J. Improvements Relating to Friction Welding. Google Patents EP 0653265 A2, 17 May 1995. [Google Scholar]
- Ji, S.; Li, Z. Reducing the hook defect of friction stir lap welded Ti-6Al-4V alloy by slightly penetrating into the lower sheet. J. Mater. Eng. Perform. 2017, 26, 921–930. [Google Scholar] [CrossRef]
- Ji, S.; Li, Z.; Zhang, L.; Wang, Y. Eliminating the tearing defect in Ti-6Al-4V alloy joint by back heating assisted friction stir welding. Mater. Lett. 2017, 188, 21–24. [Google Scholar] [CrossRef]
- Rai, R.; De, A.; Bhadeshia, H.K.D.H.; DebRoy, T. Review: Friction stir welding tools. Sci. Technol. Weld. Join. 2011, 16, 325–342. [Google Scholar] [CrossRef]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Donachie, M.J. Titanium: A Technical Guide; ASM International: Geauga, OH, USA, 2000. [Google Scholar]
- Lütjering, G.; Williams, J.C. Titanium; Springer: Berlin, Germany, 2007. [Google Scholar]
- Gangwar, K.; Ramulu, M.; Cantrell, A.; Sanders, D.G. Microstructure and mechanical properties of friction stir welded dissimilar titanium alloys: TIMET-54M and ATI-425. Metals 2016, 6, 252. [Google Scholar] [CrossRef]
- Jata, K.; Subramanian, P.; Reynolds, A.; Trapp, T.; Helder, E. Friction Stir Welding of Titanium Alloys for Aerospace Applications: Microstructure and Mechanical Behavior. In Proceedings of the Fourteenth International Offshore and Polar Engineering Conference, Toulon, France, 23–28 May 2004. [Google Scholar]
- Ji, Y.; Wu, S.; Zhao, D. Microstructure and mechanical properties of friction welding joints with dissimilar titanium alloys. Metals 2016, 6, 108. [Google Scholar] [CrossRef]
- Kulkarni, N.R.; Ramulu, M. Experimental and Numerical Analysis of Mechanical Behavior in Friction Stir Welded Different Titanium Alloys. In Proceedings of the ASME 2014 International Mechanical Engineering Congress and Exposition, Montreal, QC, Canada, 14–20 November 2014; p. V02BT02A012. [Google Scholar]
- Kulkarni, N.; Ramulu, M. Experimental Study of Mechanical Performance in Friction Stir Welded Dissimilar Titanium Alloys. In Experimental and Applied Mechanics, Proceedings of the 2015 Annual Conference on Experimental and Applied Mechanics, Costa Mesa, MA, USA, 8–11 June 2015; Sciammarella, C., Considine, J., Gloeckner, P., Eds.; Springer International Publishing: Cham, Switzerland, 2016; Volume 4, pp. 165–171. [Google Scholar]
- Kulkarni, N. Study of the Mechanical Performance of Similar and Dissimilar Titanium Alloy Joints Formed by Diffusion Bonding and Friction Stir Welding. Ph.D. Thesis, Mechanical Engineering, University of Washington, Seattle, WA, USA, 2015. [Google Scholar]
- Krzywinski, M.I.; Schein, J.E.; Birol, I.; Connors, J.; Gascoyne, R.; Horsman, D.; Jones, S.J.; Marra, M.A. Circos: An information aesthetic for comparative genomics. Genome Res. 2009, 19, 1639–1645. [Google Scholar] [CrossRef] [PubMed]
- Gonser, M.J. Microstructure Evolution and Material Flow Behavior in Friction-Stir Welded Dissimilar Titanium Alloys. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2010. [Google Scholar]
- Edwards, P.; Ramulu, M. Peak temperatures during friction stir welding of Ti–6Al–4V. Sci. Technol. Weld. Join. 2010, 15, 468–472. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Surface Residual Stresses in Ti-6Al-4V Friction Stir Welds: Pre-and Post-Thermal Stress Relief. J. Mater. Eng. Perform. 2015, 24, 3263–3270. [Google Scholar] [CrossRef]
- Lütjering, G. Influence of processing on microstructure and mechanical properties of (α + β) titanium alloys. Mater. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Zhang, Y.; Sato, Y.S.; Kokawa, H.; Park, S.H.C.; Hirano, S. Microstructural characteristics and mechanical properties of Ti–6Al–4V friction stir welds. Mater. Sci. Eng. A 2008, 485, 448–455. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Anvil | Backing Anvil |
| Ar-Flow | Argon Flow |
| Cyl. | Cylindrical |
| Design | Tool Design |
| Displac. | Displacement Control |
| FSW-A | FSW-Automation |
| FSWed | Friction Stir Welded |
| Load | Load Controlled |
| Mate. | Tool Material |
| Mech. | Mechanical Properties |
| Metall. | Metallurgical properties |
| Power | FSW-A power |
| rpm | Rotation Per Minute |
| Stiffness | Stiffness of FSW-A |
| Strain-R. | Strain Rate |
| T1-ADV | Titanium Alloy 1 kept on Advancing Side |
| T2-RET | Titanium Alloy 2 Kept on Retreating Side |
| Taper | Tapered |
| Temp. | Temperature |
| Thread | Threaded |
| Tilt | Tilt Angle |
| Tool | Tool |
| Traverse | feed Rate (mm·min−1) |
| Wear | Wear |
| Alloy/Element | Ti | C | Fe | N | Al | O | V | H | Sn | Zr | Mo | Si | H2 (bar) | Other |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ti-6242 | 85.643 | 0.05 | 0.025 | 0.05 | 6 | 0.12 | 0.0125 | 2 | 4 | 2 | 0.1 | |||
| Ti-54 | 90 | 0.4 | 5 | 4 | 0.6 |
| Plate Denomination | RPM | Traverse Speed (mm·min−1) |
|---|---|---|
| P1 | 275 | 125 |
| P2 | 275 | 150 |
| P3 | 325 | 125 |
| P4 | 275 | 100 |
| P5 | 225 | 125 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gangwar, K.; Mamidala, R.; Sanders, D.G. Friction Stir Welding of near α and α + β Titanium Alloys: Metallurgical and Mechanical Characterization. Metals 2017, 7, 565. https://doi.org/10.3390/met7120565
Gangwar K, Mamidala R, Sanders DG. Friction Stir Welding of near α and α + β Titanium Alloys: Metallurgical and Mechanical Characterization. Metals. 2017; 7(12):565. https://doi.org/10.3390/met7120565
Chicago/Turabian StyleGangwar, Kapil, Ramulu Mamidala, and Daniel G. Sanders. 2017. "Friction Stir Welding of near α and α + β Titanium Alloys: Metallurgical and Mechanical Characterization" Metals 7, no. 12: 565. https://doi.org/10.3390/met7120565
APA StyleGangwar, K., Mamidala, R., & Sanders, D. G. (2017). Friction Stir Welding of near α and α + β Titanium Alloys: Metallurgical and Mechanical Characterization. Metals, 7(12), 565. https://doi.org/10.3390/met7120565