Dynamic Recrystallization and Hot-Working Characteristics of Ni-Based Alloy with Different Tungsten Content


Abstract
:1. Introduction
2. Experimental Material and Procedures
3. Results and Discussion
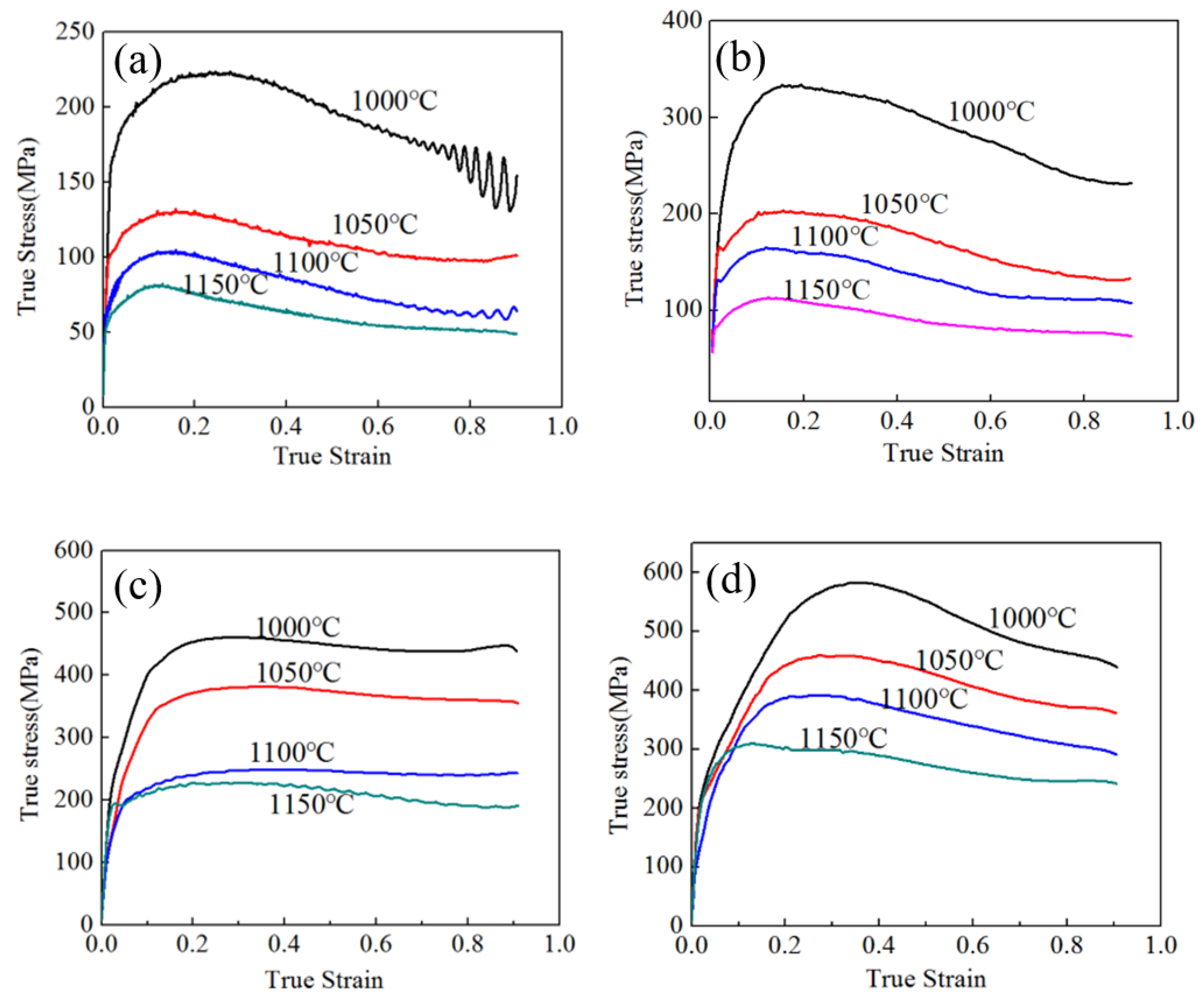
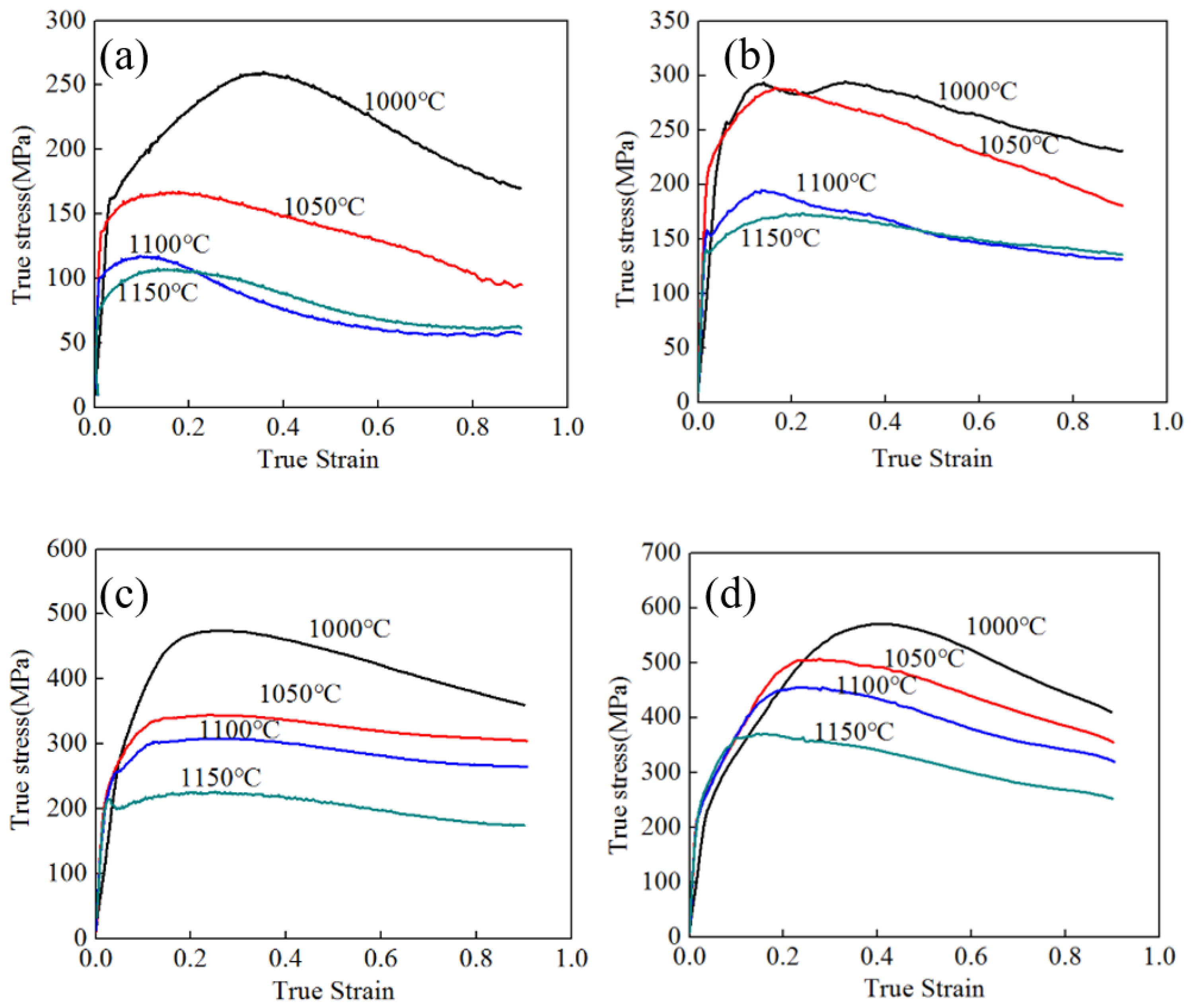
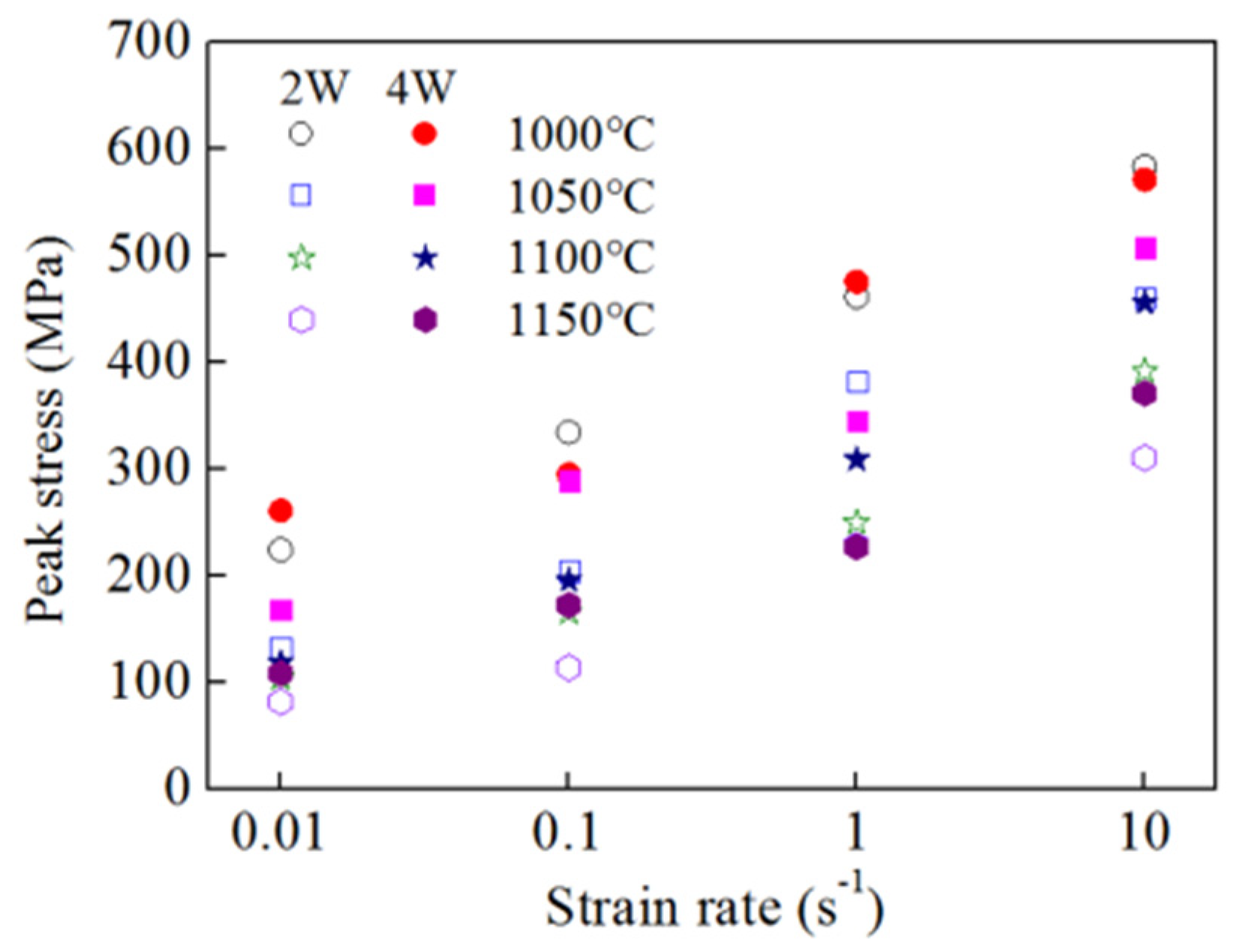
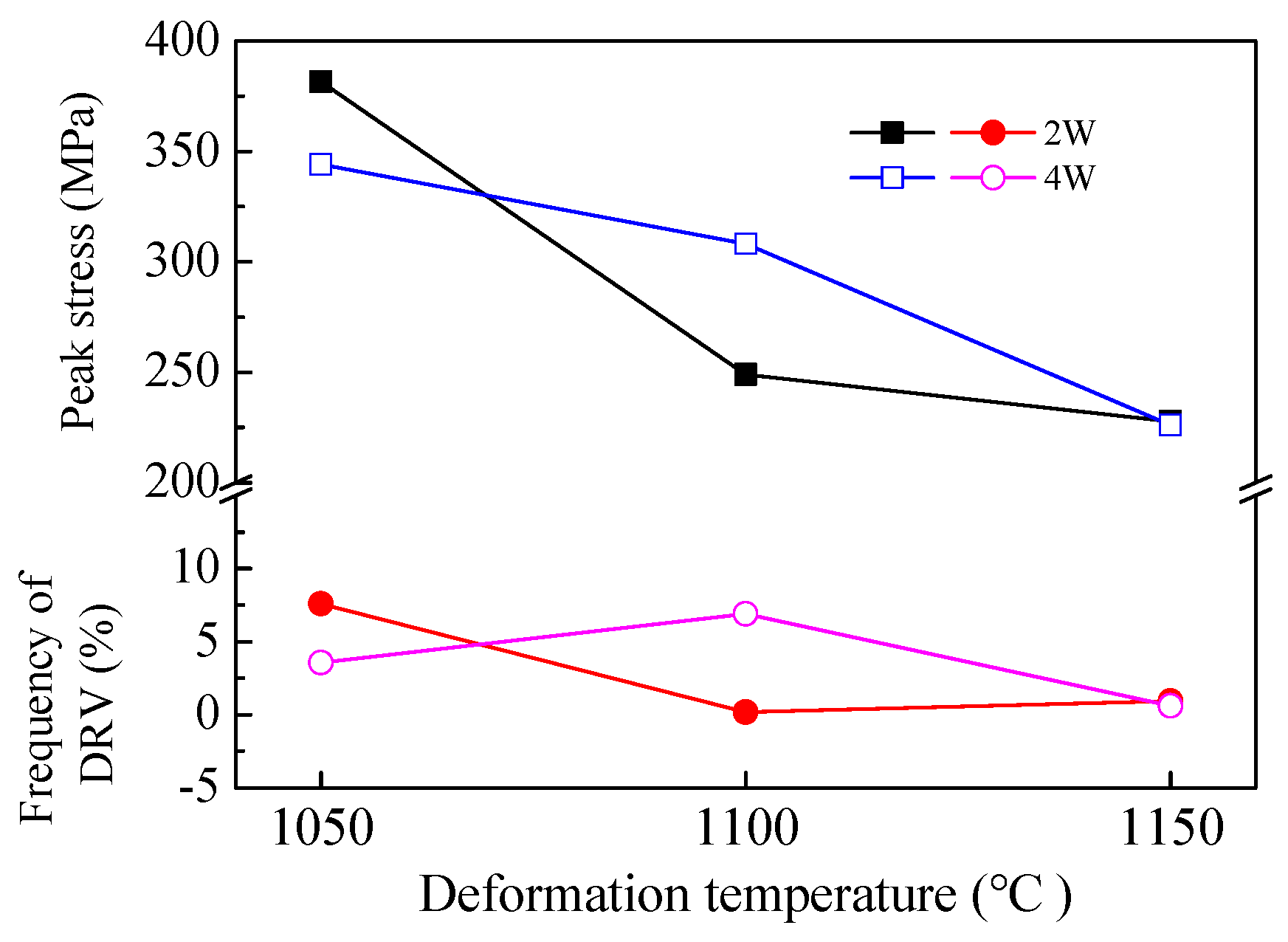
3.1. True Stress–True Strain Curves
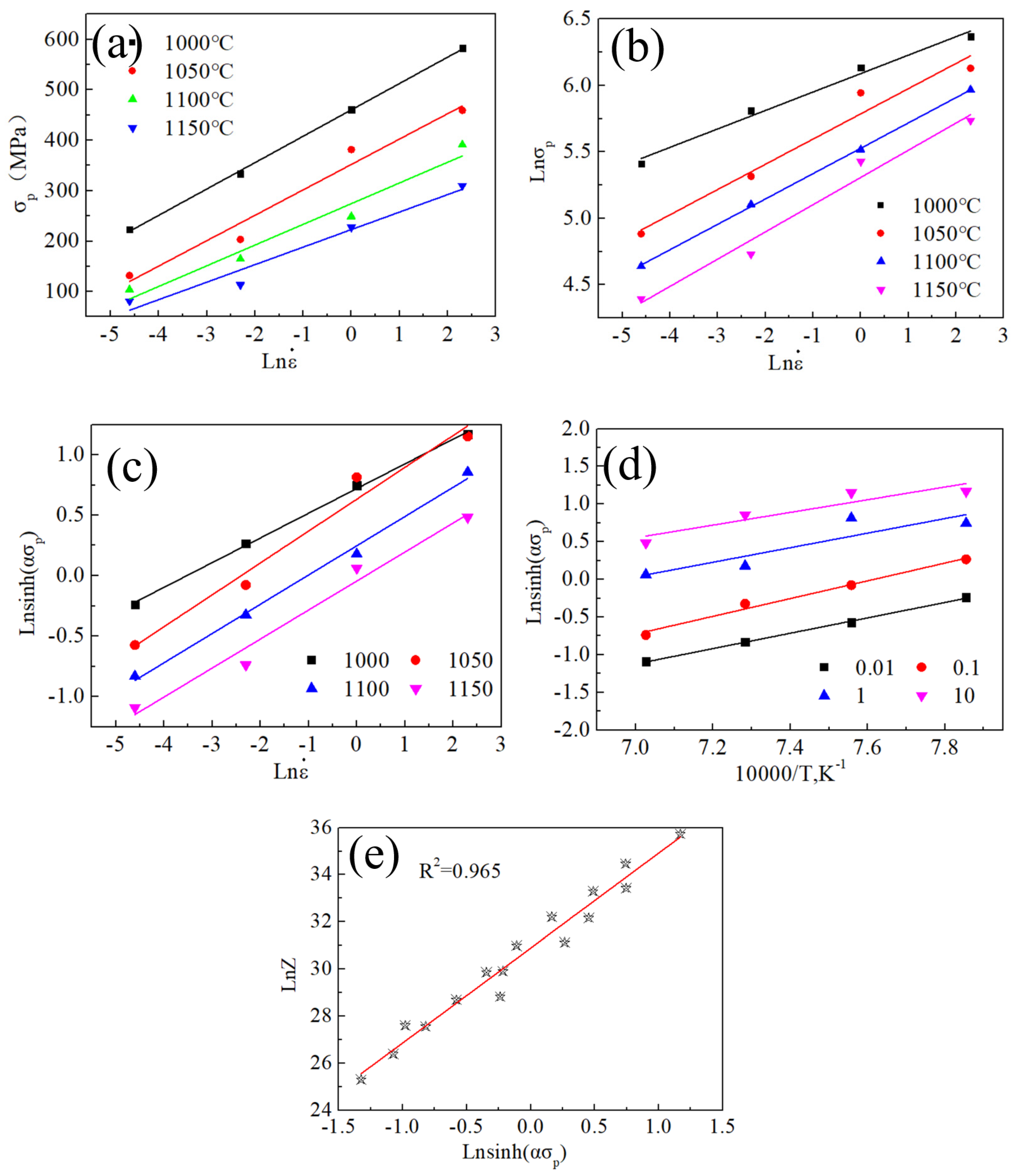
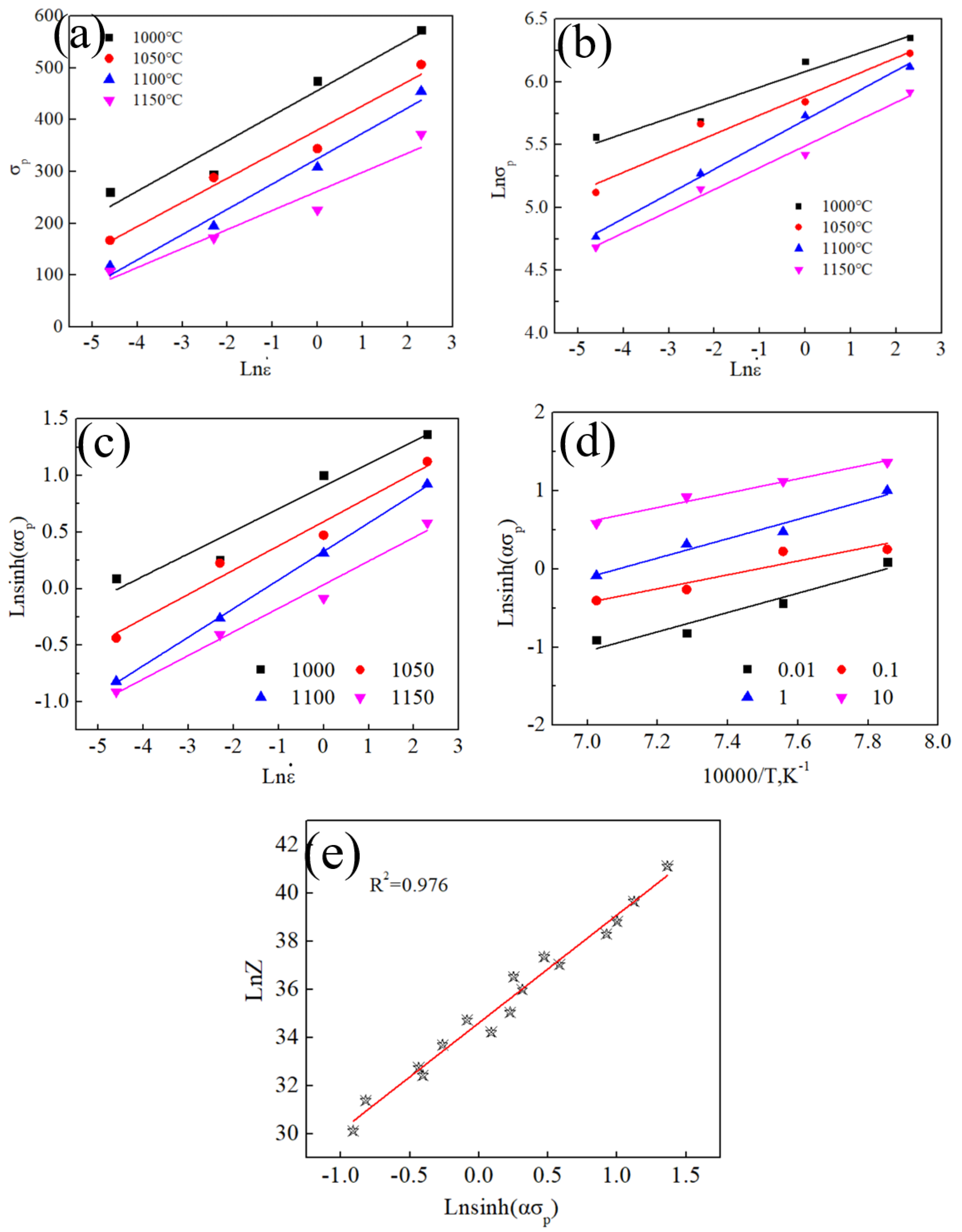
3.2. The Constitutive Equations
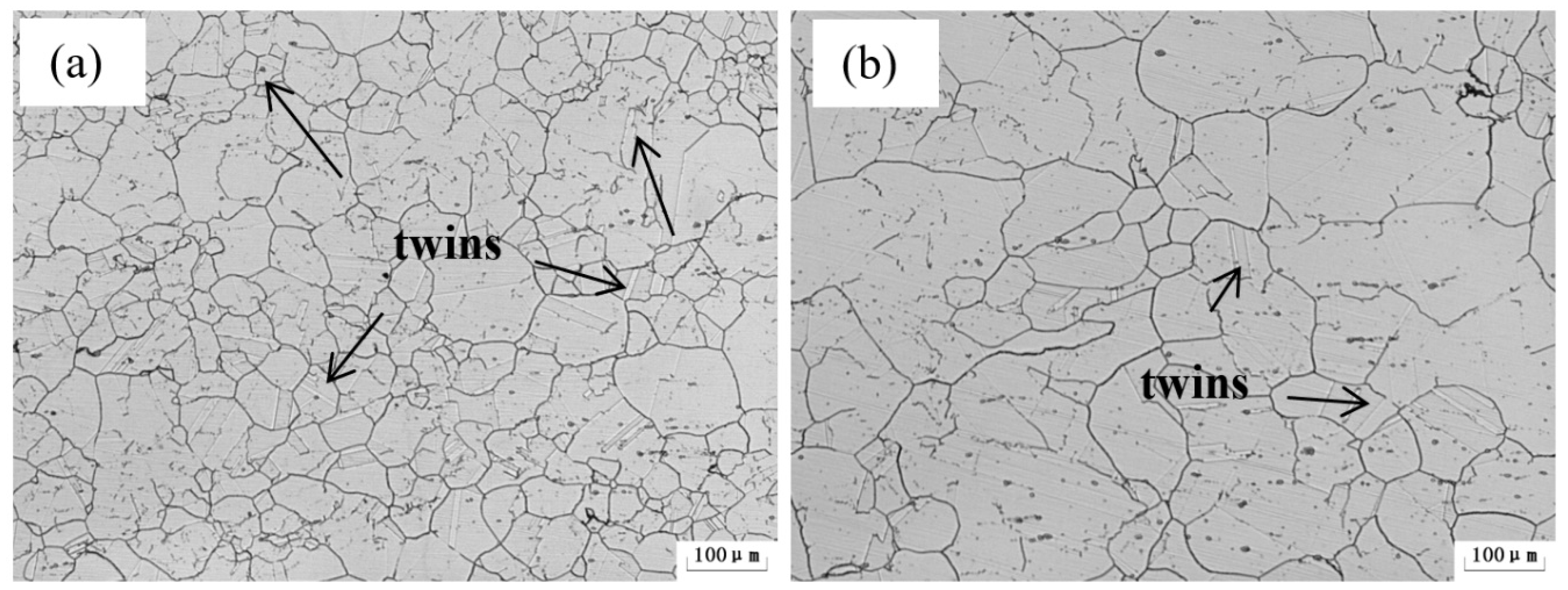
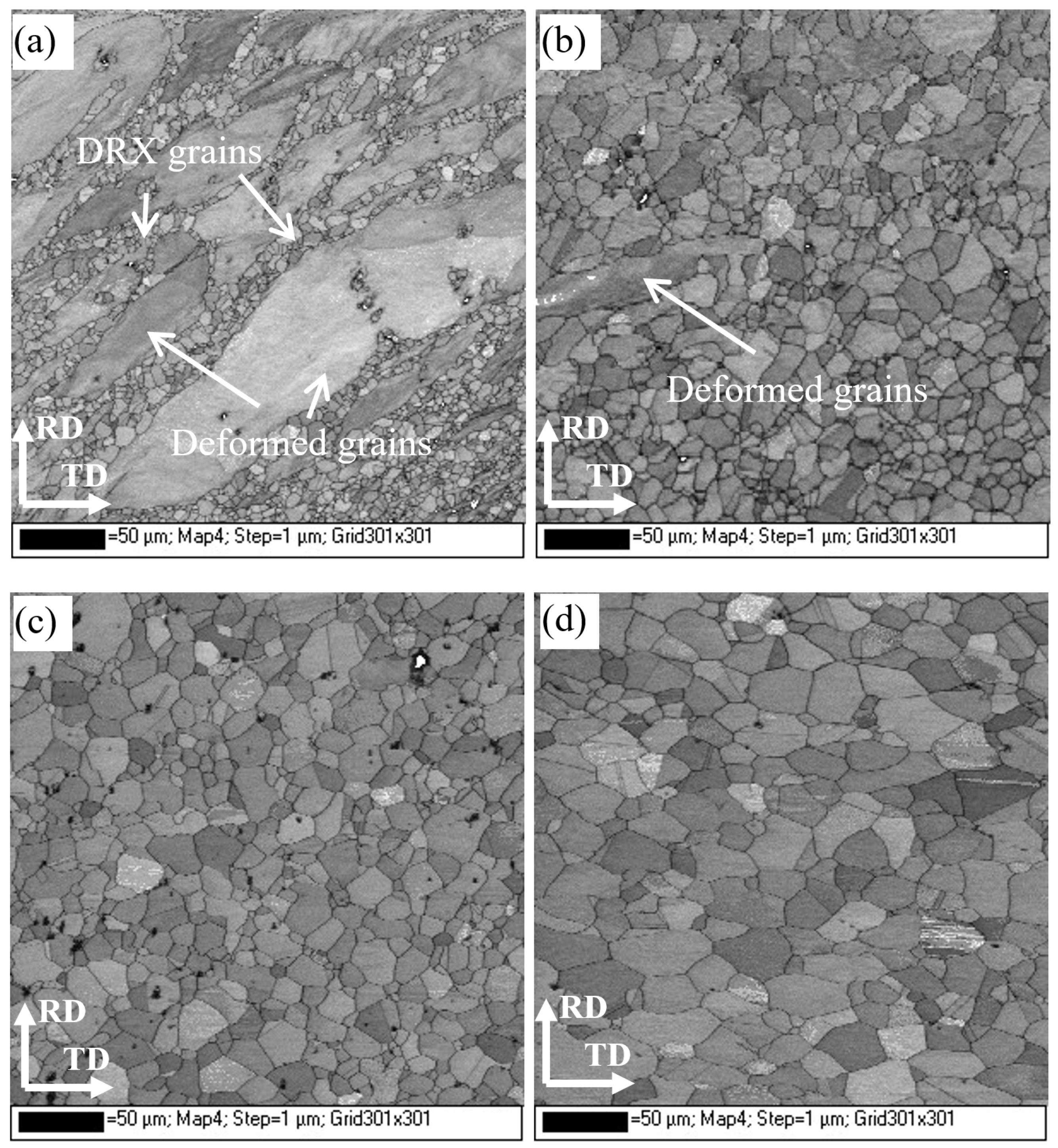
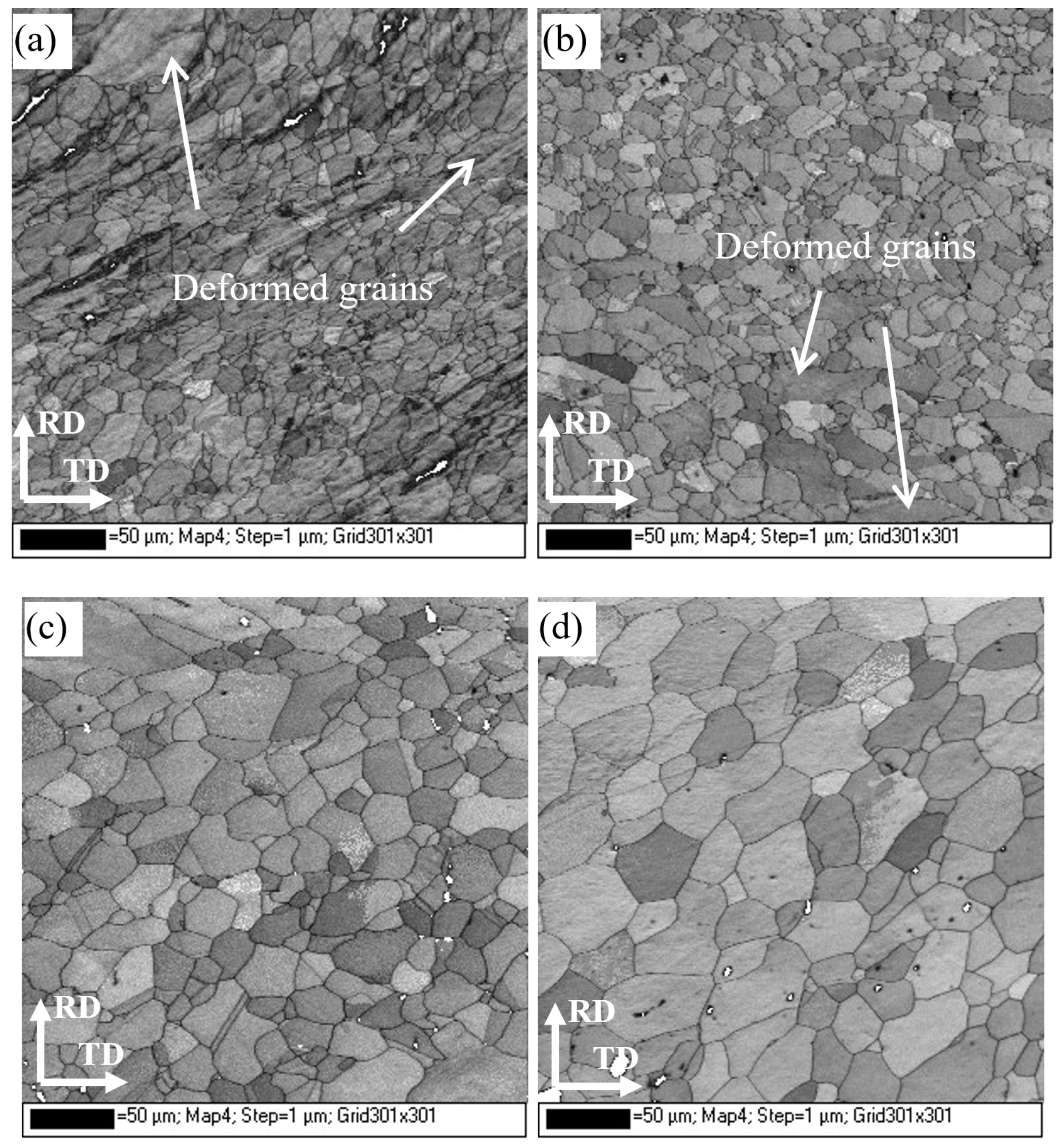
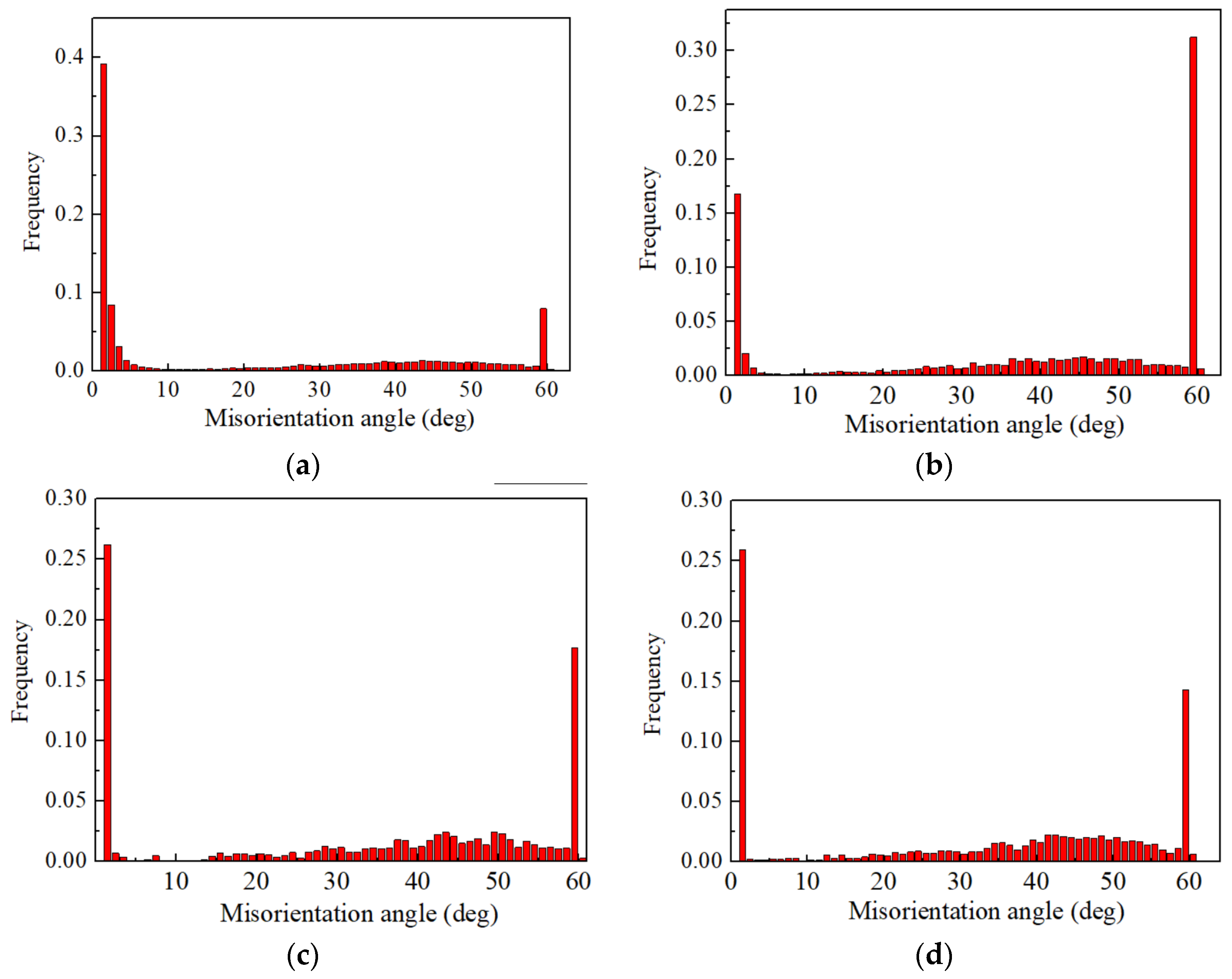
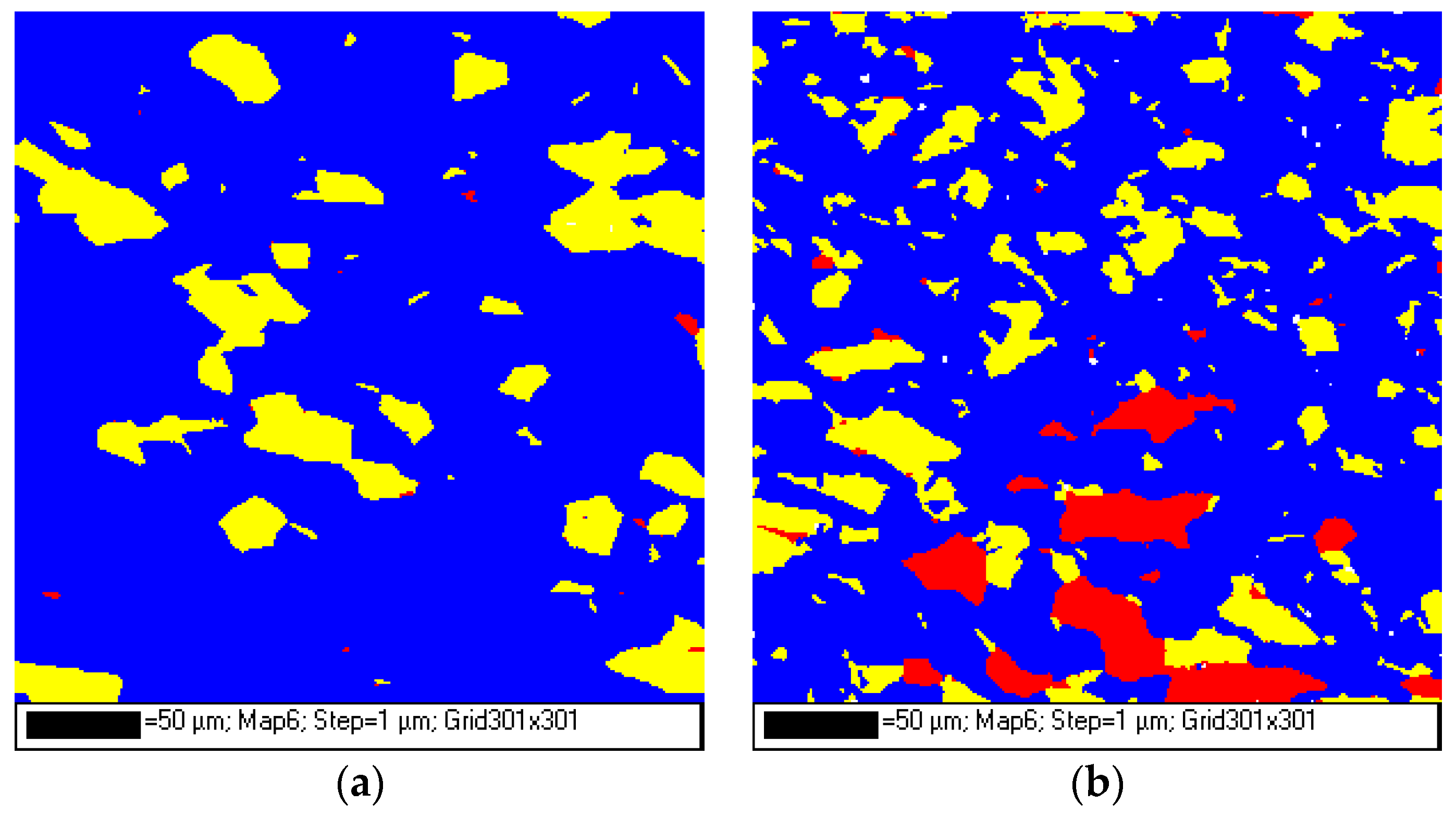
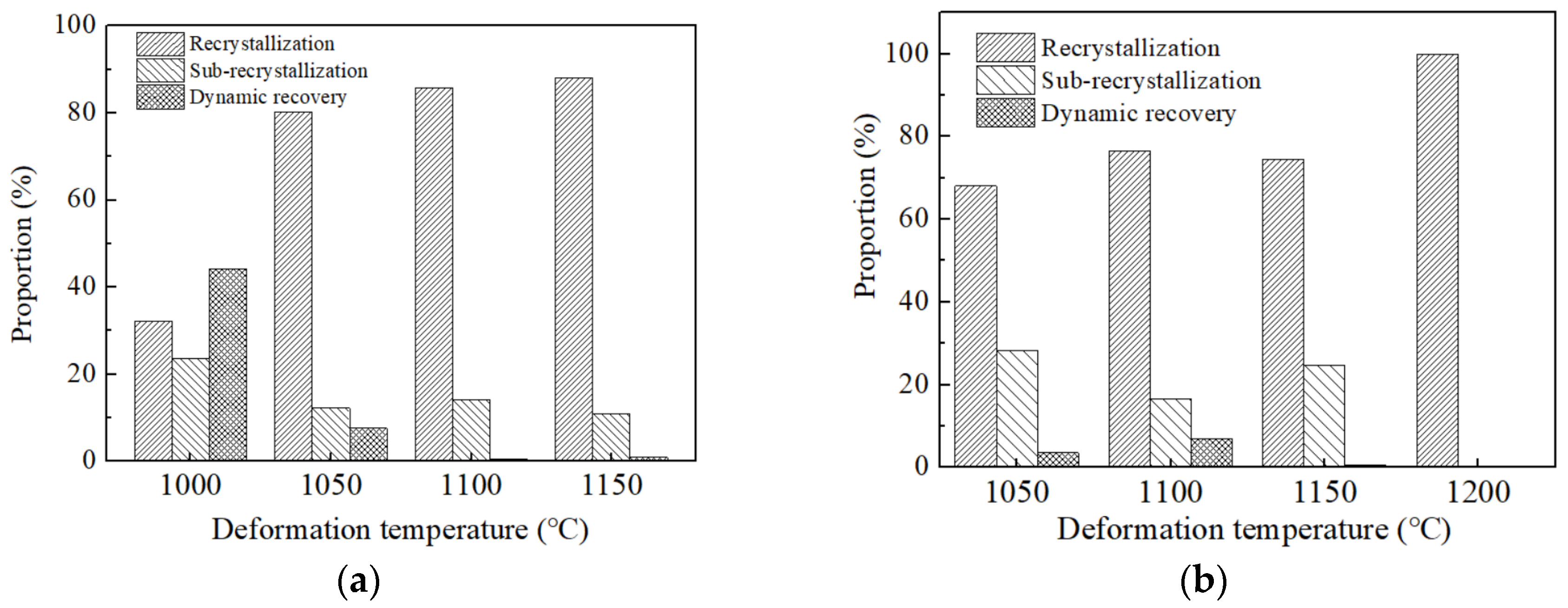
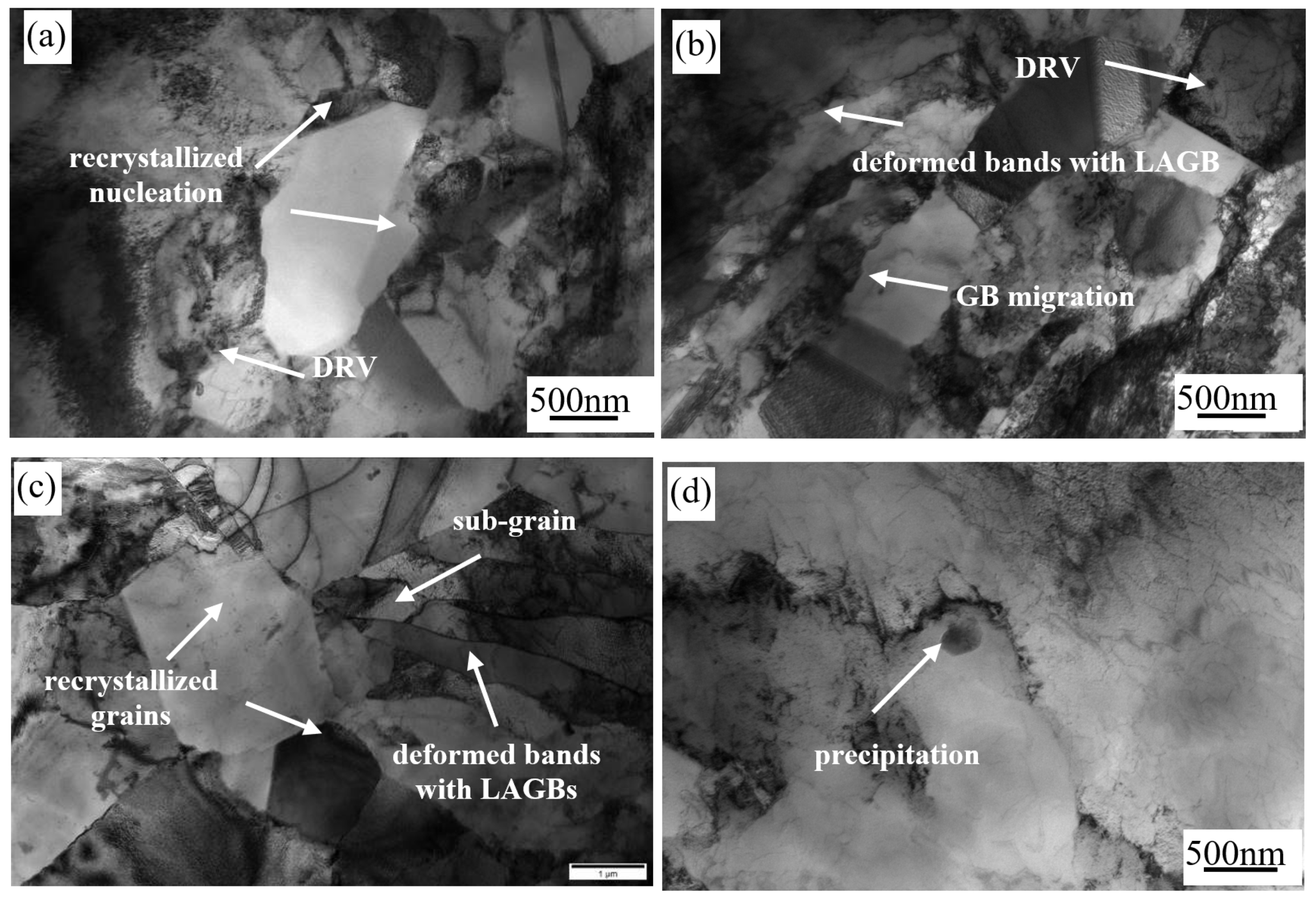
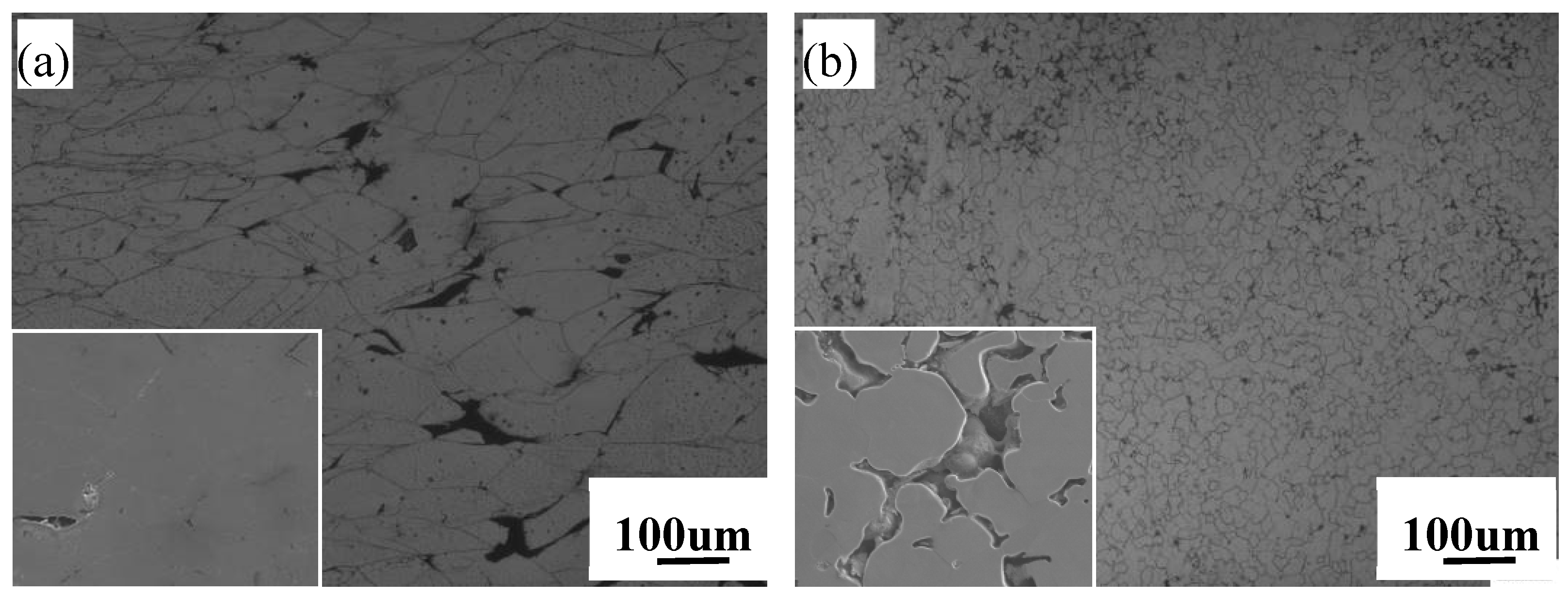
3.3. Effect of Temperature on Microstructure and Recrystallization Evolution
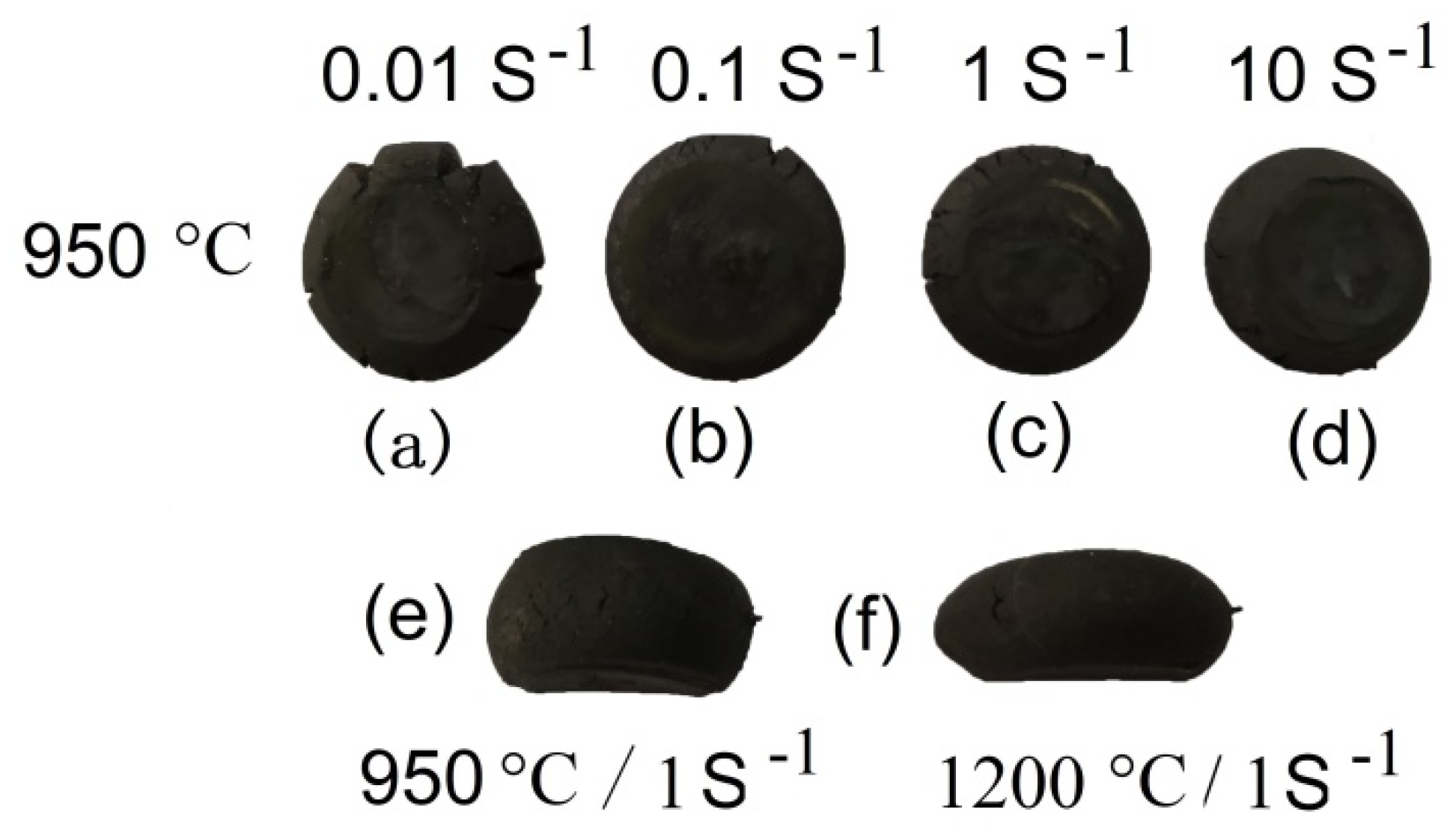
3.4. Cracking during Compression
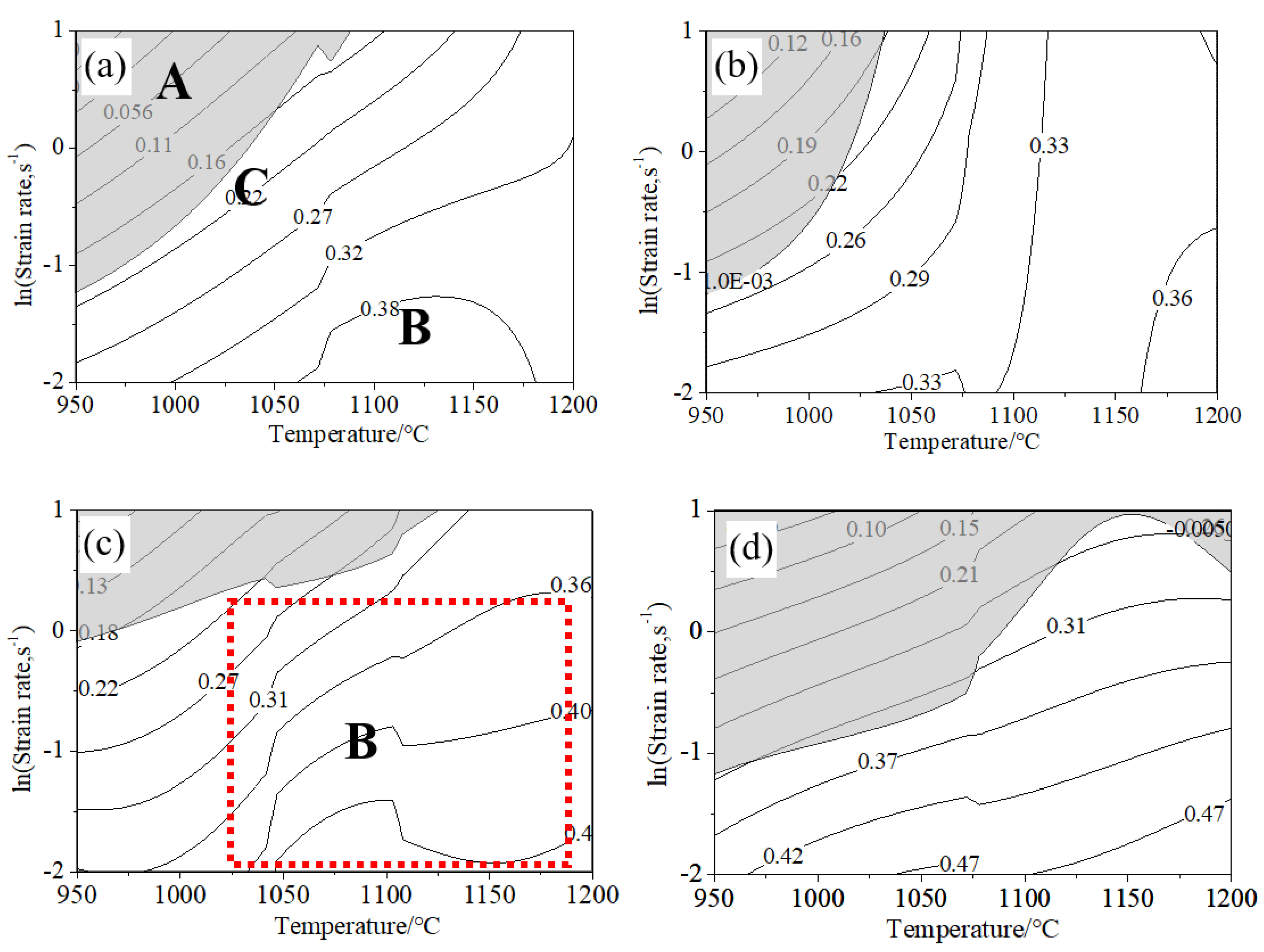
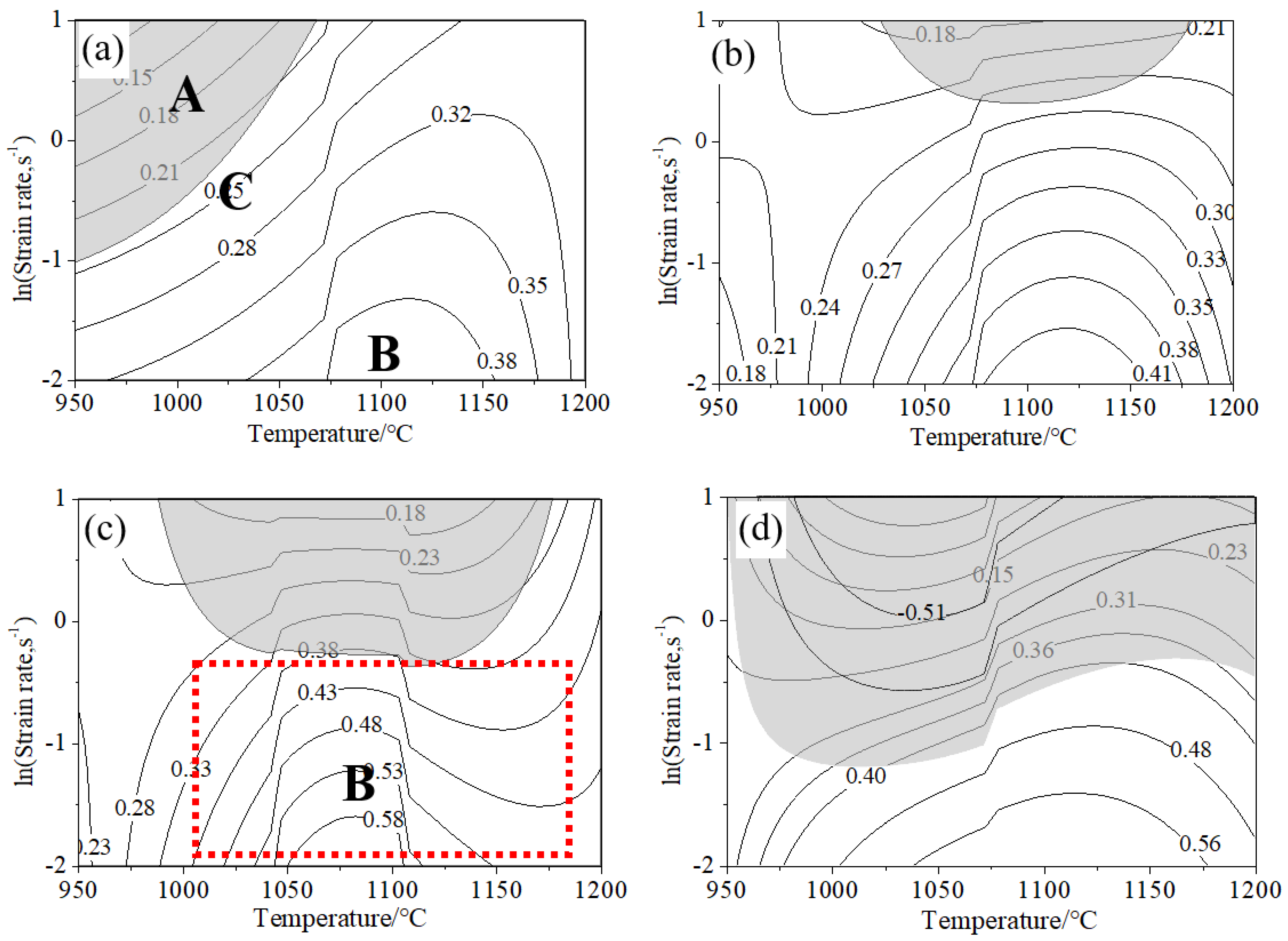
3.5. Establishment of Hot-Processing Map
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Abe, F.; Kutsumi, H.; Haruyama, H.; Okubo, H. Improvement of oxidation resistance of 9 mass% chromium steel for advanced-ultra supercritical power plant boilers by pre-oxidation treatmentOriginal Research Article. Corros. Sci. 2017, 114, 1–9. [Google Scholar]
- Agarwal, D.C.; Gehrmann, B. Nickel Alloys for High Efficiency Fossil Power Plants. In Proceedings of the 5th International Conference in Materials Technology for Fossil Power Plants, Marco Island, FL, USA, 3–5 October 2007; pp. 271–280. [Google Scholar]
- Fukuda, Y. Development of Advanced Ultra Supercritical Fossil Power Plants in Japan. Mater. High Temp. Corr. Prop. Mater. Sci. Forum 2011, 696, 236–241. [Google Scholar]
- Ma, L.-T.; Wang, L.-M.; Liu, Z.-D. Hot Deformation Behavior of F6NM Stainless Steel. J. Iron Steel Res. Int. 2014, 21, 1035–1041. [Google Scholar] [CrossRef]
- Yamamoto, R.; Kadoya, Y.; Nakano, T. Development of Ni-based superalloy for advanced 700 °C-class steam turbines. In Proceedings of the Fifth International Conference on Advances in Materials Technology for Fossil Power Plant, Marco Island, FL, USA, 3–5 October 2007; Volume 434. [Google Scholar]
- Lasalmonie, A. Why is it so difficult to introduce them in gas turbine engines? Intermetallics 2006, 14, 1123–1129. [Google Scholar] [CrossRef]
- Kermanpur, A. Improvement of grain structure and mechanical properties of a land based gas turbine blade directionally solidified with liquid metal cooling process. Mater. Sci. Technol. 2008, 24, 100–106. [Google Scholar] [CrossRef]
- Bugge, J.; Kjær, S.; Blum, R. High-efficiency Coal-fired Power Plants Development and Perspectives. Energy 2006, 31, 1437–1445. [Google Scholar] [CrossRef]
- Abe, F.; Kern, K.U.; Viswanathan, R. Creep-Resistant Steels; CRC Press: Boca Raton, FL, USA, 2008; Volume 12. [Google Scholar]
- Robin, S.; Chen, S.; Monica, S. New materials enable unprecedented improvement in turbine performance. Adv. Mater. Process. 2013, 171, 18–22. [Google Scholar]
- Kamoshida, H.; Imano, S.; Saito, E.; Uehara, T.; Toga, T.; Nonomura, T. Advances in Materials Technology for Fossil Power Plants, Proceedings from the Sixth International Conference; Electric Power Research Institute: Albuquerque, NM, USA, 2011; pp. 373–385. [Google Scholar]
- Sun, W.; Qin, X.; Guo, J.; Lou, L.; Zhou, L. Thermal stability of primary MC carbide and its influence on the performance of cast Ni-base superalloys. Mater. Des. 2015, 69, 81–88. [Google Scholar] [CrossRef]
- Li, H.; Yea, F.; Zhao, J.; Cao, T.; Xu, F.; Xua, Q.; Wang, Y.; Cheng, C.; Min, X. Grain boundary migration-induced directional coarsening of the γ′ phase in advanced ultra-supercritical superalloy. Mater. Sci. Eng. A 2018, 714, 172–178. [Google Scholar] [CrossRef]
- Dudova, N.; Belyakov, A.; Sakai, T.; Kaibyshev, R. Dynamic recrystallization mechanisms operating in a Ni–20% Cr alloy under hot-to-warm working. Acta Mater. 2010, 8, 3624–3632. [Google Scholar] [CrossRef]
- el Mehtedi, M.; Gabrielli, F.; Spigarelli, S. Hot workability in process modeling of a bearing steel by using combined constitutive equations and dynamic material model. Mater. Des. 2014, 53, 398–404. [Google Scholar] [CrossRef]
- Wang, J.; Dong, J.; Zhang, M.; Xie, X. Hot working characteristics of nickel-base super alloy 740H during compression. Mater. Sci. Eng. A 2013, 566, 61–70. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, L.; Shen, W.; Liu, C.; Xia, Y.; Li, R. Study on constitutivemodeling and processingmaps for hot deformation of medium carbon Cr–Ni–Mo alloyed steel. Mater. Des. 2016, 90, 804–814. [Google Scholar] [CrossRef]
- Wang, L.; Liu, F.; Zuo, Q.; Cheng, J.J.; Chen, C.F. Processing Map and Mechanism of Hot Deformation of a Corrosion-Resistant Nickel-Based Alloy. J. Mater. Eng. Perform. 2017, 26, 392–406. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.-M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Des. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Gong, Z.-H.; Yang, G.; Ma, L.-T.; Ding, W. Precipitation behavior of carbides in GY200 Ni-based alloy for blade with different W and Mo contents. Trans. Mater. Heat Treat. 2017, 38, 83–88. (In Chinese) [Google Scholar]
- Prasad, Y.V.R.K.; Sasidhara, S. A Compendium of Processing Maps; ASM International: Novelty, OH, USA, 1997. [Google Scholar]
- Prasad, Y.V.R.K. Processing maps: A status report. J. Mater. Eng. Perform. 2003, 12, 638–645. [Google Scholar] [CrossRef]
- Pu, E.X.; Zheng, W.J.; Xiang, J.Z.; Song, Z.G.; Li, J. Hot deformation characteristic and processing map of super austenitic stainless steel S32654. Mater. Sci. Eng. A 2014, 598, 174–182. [Google Scholar] [CrossRef]
- Chiba, A.; Lee, Sa.; Matsumoto, H.; Nakamura, M. Construction of processing map for biomedical Co–28Cr–6Mo–0.16N alloy by studying its hot deformation behavior using compression tests. Mater. Sci. Eng. A 2009, 513–514, 286–293. [Google Scholar] [CrossRef]
- Ikuhara, Y.; Shibata, N.; Watanabe, T.; Oba, F.; Yamamoto, T.; Sakuma, T. Grain boundary characters and structures in structural ceramics. Chim. Sci. Mater. 2002, S27, 21–30. [Google Scholar]
- Gourdet, S.; Montheillet, F. A model of continuous dynamic recrystallization. Acta Mater. 2003, 51, 2685–2699. [Google Scholar] [CrossRef]
- Prased, Y.V.R.K. Author’s reply: Dynamic materials model: Base and principles. Metall. Mater. Trans. A 1996, 27, 235–236. [Google Scholar] [CrossRef]
- Babu, K.A.; Mandal, S.; Kumar, A.; Athreya, C.N.; Boer, B.D.; Sarma, V.S. Characterization of hot deformation behavior of alloy 617 through kinetic analysis, dynamic material modeling and microstructural studies. Mater. Sci. Eng. A 2016, 664, 177–187. [Google Scholar] [CrossRef]
- Liu, Y.H.; Ning, Y.Q.; Yang, X.M.; Yao, Z.K.; Guo, H.Z. Effect of temperature and strain rate on the workability of FGH4096 superalloy in hot deformation. Mater. Des. 2016, 95, 669–676. [Google Scholar] [CrossRef]
- Sun, Y.; Hu, L.X.; Ren, J.S. Investigation on the hot deformation behavior of powder metallurgy TiAl-based alloy using 3D processing map. Mater. Charact. 2015, 100, 163–169. [Google Scholar] [CrossRef]
- Guo, S.G.; Li, D.F.; Guo, Q.M.; Wu, Z.G.; Peng, H.J.; Hu, J. Investigation on hot workability characteristics of Inconel 625 superalloy using processing maps. J. Mater. Sci. 2012, 47, 5867–5878. [Google Scholar] [CrossRef]
- Sui, F.L.; Xu, L.X.; Chen, L.Q.; Liu, X.H. Processing map for hot working of Inconel 718 alloy. J. Mater. Process. Technol. 2011, 211, 433–440. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | C | Cr | Co | Al | Ti | W | Mo | Zr | B | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| 2W | 0.04 | 19.33 | 13.58 | 1.48 | 3.01 | 1.97 | 2.19 | 0.041 | ≤0.01 | Bal. |
| 4W | 0.04 | 19.35 | 13.66 | 1.51 | 2.93 | 3.94 | 2.02 | 0.066 | ≤0.01 | Bal. |
| Range of Misorientation Angle(°) | 1000 °C | 1050 °C | 1100 °C | 1150 °C | |
|---|---|---|---|---|---|
| 0–5 | 2W | 0.53 | 0.20 | 0.27 | 0.267 |
| 4W | - | 0.364 | 0.173 | 0.219 | |
| 5–15 | 2W | 0.027 | 0.025 | 0.023 | 0.03 |
| 4W | - | 0.016 | 0.022 | 0.033 | |
| 15–30 | 2W | 0.078 | 0.092 | 0.111 | 0.125 |
| 4W | - | 0.07 | 0.08 | 0.103 | |
| 30–50 | 2W | 0.222 | 0.285 | 0.326 | 0.344 |
| 4W | - | 0.236 | 0.299 | 0.313 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, Z.; Bao, H.; Yang, G. Dynamic Recrystallization and Hot-Working Characteristics of Ni-Based Alloy with Different Tungsten Content. Metals 2019, 9, 298. https://doi.org/10.3390/met9030298
Gong Z, Bao H, Yang G. Dynamic Recrystallization and Hot-Working Characteristics of Ni-Based Alloy with Different Tungsten Content. Metals. 2019; 9(3):298. https://doi.org/10.3390/met9030298
Chicago/Turabian StyleGong, Zhihua, Hansheng Bao, and Gang Yang. 2019. "Dynamic Recrystallization and Hot-Working Characteristics of Ni-Based Alloy with Different Tungsten Content" Metals 9, no. 3: 298. https://doi.org/10.3390/met9030298
APA StyleGong, Z., Bao, H., & Yang, G. (2019). Dynamic Recrystallization and Hot-Working Characteristics of Ni-Based Alloy with Different Tungsten Content. Metals, 9(3), 298. https://doi.org/10.3390/met9030298