Laser Shock Peening: Toward the Use of Pliable Solid Polymers for Confinement

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Laser
2.3. Transmission Measurements
2.4. VISAR
2.5. Simulation
2.5.1. Target Geometry and Boundary Conditions
2.5.2. Constitutive Material Model
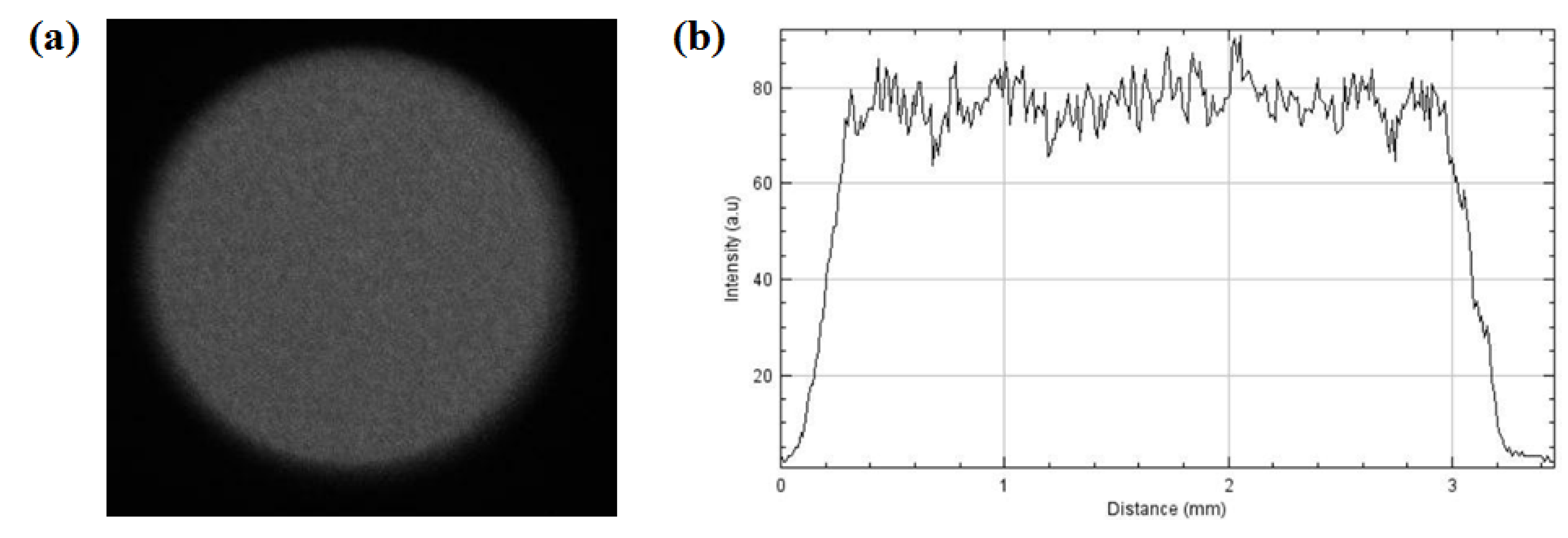
2.5.3. Spatial and Temporal Pressure Profiles
3. Results and Discussion
3.1. Transmission
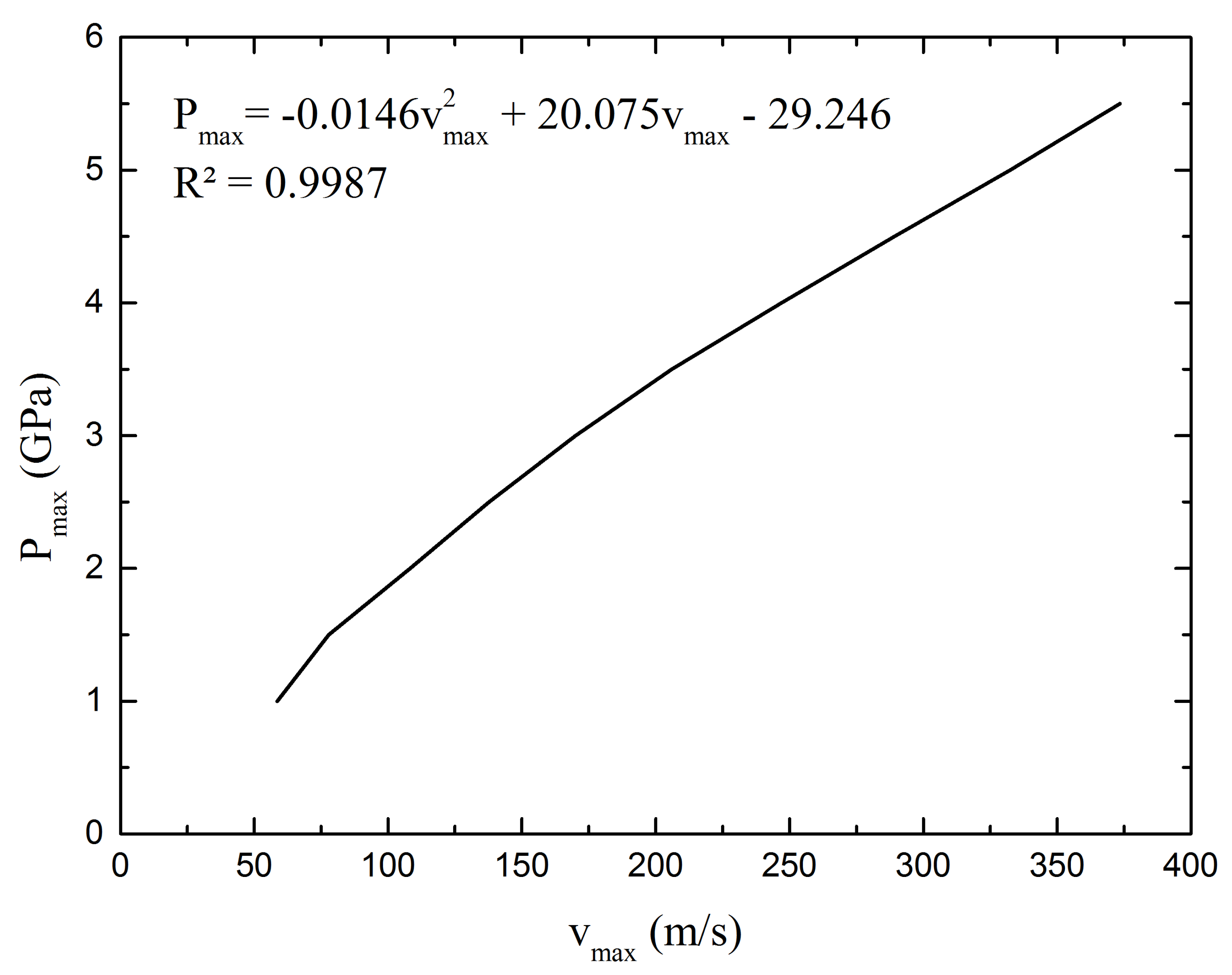
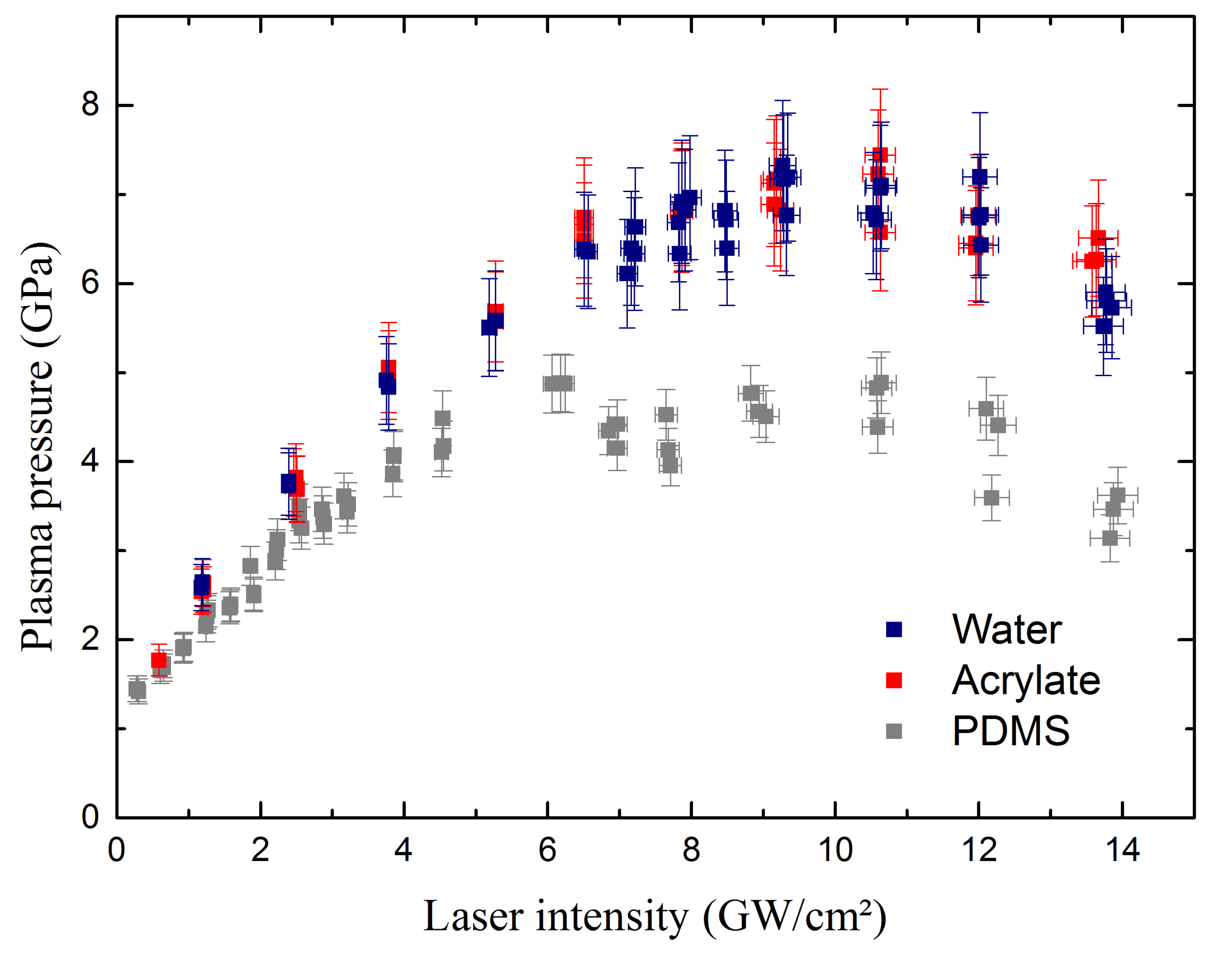
3.2. Pressure Measurement
4. Conclusions
- Simulation and experiment coupling allowed accurate pressure measurements and full time and spatial determination of boundary limits for process modeling.
- The pressures generated with acrylate were as high as those produced in the water confinement regime, up to 7 GPa, while reaching 4.6 GPa for PDMS.
- A breakdown phenomenon occurred at 7 GW/cm for the water and acrylate confinements while it happened at around 4.7 GW/cm for the PDMS confinement.
- Results demonstrate that LSP with confinement polymer allows the treatment of all types of metals, from low to high elastic limit material. [31].
- The influence of polymer chemical composition on plasma breakdown (extended to infrared wavelength)
- Plasma physics at the metal/polymer interface as well as the plasma composition.
- Optimization of polymer mechanical and adhesive properties for high-repetition-rate processing.
Author Contributions
Funding
Conflicts of Interest
References
- Askar’yan, G.A.; Moroz, E.M. Pressure on Evaporation of Matter in a Radiation Beam. Sov. J. Exp. Theor. Phys. 1963, 16, 1638. [Google Scholar]
- Anderholm, N. Laser-generated stress waves. Appl. Phys. Lett. 1970, 16, 113–115. [Google Scholar] [CrossRef]
- Fairand, B.P.; Wilcox, B.A.; Gallagher, W.J.; Williams, D.N. Laser shock-induced microstructural and mechanical property changes in 7075 aluminum. J. Appl. Phys. 1972, 43, 3893–3895. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H. Laser shock processing of aluminium alloys. Application to high cycle fatigue behaviour. Mater. Sci. Eng. A 1996, 210, 102–113. [Google Scholar] [CrossRef]
- Pavan, M.; Furfari, D.; Ahmad, B.; Gharghouri, M.; Fitzpatrick, M. Fatigue crack growth in a laser shock peened residual stress field. Int. J. Fatigue 2019, 123, 157–167. [Google Scholar] [CrossRef]
- Dhakal, B.; Swaroop, S. Review: Laser shock peening as post welding treatment technique. J. Manuf. Process. 2018, 32, 721–733. [Google Scholar] [CrossRef]
- Sun, R.; Li, L.; Guo, W.; Peng, P.; Zhai, T.; Che, Z.; Li, B.; Guo, C.; Zhu, Y. Laser shock peening induced fatigue crack retardation in Ti-17 titanium alloy. Mater. Sci. Eng. A 2018, 737, 94–104. [Google Scholar] [CrossRef]
- Peyre, P.; Scherpereel, X.; Berthe, L.; Carboni, C.; Fabbro, R.; Béranger, G.; Lemaitre, C. Surface modifications induced in 316L steel by laser peening and shot-peening. Influence on pitting corrosion resistance. Mater. Sci. Eng. A 2000, 280, 294–302. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R. Laser shock processing: A review of the physics and applications. Opt. Quantum Electron. 1995, 27, 1213–1229. [Google Scholar] [CrossRef]
- Hackel, L.; Rankin, J.R.; Rubenchik, A.; King, W.E.; Matthews, M. Laser peening: A tool for additive manufacturing post-processing. Addit. Manuf. 2018, 24, 67–75. [Google Scholar] [CrossRef]
- Maamoun, A.; Elbestawi, M.; Veldhuis, S. Influence of shot peening on AlSi10Mg parts fabricated by additive manufacturing. J. Manuf. Mater. Process. 2018, 2, 40. [Google Scholar] [CrossRef]
- Hong, X.; Wang, S.; Guo, D.; Wu, H.; Wang, J.; Dai, Y.; Xia, X.; Xie, Y. Confining medium and absorptive overlay: Their effects on a laser-induced shock wave. Opt. Lasers Eng. 1998, 29, 447–455. [Google Scholar] [CrossRef]
- Creton, C. Pressure-sensitive adhesives: an introductory course. MRS Bull. 2003, 28, 434–439. [Google Scholar] [CrossRef]
- Bardy, S.; Aubert, B.; Berthe, L.; Combis, P.; Hébert, D.; Lescoute, E.; Rullier, J.L.; Videau, L. Numerical study of laser ablation on aluminum for shock-wave applications: development of a suitable model by comparison with recent experiments. Opt. Eng. 2016, 56, 011014. [Google Scholar] [CrossRef] [Green Version]
- Sagnard, M.; Berthe, L.; Ecault, R.; Touchard, F.; Boustie, M. Development of the symmetrical laser shock test for weak bond inspection. Opt. Laser Technol. 2019, 111, 644–652. [Google Scholar] [CrossRef]
- Barker, L.; Hollenbach, R. Laser interferometer for measuring high velocities of any reflecting surface. J. Appl. Phys. 1972, 43, 4669–4675. [Google Scholar] [CrossRef]
- Tollier, L.; Fabbro, R.; Bartnicki, E. Study of the laser-driven spallation process by the velocity interferometer system for any reflector interferometry technique. I. Laser-shock characterization. J. Appl. Phys. 1998, 83, 1224–1230. [Google Scholar] [CrossRef]
- Berthe, L.; Fabbro, R.; Peyre, P.; Tollier, L.; Bartnicki, E. Shock waves from a water-confined laser-generated plasma. J. Appl. Phys. 1997, 82, 2826–2832. [Google Scholar] [CrossRef]
- Hibbitt, Karlsson, & Sorensen. ABAQUS/Explicit: User’s Manual; Hibbitt, Karlsson and Sorenson Incorporated: New York, NY, USA, 1998; Volume 1. [Google Scholar]
- Johnson, G.R. A constitutive model and data for materials subjected to large strains, high strain rates, and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Hfaiedh, N.; Peyre, P.; Song, H.; Popa, I.; Ji, V.; Vignal, V. Finite element analysis of laser shock peening of 2050-T8 aluminum alloy. Int. J. Fatigue 2015, 70, 480–489. [Google Scholar] [CrossRef]
- Cuq-Lelandais, J.P. Etude du Comportement Dynamique de Matériaux Sous Choc Laser Subpicoseconde. Ph.D. Thesis, ISAE-ENSMA Ecole Nationale Supérieure de Mécanique et d’Aérotechique, Poitiers, France, 2010. [Google Scholar]
- Fabbro, R.; Fournier, J.; Ballard, P.; Devaux, D.; Virmont, J. Physical study of laser-produced plasma in confined geometry. J. Appl. Phys. 1990, 68, 775–784. [Google Scholar] [CrossRef]
- Peyre, P.; Berthe, L.; Scherpereel, X.; Fabbro, R.; Bartnicki, E. Experimental study of laser-driven shock waves in stainless steels. J. Appl. Phys. 1998, 84, 5985–5992. [Google Scholar] [CrossRef]
- Pope, R.M.; Fry, E.S. Absorption spectrum (380–700 nm) of pure water. II. Integrating cavity measurements. Appl. Opt. 1997, 36, 8710–8723. [Google Scholar] [CrossRef] [PubMed]
- Peyre, P.; Berthe, L.; Vignal, V.; Popa, I.; Baudin, T. Analysis of laser shock waves and resulting surface deformations in an Al–Cu–Li aluminum alloy. J. Phys. D Appl. Phys. 2012, 45, 335304. [Google Scholar] [CrossRef]
- Boustie, M.; Cuq-Lelandais, J.; Bolis, C.; Berthe, L.; Barradas, S.; Arrigoni, M.; De Resseguier, T.; Jeandin, M. Study of damage phenomena induced by edge effects into materials under laser driven shocks. J. Phys. D Appl. Phys. 2007, 40, 7103. [Google Scholar] [CrossRef]
- Sollier, A.; Berthe, L.; Fabbro, R. Numerical modeling of the transmission of breakdown plasma generated in water during laser shock processing. EPJ Appl. Phys. 2001, 16, 131–139. [Google Scholar] [CrossRef]
- Wu, B.; Shin, Y.C. A self-closed thermal model for laser shock peening under the water confinement regime configuration and comparisons to experiments. J. Appl. Phys. 2005, 97, 113517. [Google Scholar] [CrossRef]
- Berthe, L.; Courapied, D.; El Karnighi, S.; Peyre, P.; Gorny, C.; Rouchausse, Y. Study of laser interaction in water flow confinement at high repetition rate. J. Laser Appl. 2017, 29, 042006. [Google Scholar] [CrossRef] [Green Version]
- Peyre, P.; Fabbro, R.; Berthe, L.; Scherpereel, X.; Bartnicki, E. Laser-shock processing of materials and related measurements. In Proceedings of the High-Power Laser Ablation, Santa Fe, NM, USA, 14 September 1998; Volume 3343, pp. 183–194. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | (GPa) | B (GPa) | n | C | E (GPa) | ||
|---|---|---|---|---|---|---|---|
| Aluminum | 0.129 | 0.2 | 0.45 | 0.03 | 0.01 | 69 | 0.33 |
| Confinements | Transmission |
|---|---|
| Acrylate | 0.92 |
| PDMS | 0.82 |
| Confinement | Water | Acrylate | PDMS | |
|---|---|---|---|---|
| Breakdown threshold | (GW/cm) | 7 | 7 | 4.7 |
| Maximum pressure | (GPa) | 7 | 7.6 | 4.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Le Bras, C.; Rondepierre, A.; Seddik, R.; Scius-Bertrand, M.; Rouchausse, Y.; Videau, L.; Fayolle, B.; Gervais, M.; Morin, L.; Valadon, S.; et al. Laser Shock Peening: Toward the Use of Pliable Solid Polymers for Confinement. Metals 2019, 9, 793. https://doi.org/10.3390/met9070793
Le Bras C, Rondepierre A, Seddik R, Scius-Bertrand M, Rouchausse Y, Videau L, Fayolle B, Gervais M, Morin L, Valadon S, et al. Laser Shock Peening: Toward the Use of Pliable Solid Polymers for Confinement. Metals. 2019; 9(7):793. https://doi.org/10.3390/met9070793
Chicago/Turabian StyleLe Bras, Corentin, Alexandre Rondepierre, Raoudha Seddik, Marine Scius-Bertrand, Yann Rouchausse, Laurent Videau, Bruno Fayolle, Matthieu Gervais, Leo Morin, Stéphane Valadon, and et al. 2019. "Laser Shock Peening: Toward the Use of Pliable Solid Polymers for Confinement" Metals 9, no. 7: 793. https://doi.org/10.3390/met9070793
APA StyleLe Bras, C., Rondepierre, A., Seddik, R., Scius-Bertrand, M., Rouchausse, Y., Videau, L., Fayolle, B., Gervais, M., Morin, L., Valadon, S., Ecault, R., Furfari, D., & Berthe, L. (2019). Laser Shock Peening: Toward the Use of Pliable Solid Polymers for Confinement. Metals, 9(7), 793. https://doi.org/10.3390/met9070793