
Coconut Fibre and Sawdust as Green Building Materials: A Laboratory Assessment on Physical and Mechanical Properties of Particleboards

 ,
, 

 ,
,  and
and
Abstract
:1. Introduction
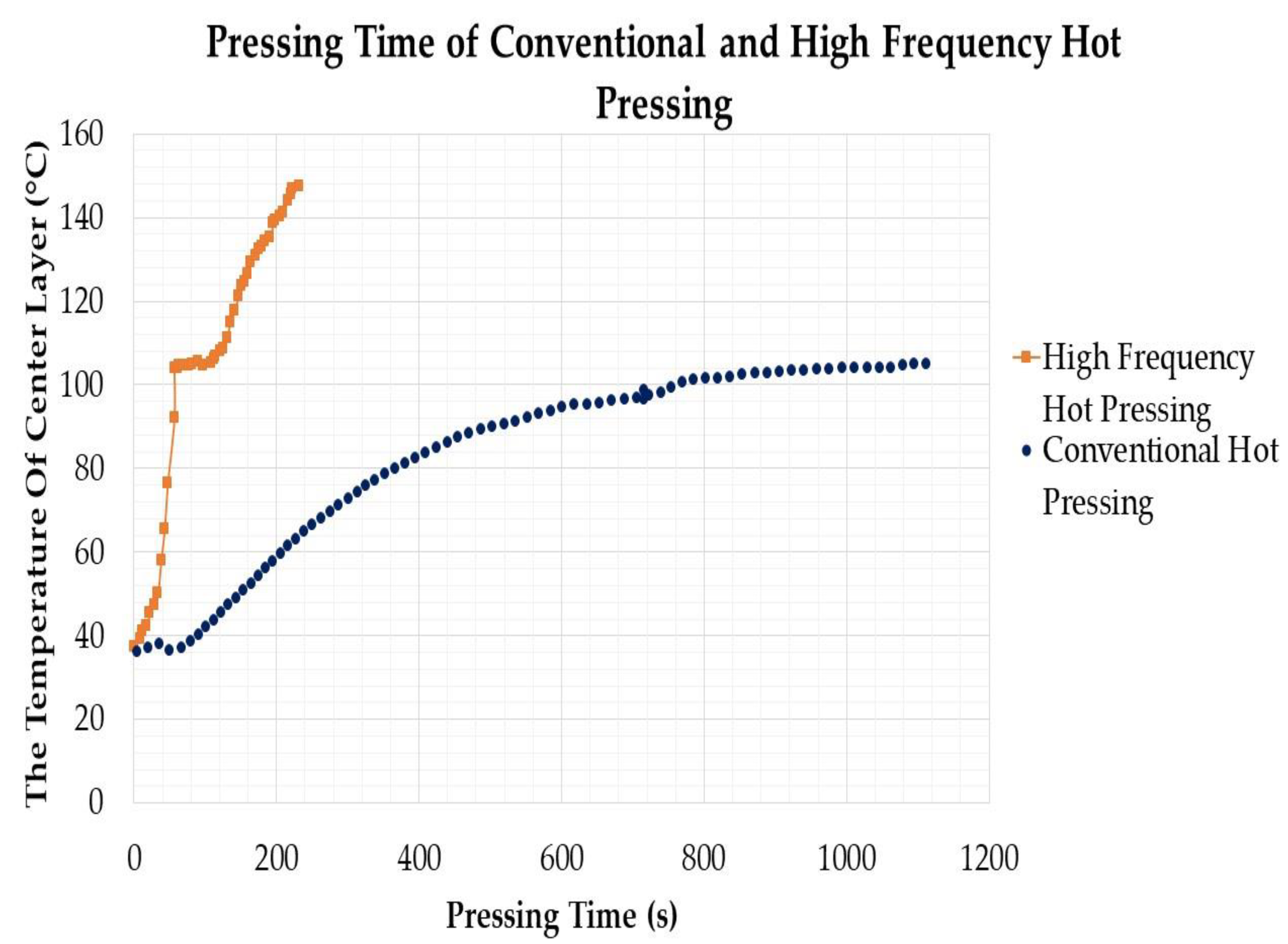
1.1. Composition of Waste Material, Resin Content and Hot-Press Temperature Utilized in Particleboard Making Process
1.2. Coconut Fibre as Green Material for Building
1.3. Research Gap
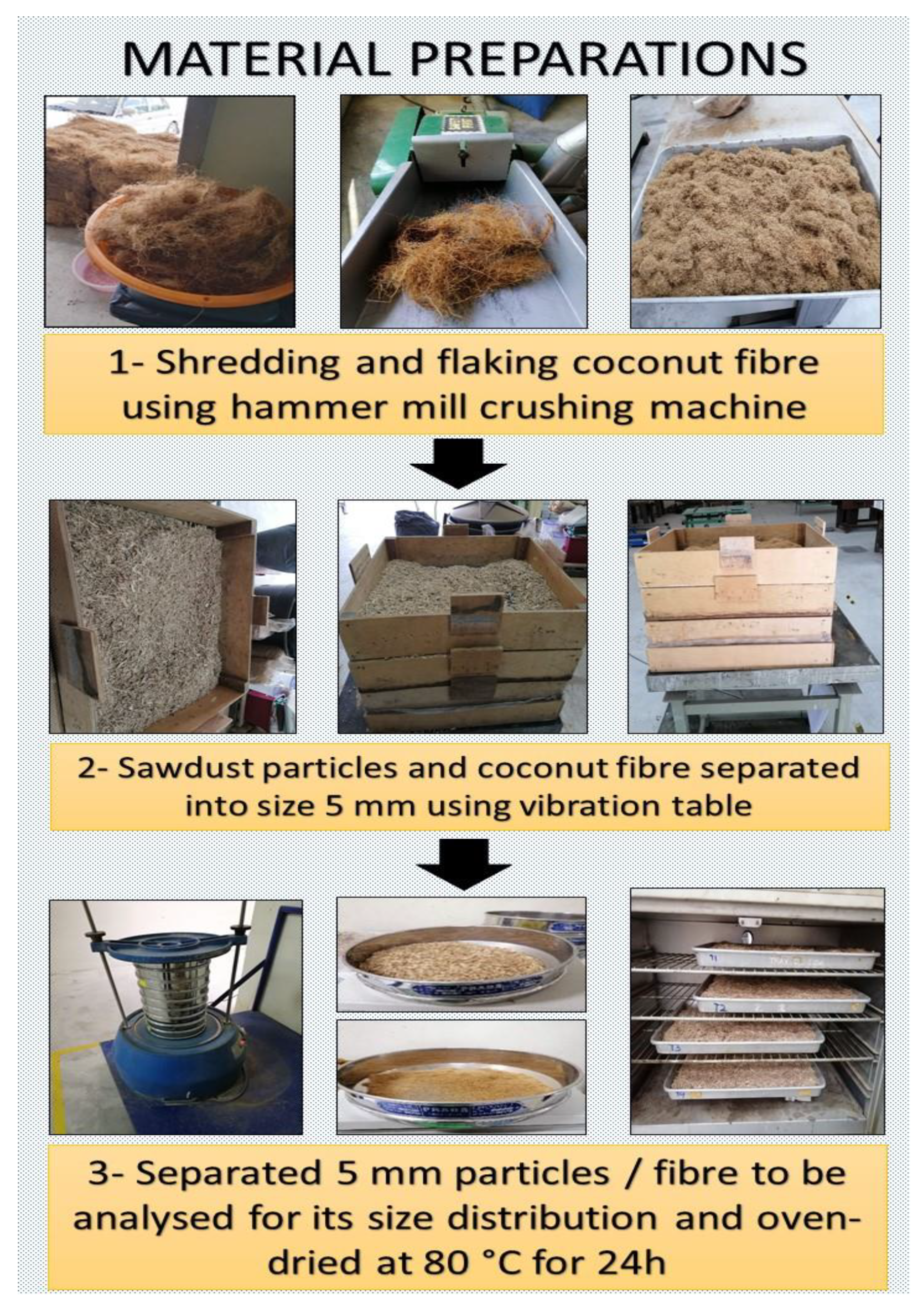
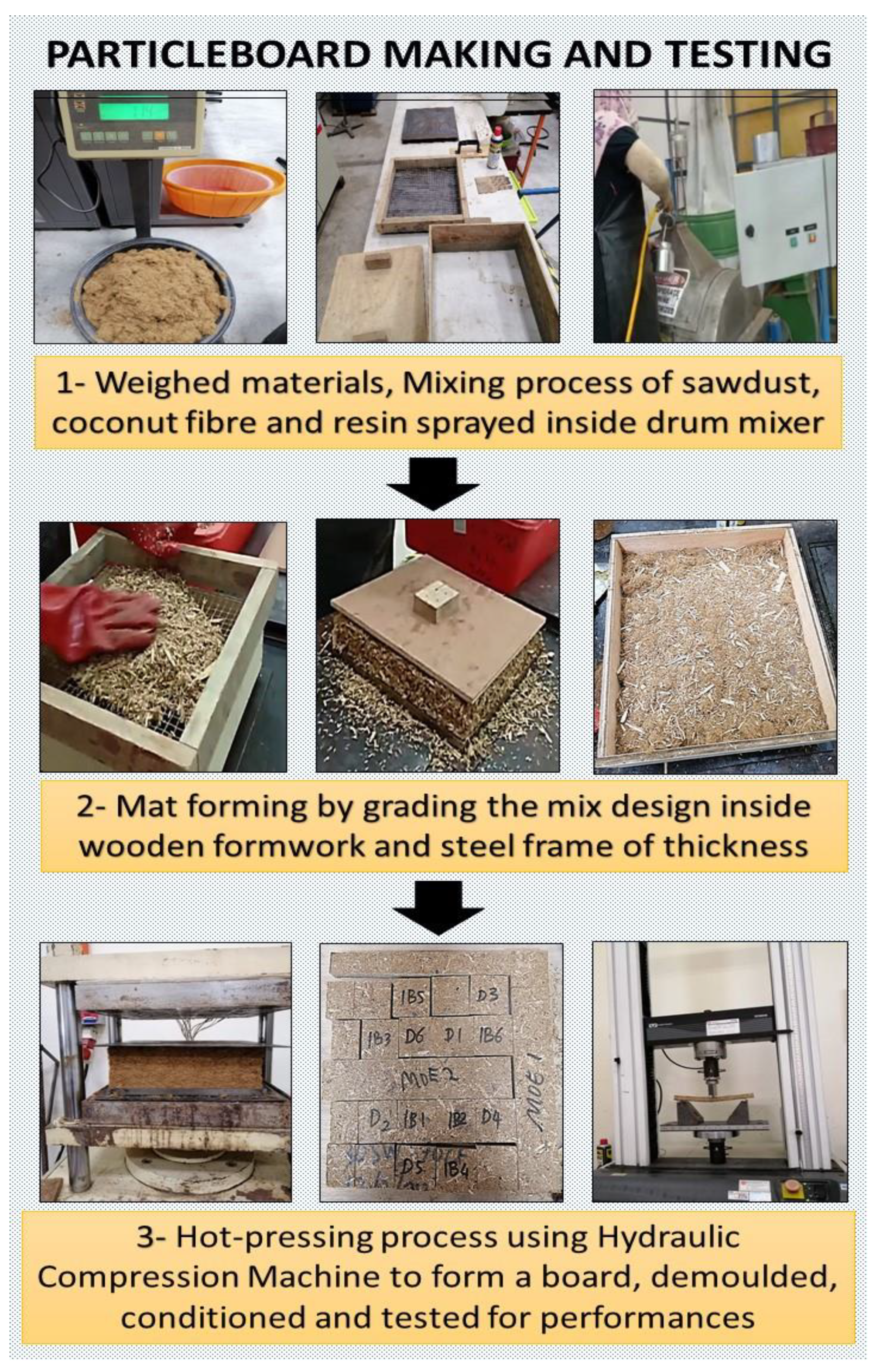
2. Materials and Methods
2.1. Research Design and Operational Framework
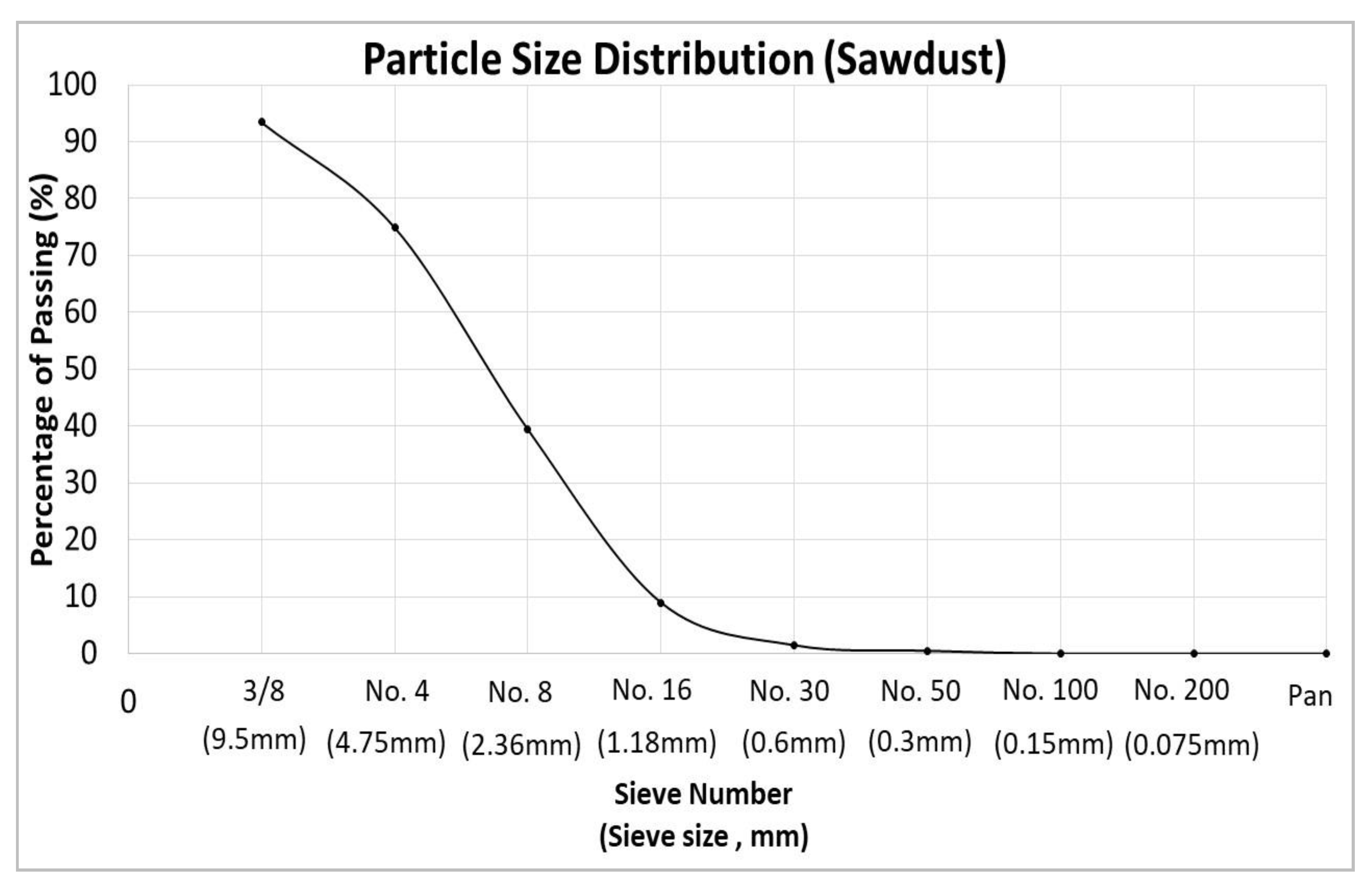
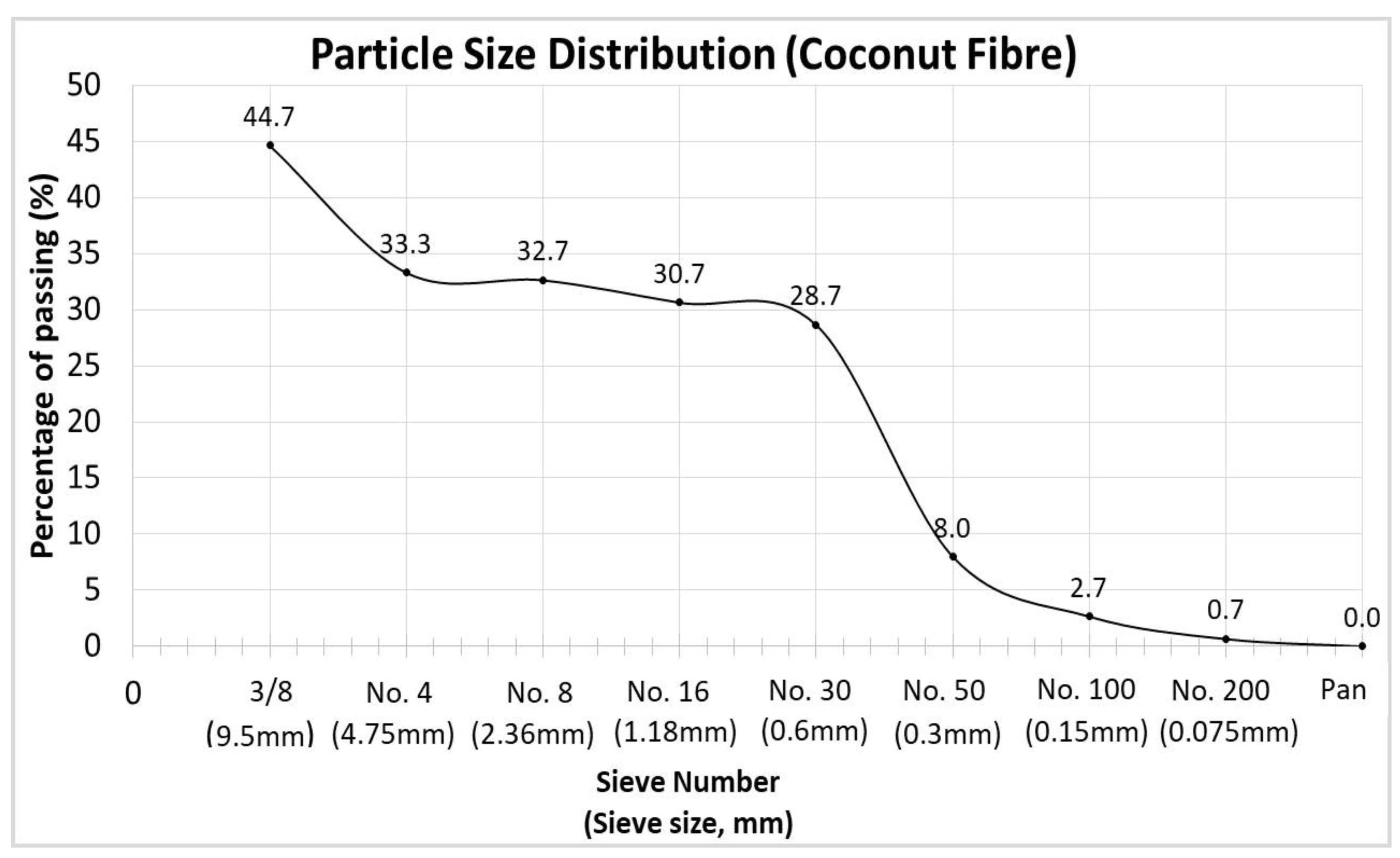
2.2. Particle Size Distribution
2.3. Mix Design Calculation
- (1)
- Determine the dimension of board sample
- (2)
- Determine the wet and dry mass of board
- (3)
- Determine mass of resin content
- (4)
- Determine mass of sawdust and coconut by percentage of proportion design
2.4. To Determine a Suitable Mix Design of Waste by Relying on the Optimum Performance of Physical Properties and Mechanical Performances
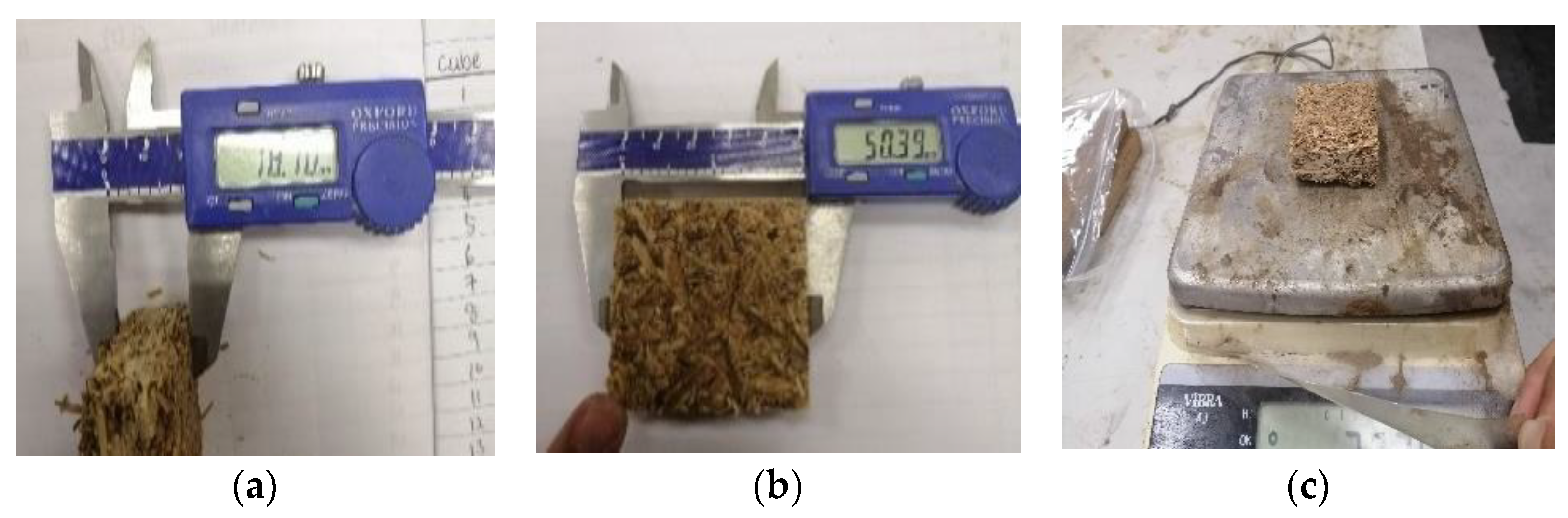
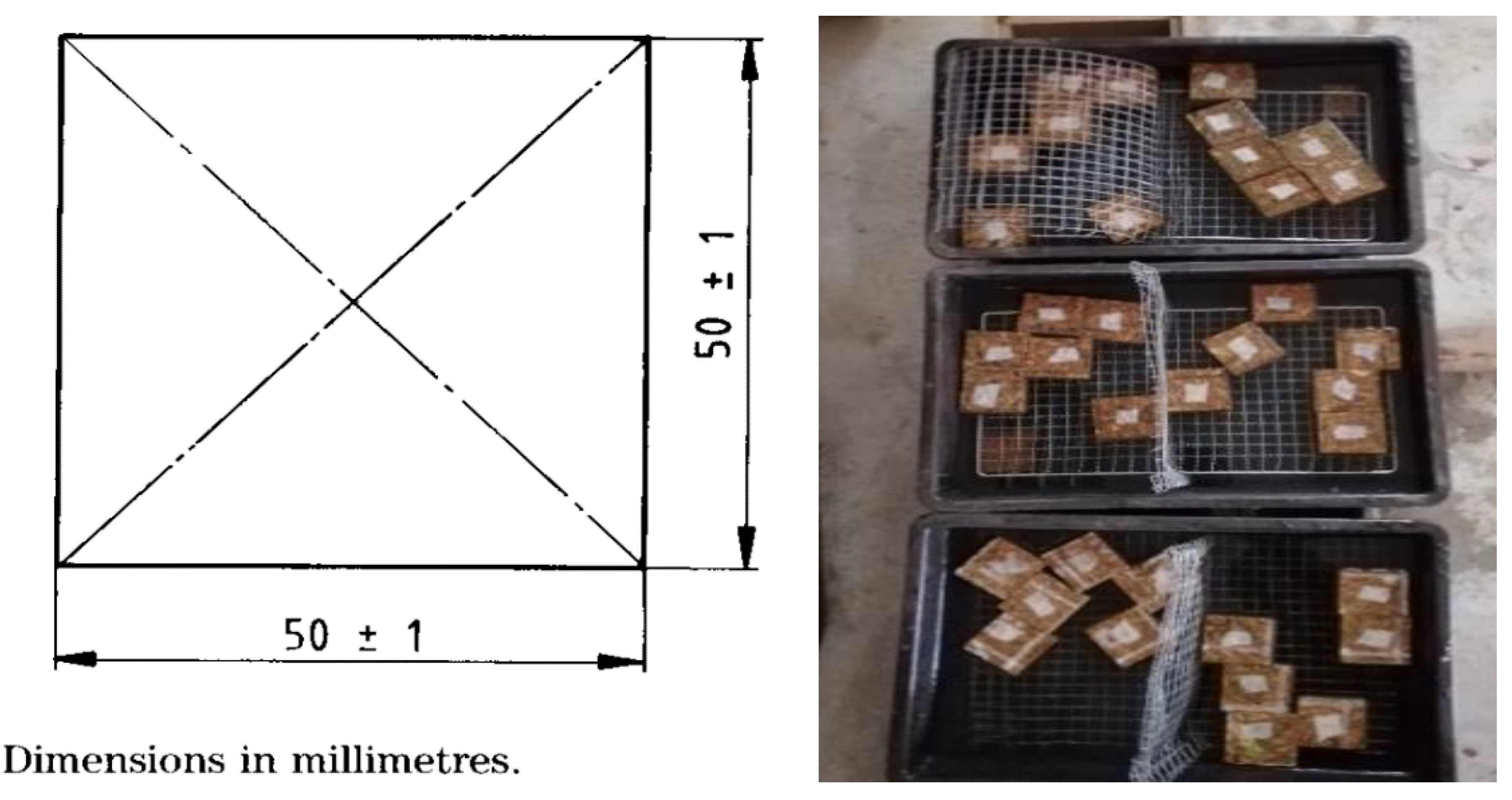
2.4.1. Physical Properties of Boards
Determination of Density (BS EN 323: 1993) and Swelling in Thickness after Immersion in Water (BS EN 317:1993)
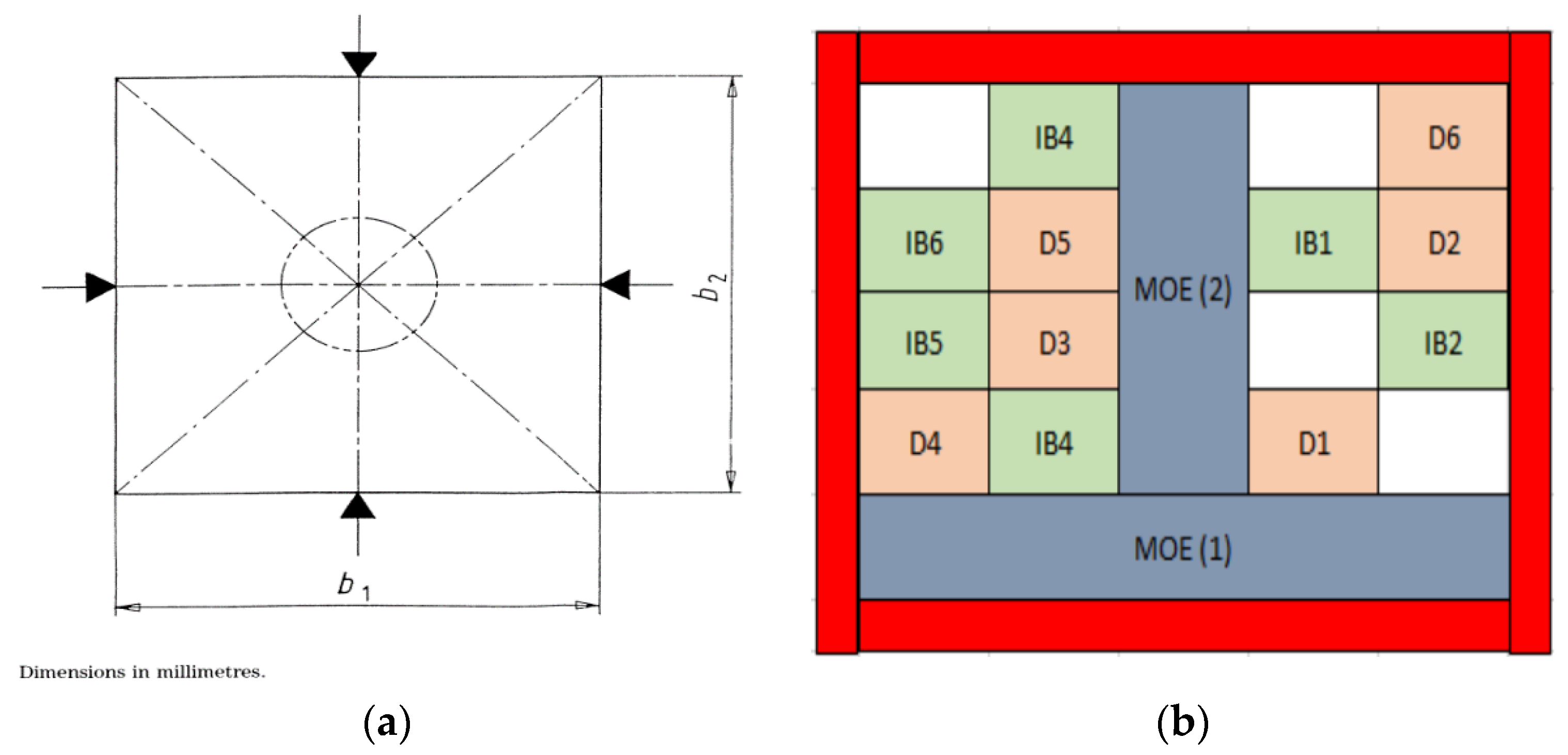
2.4.2. Mechanical Performances of Boards
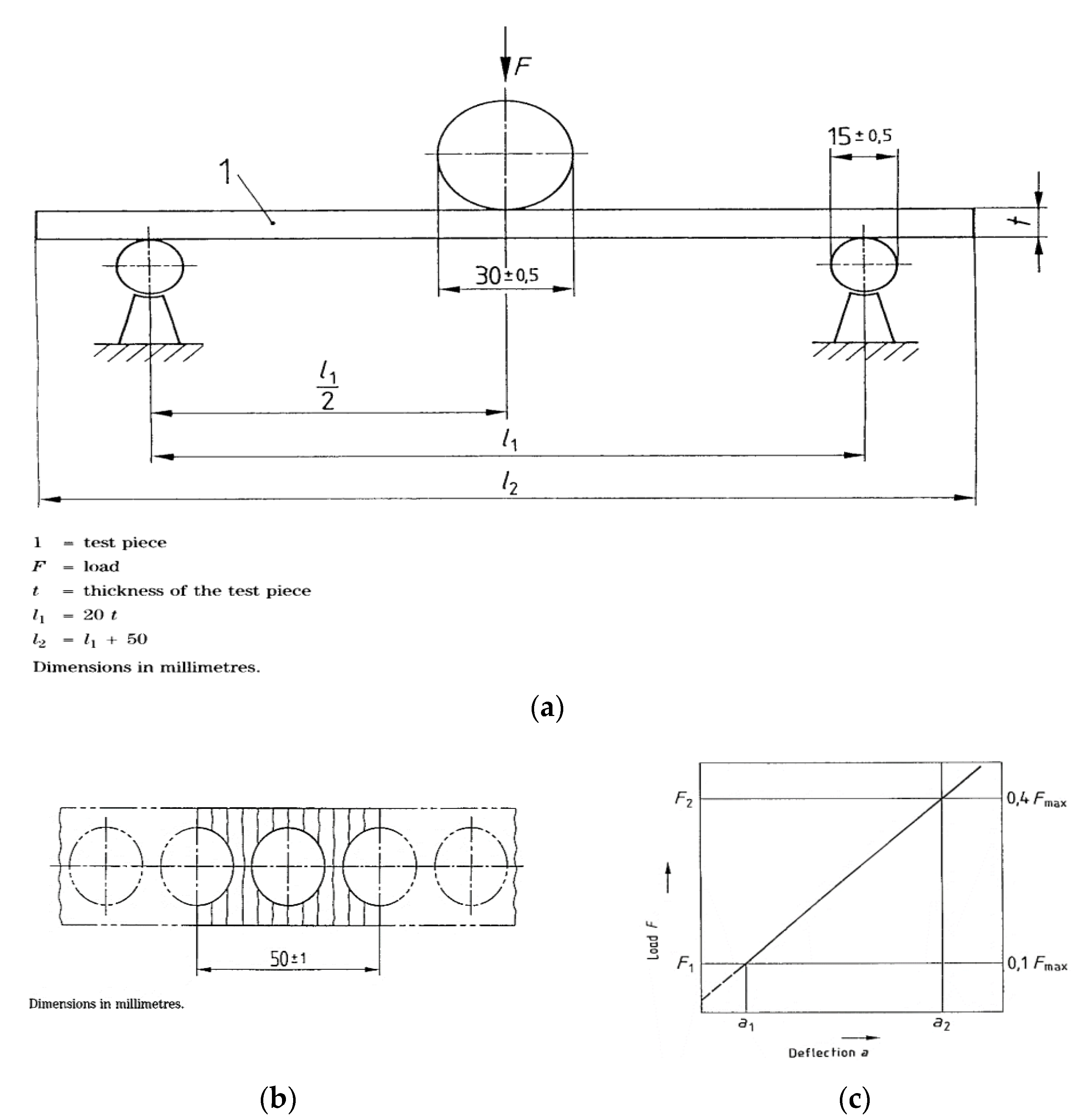
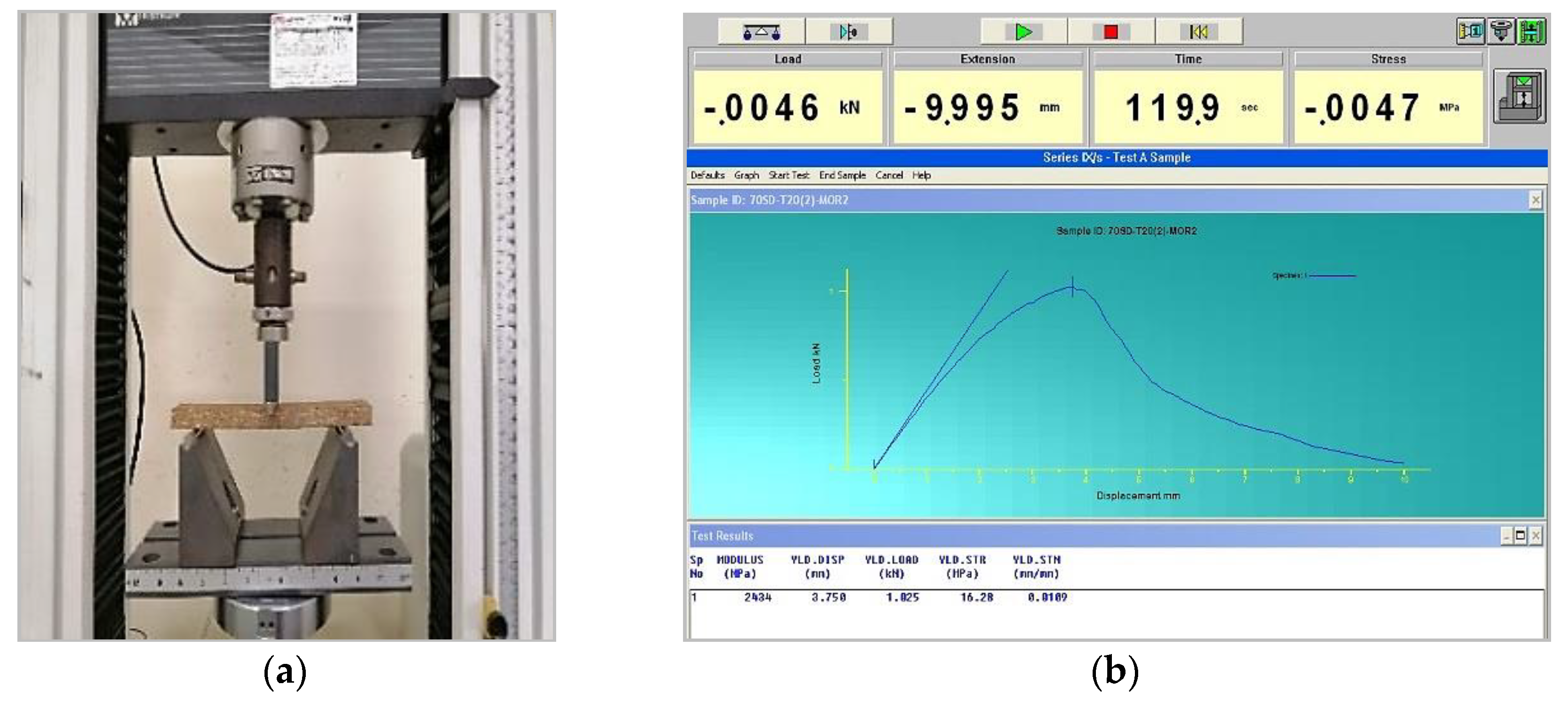
Determination of Particleboard’s Modulus of Elasticity and Modulus of Rupture (BS EN 310:1993)
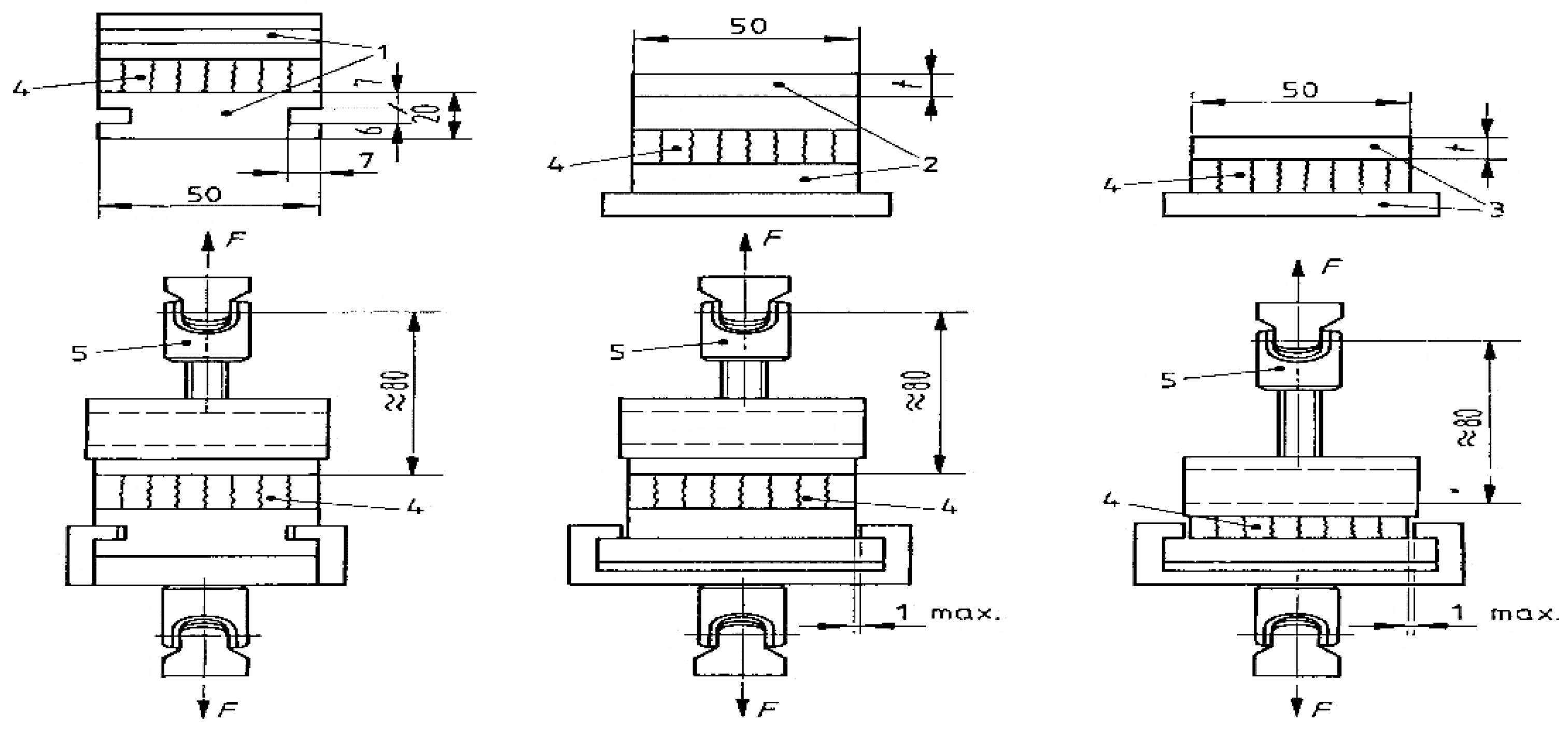
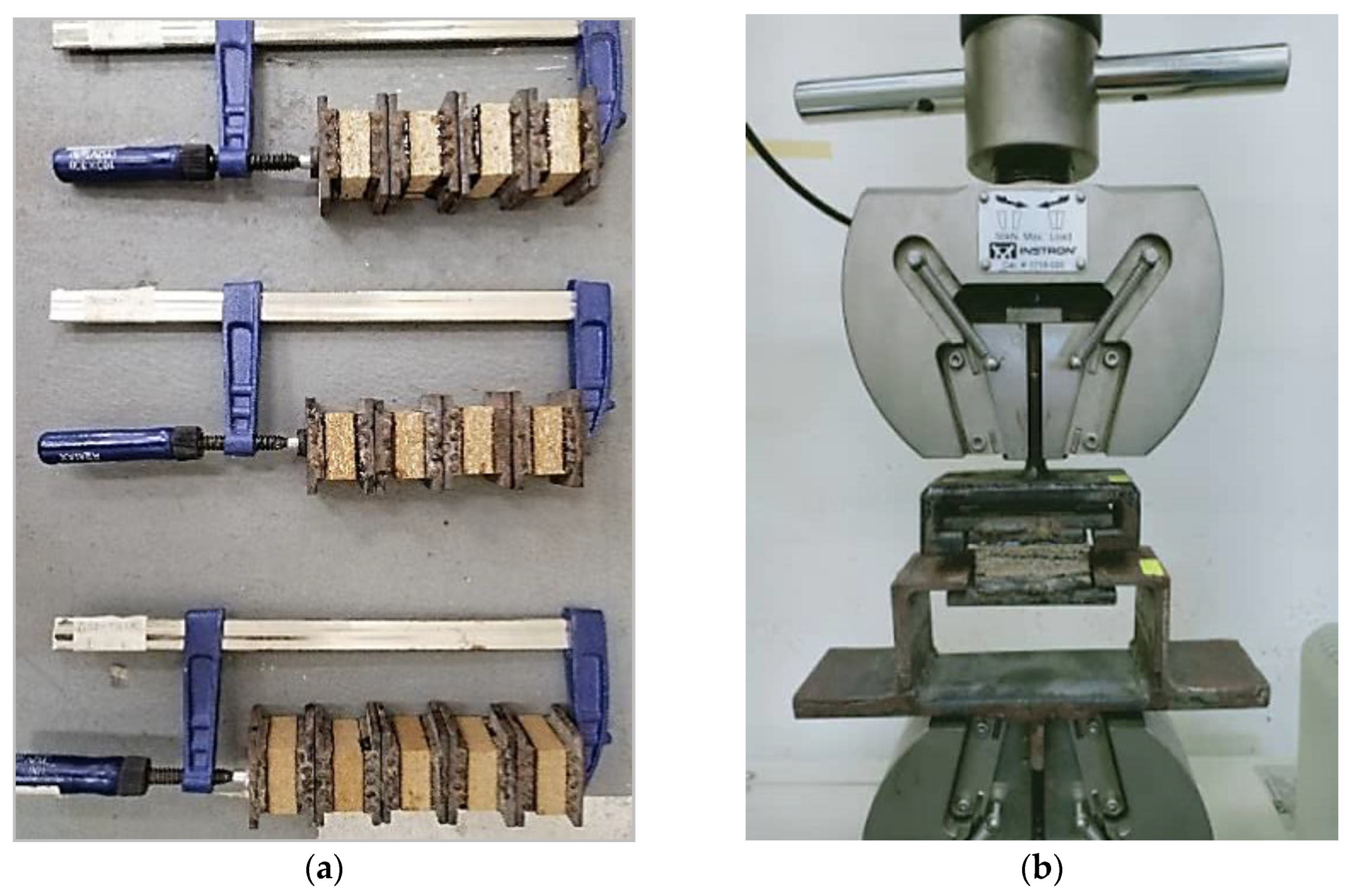
Determination of Tensile Strength Perpendicular to the Plane of the Board or Internal Bonding (BS 319:1993)
3. Results and Discussion
3.1. Physical Properties of Particleboards
3.1.1. Density of Particleboards
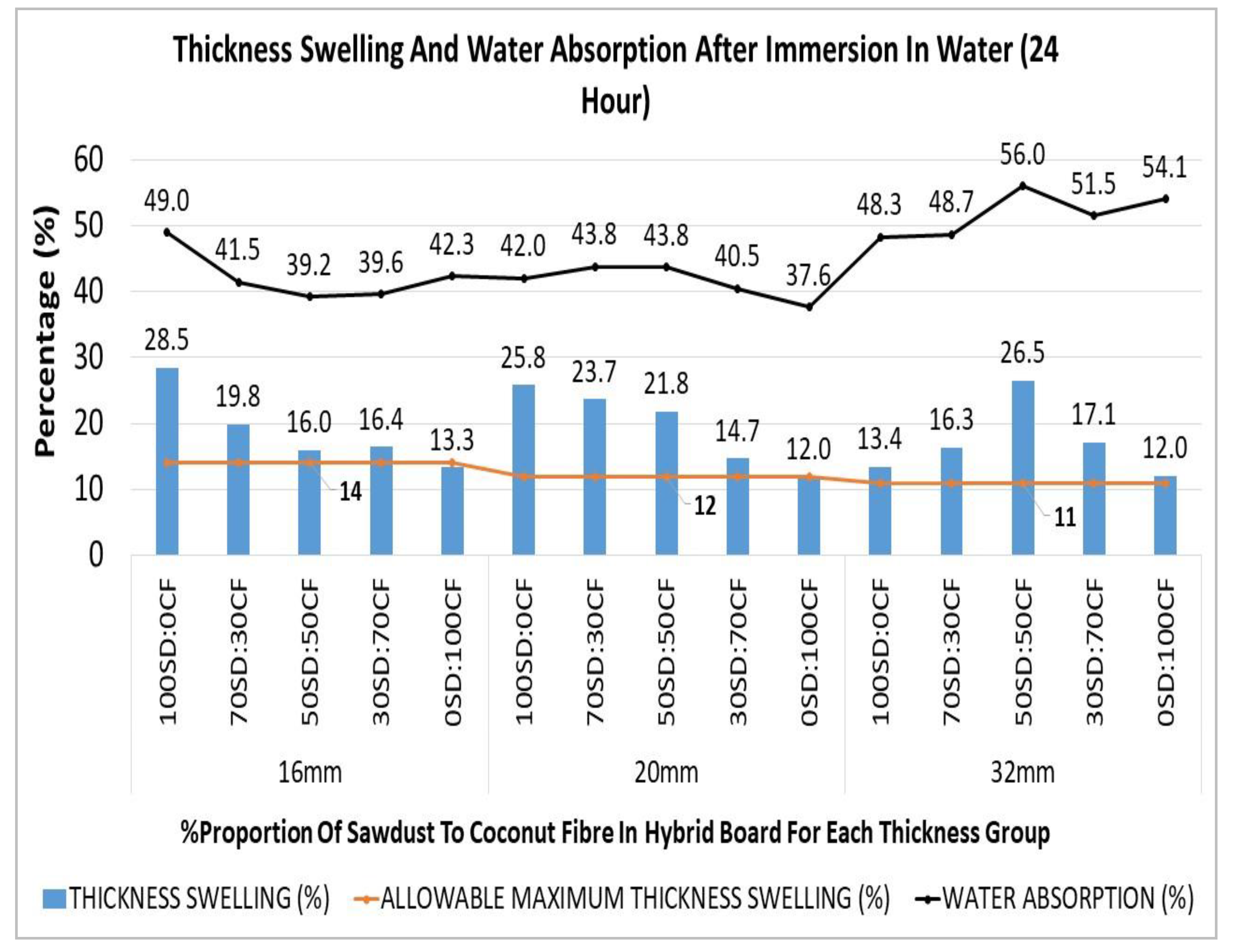
3.1.2. Swelling in Thickness and Water Absorption
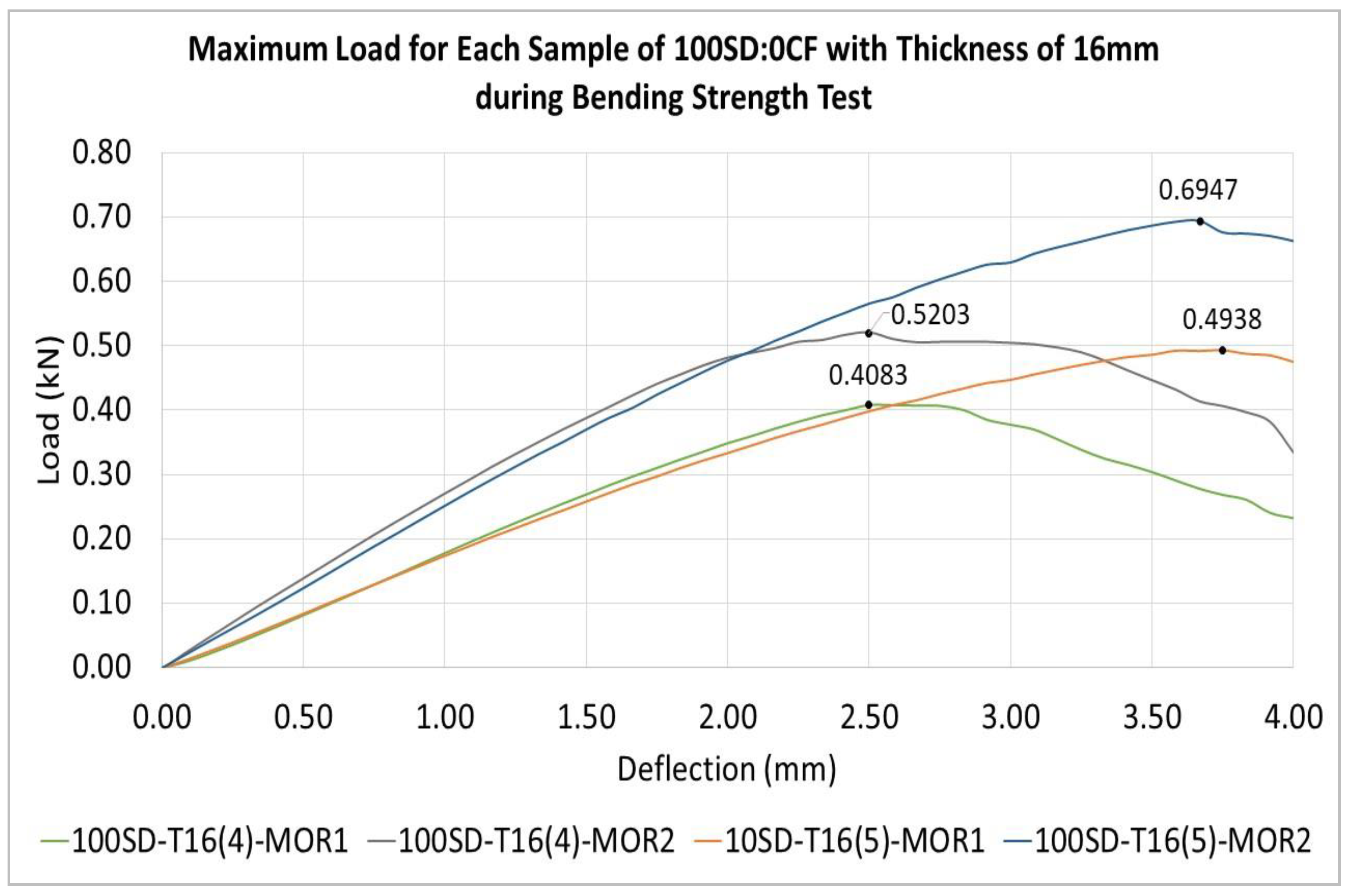
3.2. Mechanical Performance of Particleboards after Strength Test
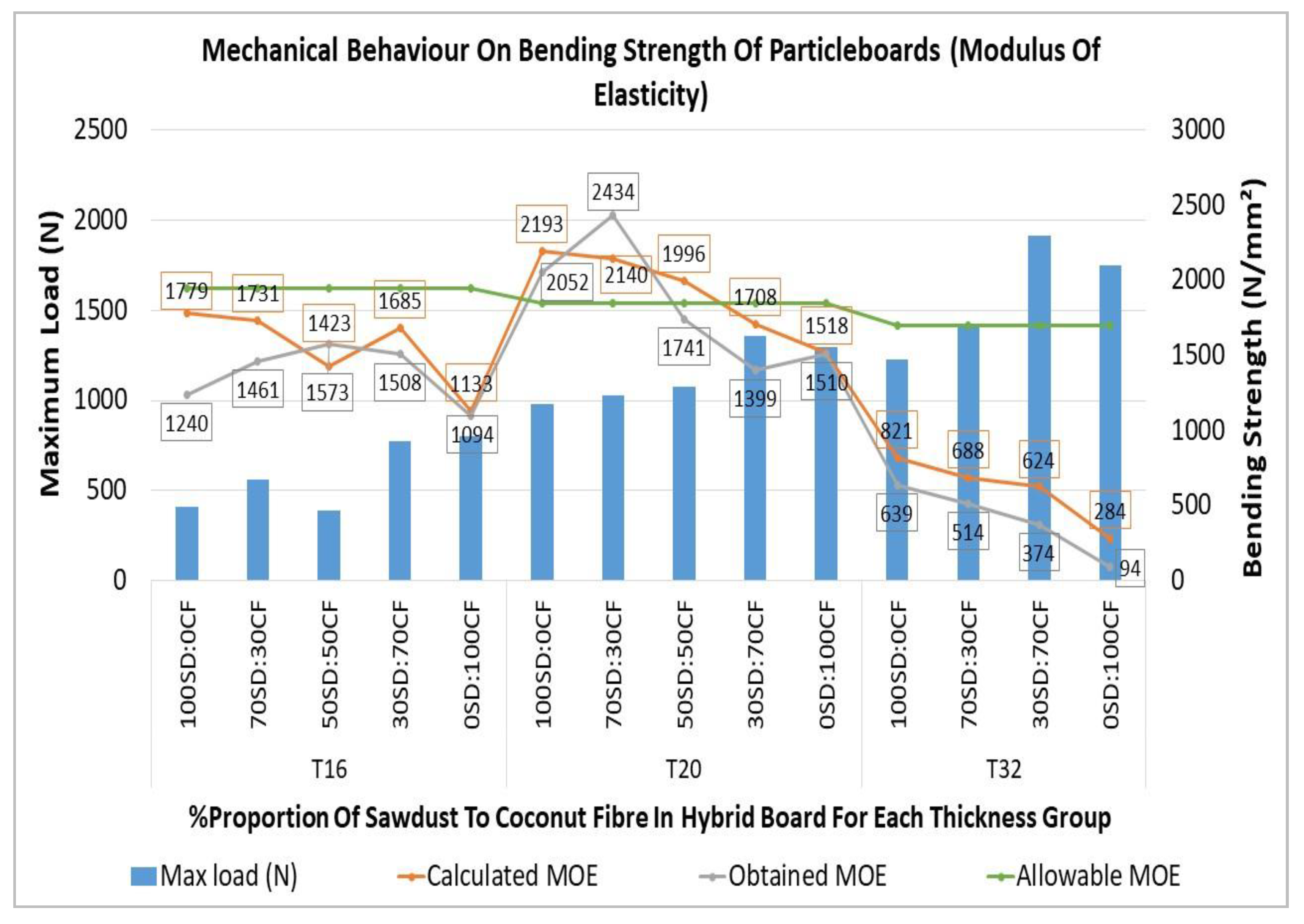
3.2.1. Modulus Elasticity (MOE)
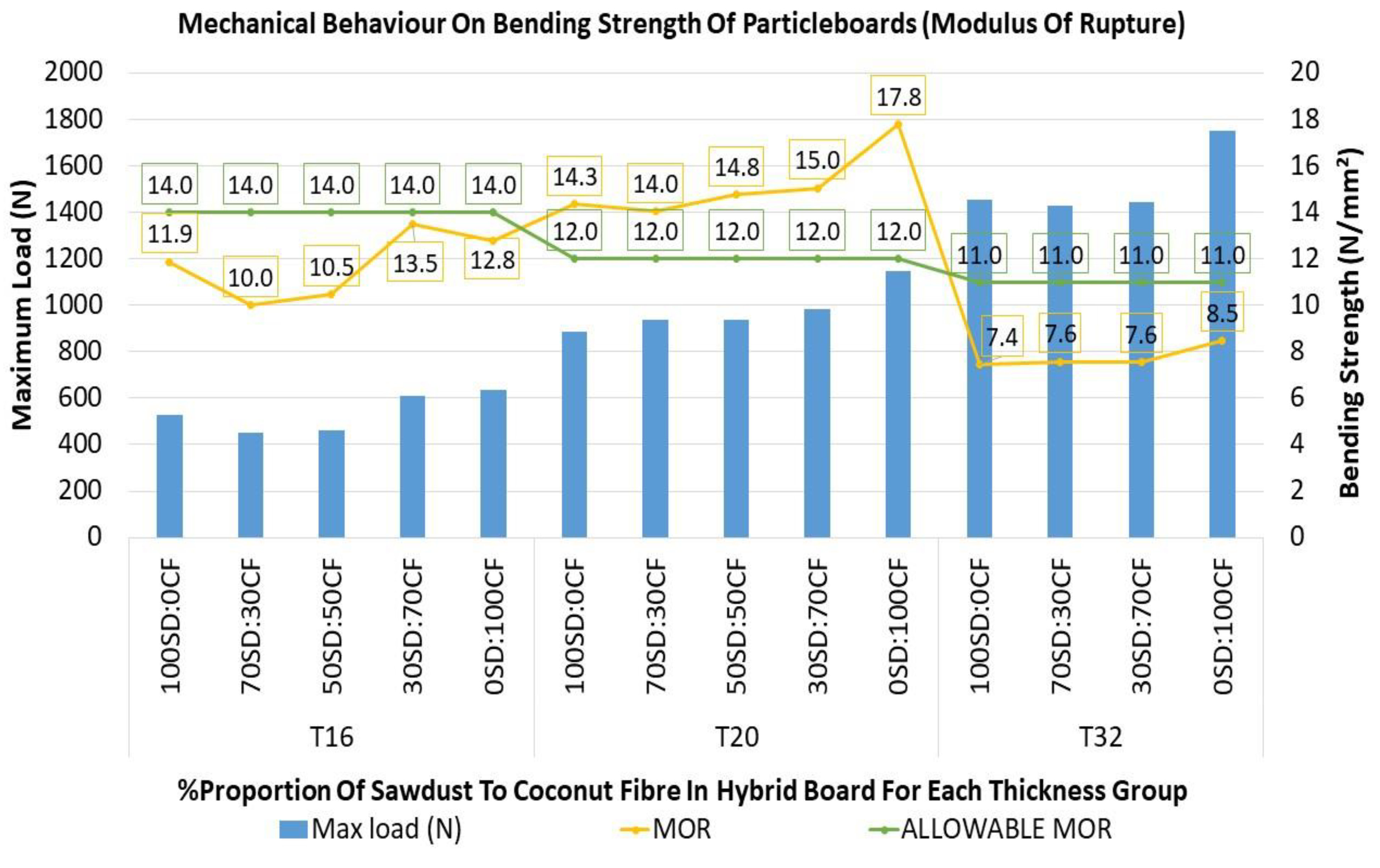
3.2.2. Modulus of Rupture (MOR)
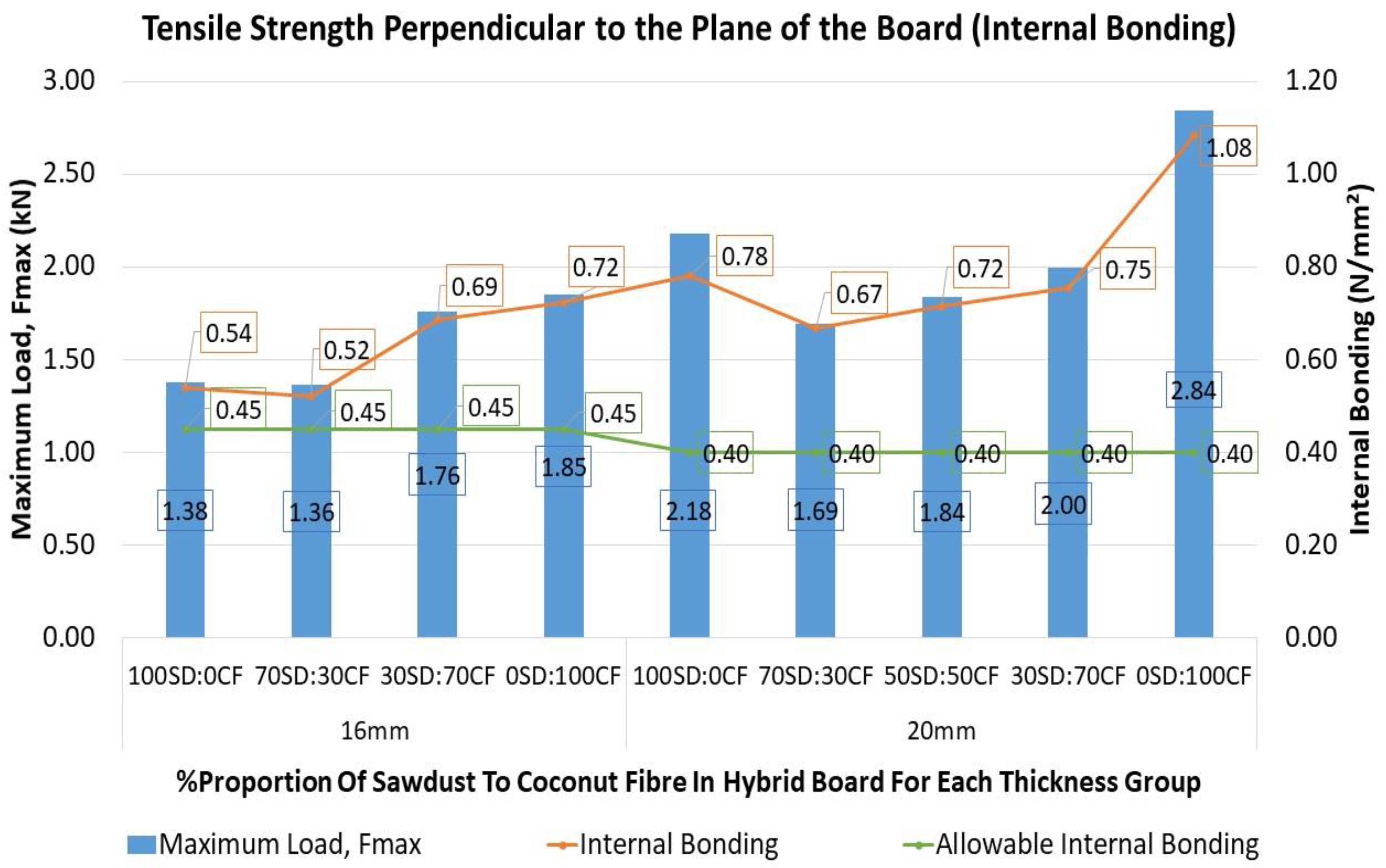
3.2.3. Internal Bonding
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jonsson, R.; Hurmekoski, E.; Hetemäki, L.; Prestemon, J. What Is the Current State of Forest Product Markets and How Will They Develop in the Future? In Towards a Sustainable European Forest-based Bioeconomy—Assessment and the way forward; European Forest Institute: Joensuu, Finland, 2017; pp. 126–131. Available online: https://www.efi.int/sites/default/files/files/publication-bank/2018/efi_wsctu8_2017.pdf (accessed on 26 May 2021).
- Stark, N.M.; Cai, Z.; Carll, C. Chapter 11—Wood-Based Composite Materials Panel Products, Glued-Laminated Timber, Structural Materials. In Wood Handbook, Wood as an Engineering Material; General Technical Report FPL-GTR-282; Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2021; pp. 1–28. [Google Scholar]
- Cai, Z.; Robert, J.R. CHAPTER 12: Mechanical Properties of Wood-Based Composite Materials, General Technical Report FPL–GTR–190; Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2021; pp. 1–12. [Google Scholar]
- Saeli, M.; Piccirillo, C.; Tobaldi, D.M.; Binions, R.; Castro, P.M.; Pullar, R.C. A sustainable replacement for TiO2 in photocatalyst construction materials: Hydroxyapatite-based photocatalytic additives, made from the valorisation of food wastes of marine origin. J. Clean. Prod. 2018, 193, 115–127. [Google Scholar] [CrossRef]
- Garcia-Garcia, G.; Stone, J.; Rahimifard, S. Opportunities for waste valorisation in the food industry—A case study with four UK food manufacturers. J. Clean. Prod. 2019, 211, 1339–1356. [Google Scholar] [CrossRef]
- McNutt, J.; He, Q. (Sophia) Spent coffee grounds: A review on current utilization. J. Ind. Eng. Chem. 2019, 71, 78–88. [Google Scholar] [CrossRef]
- Abdullah, A.; Lee, C. Effect of Treatments on Properties of Cement-fiber Bricks Utilizing Rice Husk, Corncob and Coconut Coir. Procedia Eng. 2017, 180, 1266–1273. [Google Scholar] [CrossRef]
- Freire, A.L.F.; Júnior, C.P.D.A.; Rosa, M.D.F.; Neto, J.A.D.A.; De Figueirêdo, M.C.B. Environmental assessment of bioproducts in development stage: The case of fiberboards made from coconut residues. J. Clean. Prod. 2017, 153, 230–241. [Google Scholar] [CrossRef]
- Adediran, A.A.; Olawale, O.; Ojediran, J.; Aladegboye, S.; Atoyebi, O.D.; Akinlabi, E.T.; Olayanju, A. Properties of agro-based hybrid particleboards. Procedia Manuf. 2019, 35, 442–446. [Google Scholar] [CrossRef]
- Discipline, W.T.; Luang, K. Particleboard from coir pith. Bangladesh J. Sci. Ind. Res. 2016, 51, 239–245. [Google Scholar]
- Kadja, K.; Drovou, S.; Kassegne, K.A.; Pizzi, A.; Sanda, K.; Batako, A.D. Development and Investigation into Properties of composite Particleboard of Iroko and African Locust Bean Pod. Procedia Manuf. 2019, 30, 188–193. [Google Scholar] [CrossRef]
- El-Kassas, A.; Mourad, A.-H. Novel fibers preparation technique for manufacturing of rice straw based fiberboards and their characterization. Mater. Des. 2013, 50, 757–765. [Google Scholar] [CrossRef]
- Akinyemi, A.B.; Afolayan, J.; Oluwatobi, E.O. Some properties of composite corn cob and sawdust particle boards. Constr. Build. Mater. 2016, 127, 436–441. [Google Scholar] [CrossRef] [Green Version]
- Paridah, M.; Juliana, A.H.; El-Shekeil, Y.; Jawaid, M.; Alothman, O.Y. Measurement of mechanical and physical properties of particleboard by hybridization of kenaf with rubberwood particles. Measurement 2014, 56, 70–80. [Google Scholar] [CrossRef]
- Wei, K.; Lv, C.; Chen, M.; Zhou, X.; Dai, Z.; Shen, D. Development and performance evaluation of a new thermal insulation material from rice straw using high frequency hot-pressing. Energy Build. 2015, 87, 116–122. [Google Scholar] [CrossRef]
- Alam, M.; Sapuan, S.; Mansor, M. Design Characteristics, Codes and Standards of Natural Fibre Composites; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; pp. 511–528. [Google Scholar]
- Marimuthu, K.P.; Kumar, S.M.; Kumar, V.R.; Govindaraju, H. Characterization of Mechanical Properties of Epoxy Reinforced with Glass Fiber and Coconut Fiber. Mater. Today Proc. 2019, 16, 661–667. [Google Scholar] [CrossRef]
- Danso, H. Properties of Coconut, Oil Palm and Bagasse Fibres: As Potential Building Materials. Procedia Eng. 2017, 200, 1–9. [Google Scholar] [CrossRef]
- Ngadiman, N.; Kaamin, M.; Kadir, A.A.; Sahat, S.; Zaini, A.; Zentan, S.R.N.; Ahmad, N.A.; Amran, W.H.A.W. Panel Board from Coconut Fibre and Pet Bottle. E3S Web Conf. 2018, 34, 01014. [Google Scholar] [CrossRef] [Green Version]
- Azman, M.N.; Majid, T.A.; Ahamad, M.S.; Hanafi, M.H. A Study on the Trend of The Use of Ibs Components and the Setting Up of Ibs Manufacturing Factories in the Malaysian Construction Industry. Malays. Constr. Res. J. 2010, 9, 18–30. [Google Scholar]
- Merkus, H.G. Sieves and Sieving. In Particle Size Measurements; Springer: Dordrecht, The Netherlands, 2009; Volume 17, pp. 219–240. [Google Scholar]
- Cosereanu, C.; Cerbu, C. Rape/wood particleboard. BioResources 2019, 14, 2903–2918. [Google Scholar]
- BS EN 312. BS EN 312:2010 BSI Standards Publication Particleboards—Specifications; British Standard: London, UK, 2010. [Google Scholar]
- British Standard. Wood-Based Panels—Determination of Density; British Standard: London, UK, 1993; pp. 1–12. [Google Scholar]
- EN-317. European Committee for Standardization. Particleboards and fiberboards—Determination of Swelling in Thick-Ness after Immersion in Water; British Standard: London, UK, 1993. [Google Scholar]
- CEN. EN 310 Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength; CEN: Brussels, Belgium, 1996. [Google Scholar]
- European Committee for Standardization. Particleboards and Fiberboards—Determination of Tensile Strength Perpendicular to the Plane of Board; EN319; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | Physical Properties |
|---|---|
| Halocellulose (56.3%) | Density = 1.2 g/cm3 |
| α-cellulose (44.2%) | Elongation at break = 30% |
| Lignin (32.8%) | Tensile Strength = 175 MPa |
| Ash (2.2%) | Young Modulus = 4 to 6 GPa |
| Water Absorption = 130–180% |
| % Proportion of Mixed Design (%SD: %CF-Thickness Group(T)) | Mass of Materials (g) | ||
|---|---|---|---|
| Sawdust Particles (SD) | Coconut Fibre (CF) | Resin | |
| 100SD:0CF-T16 | 1190.22 | 0 | 153.32 |
| 70SD:30CF-T16 | 833.15 | 357.07 | 153.32 |
| 50SD:50CF-T16 | 595.11 | 595.11 | 153.32 |
| 30SD:70CF-T16 | 357.07 | 833.15 | 153.32 |
| 0SD:100CF-T16 | 0 | 1190.22 | 153.32 |
| 100SD:0CF-T20 | 1487.77 | 0 | 191.65 |
| 70SD:30CF-T20 | 1041.44 | 446.33 | 191.65 |
| 50SD:50CF-T20 | 743.89 | 743.89 | 191.65 |
| 30SD:70CF-T20 | 446.33 | 1041.44 | 191.65 |
| 0SD:100CF-T20 | 0 | 1487.77 | 191.65 |
| 100SD:0CF-T32 | 1853.28 | 0 | 238.73 |
| 70SD:30CF-T32 | 1297.30 | 555.98 | 238.73 |
| 50SD:50CF-T32 | 926.64 | 926.64 | 238.73 |
| 30SD:70CF-T32 | 555.98 | 1297.30 | 238.73 |
| 0SD:100CF-T32 | 0 | 1853.28 | 238.73 |
| Board Type | Thickness | Bending Strength (N/mm2) | Modulus of Elasticity in Bending–MOE (N/mm2) | Internal Bonding (N/mm2) | Thickness Swelling (%) |
|---|---|---|---|---|---|
| Non load-bearing boards for use in humid conditions-P3 | >13–20 mm | 14 | 1950 | 0.45 | 14 |
| >20–25 mm | 12 | 1850 | 0.4 | 13 | |
| >25–32 mm | 11 | 1700 | 0.35 | 13 |
| Cube No | Width. b1 (mm) | Length, b2 (mm) | Area (mm2) | Thick- Ness (mm) | Volume (mm3) | Mass (g) | Density (kg/m3) | Thickness Swelling | Water Absorption | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| TS (24HR), mm | % TS (24HR) | WA (24HR), g | % WA (24HR) | ||||||||
| D1 | 51.15 | 50.72 | 2594.328 | 16.10 | 41768.681 | 33 | 790.07 | 23.39 | 31.17 | 62 | 46.77 |
| D2 | 49.11 | 50.61 | 2485.457 | 16.15 | 40140.132 | 30 | 747.38 | 23.16 | 30.27 | 57 | 47.37 |
| D3 | 50.67 | 53.58 | 2714.899 | 16.11 | 43737.016 | 32 | 731.65 | 23.15 | 30.41 | 63 | 49.21 |
| D4 | 54.01 | 50.7 | 2738.307 | 16.27 | 44552.255 | 26 | 583.58 | 21.34 | 23.76 | 56 | 53.57 |
| D5 | 49.99 | 50.64 | 2531.494 | 15.92 | 40301.378 | 31 | 769.20 | 22.29 | 28.58 | 59 | 47.46 |
| D6 | 51.37 | 50.64 | 2601.377 | 16.31 | 42428.456 | 28 | 659.93 | 22.27 | 26.76 | 57 | 50.88 |
| D7 | 48.07 | 50.75 | 2439.553 | 16.15 | 39398.773 | 28 | 710.68 | 22.22 | 27.32 | 54 | 48.15 |
| D8 | 49.96 | 50.57 | 2526.477 | 16.03 | 40499.430 | 30 | 740.75 | 23.2 | 30.91 | 59 | 49.15 |
| D9 | 50.9 | 51.91 | 2642.219 | 16.09 | 42513.304 | 30 | 705.66 | 21.84 | 26.33 | 59 | 49.15 |
| D10 | 48.75 | 50.93 | 2482.838 | 16.25 | 40346.109 | 27 | 669.21 | 21.7 | 25.12 | 53 | 49.06 |
| D11 | 48.98 | 50.56 | 2476.429 | 16.12 | 39920.032 | 30 | 751.50 | 22.45 | 28.20 | 56 | 46.43 |
| D12 | 50.85 | 49.13 | 2498.261 | 15.94 | 39822.272 | 28 | 703.12 | 23.71 | 32.77 | 57 | 50.88 |
| Average | 16.12 | 713.56 | 28.46 | 49.01 | |||||||
| Proportion (%SD: %CF) | Thickness Group (mm) | Average Thickness (mm) | Average Density (kg/m3) | Average Thickness Swelling (%) | Average Water Absorption (%) |
|---|---|---|---|---|---|
| 100SD:0CF | 16 | 16.12 | 713.56 | 28.46 | 49.01 |
| 70SD:30CF | 16.43 | 743.00 | 19.82 | 41.48 | |
| 50SD:50CF | 16.22 | 752.30 | 15.98 | 39.19 | |
| 30SD:70CF | 16.23 | 769.70 | 16.41 | 39.57 | |
| 0SD:100CF | 16.48 | 731.77 | 13.28 | 42.31 | |
| 100SD:0CF | 20 | 19.28 | 743.76 | 25.80 | 42.04 |
| 70SD:30CF | 19.54 | 778.38 | 23.70 | 43.79 | |
| 50SD:50CF | 19.32 | 758.54 | 21.81 | 43.76 | |
| 30SD:70CF | 19.57 | 747.21 | 14.73 | 40.51 | |
| 0SD:100CF | 19.57 | 761.99 | 11.98 | 37.64 | |
| 100SD:0CF | 32 | 34.12 | 573.23 | 13.44 | 48.31 |
| 70SD:30CF | 33.51 | 595.74 | 16.33 | 48.69 | |
| 50SD:50CF | 36.22 | 592.94 | 26.48 | 55.99 | |
| 30SD:70CF | 33.97 | 595.67 | 17.10 | 51.51 | |
| 0SD:100CF | 35.18 | 551.43 | 12.02 | 54.06 |
| Group | Proportion SD:CF | Width, a (mm) | Length, b (mm) | Area, a × b (mm2) | F max (kN) | Internal Bonding, N/mm2 > 0.35 (P3) |
| 100SD:0CF-T16 | 100SD-T16(4(1)) | 50.16 | 50.93 | 2554.65 | 2.47 | 0.97 |
| 100SD-T16(4(1)) | 52.8 | 50.91 | 2688.05 | 2.05 | 0.76 | |
| 100SD-T16(4(1)) | 49.59 | 50.94 | 2526.11 | 1.50 | 0.59 | |
| 100SD-T16(4(1)) | 50.27 | 50.85 | 2556.23 | 1.38 | 0.54 | |
| Average | 2581.26 | 1.85 | 0.72 | |||
| 70SD:30CF-T16 | 70SD-T16(3(1)) | 50.38 | 50.16 | 2527.06 | 1.41 | 0.56 |
| 70SD-T16(3(3)) | 51.98 | 50.5 | 2624.99 | 1.48 | 0.57 | |
| 70SD-T16(5(1)) | 51.43 | 50.5 | 2597.22 | 1.18 | 0.46 | |
| 70SD-T16(5(3)) | 53.68 | 50.32 | 2701.18 | 1.36 | 0.50 | |
| Average | 2612.61 | 1.36 | 0.52 | |||
| 30SD:70CF-T16 | 30SD-T16(1(1)) | 50.21 | 50.99 | 2560.21 | 1.52 | 0.60 |
| 30SD-T16(1(3)) | 50.88 | 51.04 | 2596.92 | 1.91 | 0.74 | |
| 30SD-T16(6(1)) | 50.03 | 51 | 2551.53 | 2.06 | 0.81 | |
| 30SD-T16(6(3)) | 50.95 | 49.65 | 2529.67 | 1.55 | 0.61 | |
| Average | 2559.58 | 1.76 | 0.69 | |||
| 0SD:100CF-T16 | 0SD-T16(2(1)) | 51.11 | 50.66 | 2589.23 | 2.11 | 0.82 |
| 0SD-T16(2(3)) | 50.26 | 50.79 | 2552.71 | 1.96 | 0.77 | |
| 0SD-T16(6(1)) | 50.52 | 50.75 | 2563.89 | 1.65 | 0.64 | |
| 0SD-T16(6(3)) | 50.12 | 50.81 | 2546.60 | 1.69 | 0.66 | |
| Average | 2563.11 | 1.85 | 0.72 | |||
| 100SD:0CF-T20 | 100SD-T20(6(1)) | 54.29 | 55.21 | 2997.35 | 2.37 | 0.79 |
| 100SD-T20(6(3)) | 52.56 | 54.49 | 2863.99 | 2.97 | 1.04 | |
| 100SD-T20(5(2)) | 48.43 | 53.39 | 2585.68 | 2.45 | 0.95 | |
| 100SD-T20(5(4)) | 53.25 | 49.37 | 2628.95 | 0.93 | 0.35 | |
| Average | 2768.99 | 2.18 | 0.78 | |||
| 70SD:30CF-T20 | 70SD-T20(3(1)) | 51 | 50.23 | 2561.73 | 1.55 | 0.61 |
| 70SD-T20(3(3)) | 50.15 | 50.68 | 2541.60 | 1.95 | 0.77 | |
| 70SD-T20(2(1)) | 50.14 | 50.89 | 2551.62 | 2.41 | 0.94 | |
| 70SD-T20(2(3)) | 47.86 | 50.81 | 2431.77 | 0.87 | 0.36 | |
| Average | 2521.68 | 2.18 | 0.67 | |||
| 50SD:50CF-T20 | 50SD-T20(3(1)) | 50.55 | 50.96 | 2576.03 | 1.69 | 0.66 |
| 50SD-T20(3(3)) | 50.13 | 50.75 | 2544.10 | 1.77 | 0.70 | |
| 50SD-T20(2(1)) | 52.57 | 50.79 | 2670.03 | 2.32 | 0.87 | |
| 50SD-T20(2(3)) | 48.22 | 50.86 | 2452.47 | 1.58 | 0.64 | |
| Average | 2560.66 | 1.84 | 0.72 | |||
| 30SD:70CF-T20 | 30SD-T20(1(1)) | 51.69 | 51.84 | 2679.61 | 2.77 | 1.03 |
| 30SD-T20(1(3)) | 51.93 | 50.9 | 2643.24 | 2.14 | 0.81 | |
| 30SD-T20(3(1)) | 51.33 | 51.57 | 2647.09 | 1.51 | 0.57 | |
| 30SD-T20(3(3)) | 50.43 | 51.51 | 2597.65 | 1.57 | 0.60 | |
| Average | 2641.90 | 2.00 | 0.75 | |||
| 0SD:100CF-T20 | 0SD-T20(5(3)) | 53.03 | 54.09 | 2868.39 | 2.40 | 0.84 |
| 0SD-T20(5(4)) | 49.1 | 51.09 | 2508.52 | 2.47 | 0.98 | |
| 0SD-T20(4(3)) | 53.29 | 49.65 | 2645.85 | 2.84 | 1.07 | |
| 0SD-T20(4(5)) | 52.99 | 48.05 | 2546.17 | 2.72 | 1.07 | |
| 0SD-T20(4(2)) | 54.97 | 47.57 | 2614.92 | 3.79 | 1.45 | |
| Average | 2636.77 | 2.84 | 1.08 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tawasil, D.N.b.; Aminudin, E.; Abdul Shukor Lim, N.H.; Nik Soh, N.M.Z.; Leng, P.C.; Ling, G.H.T.; Ahmad, M.H. Coconut Fibre and Sawdust as Green Building Materials: A Laboratory Assessment on Physical and Mechanical Properties of Particleboards. Buildings 2021, 11, 256. https://doi.org/10.3390/buildings11060256
Tawasil DNb, Aminudin E, Abdul Shukor Lim NH, Nik Soh NMZ, Leng PC, Ling GHT, Ahmad MH. Coconut Fibre and Sawdust as Green Building Materials: A Laboratory Assessment on Physical and Mechanical Properties of Particleboards. Buildings. 2021; 11(6):256. https://doi.org/10.3390/buildings11060256
Chicago/Turabian StyleTawasil, Dg Normaswanna binti, Eeydzah Aminudin, Nor Hasanah Abdul Shukor Lim, Nik Mohd Zaini Nik Soh, Pau Chung Leng, Gabriel Hoh Teck Ling, and Mohd Hamdan Ahmad. 2021. "Coconut Fibre and Sawdust as Green Building Materials: A Laboratory Assessment on Physical and Mechanical Properties of Particleboards" Buildings 11, no. 6: 256. https://doi.org/10.3390/buildings11060256
APA StyleTawasil, D. N. b., Aminudin, E., Abdul Shukor Lim, N. H., Nik Soh, N. M. Z., Leng, P. C., Ling, G. H. T., & Ahmad, M. H. (2021). Coconut Fibre and Sawdust as Green Building Materials: A Laboratory Assessment on Physical and Mechanical Properties of Particleboards. Buildings, 11(6), 256. https://doi.org/10.3390/buildings11060256