Influence of Mechanical Anisotropy on Micro-Voids and Ductile Fracture Onset and Evolution in High-Strength Low Alloyed Steels



Abstract
:1. Introduction
2. Materials and Methods
3. Results
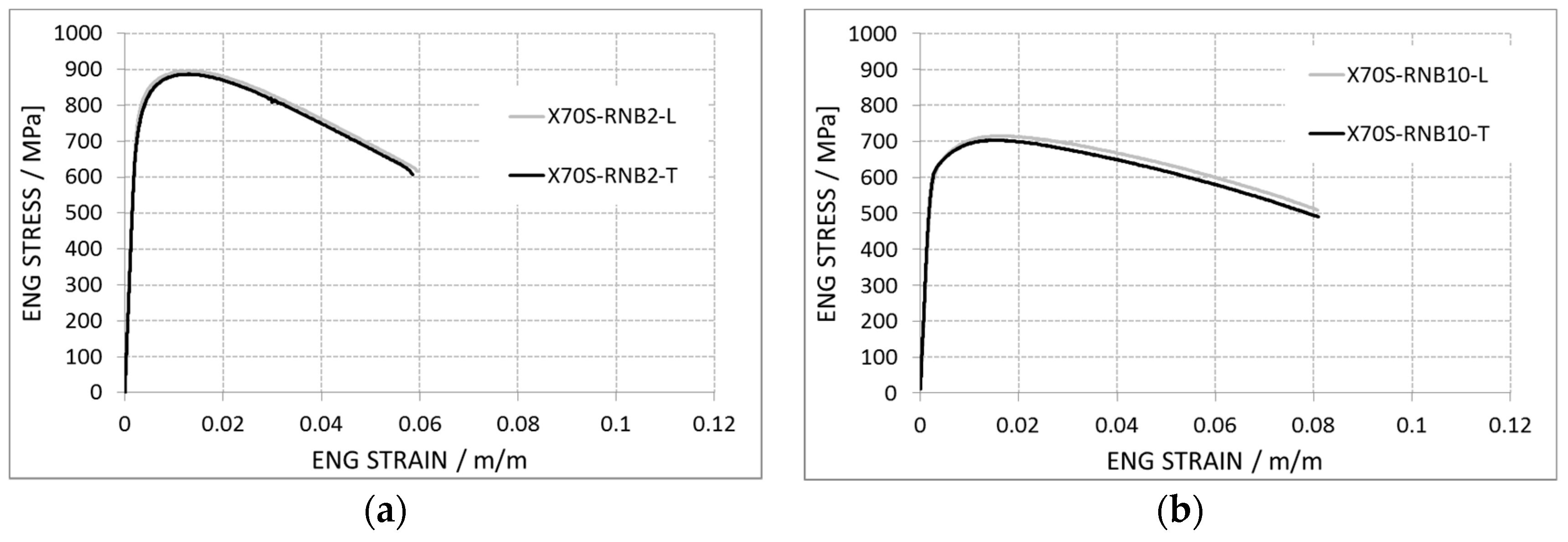
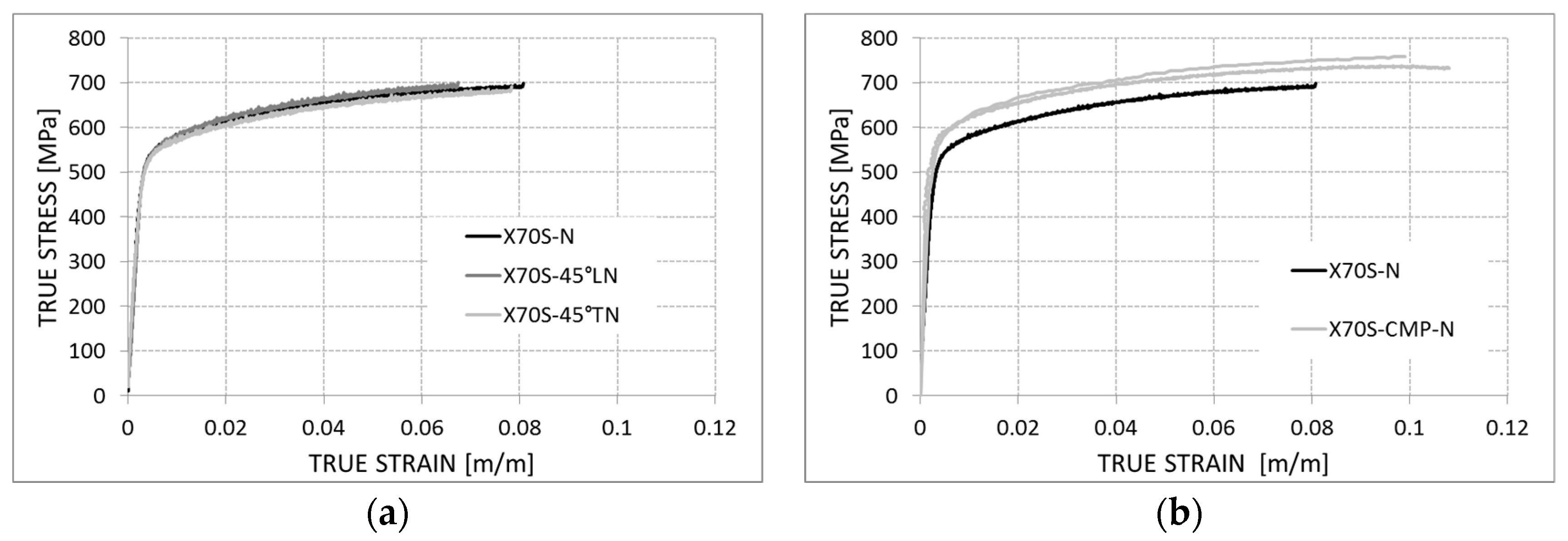
3.1. Experimental Tests Results
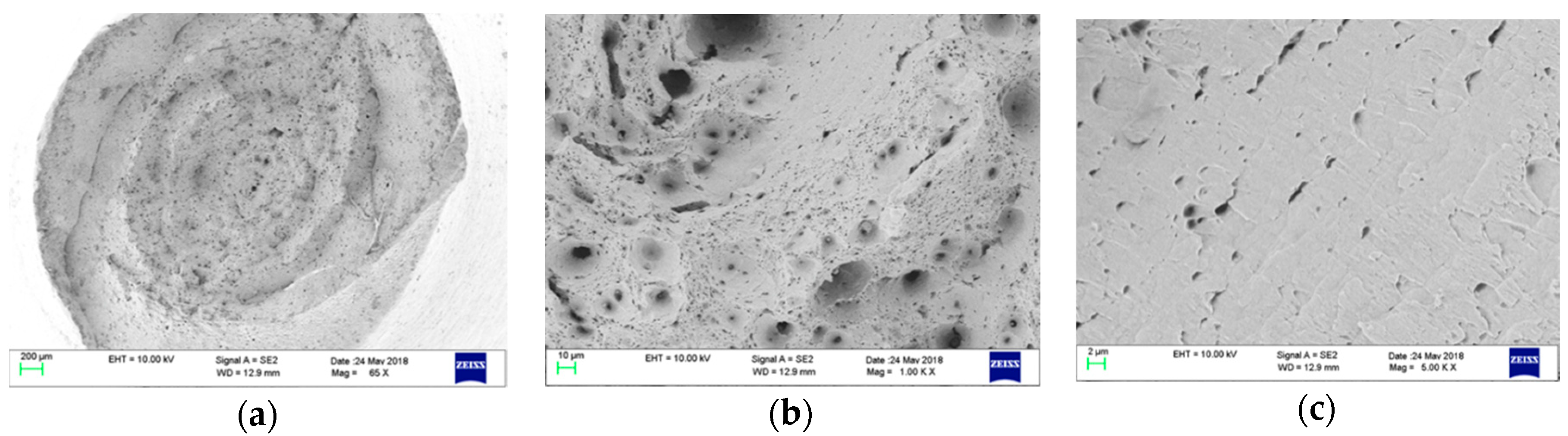
3.2. Fractographic Analysis Results
3.3. Material Voids Count
4. Discussion
4.1. Mechanical Analysis
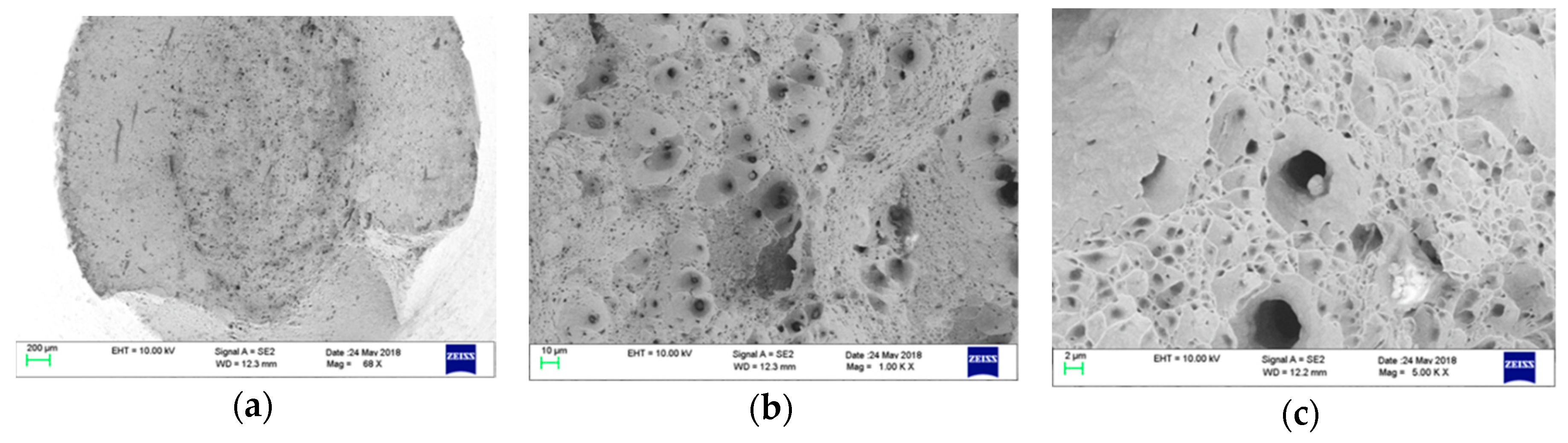
4.2. Fractographic Analysis
- No clear differences have been observed for the dimple geometries of the three tensile specimens oriented in different directions;
- The geometry of the dimples on the fracture surfaces is almost circular, even though the cross sectional area of the specimens presented an elliptical geometry, due to the anisotropic behavior of the material.
- Voids fraction has an almost constant value (<0.5%) for the three specimens, also close to the fractured surfaces. Voids fractions are unrelated to the plastic strain reached from the material, and to the material orientation.
- Damage evolution seems therefore not governed by microvoids evolution.
5. Conclusions
Author Contributions
Funding
Conflicts of interest
References
- Liessem, A.; Rueter, P.; Pant, M.; Schwinn, V. Production and development update of x100 for strain-based design applications. J. Pipeline Eng. 2010, 9, 9–27. [Google Scholar]
- Hara, T.; Shinohara, Y.; Terada, Y.; Asahi, H.; Doi, H. Development of high-deformable high-strength line pipe suitable for strain-based design. In Proceedings of the 4th Pipeline Technology Conference, Hannover, Germany, 22–23 April 2009; pp. 154–160. [Google Scholar]
- Muraoka, R.; Kondo, J.; Ji, L.; Chen, H.; Feng, Y.; Ishikawa, N.; Okatsu, M.; Igi, S.; Suzuki, N.; Masamura, K. Production of grade x80 high strain linepipes for seismic region application. Proc. 8th Int. Pipeline Conf. 2010, 287–292. [Google Scholar] [CrossRef]
- Seo, D.-H.; Yoo, J.-Y.; Soon, W.-H.; Kang, K.-B.; Cho, W.-Y. Development of X80/X100 linepipe steel plates and pipes for strain based design pipeline. In Proceedings of the Nineteenth International Offshore and Polar Engineering, Osaka, Japan, 21–26 July 2009; pp. 61–66. [Google Scholar]
- Macia, M.L.; Kibey, S.A.; Arslan, H.; Bardi, F.; Ford, S.J.; Kan, W.C.; Cook, M.F.; Newbury, B. Approaches to qualify strain-based designed pipelines. In Proceedings of the 8th International Pipeline Conference, Calgary, AB, Canada, 27 September–1 October 2010; pp. 365–374. [Google Scholar]
- Suikkanen, P.; Karjalainen, L.; DeArdo, A. Effect of carbon content on the phase transformation characteristics, microstructure and properties of 500 mpa grade microalloyed steels with non-polygonal ferrite microstructures. La Metallurgia Italiana 2008, 6, 41–54. [Google Scholar]
- Regier, R.W.; Speer, R.W.; Matlock, D.K.; Choi, J.K. Effect of cooling rate on the crystallographic effective grain size of ferrite in low-carbon microalloyed steels. In Proceedings of the Association for Iron and Steel Technology International Symposium on the Recent Developments in Plate Steels, Winter Park, CO, USA, 19–22 June 2011; pp. 351–363. [Google Scholar]
- Di Schino, A.; Di Nunzio, P.E.; Turconi, G.L. Microstructure evolution during tempering of martensite in medium C steel. Mater. Sci. Forum 2007, 558–559, 1435–1441. [Google Scholar] [CrossRef]
- Di Nunzio, P.; Di Schino, A. Effect of Nb microalloying on the heat affected zone microstructure of girth welded joints. Mater. Lett. 2017, 186, 86–89. [Google Scholar]
- Rufini, R.; Di Pietro, O.; Di Schino, A. Predictive simulation of plastic processing of welded stainless steel pipes. Metals 2018, 8, 519. [Google Scholar] [CrossRef]
- Corradi, M.; Di Schino, A.; Borri, A.; Rufini, R. A review of the use of stainless steel for masonry repair and reinforcement. Constr. Build. Mater. 2018, 181, 335–346. [Google Scholar] [CrossRef]
- Sun, H.; An, S.; Meng, D.; Xia, D.; Kang, Y. Influence of cooling condition on microstructure and tensile properties of x80 high deformability line pipe steel. In Proceedings of the 10th International Conference on Steel Rolling, Beijing, China, 15–18 September 2010; pp. 420–426. [Google Scholar]
- Tanguy, B.; Luu, T.T.; Perrin, G.; Pineau, A.; Besson, J. Plastic and damage behaviour of a high strength X100 pipeline steel: Experiments and modelling. Int. J. Pres. Ves. Pip. 2008, 85, 322–335. [Google Scholar] [CrossRef]
- Iob, F.; Campanelli, F.; Coppola, T. Modelling of anisotropic hardening behavior for the fracture prediction in high strength steel line pipes. Eng. Fract. Mech. 2018, 148, 363–382. [Google Scholar] [CrossRef]
- Research Programme of the Research Fund for Coal and Steel, Contract N. RFSR-CT-2011-00029, project acronym ULCF. Available online: http://ec.europa.eu/research/participants/data/ref/other_eu_prog/rfcs/rfcs-call-summaries_en.pdf (accessed on 20 December 2018).
- Research Programme of the Research Fund for Coal and Steel, Contract N. RFSR-CT-2013-00025, project acronym SBD-SPipe. Available online: https://ec.europa.eu/research/industrial_technologies/pdf/rfcs/summaries-rfcs_en.pdf (accessed on 20 December 2018).
- Coppola, T.; Iob, F.; Campanelli, F. Critical review of ductile fracture criteria for steels. In Proceedings of the 20th European Conference on on Fracture (ECF20) Steel Rolling, Trondheim, Norway, 30 June–4 July 2014. [Google Scholar]
- Coppola, T.; Demofonti, G.; Mannucci, G. Numerical-experimental procedures to identify the ductile fracture strain limits in pipeline steels. In Proceedings of the 19th International Offshore and Polar Engineering Conference, Osaka, Japan, 21–26 July 2009. [Google Scholar]
- Nadai, A. Theory of flow and fracture of solids, 2nd ed.; McGraw-Hill: New York, NY, USA, 1950. [Google Scholar]
- McClintock, F.A. A criterion for ductile fracture by growth of holes. J. Appl. Mech. 1968, 35, 363–371. [Google Scholar] [CrossRef]
- Rice, J.R.; Tracey, D.M. On the ductile enlargement of voids in triaxial stress fields. J. Mech. Phys. Solids 1969, 17, 201–217. [Google Scholar] [CrossRef]
- Gurson, A.L. Continuum theory of ductile rupture by void nucleation and growth. Part I. Yield criteria and flow rules for porous ductile media. J. Eng. Mater. Technol. 1977, 99, 2–15. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Grade | Pipe Outer Diameter/mm | Pipe Wall Thickness/mm | Pipe Manufacturing Process |
|---|---|---|---|
| API X70 | 1219 | 19.3 | Spiral |
| Max, % | |||||||
|---|---|---|---|---|---|---|---|
| C | Mn | Si | P | S | V | Nb | Ti |
| 0.16 | 1.7 | 0.45 | 0.025 | 0.020 | 0.10 | 0.06 | 0.006 |
| Orientation ID | Orientation Direction |
|---|---|
| Longitudinal Pipe | 0 and 180 |
| Transversal Coil | 25 and 205 |
| 45° LT Coil | 70 and 250 |
| Transversal Pipe | 90 and 270 |
| Longitudinal Coil | 115 and 295 |
| 45° LT Pipe | 135 and 315 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iob, F.; Cortese, L.; Di Schino, A.; Coppola, T. Influence of Mechanical Anisotropy on Micro-Voids and Ductile Fracture Onset and Evolution in High-Strength Low Alloyed Steels. Metals 2019, 9, 224. https://doi.org/10.3390/met9020224
Iob F, Cortese L, Di Schino A, Coppola T. Influence of Mechanical Anisotropy on Micro-Voids and Ductile Fracture Onset and Evolution in High-Strength Low Alloyed Steels. Metals. 2019; 9(2):224. https://doi.org/10.3390/met9020224
Chicago/Turabian StyleIob, Francesco, Luca Cortese, Andrea Di Schino, and Tommaso Coppola. 2019. "Influence of Mechanical Anisotropy on Micro-Voids and Ductile Fracture Onset and Evolution in High-Strength Low Alloyed Steels" Metals 9, no. 2: 224. https://doi.org/10.3390/met9020224
APA StyleIob, F., Cortese, L., Di Schino, A., & Coppola, T. (2019). Influence of Mechanical Anisotropy on Micro-Voids and Ductile Fracture Onset and Evolution in High-Strength Low Alloyed Steels. Metals, 9(2), 224. https://doi.org/10.3390/met9020224