The Influence of Laser Nitriding on Creep Behavior of Ti-4Al-4V Alloy with Widmanstätten Microstructure

 , and
, and
Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
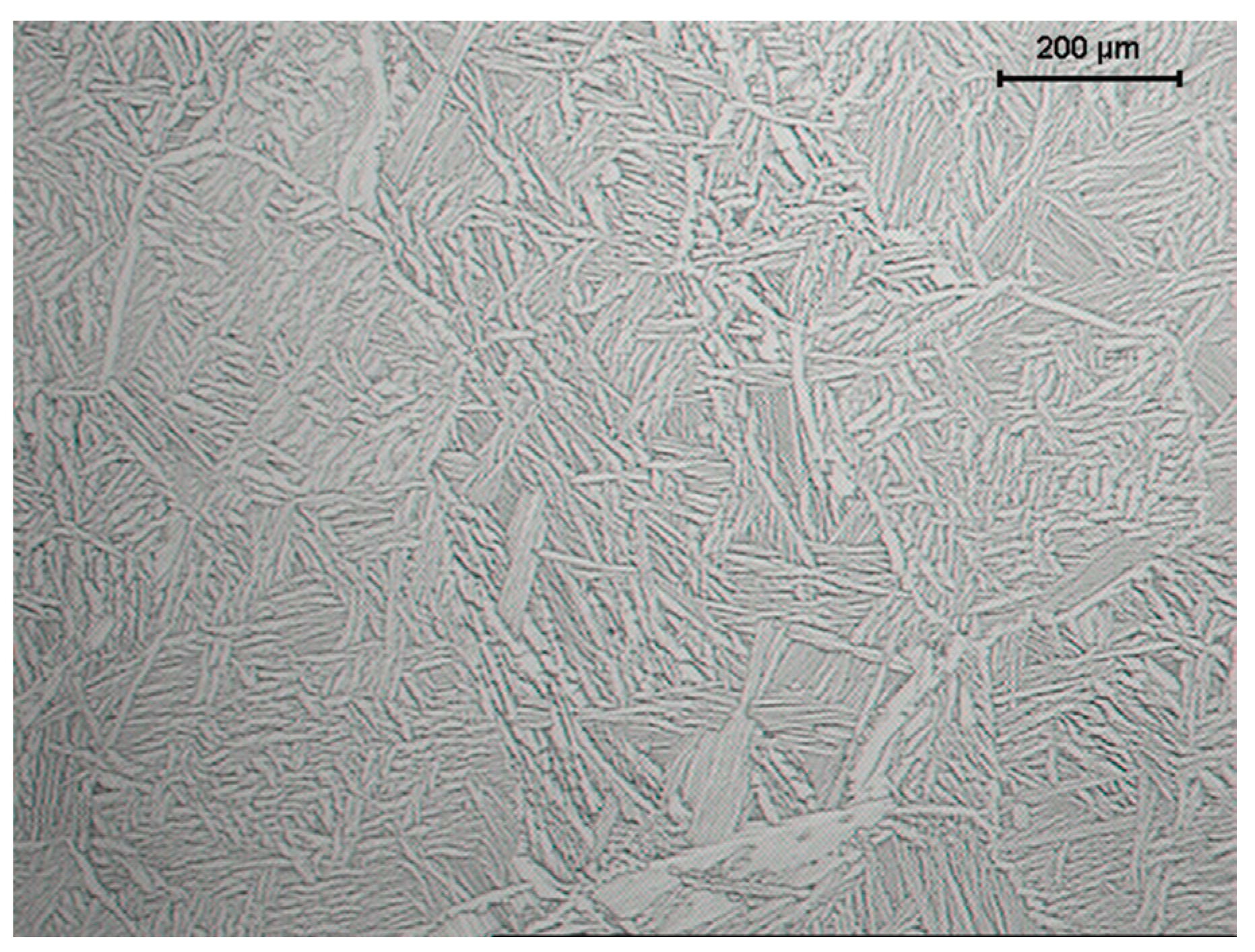
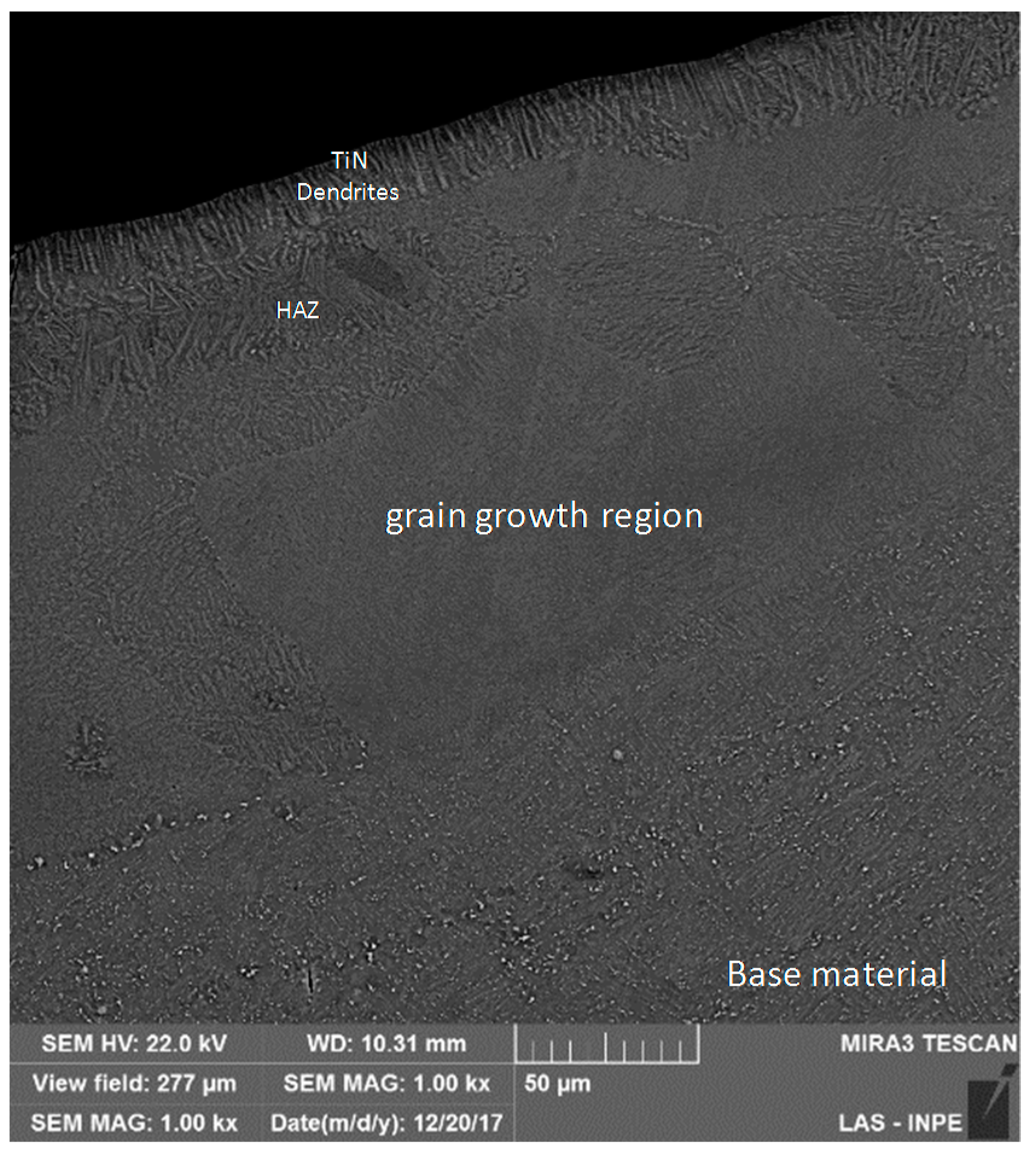
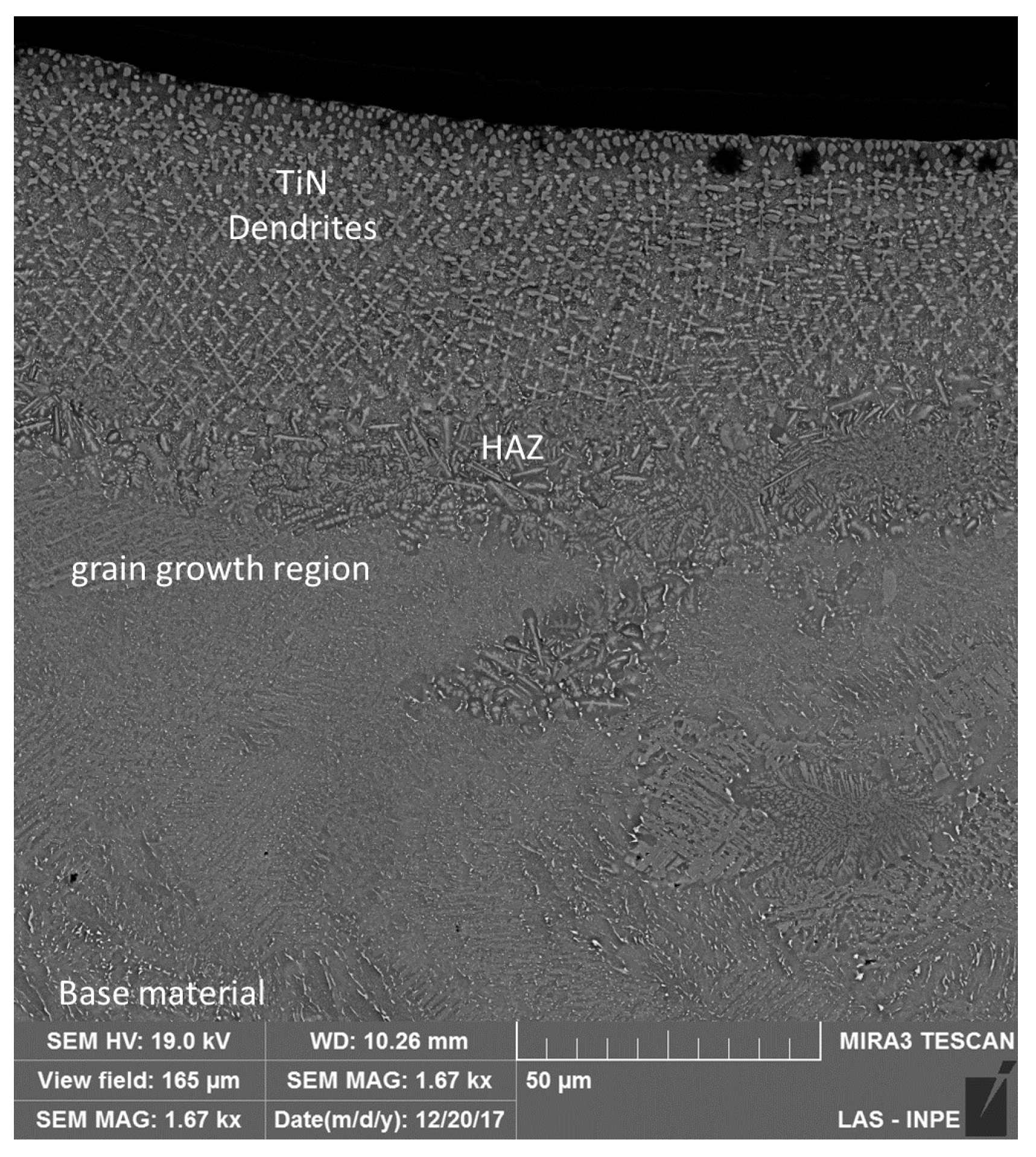
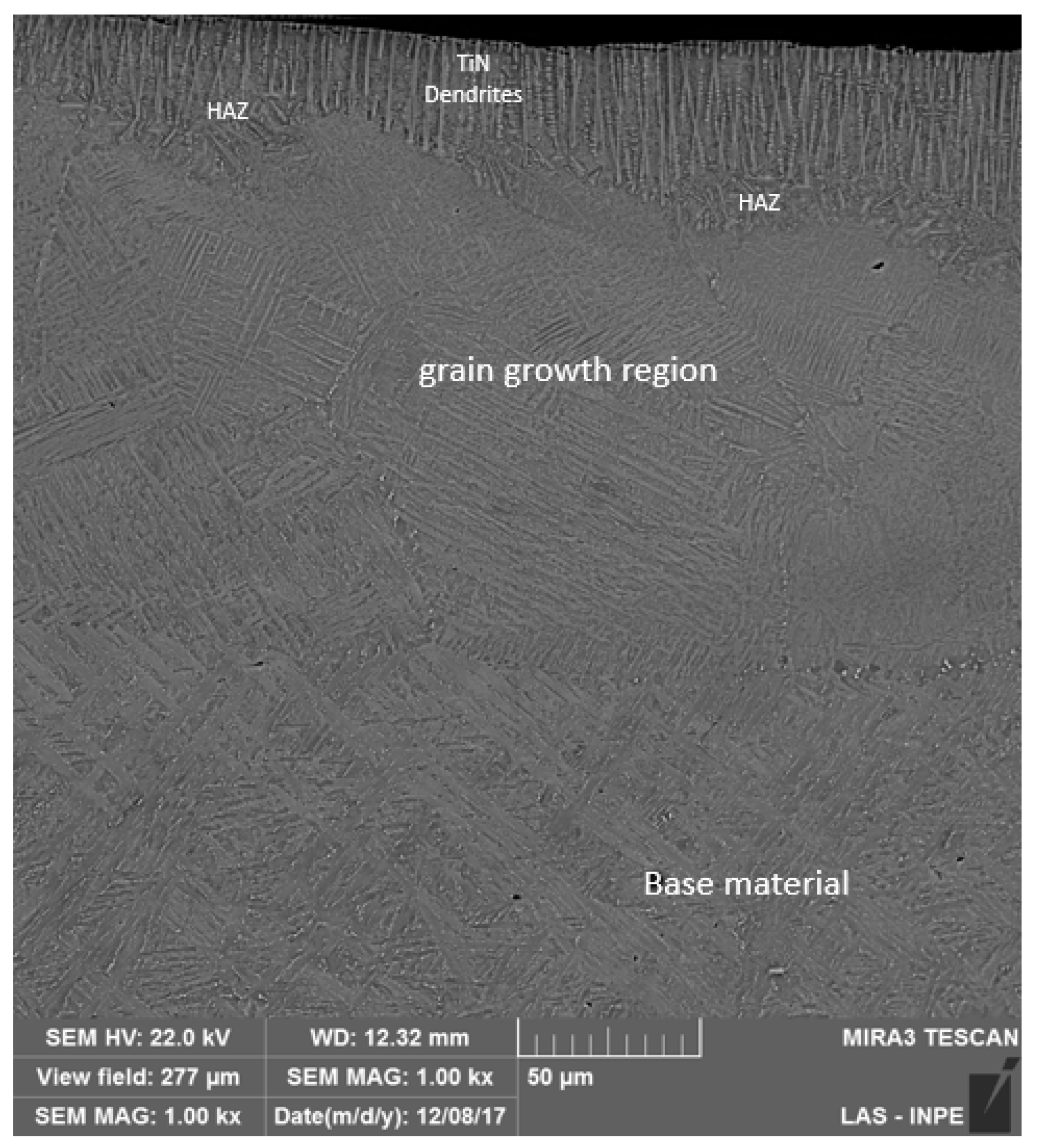
3.1. Microstructure Evaluation
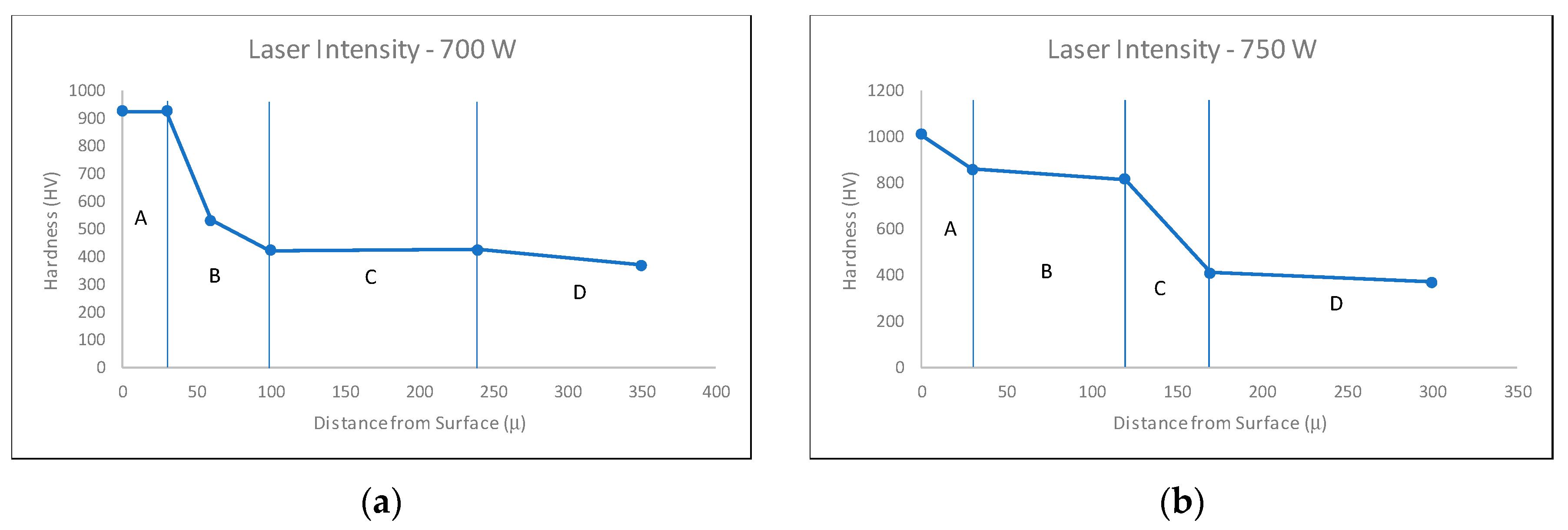
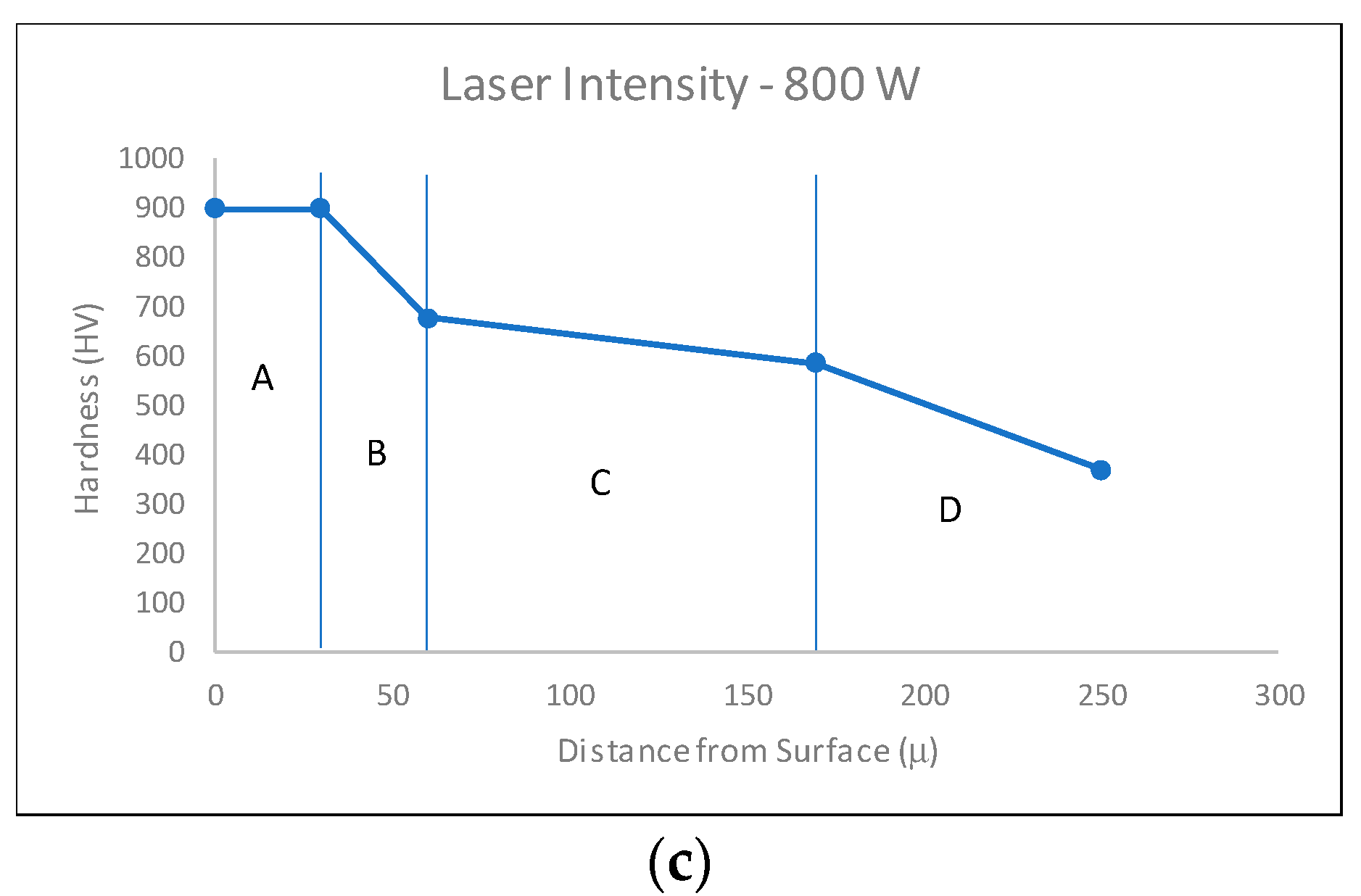
3.2. Hardness of Nitrided Material
3.3. Creep Tests
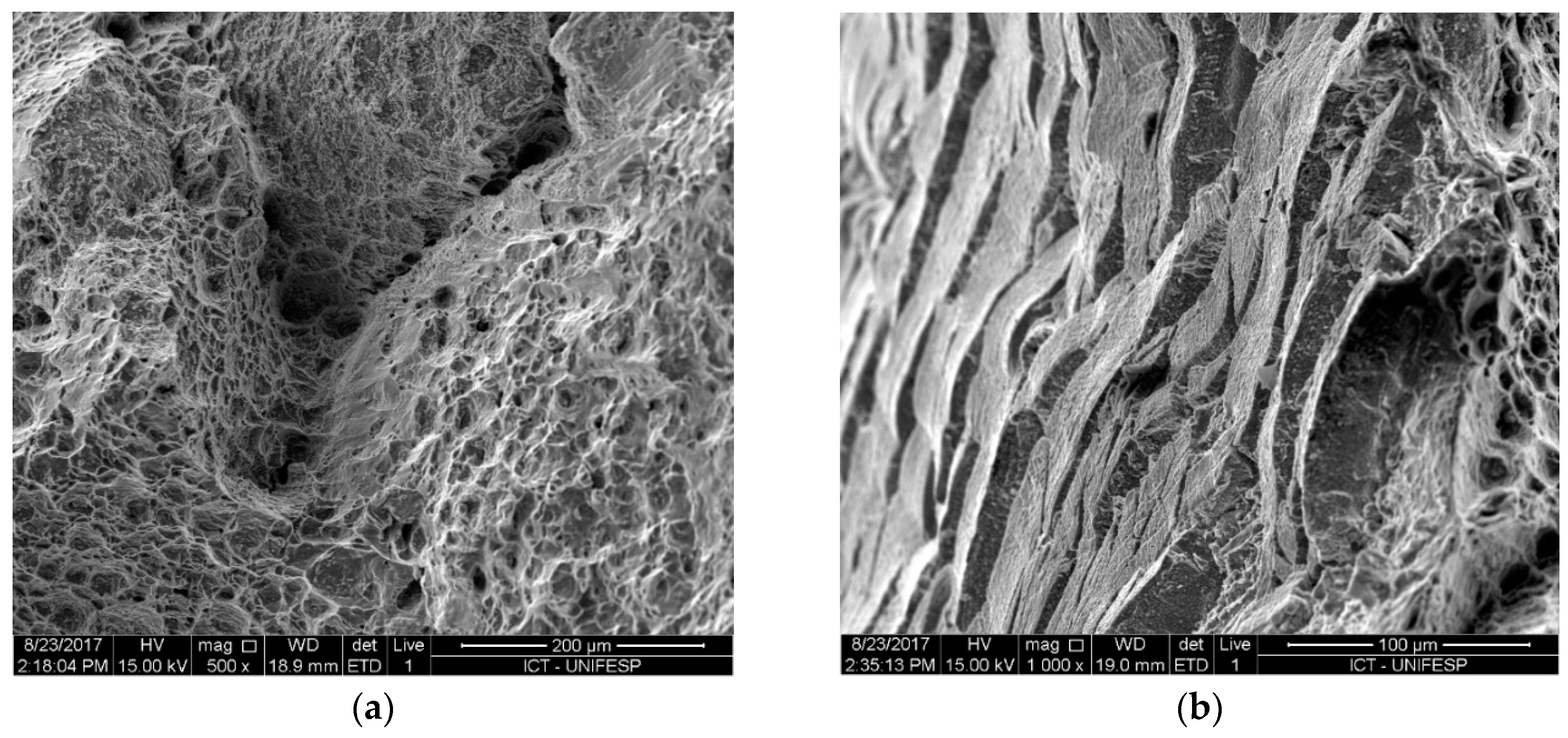
3.4. Fracture Surfaces
4. Conclusions
- The microstructure of the nitrided surface consisted of a laser melted region, a heat affected zone (HAZ) formed by needle-shaped structures called titanium martensite (Ti-α’), and a region with an increase of the grain size and the substrate. An improvement in hardness (900–1000 HV) in comparison to the base material (368 HV) was observed.
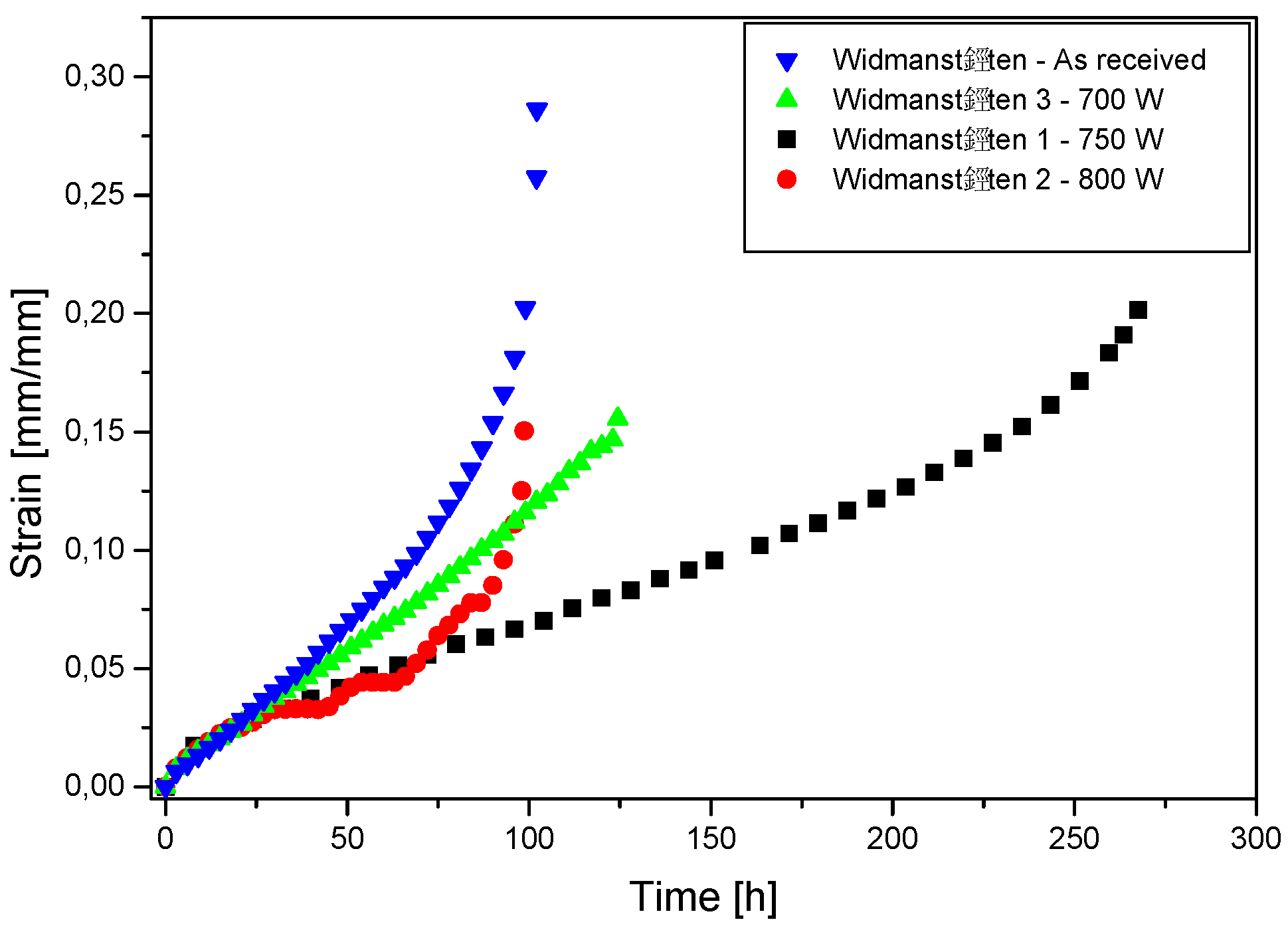
- A reduction of secondary creep rate for all laser nitriding conditions was observed. TIN layer acts as a barrier against oxygen diffusion into the alloy, improving its creep resistance. The final fracture time is higher for 700 and 750 W laser nitrided specimens when compared to the fracture time of the base material, which indicates improvement of the material mechanical behavior. At 800 W, the time to fracture is lower than the other conditions, and this can be associated with the thicker nitrided layer, that increases material hardness in this region and reduces the creep time to fracture.
- EDS analysis conducted after creep trials in the fractured specimens showed a nitrogen concentration at a depth from 8 to 38 μm, that can confirm an efficient nitriding process.
- Post creep tests fracture surfaces exhibited ductile fracture mechanism with the narrowing phenomenon and development of microcavities in the central region of the fractured specimens.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003; 449p, ISBN 9783527305346. [Google Scholar]
- International Titanium Association. Titanium Facts; International Titanium Association: USA, 2007; Available online: www.titanium.org (accessed on 10 February 2019).
- Sakai, T.; Ohashi, M.; Chiba, K.; Jonas, J.J. Recovery and recrystallization of Polycrystalline nickel after hot working. Acta Metall. 1988, 36, 1781–1790. [Google Scholar] [CrossRef]
- Lee, W.S.; Lin, C.F. High temperature deformation behavior of Ti-6Al-4V alloy evaluated by strain-rate compression tests. J. Mater. Process. Technol. 1998, 75, 127–136. [Google Scholar] [CrossRef]
- Gurrappa, I.; Gogia, A.K. High performance coatings for titanium alloys to protect against oxidation. Surf. Coat. Technol. 2001, 139, 216–221. [Google Scholar] [CrossRef]
- Sai Srinadh, K.V.; Singh, V. Oxidation behaviour of the near α-titanium alloy IMI 834. Bull. Mater. Sci. 2004, 27, 347–354. [Google Scholar] [CrossRef] [Green Version]
- Rosenand, A.R. The effect of high temperature exposure on the creep resistance of Ti-6Al-4V alloy. Mater. Sci. Eng. 1976, 22, 23–29. [Google Scholar]
- Reis, D. Estudo de recobrimento cerâmico e da atmosfera de ensaio na fluência de liga metálica refratária de titânio. Ph.D. Thesis, Instituto Nacional de Pesquisas Espaciais, São José dos Campos, Brazil, 30 September 2005. [Google Scholar]
- Akgnun, O.V.; Inal, O.T. Laser surface melting of Ti-6Al-4V alloy. J. Mater. Sci. 1992, 27, 1404–1408. [Google Scholar] [CrossRef]
- Zielinski, A.; Jazdzewska, M.; Narozniaki-Luksza, A.; Serbinski, W. Surface structure and properties of Ti-6Al-4V alloy laser melted at cryogenic conditions. J. Achiev. Mater. Manuf. Eng. 2006, 18, 423–426. [Google Scholar]
- Zecheva, A.; Sha, W.; Malinov, S.; Long, A. Enhancing the microstructure and properties of titanium alloys through nitriding and other surface engineering methods. Surf. Coat. Technol. 2005, 200, 2192–2207. [Google Scholar] [CrossRef]
- Perez, P. Influence of nitriding on the oxidation behavior of titanium alloys at 700 °C. Surf. Coat. Technol. 2005, 191, 293–302. [Google Scholar] [CrossRef]
- Barboza, M.J.R.; Perez, E.A.C.; Medeiros, M.M.; Reis, D.A.P.; Nono, M.C.A.; Piorino Neto, F.; Silva, C.R.M. Creep behavior of Ti-6Al-4V and a comparison with titanium matrix composites. Mater. Sci. Eng. A 2006, 428, 319–326. [Google Scholar] [CrossRef]
- Briguente, L.A.N.d.S. Estudo de tratamento térmico e recobrimento como forma de barreira térmica sobre o comportamento em fluência da liga Ti-6Al-4V. Master’s Thesis, Instituto Tecnológico de Aeronáutica, São José dos Campos, Brazil, 25 May 2011. [Google Scholar]
- Evans, R.W.; Wilshire, B. Introduction to Creep; The Institute of Materials: London, UK, 1993; 115p. [Google Scholar]
- Barboza, M.J.R.; Moura Neto, C.; Silva, C.R.M. Creep mechanisms and physical modeling for Ti-6Al-4V. Mater. Sci. Eng. A 2004, 369, 201–209. [Google Scholar] [CrossRef]
- Reis, G. Avaliação do comportamento em fluência da liga Ti-6Al-4V submetida ao tratamento superficial de nitretação por laser. Master’s Thesis, Instituto Tecnológico de Aeronáutica, São José dos Campos, Brazil, 2 March 2012. [Google Scholar]
- Briguente, F.P. Estudo dos Recobrimentos Metálico e Cerâmico no comportamento em fluência da liga Ti-6Al-4V. Ph.D. Thesis, Instituto Tecnológico de Aeronáutica, São José dos Campos, Brazil, 15 April 2015. [Google Scholar]
- American Society for Testing and Materials (ASTM) E139-06. Standard Practice for Conducting Creep, Creep-Rupture and Stress-Rupture Tests of Metallic Materials; American Society for Testing and Materials: West Conshohocken, PA, USA, 2006. [Google Scholar]
- Reis, A.G.; Reis, D.A.P.; de Moura Neto, C.; Barboza, M.J.R.; Oñoro, J. Creep behavior and surface characterization of a laser surface nitrided Ti-6Al-4V alloy. Mater. Sci. Eng. A 2013, 577, 48–53. [Google Scholar] [CrossRef]
- Venkatesh, T.A.; Conner, B.P.; Suresh, S.; Giannakopoulos, A.E.; Lindley, T.C.; Lee, C.S. An Experimental Investigation of Fretting Fatigue in Ti-6Al-4V: The Role of Contact Conditions and Microstructure. Metall. Mater. Trans. A 2001, 32A, 1131–1146. [Google Scholar] [CrossRef]
- Abboud, J.H.; Fidelg, A.F.; Benyounisc, K.Y. Surface nitriding of Ti-6Al-4V alloy with a high power CO2 laser. Opt. Laser Technol. 2008, 40, 405–414. [Google Scholar] [CrossRef]
- Chan, C.-W.; Lee, S.; Smith, G.C.; Donaghy, C. Fibre laser nitriding of titanium and its alloy in open atmosphere for orthopaedic implant applications: Investigations on surface quality, microstructure and tribological properties. Surf. Coat. Technol. 2017, 309, 628–640. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power W | tp (h) | (1/h) | tf (h) | εf (mm/mm) |
|---|---|---|---|---|
| As received | 9.00 | 0.00140 | 102.12 | 0.2861 |
| 700 | 2.48 | 0.00110 | 124.38 | 0.1555 |
| 750 | 2.65 | 0.000522 | 272.40 | 0.2348 |
| 800 | 2.83 | 0.000465 | 98.70 | 0.1504 |
| Depth | % of elements (wt.) | ||||
|---|---|---|---|---|---|
| Ti | Al | V | O | N | |
| 18 μm | 85.2 | 1.9 | 2.0 | 5.5 | 5.4 |
| 24 μm | 86.9 | 4.1 | 2.1 | 4.8 | 2.1 |
| 30 μm | 85.1 | 3.6 | 3.1 | 5.3 | 2.9 |
| Depth | % of elements (wt.) | ||||
|---|---|---|---|---|---|
| Ti | Al | V | O | N | |
| 9 μm | 81.0 | 1.8 | 2.2 | 8.7 | 6.3 |
| 13 μm | 84.8 | 3.9 | 3.5 | 5.8 | 2.0 |
| 17 μm | 85.4 | 4.0 | 2.7 | 6.1 | 1.8 |
| 33 μm | 86.3 | 3.9 | 3.1 | 4.9 | 1.8 |
| Depth | % of elements (wt.) | ||||
|---|---|---|---|---|---|
| Ti | Al | V | O | N | |
| 8 μm | 84.2 | 2.2 | 2.3 | 6.3 | 5.0 |
| 18 μm | 84.2 | 3.9 | 4.4 | 5.5 | 2.0 |
| 38 μm | 86.3 | 3.0 | 2.5 | 5.7 | 2.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Narciso da Silva Briguente, L.A.; Oñoro, J.; Perpétuo Briguente, F.; Assis Resende, F.; Lidovino dos Reis, J.; Pereira Reis, D.A.; de Oliveira, A.C. The Influence of Laser Nitriding on Creep Behavior of Ti-4Al-4V Alloy with Widmanstätten Microstructure. Metals 2019, 9, 236. https://doi.org/10.3390/met9020236
Narciso da Silva Briguente LA, Oñoro J, Perpétuo Briguente F, Assis Resende F, Lidovino dos Reis J, Pereira Reis DA, de Oliveira AC. The Influence of Laser Nitriding on Creep Behavior of Ti-4Al-4V Alloy with Widmanstätten Microstructure. Metals. 2019; 9(2):236. https://doi.org/10.3390/met9020236
Chicago/Turabian StyleNarciso da Silva Briguente, Luciana Aparecida, Javier Oñoro, Flávio Perpétuo Briguente, Fabrícia Assis Resende, Joares Lidovino dos Reis, Danieli Aparecida Pereira Reis, and Aline Capella de Oliveira. 2019. "The Influence of Laser Nitriding on Creep Behavior of Ti-4Al-4V Alloy with Widmanstätten Microstructure" Metals 9, no. 2: 236. https://doi.org/10.3390/met9020236
APA StyleNarciso da Silva Briguente, L. A., Oñoro, J., Perpétuo Briguente, F., Assis Resende, F., Lidovino dos Reis, J., Pereira Reis, D. A., & de Oliveira, A. C. (2019). The Influence of Laser Nitriding on Creep Behavior of Ti-4Al-4V Alloy with Widmanstätten Microstructure. Metals, 9(2), 236. https://doi.org/10.3390/met9020236