Heating System for Riser Size Minimizing in Sand Casting Process and Its Experimental Verification



Abstract
:1. Introduction
2. Methods Simulation and Experimental
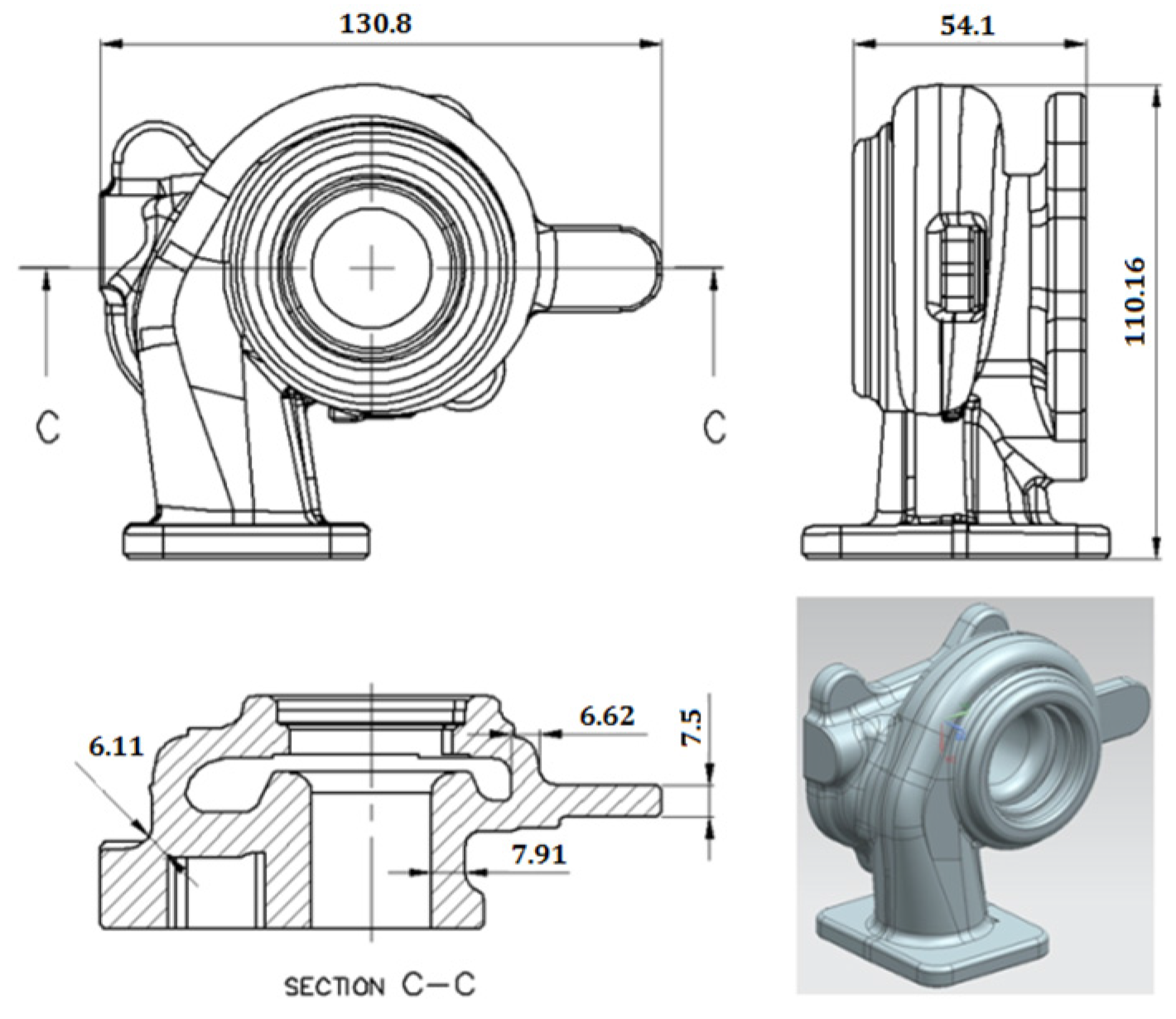
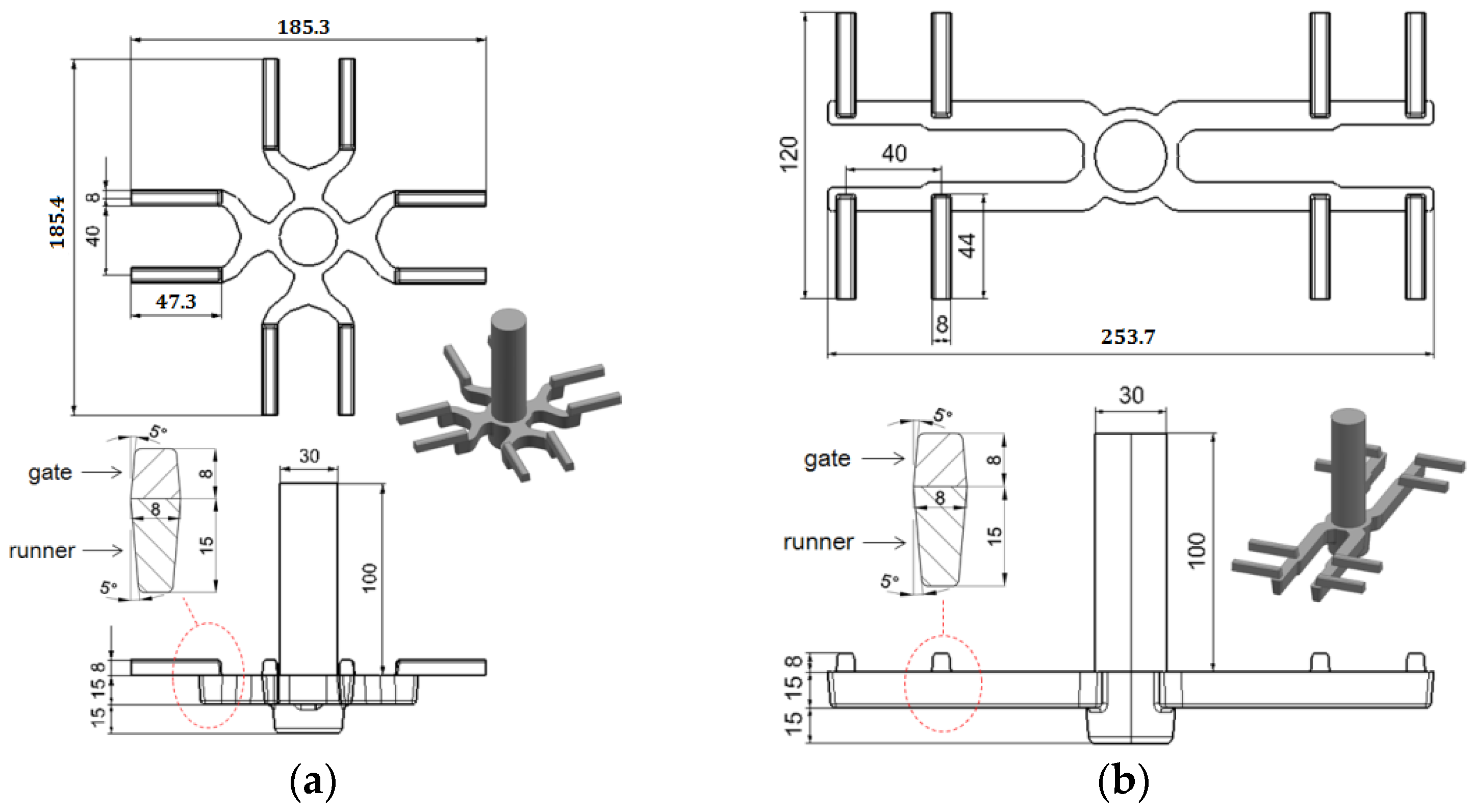
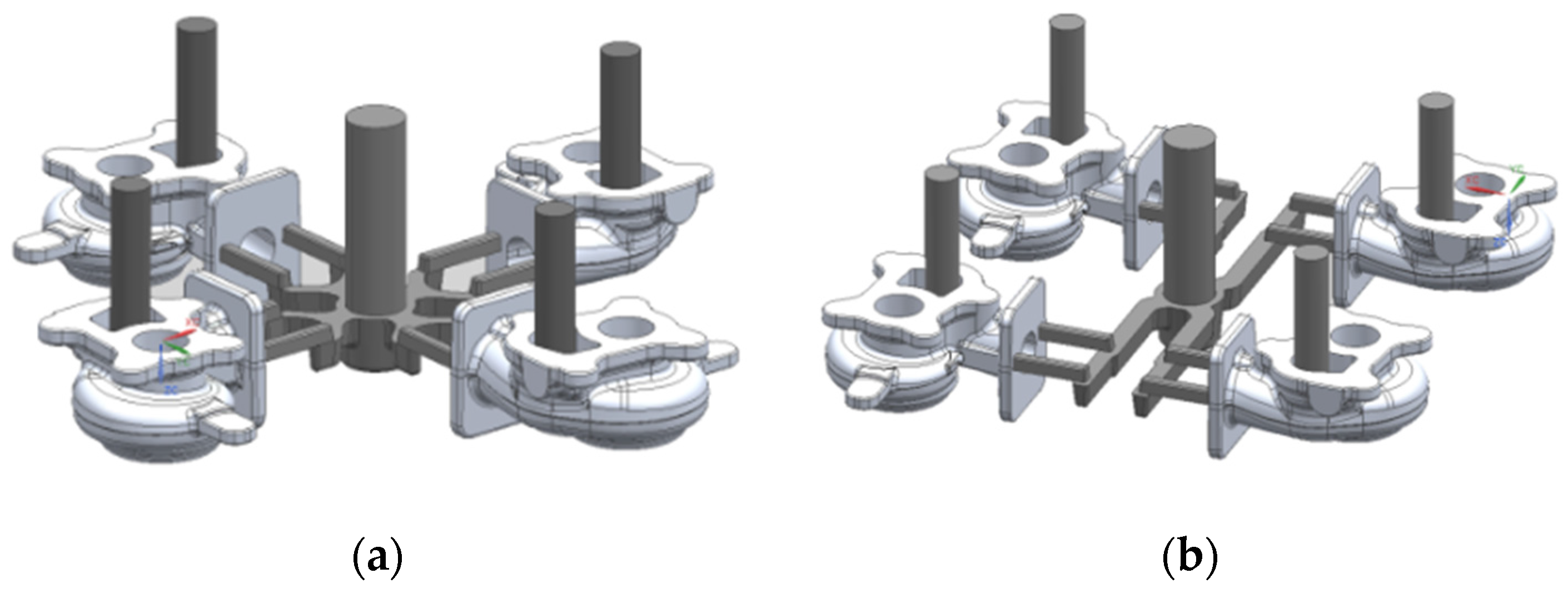
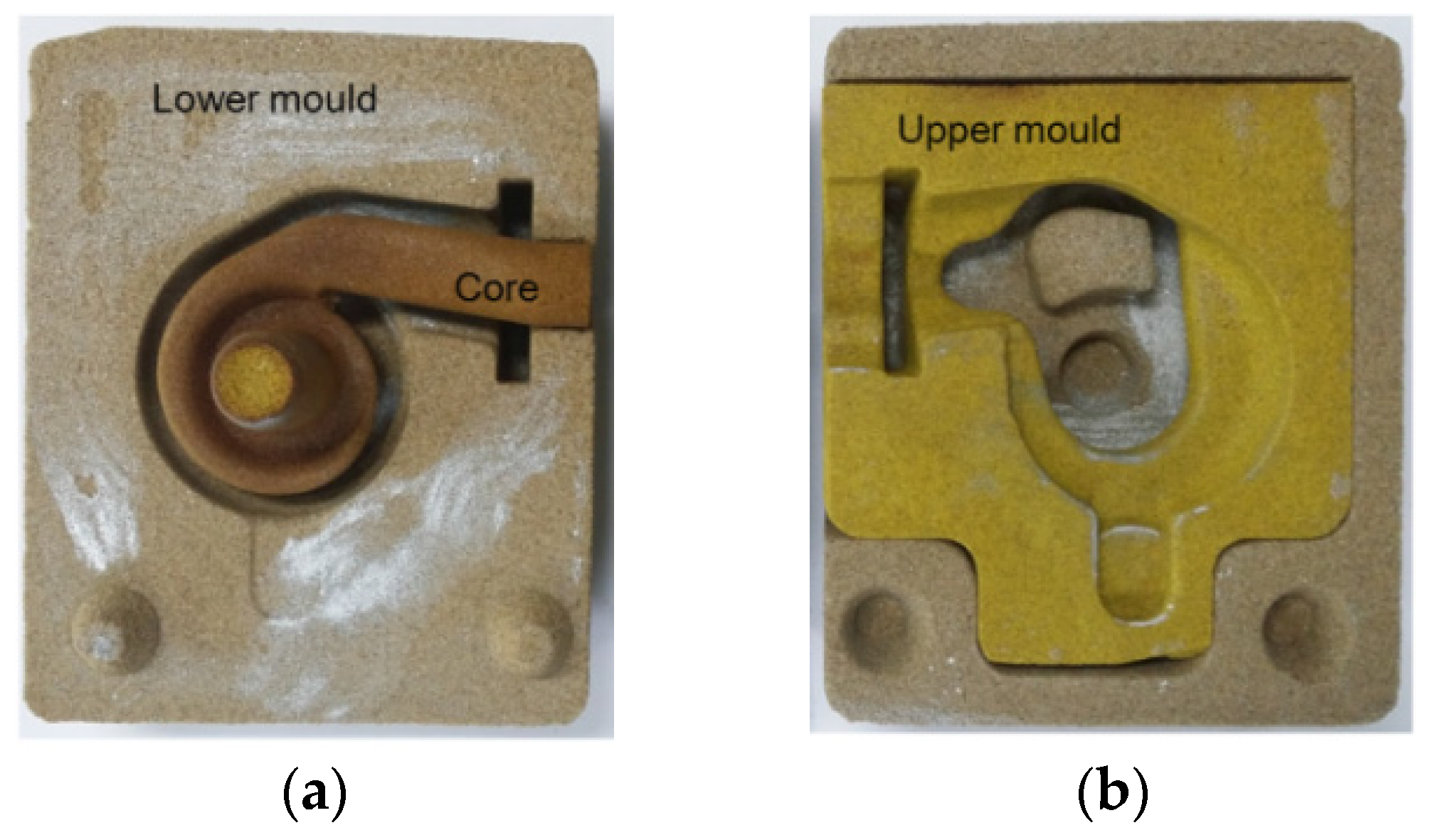
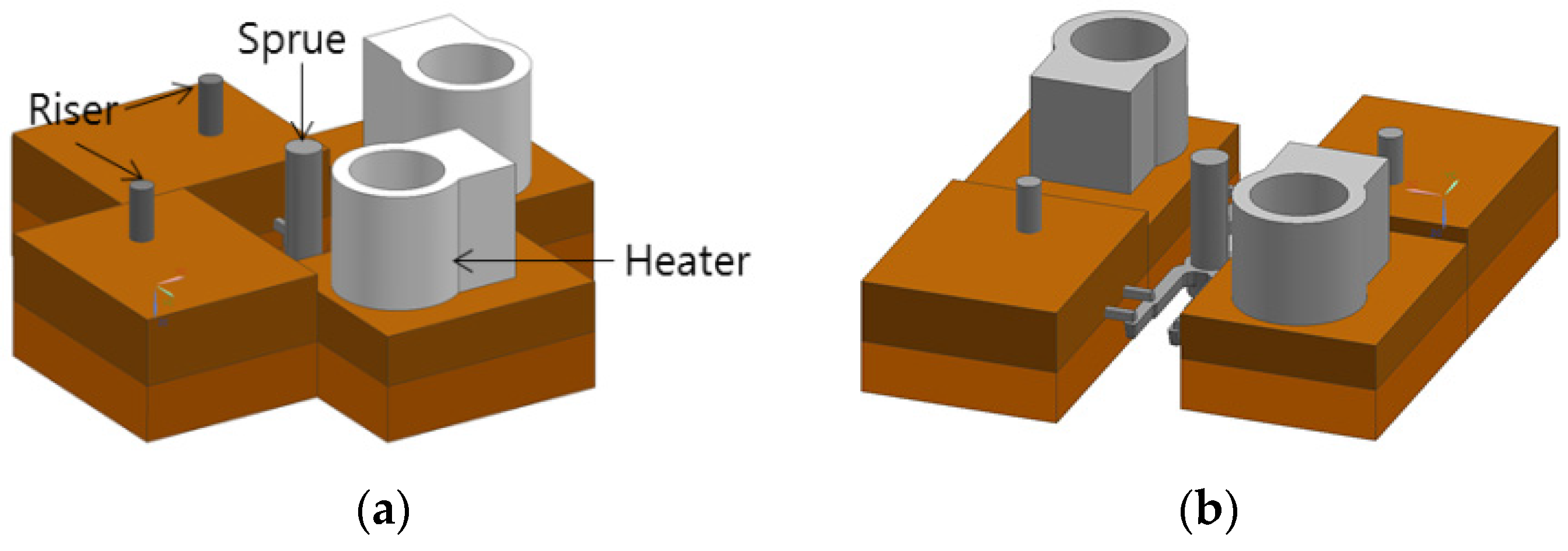
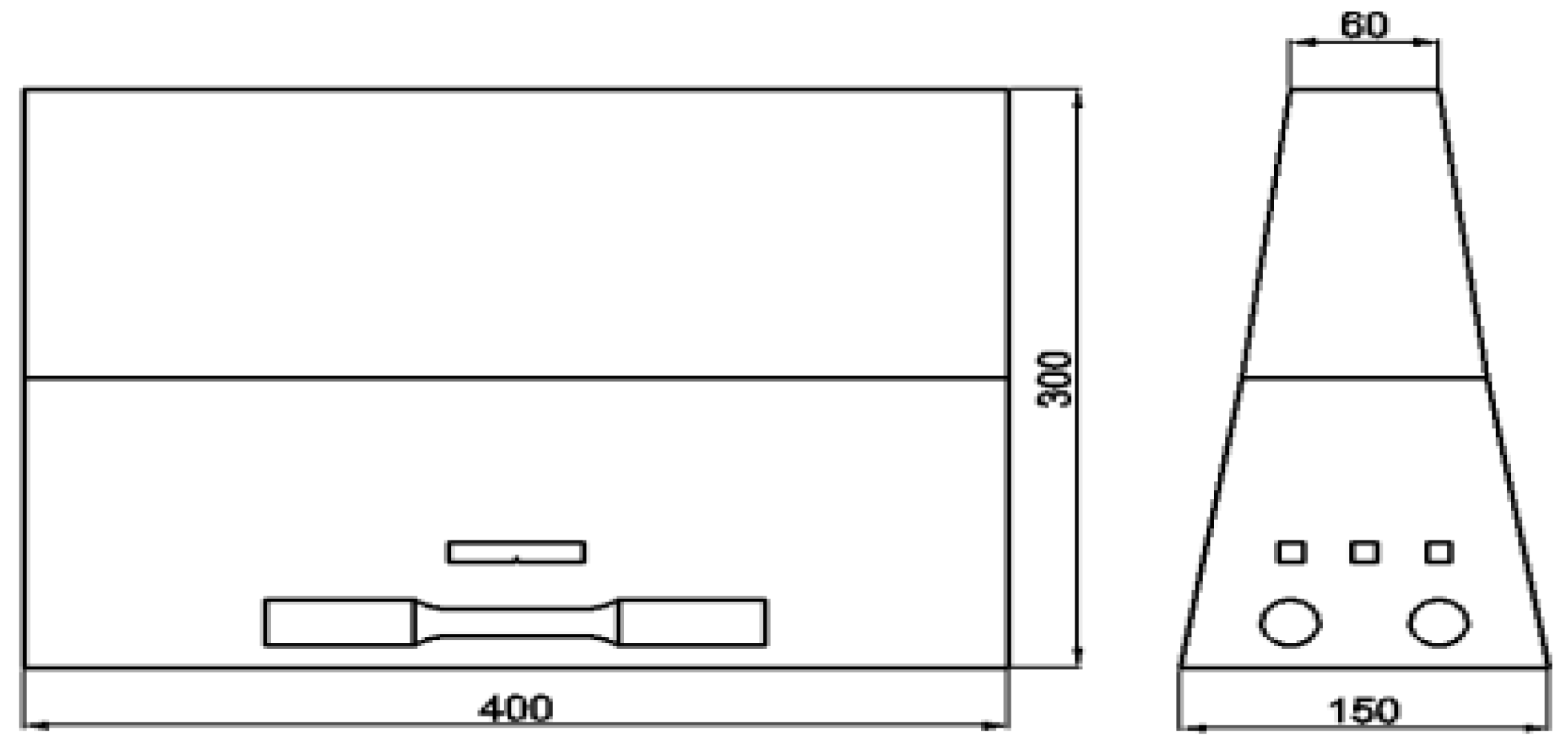
2.1. Design of the Product and Mold
2.2. Conditions of Simulation
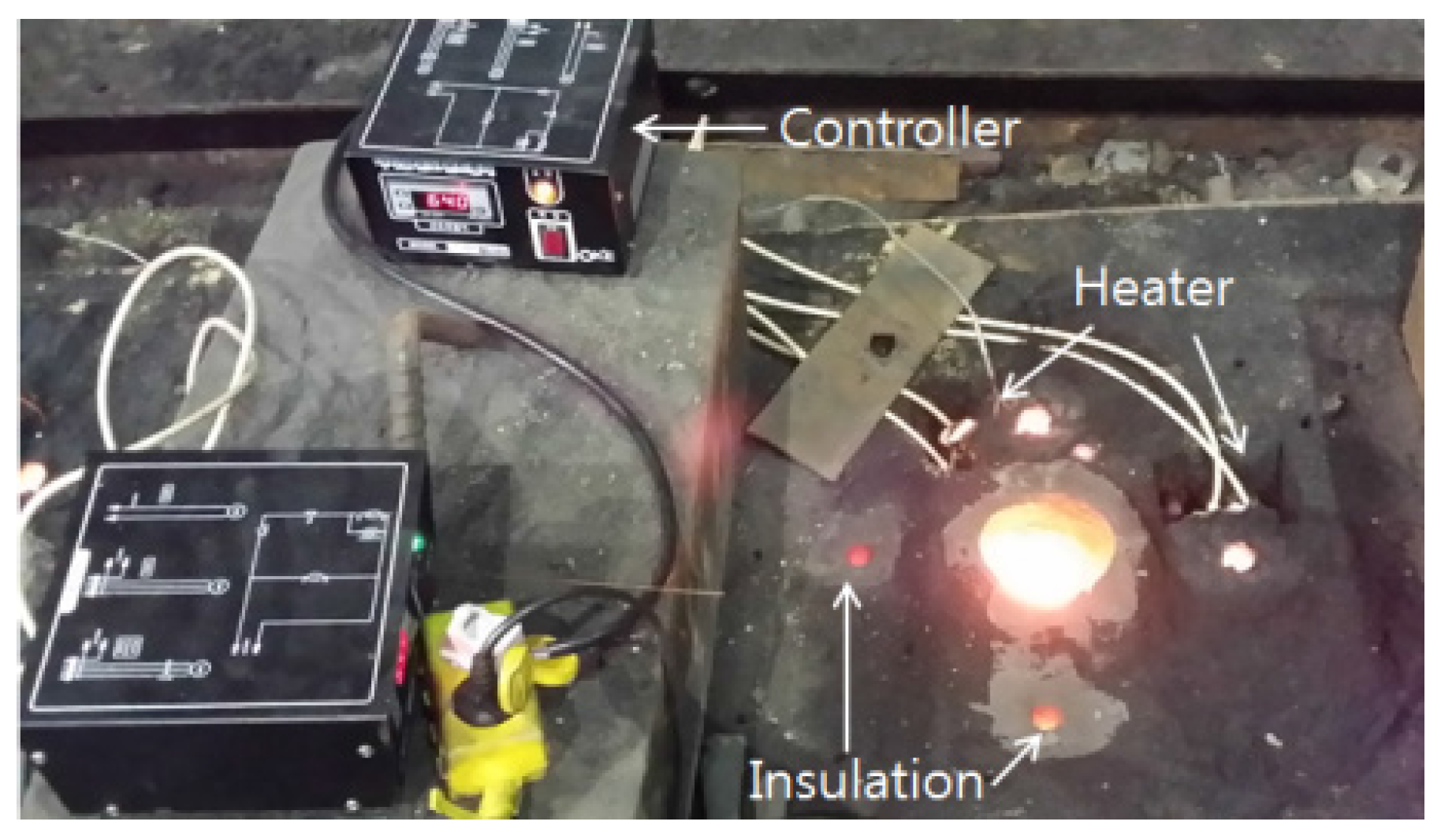
2.3. Conditions of Experiment
3. Results of Simulation and Experimental
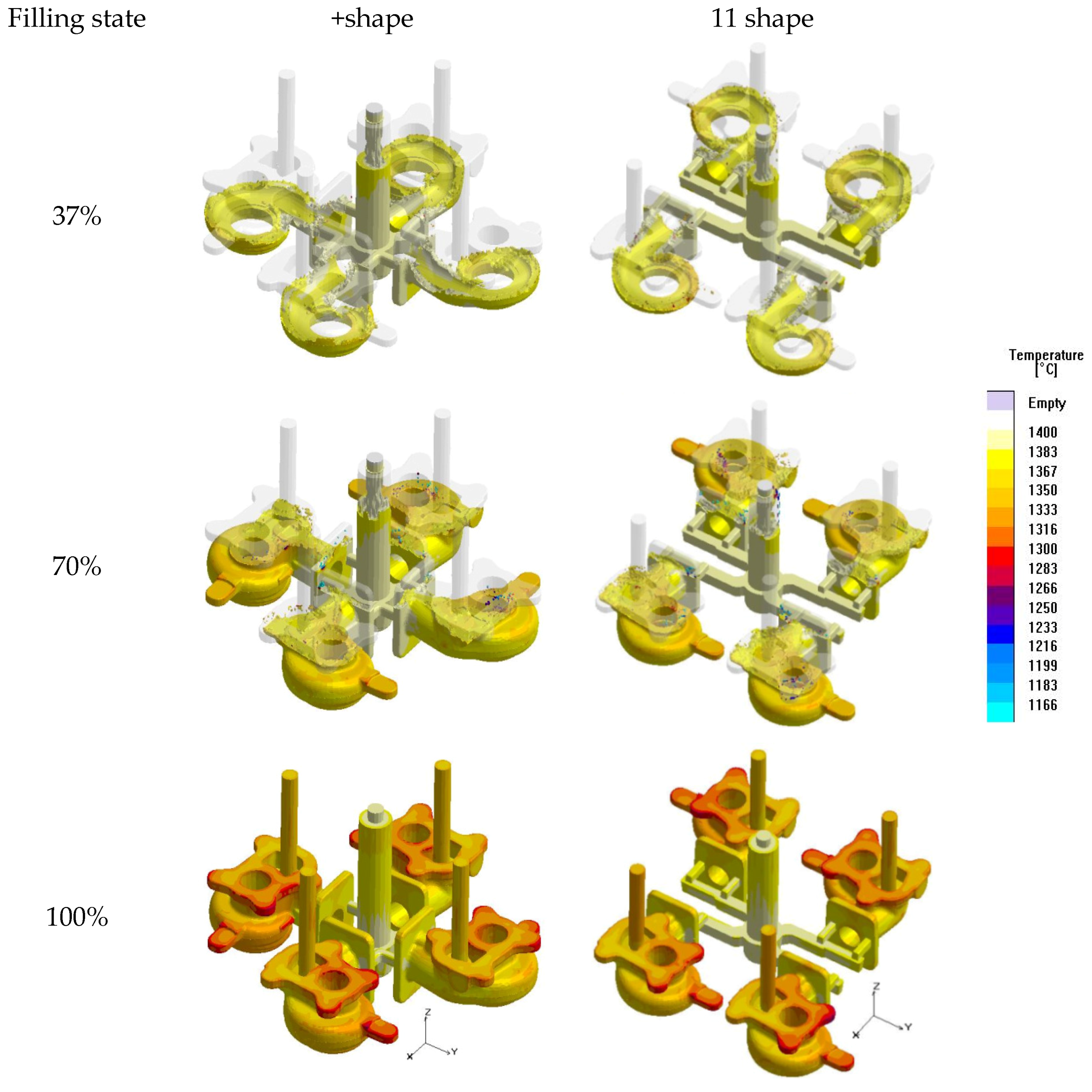
3.1. Casting Simulation Results
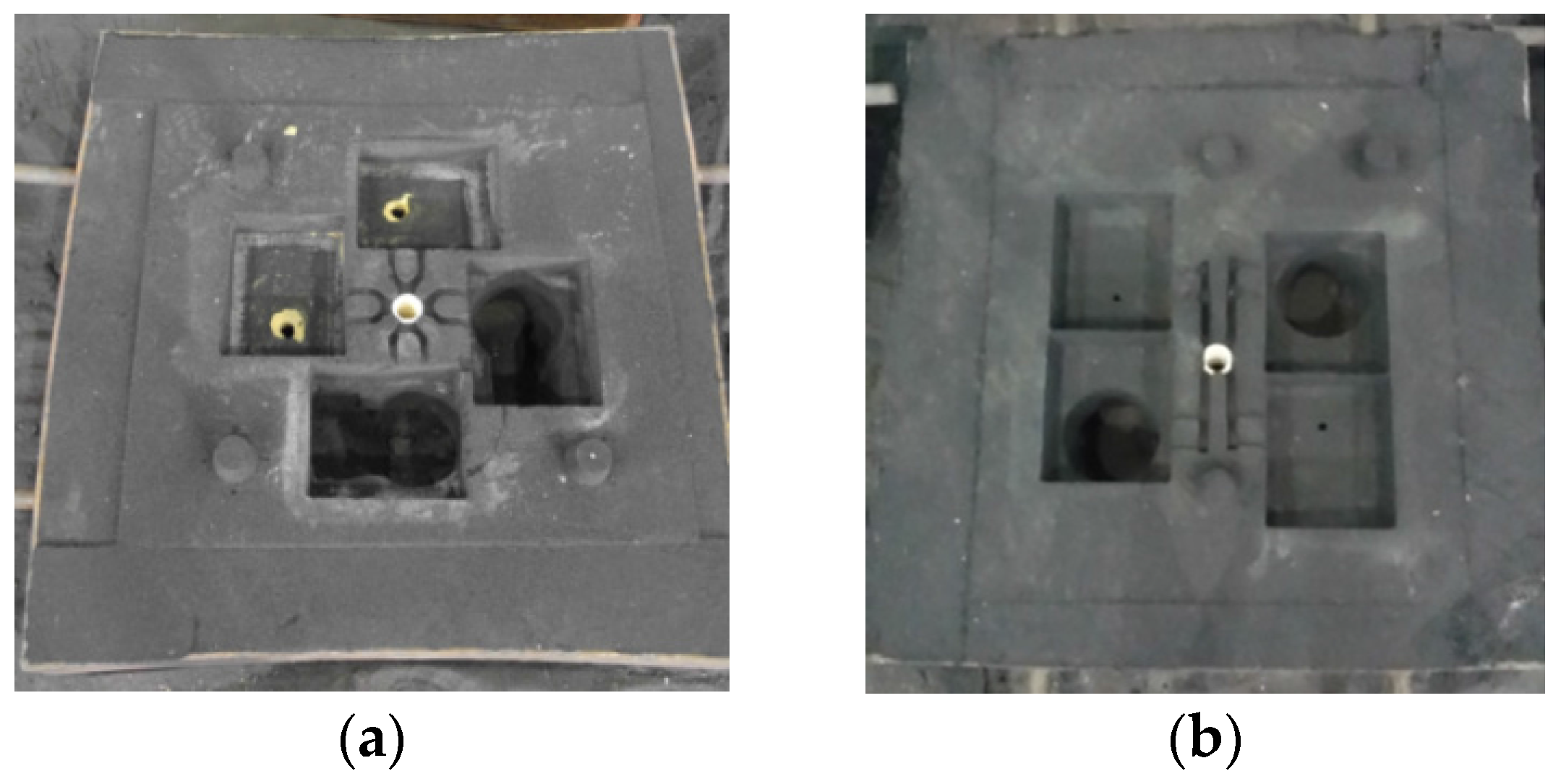
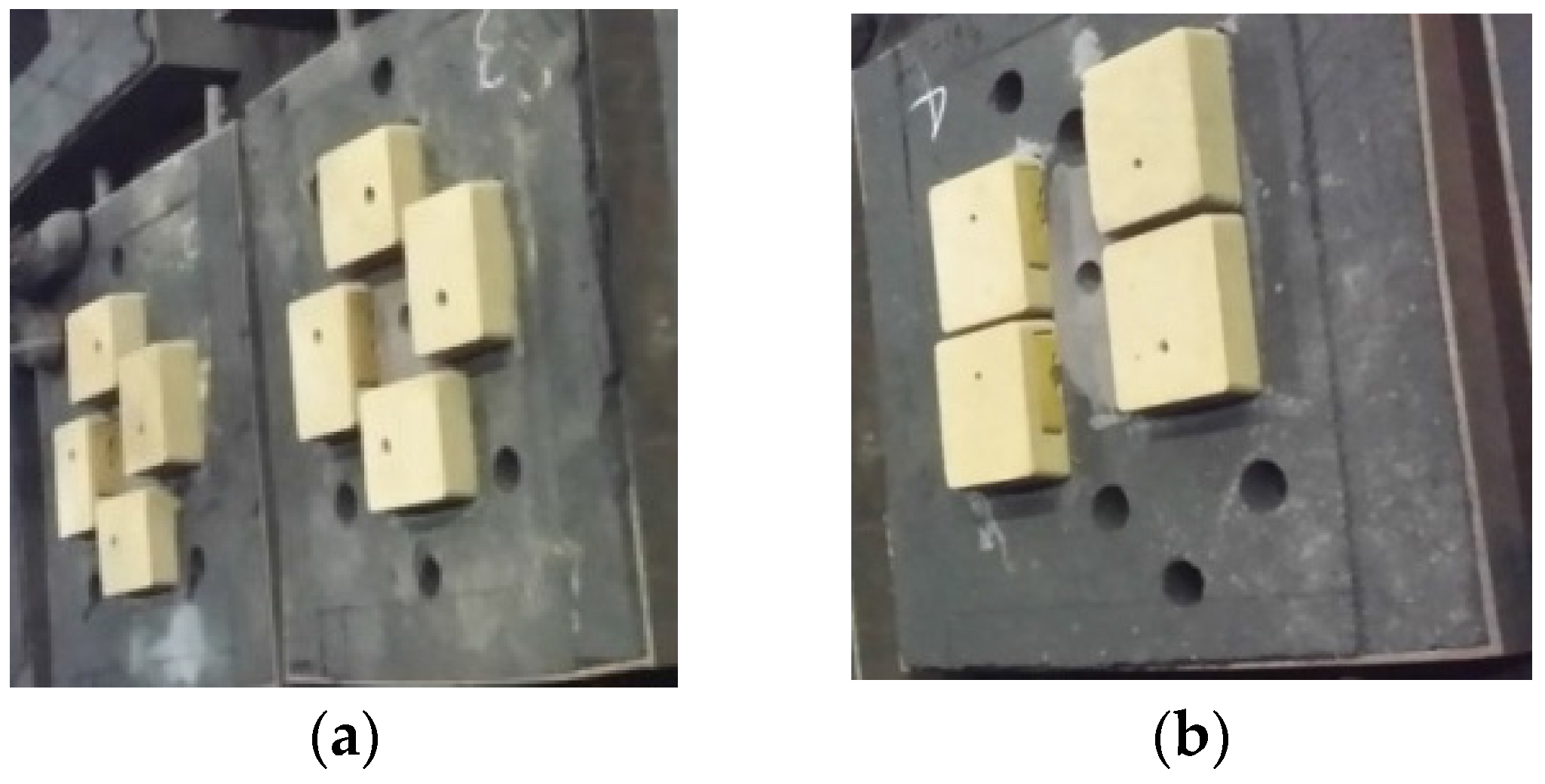
3.2. Casting Experiment Results
4. Conclusions
- (1)
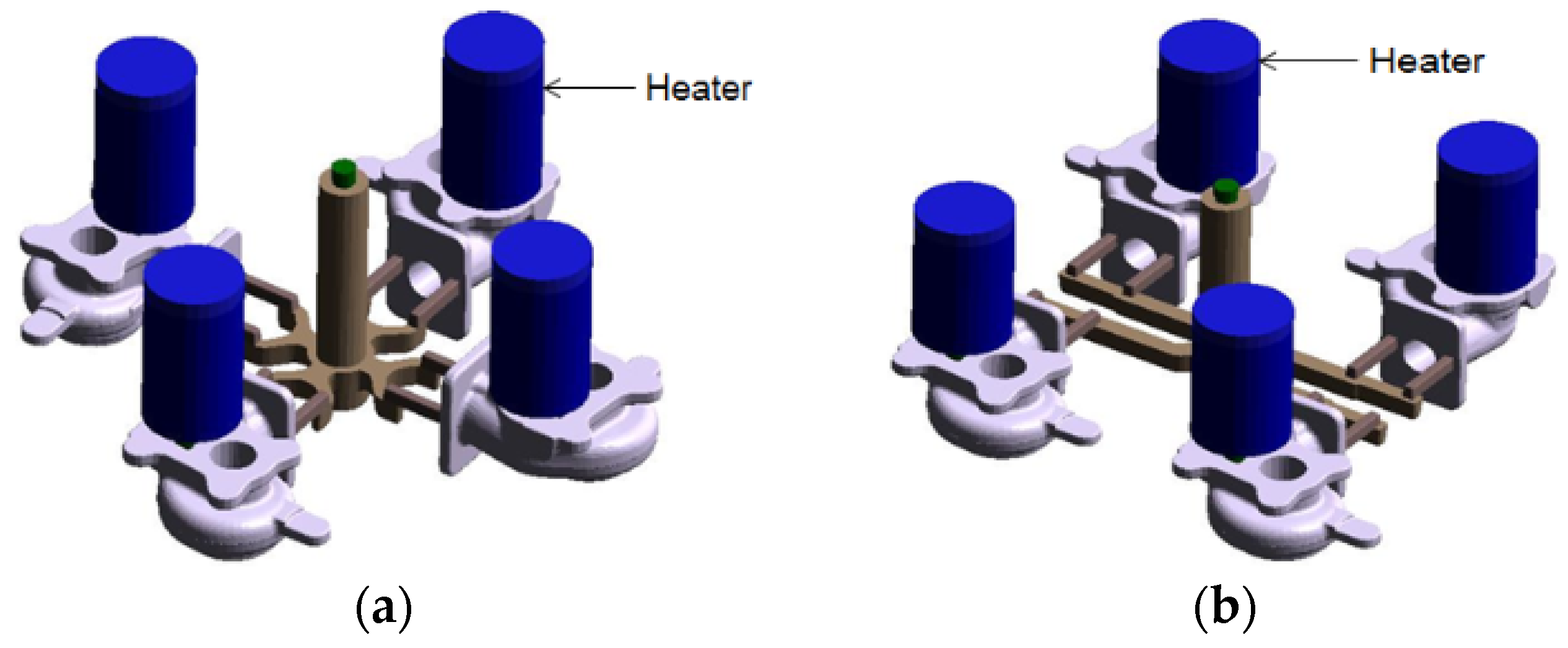
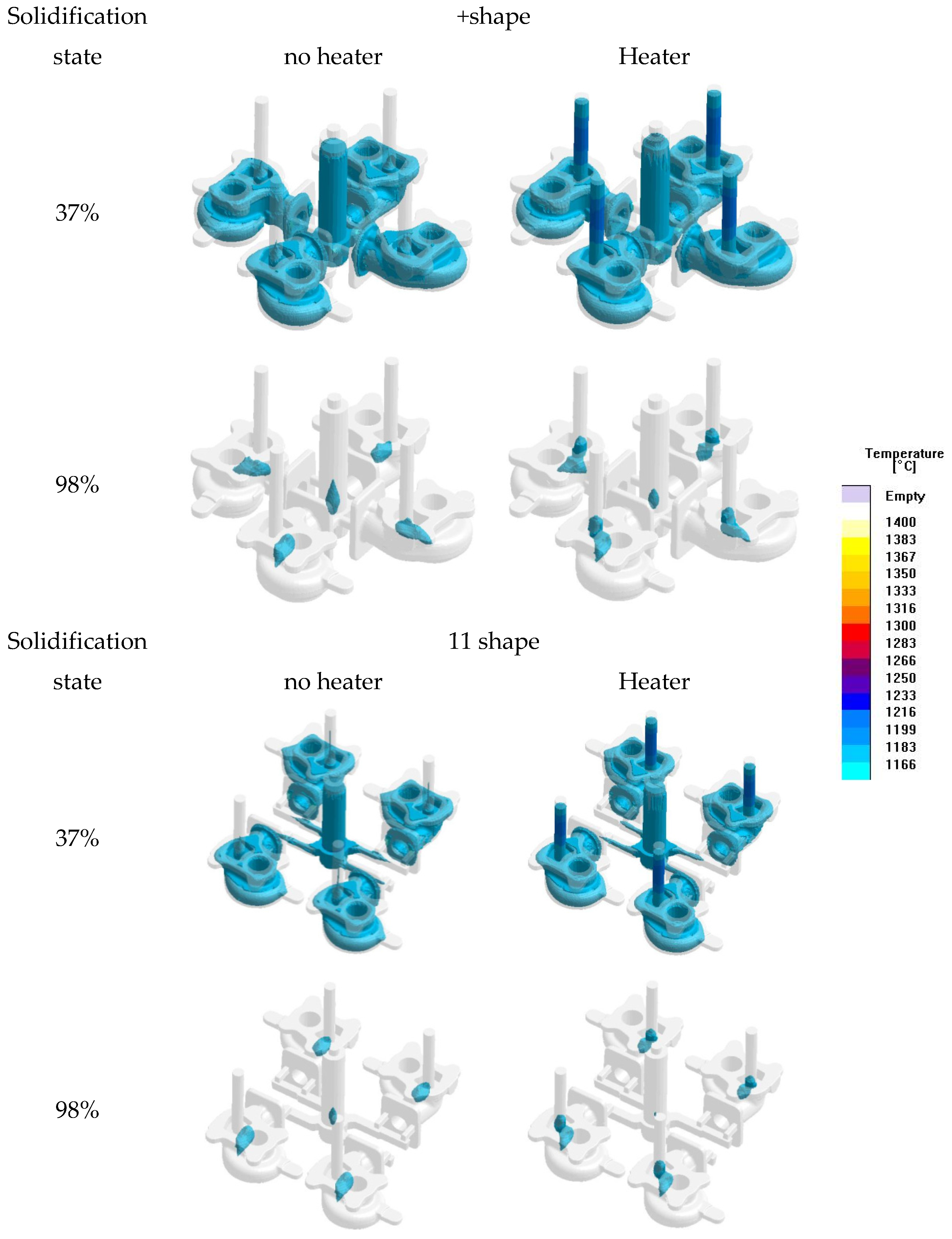
- The casting simulation showed that with the heater implemented in the riser, the molten metal was the last to solidify, resulting in continuous compensation for the shrinkage that occurred during the solidification of the product. Moreover, the implementation of insulation material quickened the solidification of the molten metal in the riser more than in the turbine housing; therefore, the function of the riser could not be achieved. The experimental results suggested that when the insulation material is implemented in the riser for the casting of the turbo housing, the diameter of the riser has to be significantly greater than 20 mm.
- (2)
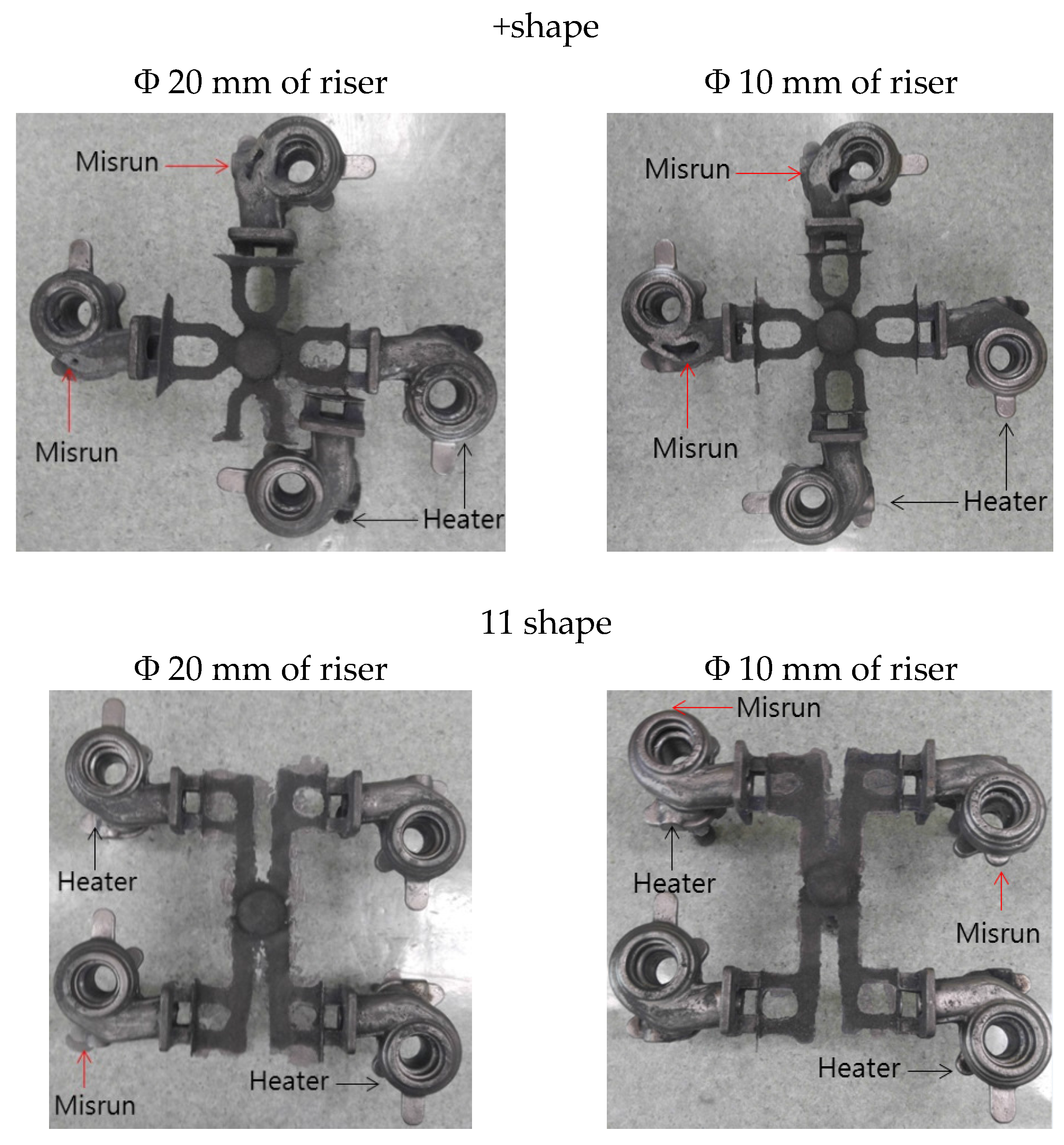
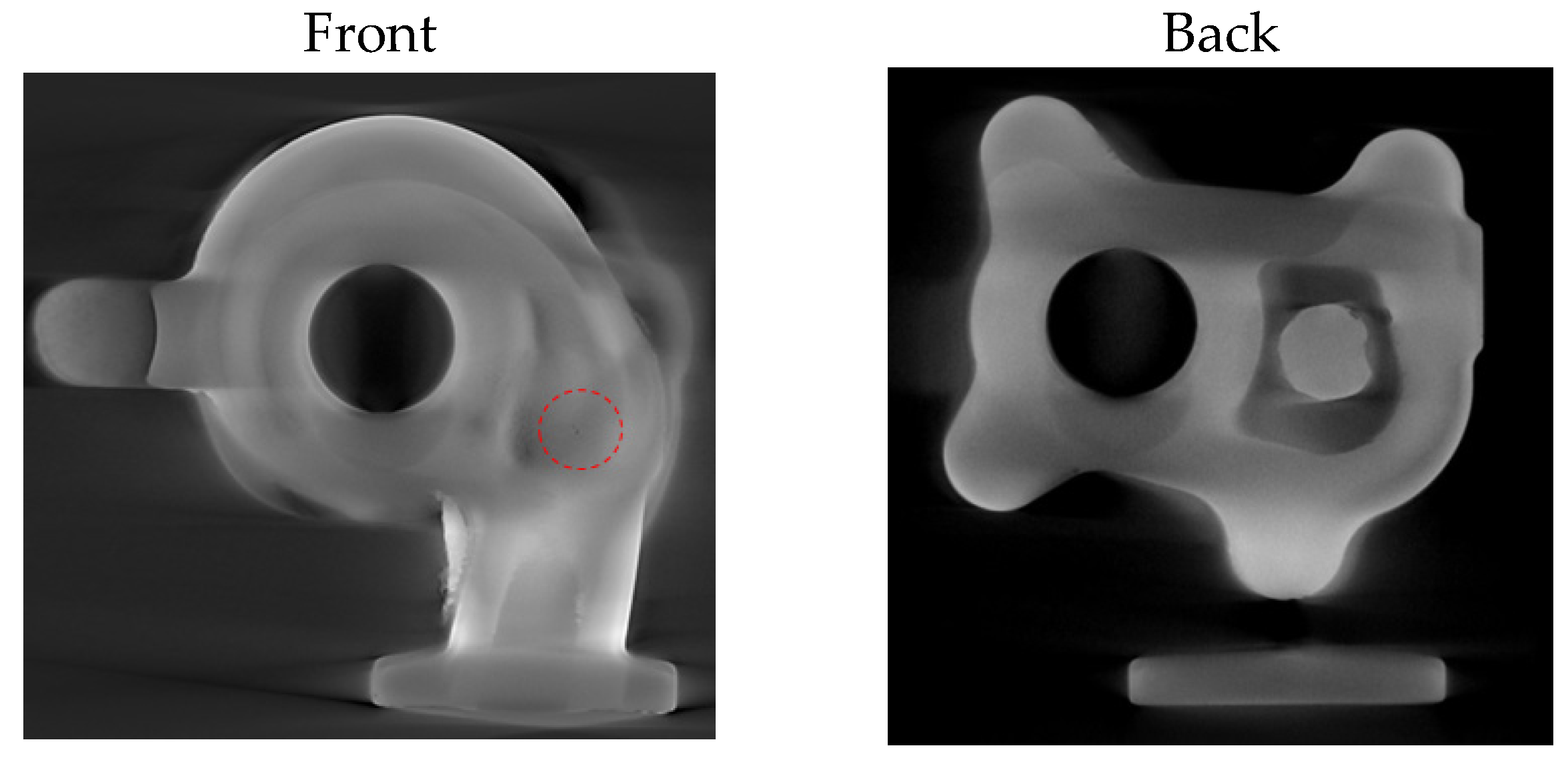
- A mold was designed with one-time casting of the four turbine housings. For the two risers in the casting experiment of the turbine housing, heaters were implemented, while the insulation material was provided for the other two risers. With the insulation material, defects were generated significantly when compared with the case of the heater implementation, which produced no defects. The X-ray inspection results showed that just one micro cavity with a diameter 0.5 mm was found in the turbine housing casting, with the heater implemented in the riser. It was therefore verified that the implementation of a cylindrical heater could drastically minimize the size of the riser.
- (3)
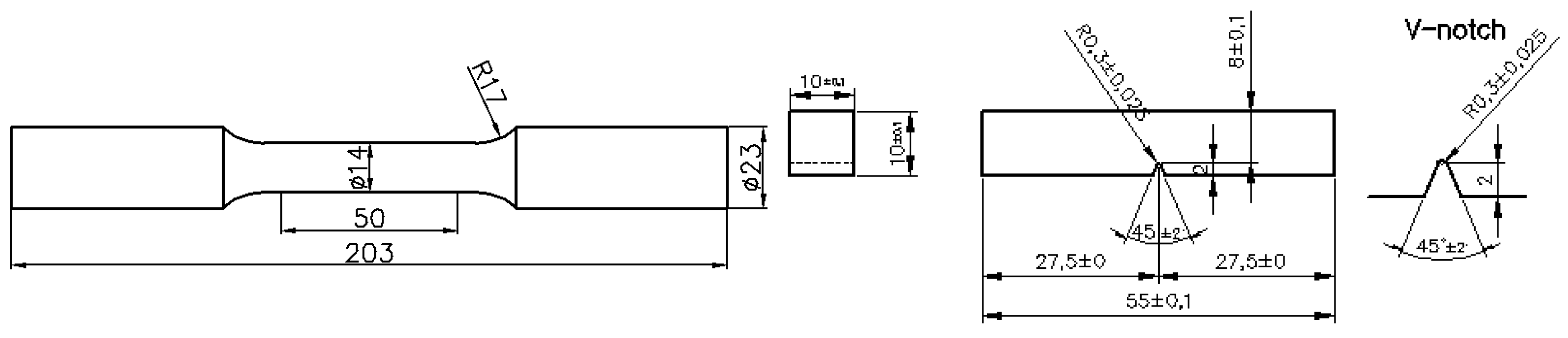
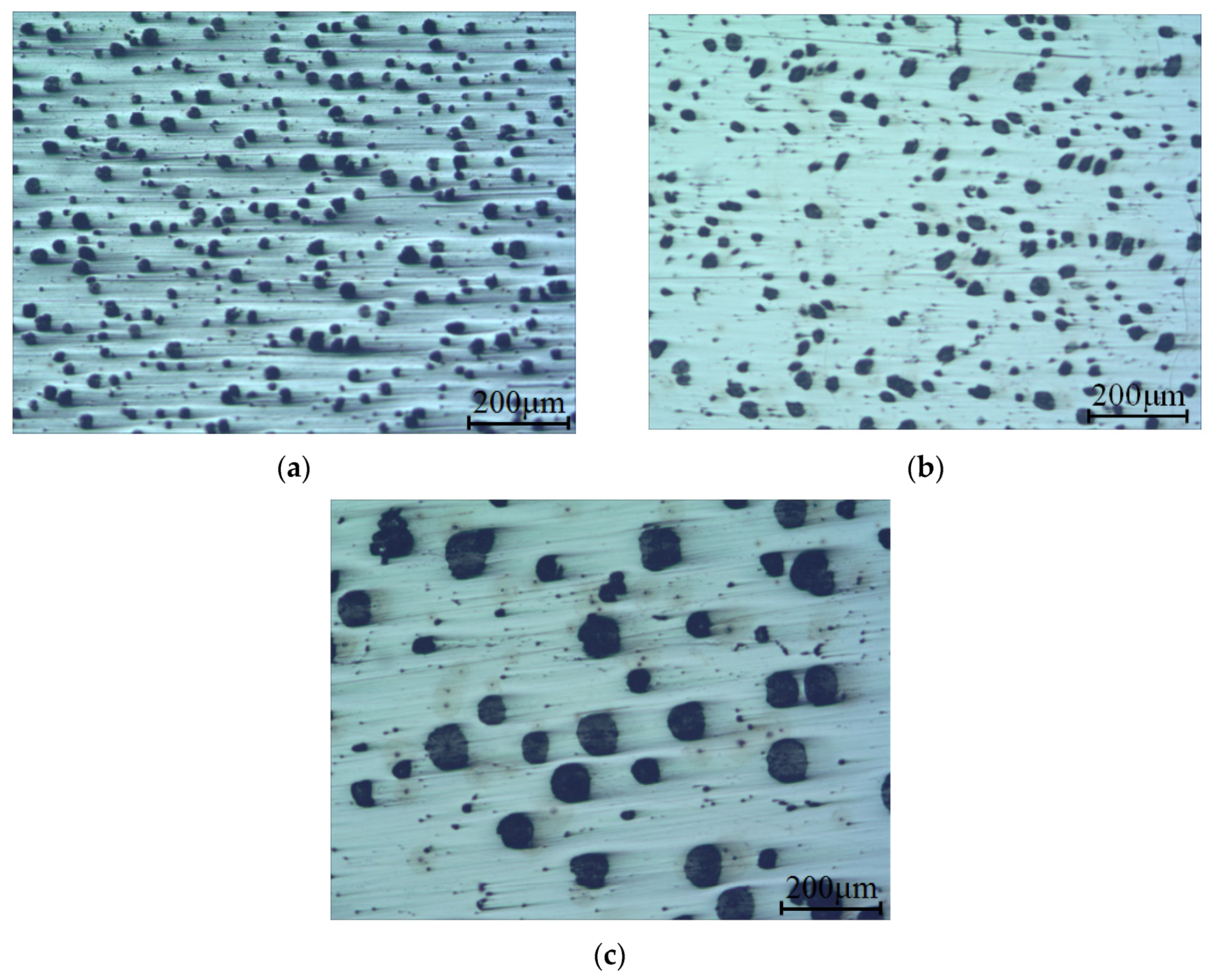
- Molten metal was poured into the mold for turbine housings as well as into a Y-block mold for test of tensile and impact. The mechanical properties were investigated; the tensile strength and elongation rate were 545 MPa and 7.0%, respectively. The Brinell hardness was 173 HB, and the impact energy was 4.3 J. Austenitizing treatment, applied at 950 °C for two hours, followed by another austempering applied at 550 °C for two hours, could improve the cast strength when compared with the cast strength before the heat treatment is applied.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Casting Design Handbook; American Society for Metals: Metals Park, OH, USA, 1962; pp. 269–299.
- Metals handbook. Forging and Casting, 8th ed.; American Society for Metals: Metals Park, OH, USA, 1970; pp. 335–374.
- DeGarmo, E.P.; Black, J.P.; Kohser, R.A. Materials and Process in Manufacturing. In Solutons Manual to Accompany, 9th ed.; John Wiley and Sons Ltd.: New York, NY, USA, 2003; pp. 107–115. [Google Scholar]
- Casting-Wikipedia. Available online: https://en.wikipedia.org/wiki/Casting (accessed on 7 February 2017).
- Tavakoli, R.; Davami, P. Feeder growth: A new method for automatic optimal feeder design in gravity casting processes. Str. Multidisc Optim 2009, 39, 519–530. [Google Scholar] [CrossRef]
- Campbell, C. Casting; Butterworth-Heinemann Ltd.: Oxford, UK, 1991. [Google Scholar]
- Guleyupoglu, S. Casting process design guidelines. AFS Trans. 1997, 105, 869–876. [Google Scholar]
- Turbocharger-Wikipedia. Available online: https://en.wikipedia.org/wiki/Turbocharger (accessed on 12 March 2017).
- Lagad, P.P. Air entrapment analysis of casting (turbine housing) for shell moulding process using simulation technique. Inter. J. Eng. Res. Gen. Sci. 2014, 2, 143–149. [Google Scholar]
- Fragassa, C.; Radović, N.; Pavlovic, A.; Minak, G. Comparison of mechanical properties in compacted and spheroidal graphite irons. Tribol. Ind. 2016, 38, 45–56. [Google Scholar]
- Fragassa, C.; Minak, G.; Pavlovic, A. Tribological aspects of cast iron investigated via fracture toughness. Tribol. Ind. 2016, 38, 1–10. [Google Scholar]
- Fragassa, C.; Zigulic, R.; Pavlovic, A. Push-pull fatigue test on ductile and vermicular cast irons. Eng. Rev. 2016, 36, 269–280. [Google Scholar]
- Radović, N.; Morri, A.; Fragassa, C. A study on the tensile behaviour of spheroidal and compacted graphite cast irons based on microstructural analysis. In Proceedings of the 11th IMEKO TC15 Youth Symposium on Experimental Solid Mechanics, Brasov, Romania, 2 June 2012; pp. 185–190. [Google Scholar]
- Li, P.; Wang, J.J.; Ge, D.C.; Sui, G.H.; Chen, G.H.; Wang, G.W.; Wang, G.W.; Tang, B.; Tang, W.M. Microstructures and mechanical properties of grey irons by adding high-content steel scrap. Int. J. Cast Met. Res. 2016, 29, 369–375. [Google Scholar] [CrossRef]
- Sturm, J.C.; Busch, G. Cast iron-a predictable material. In Proceedings of the World Foundry Congress 2010, Hangzhou, China, 16–20 October 2010; pp. 1–9. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Classification | +Shape Gate System | +Shape Gate System | 11 Shape Gate System | 11 Shape Gate System |
|---|---|---|---|---|
| Diameter of Riser | Φ 10 mm | Φ 20 mm | Φ 10 mm | Φ 20 mm |
| Weight of Riser | 0.21 kg | 0.84 kg | 0.21 kg | 0.84 kg |
| Recovery Rate | 82% | 77% | 80% | 75% |
| C | Si | Mn | Cu | Mg | P | S |
|---|---|---|---|---|---|---|
| 3.46 | 2.25 | 0.29 | 0.25 | 0.06 | 0.014 | 0.011 |
| Classification | Value | Classification | Value |
|---|---|---|---|
| Pouring temperature | 1400 °C | Solidus of melt | 1166 °C |
| Sand temperature | 20 °C | Liquidus of melt | 1169 °C |
| Heater temperature | 650 °C | Latent heat | 257 kJ/kg |
| Heat transfer coefficient (between casting and sand mold) | 300 W/m2K | ||
| Classification | +Shape Gate System | +Shape Gate System | 11 Shape Gate System | 11 Shape Gate System |
|---|---|---|---|---|
| Diameter of Riser | Φ 10 mm | Φ 20 mm | Φ 10 mm | Φ 20 mm |
| Weight of Riser | 0.19 kg | 1.20 kg | 0.19 kg | 1.19 kg |
| Weight of Turbine Housing | 6.53 kg | 6.52 kg | 6.51 | 6.52 |
| Weight of Gate System | 1.88 kg | 1.76 kg | 1.89 | 1.99 |
| Recovery Rate | 75.6% | 68.7% | 75.7% | 67.2% |
| classification | Ultimate Tensile Stress (MPa) | Elongation (%) | Impact Energy (J, 20 °C) | Brinell Hardness (HB) |
|---|---|---|---|---|
| As Cast | 545 | 7.0 | 4.3 | 173 |
| Heat Treatment | 620 | 4.5 | 1.6 | 220 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, C.K.; Seo, H.Y.; Kang, C.G. Heating System for Riser Size Minimizing in Sand Casting Process and Its Experimental Verification. Metals 2017, 7, 130. https://doi.org/10.3390/met7040130
Jin CK, Seo HY, Kang CG. Heating System for Riser Size Minimizing in Sand Casting Process and Its Experimental Verification. Metals. 2017; 7(4):130. https://doi.org/10.3390/met7040130
Chicago/Turabian StyleJin, Chul Kyu, Hyung Yoon Seo, and Chung Gil Kang. 2017. "Heating System for Riser Size Minimizing in Sand Casting Process and Its Experimental Verification" Metals 7, no. 4: 130. https://doi.org/10.3390/met7040130
APA StyleJin, C. K., Seo, H. Y., & Kang, C. G. (2017). Heating System for Riser Size Minimizing in Sand Casting Process and Its Experimental Verification. Metals, 7(4), 130. https://doi.org/10.3390/met7040130