
The Novelty of Using Glass Powder and Lime Powder for Producing UHPSCC


 and
and 
Abstract
:1. Introduction
2. Materials Used
2.1. Cement and Silica Fume
2.2. Aggregates
2.3. Recycled Glass Powder
2.4. Lime Powder
2.5. Chemical Admixture
3. Experimental Study
3.1. Mixture Proportion
3.2. Methods for Preparing Specimens and Testing
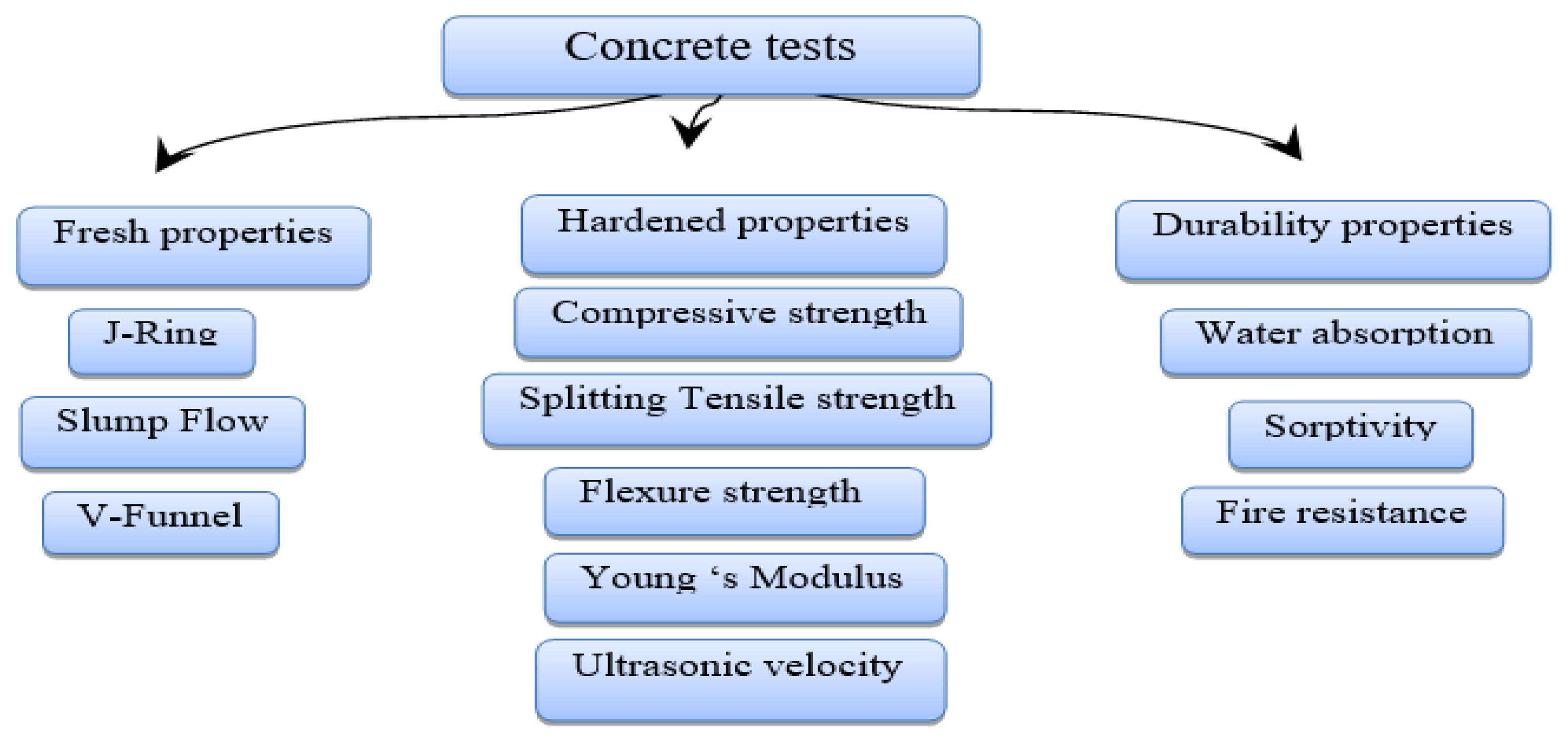
3.3. Experimental Tests
3.3.1. Slump Test
3.3.2. J-Ring Test
3.3.3. V-Funnel Test
3.3.4. Compressive and Splitting Strength Test
3.3.5. Elasticity Modulus Test
3.3.6. Flexural Strength Test
3.4. Durability Properties Tests
3.4.1. Water Absorption Test
3.4.2. Water–Sorptivity Test
3.5. Effect of Elevated Temperature on UHPC
4. Findings and Discussion
4.1. UHPC Fresh Properties
4.2. UHPC Hardened PROPERTIES
4.2.1. Compressive Strength
4.2.2. Splitting and Flexural Strength
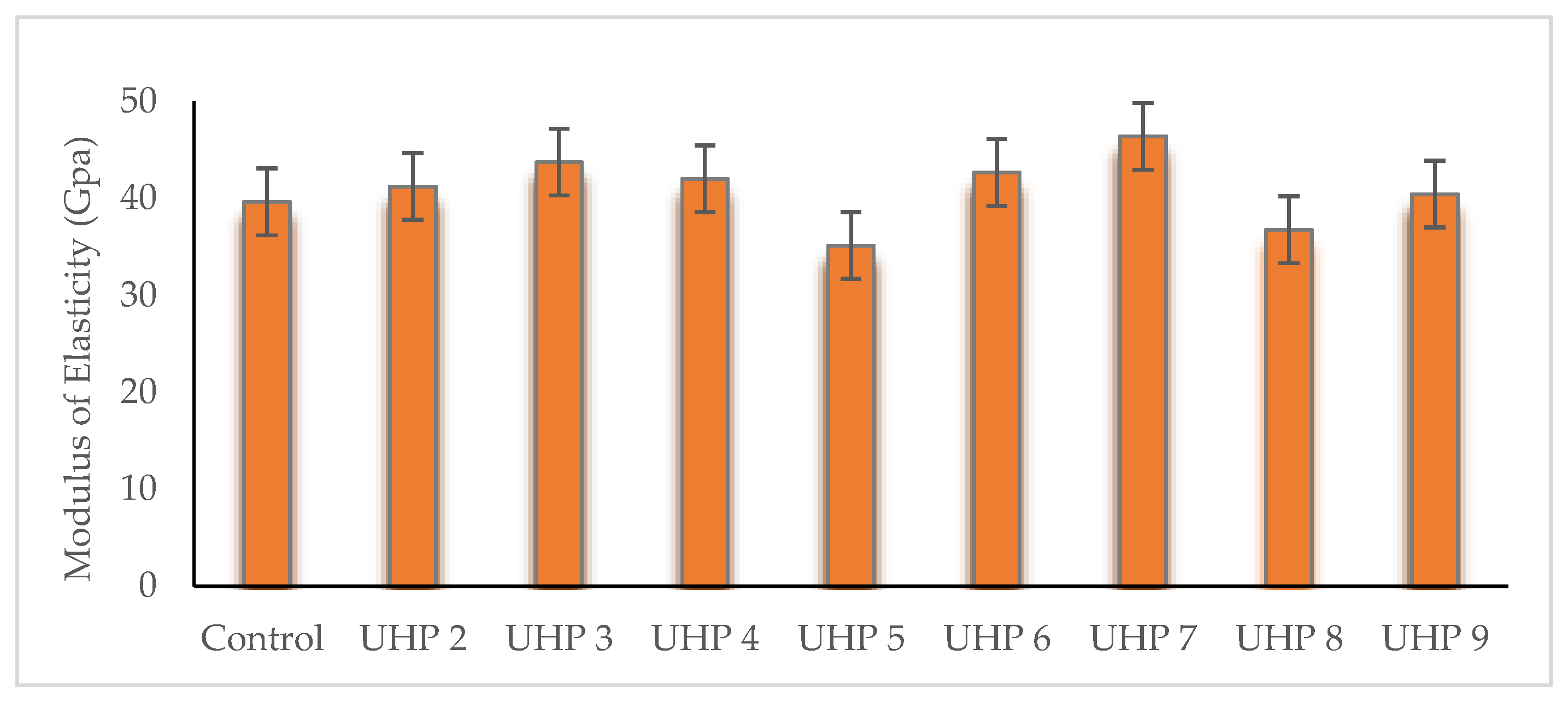
4.2.3. Elasticity Modulus
4.2.4. Ultrasonic Pulse Velocity
4.3. Durability
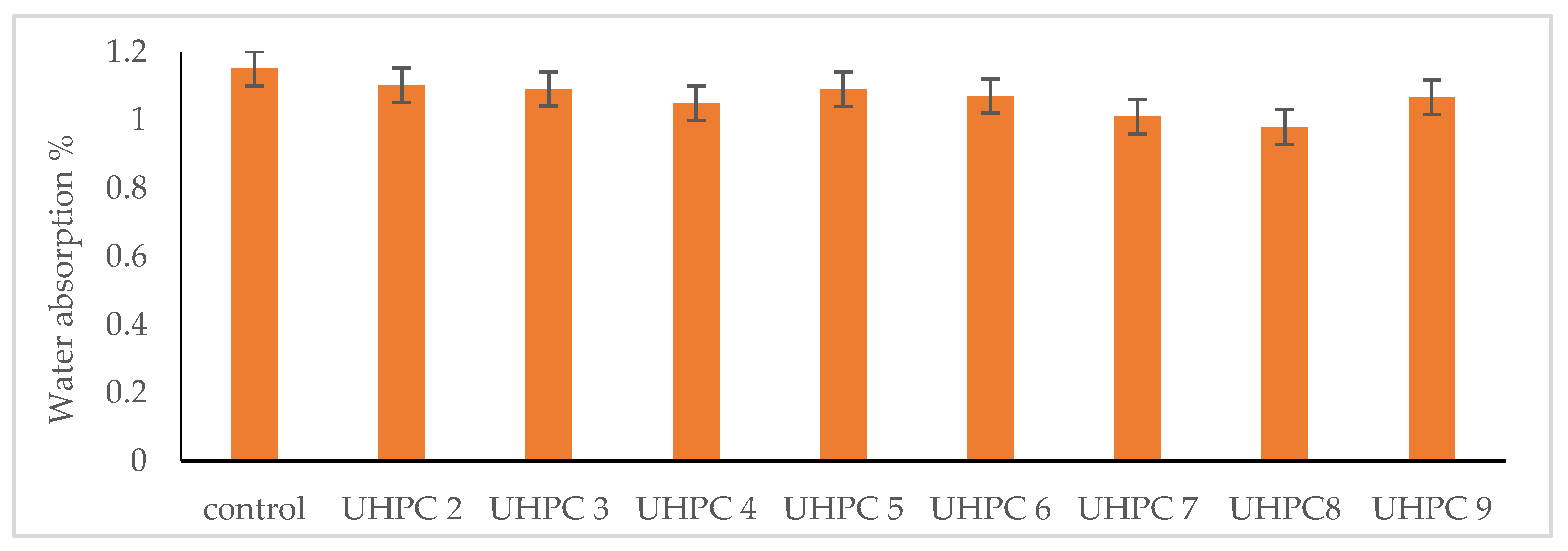
4.3.1. Water Absorption
4.3.2. Sorptivity
4.3.3. Fire Resistance
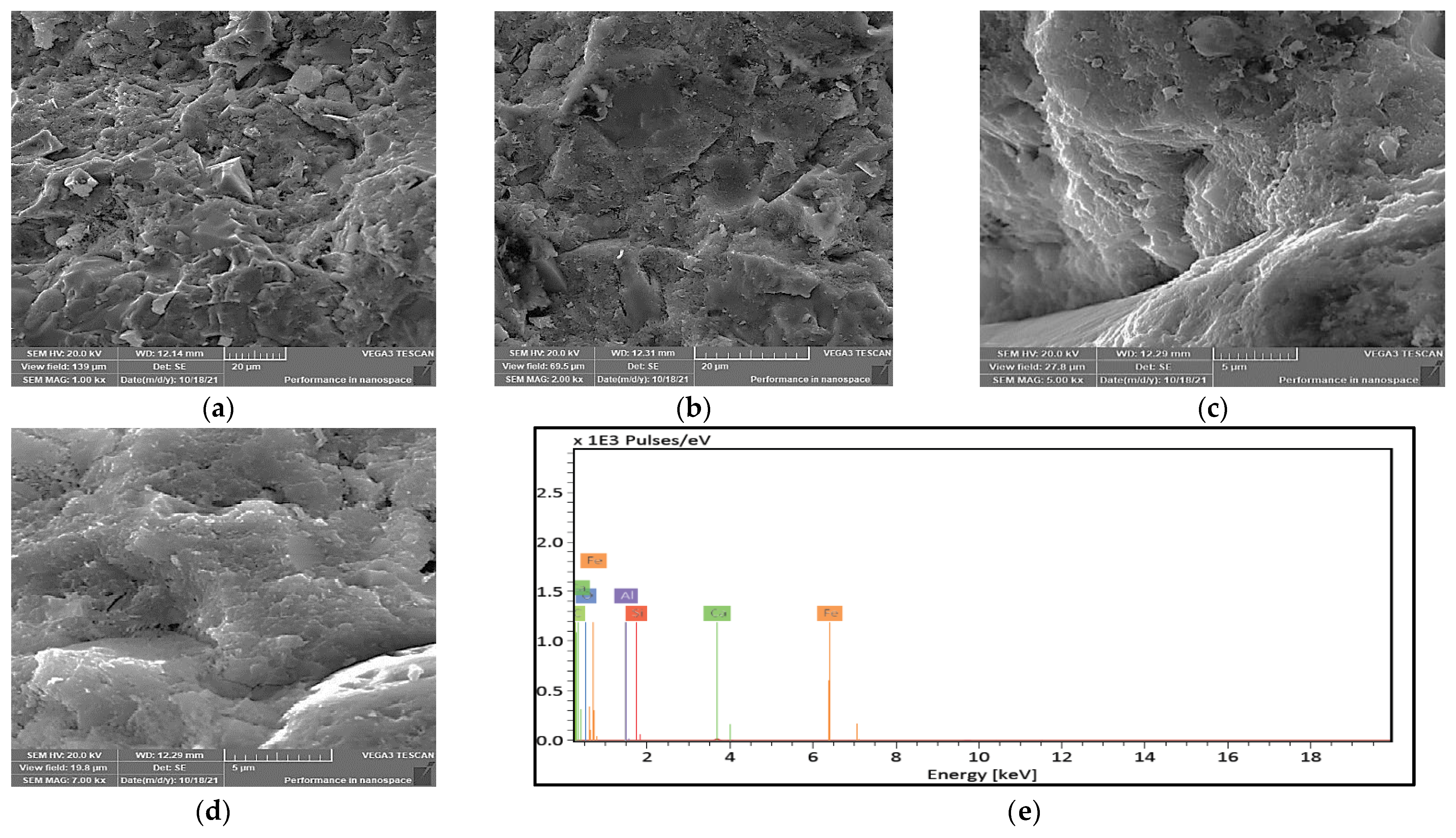
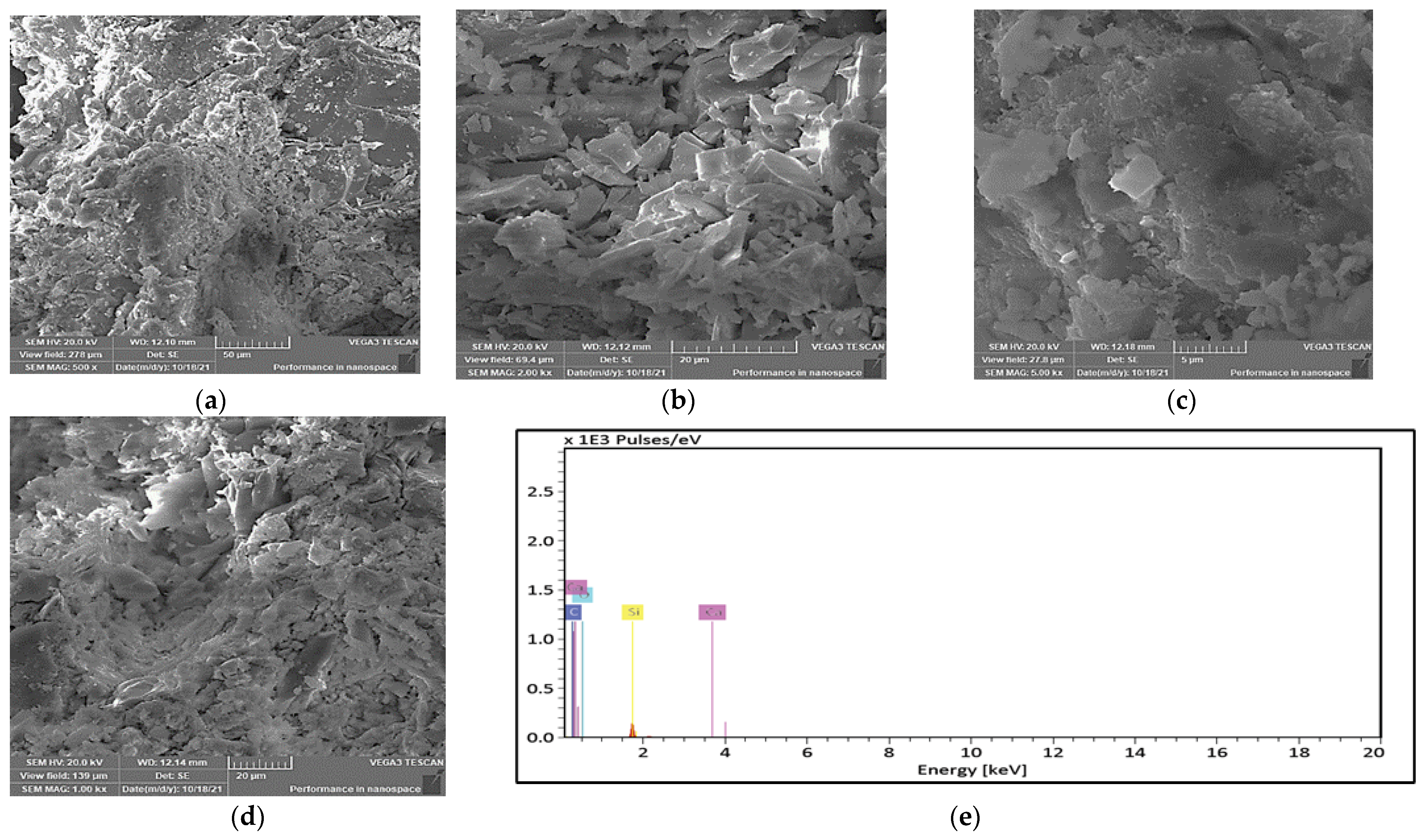
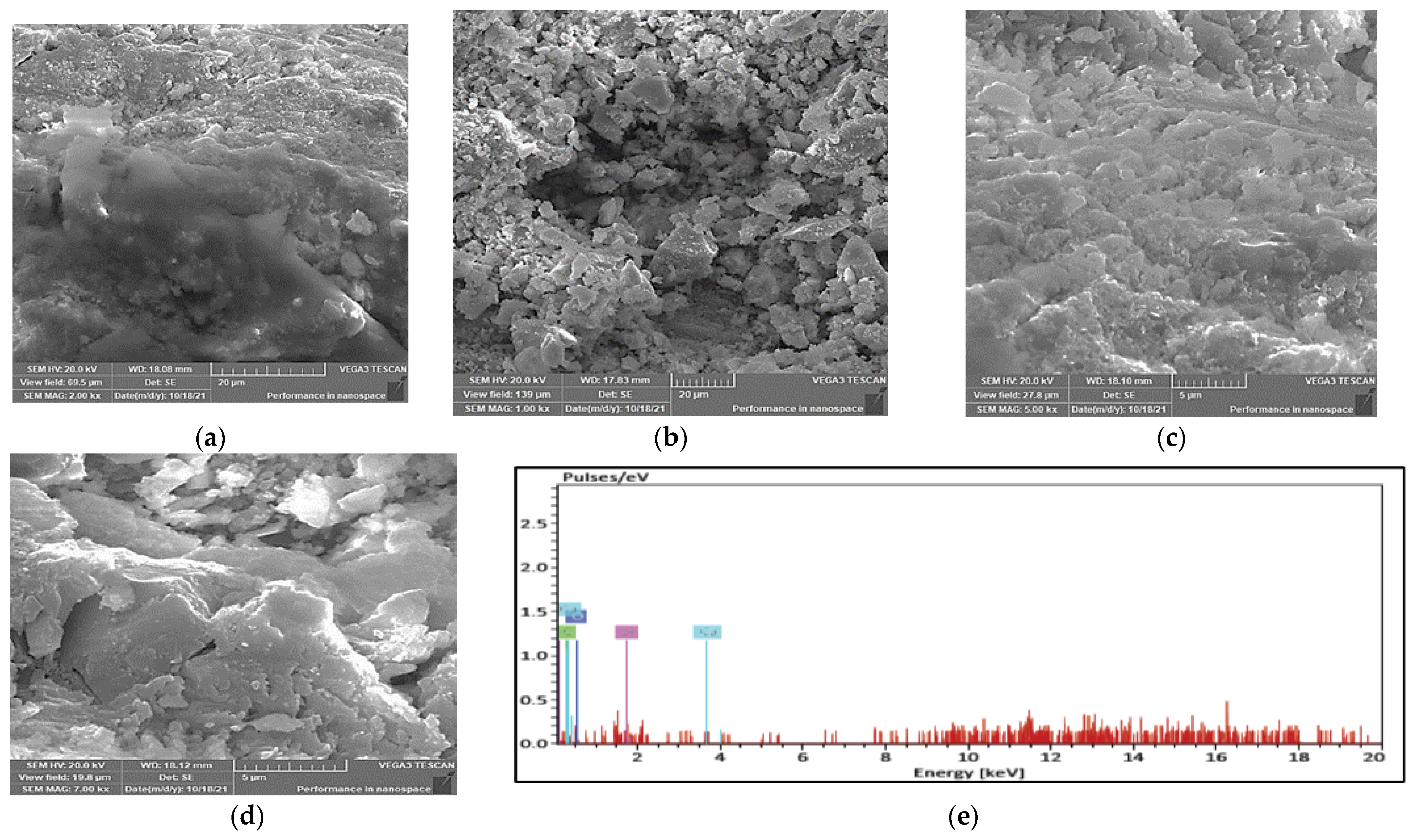
4.4. Microstructure Analysis
5. Conclusions
- UHPC can be achieved by a ternary system of glass powder, cement, silica fume, and lime powder.
- Using glass and lime powder, the UHPSCC fresh behavior was improved. So, UHPC can be easily achieved to be SSC with glass and lime powder. All UHPSCC mixed with GP (except UHPSCC 2) showed good workability which complies with the guidelines of EFNARC.
- The optimal cement substitute of glass powder was 20% with achieved compressive strength of 6.2% and 4.18% for hot and normal curing, respectively, at 90-days compared with control.
- Due to the increase in the replacement level of cement by LP, the compressive strength is increased up to 20%. The UHPSCC 7 mix with 20% LP increases by 15.5% and 9.3% for hot and normal curing, respectively, at 90 days compared to the control mix.
- The highest flexural and splitting strength was achieved at 20% LP by 49.2% and 24.2% increase in flexural and splitting, respectively, compared to the control mix while the combined mix with 20% GP and 20% LP and contain polypropylene fiber achieved increasing in flexural and splitting by 58.6% and 17.8%, respectively, compared to the control mix.
- Using glass powder improves the elasticity modulus, where the increasing of GP content in the mix, led to increasing the modulus of elasticity up to 20% cement substitute when compared with control.
- All UHPSCC mixes revealed a low permeability according to the lower values of Sorptivtiy compared to the control mix, since the UHPSCC 3 mix and UHPSCC 7 showed lower sorptivity decreased by 26.1% and 36.9% respectively.
- The elevated temperature had a marked effect on UHPSCC which is distinguished by dense compact matrix to facilitate spalling. The increase in temperature led to increasing the compressive strength up to 200 °C then the spalling will form at 250 °C.
- SEM images for normal temperature showed dense, thick sections with no porosity but SEM images at high temperature showed micro-cracks and increased porosity such as UHPSCC 7 mix at 150 °C and 200 °C.
- In this paper, we have presented new experimental results of using local waste such as glass and lime powder as supplementary cementitious materials for producing UHPSCC and studying its fresh and mechanical properties. We have analyzed these results and have compared them with ones found in the literature. So, there are additional experimental research topics that should be considered for further study in order to allow deeper analysis of observed properties as follows:
- Studying the durability of UHPC for glass and lime against acid–alkali attacks and resistance to sulfate.
- Studying the structural behavior of using basalt fiber to improve the ductility of UHPC.
- Studying of the structural behavior of reinforced UHPC elements such as columns, beams, and slabs.
Author Contributions
Funding
Conflicts of Interest
Symbols
| UHPC | Ultra-high-performance concrete |
| SCC | Self-compacted concrete |
| GP | Glass powder |
| LP | Lime powder |
References
- Shi, C.; Wu, Z.; Xiao, J.; Wang, D.; Huang, Z.; Fang, Z. A review on ultra-high-performance concrete: Part I. Raw materials and mixture design. Constr. Build. Mater. 2015, 101, 741–751. [Google Scholar]
- Van Tuan, N.; Ye, G.; Van Breugel, K.; Fraaij, A.L.; Dai Bui, D. The study of using rice husk ash to produce ultra-high-performance concrete. Constr. Build. Mater. 2011, 25, 2030–2035. [Google Scholar] [CrossRef]
- Perry, V.H. What really is ultra-high-performance concrete?—Towards a global definition. In Proceedings of the 2nd International Conference on Ultra-High Performance Concrete Material & Structures, Fuzhou, China, 7–10 November 2018; pp. 7–10. [Google Scholar]
- Richard, P.; Cheyrezy, M.H. Reactive powder concretes with high ductility and 200–800 MPa compressive strength. Spec. Publ. 1994, 144, 507–518. [Google Scholar]
- Schmidt, M.; Fehling, E. Ultra-high-performance concrete: Research, development and application in Europe. ACI Spec. Publ. 2005, 228, 51–78. [Google Scholar]
- El-Sayed, T.A.; Algash, Y.A. Flexural behavior of ultra-high performance geopolymer RC beams reinforced with GFRP bars. Case Stud. Constr. Mater. 2021, 15, e00604. [Google Scholar]
- El-Sayed, T.A. Improving the performance of UHPC columns exposed to axial load and elevated temperature. Case Stud. Constr. Mater. 2021, 15, e00748. [Google Scholar] [CrossRef]
- Lv, Y.; Qin, Y.; Wang, J.; Li, G.; Zhang, P.; Liao, D.; Xi, Z.; Yang, L. Effect of incorporating hematite on the properties of ultra-high-performance concrete including nuclear radiation resistance. Constr. Build. Mater. 2022, 327, 126950. [Google Scholar]
- Moruza, G.M.; Ozyildirim, H.C. Self-Consolidating Concrete in Virginia Department of Transportation’s Bridge Structures. ACI Mater. J. 2017, 1, 114. [Google Scholar] [CrossRef]
- Soliman, N.A.; Tagnit-Hamou, A. Development of ultra-high-performance concrete using glass powder–Towards ecofriendly concrete. Constr. Build. Mater. 2016, 125, 600–612. [Google Scholar] [CrossRef]
- Soutsos, M.N.; Barnett, S.J.; Bungey, J.H.; Millard, S.G. Fast track construction with high-strength concrete mixes containing ground granulated blast furnace slag. Spec. Publ. 2005, 228, 255–270. [Google Scholar]
- Esmaeili, J.; Al-Mwanes, A.O. A review: Properties of eco-friendly ultra-high-performance concrete incorporated with waste glass as a partial replacement for cement. Mater. Today Proc. 2021, 42, 1958–1965. [Google Scholar] [CrossRef]
- Vaitkevičius, V.; Šerelis, E.; Hilbig, H. The effect of glass powder on the microstructure of ultra-high-performance concrete. Constr. Build. Mater. 2014, 68, 102–109. [Google Scholar]
- Ali, E.E.; Al-Tersawy, S.H. Recycled glass as a partial replacement for fine aggregate in self compacting concrete. Constr. Build. Mater. 2012, 35, 785–791. [Google Scholar] [CrossRef]
- Sharifi, Y.; Houshiar, M.; Aghebati, B. Recycled glass replacement as fine aggregate in self-compacting concrete. Front. Struct. Civ. Eng. 2013, 7, 419–428. [Google Scholar]
- Kou, S.C.; Xing, F. The effect of recycled glass powder and reject fly ash on the mechanical properties of fibre-reinforced ultrahigh performance concrete. Adv. Mater. Sci. Eng. 2012, 2012, 263243. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Oey, T.; Falla, G.P.; Henkensiefken, R.; Neithalath, N.; Sant, G. A comparison of intergrinding and blending limestone on reaction and strength evolution in cementitious materials. Constr. Build. Mater. 2013, 43, 428–435. [Google Scholar] [CrossRef]
- Sakai, E.; Masuda, K.; Kakinuma, Y.; Aikawa, Y. Effects of shape and packing density of powder particles on the fluidity of cement pastes with limestone powder. J. Adv. Concr. Technol. 2009, 7, 347–354. [Google Scholar] [CrossRef] [Green Version]
- Bentz, D.P.; Ardani, A.; Barrett, T.; Jones, S.Z.; Lootens, D.; Peltz, M.A.; Weiss, W.J. Multi-scale investigation of the performance of limestone in concrete. Constr. Build. Mater. 2015, 75, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Arioz, O. Effects of elevated temperatures on properties of concrete. Fire Saf. J. 2007, 42, 516–522. [Google Scholar] [CrossRef]
- European Federation of National Associations. Representing Producers and Applicators of Specialist Building Products for Concrete (EFNARC); European Federation of National Associations: Aldershot, UK, 2002; p. 32. [Google Scholar]
- Nguyen, H.-A.; Chang, T.-P.; Shih, J.-Y.; Djayaprabha, H.S. Enhancement of low-cement self-compacting concrete with dolomite powder. Constr. Build. Mater. 2018, 161, 539–546. [Google Scholar] [CrossRef]
- Wang, C.; Yang, C.; Liu, F.; Wan, C.; Pu, X. Preparation of ultra-high-performance concrete with common technology and materials. Cem. Concr. Compos. 2012, 34, 538–544. [Google Scholar] [CrossRef]
- Rougeau, P.; Borys, B. Ultra-high-performance concrete with ultrafine particles other than silica fume. In Proceedings of the International Symposium on Ultra High-Performance Concrete, Kassel, Germany, 13–15 September 2004; Volume 32, pp. 213–225. [Google Scholar]
- Dili, A.S.; Santhanam, M. Investigations on reactive powder concrete: A developing ultra-high-strength technology. Indian Concr. J. 2004, 78, 33–38. [Google Scholar]
- Kanellopoulos, A.; Nicolaides, D.; Petrou, M.F. Mechanical and durability properties of concretes containing recycled lime powder and recycled aggregates. Constr. Build. Mater. 2014, 53, 253–259. [Google Scholar] [CrossRef]
- Mostafa, S.A.; Faried, A.S.; Farghali, A.A.; El-Deeb, M.M.; Tawfik, T.A.; Majer, S.; Elrahman, M.A. Influence of nanoparticles from waste materials on mechanical properties, durability and microstructure of UHPC. Materials 2020, 13, 4530. [Google Scholar] [CrossRef]
- Hiremath, P.N.; Yaragal, S.C. Performance evaluation of reactive powder concrete with polypropylene fibers at elevated temperatures. Constr. Build. Mater. 2018, 169, 499–512. [Google Scholar] [CrossRef]
- Li, Y.; Tan, K.H.; Yang, E.H. Influence of aggregate size and inclusion of polypropylene and steel fibers on the hot permeability of ultra-high-performance concrete (UHPC) at elevated temperature. Constr. Build. Mater. 2018, 169, 629–637. [Google Scholar]
- Idiart, A.; Bisschop, J.; Caballero, A.; Lura, P. A numerical and experimental study of aggregate-induced shrinkage cracking in cementitious composites. Cem. Concr. Res. 2012, 42, 272–281. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition % | ||||
|---|---|---|---|---|
| Cement | Silica FUMES | Glass Powder | Lime Powder | |
| 21.5 | 95 | 77.68 | - | |
| 5.5 | 0.88 | 0.16 | - | |
| 3.34 | 1.94 | 0.32 | - | |
| CaO | 63.4 | 0.4 | 6.89 | - |
| MgO | 0.7 | 0.91 | 2.9 | - |
| 0.15 | - | 11.2 | - | |
| 0.51 | 0.2 | 0.01 | - | |
| 2.4 | 0.32 | - | - | |
| LOI | 2.2 | - | 0.44 | - |
| - | - | 0.04 | - | |
| Calcite | - | - | - | 100 |
| Physical properties | ||||
| Specific Gravity | 3.14 | 2.2 | 2.52 | 2.70 |
| Fineness (m2/kg) | 355 | 17,500 | 13,050 | - |
| Setting time (min.) | Initial 75 | |||
| Final 322 | ||||
| Compressive strength (N/mm2) | 2-days 27.3 | |||
| 28-days 51.6 | ||||
| Series No | Mix-ID | Cement (C) | Silica Fume (SF) | Sand (QS) | Water/ BINDER (w/b) | Glass Powder (GP) | Lime Powder (LP) | Quartz Powder (QS) | Super Plasticizer (HRWRA) | Polypropylene Fiber (PP) |
|---|---|---|---|---|---|---|---|---|---|---|
| Control | 900 | 220 | 1105 | 0.18 | 0 | 0 | 170 | 55 | 0 | |
| Series I | UHPSCC 2 | 810 | 220 | 1105 | 0.18 | 90 | 0 | 170 | 55 | 0 |
| UHPSCC 3 | 720 | 220 | 1105 | 0.18 | 180 | 0 | 170 | 55 | 0 | |
| UHPSCC 4 | 630 | 220 | 1105 | 0.18 | 270 | 0 | 170 | 55 | 0 | |
| UHPSCC 5 | 540 | 220 | 1105 | 0.18 | 360 | 0 | 170 | 55 | 0 | |
| Series II | UHPSCC 6 | 810 | 220 | 1105 | 0.18 | 0 | 90 | 170 | 55 | 0 |
| UHPSCC7 | 720 | 220 | 1105 | 0.18 | 0 | 180 | 170 | 55 | 0 | |
| UHPSCC 8 | 630 | 220 | 1105 | 0.18 | 0 | 270 | 170 | 55 | 0 | |
| UHPSCC 9 | 540 | 220 | 1105 | 0.18 | 180 | 180 | 170 | 55 | 900 |
| MIX ID | SLUMP FLOW (MM) | (SEC) | V-FUNNEL (SEC) | J-RING (MM) |
|---|---|---|---|---|
| Control | 590 | 2.7 | 15 | 8 |
| UHPSCC 2 | 600 | 2.8 | 13 | 9 |
| UHPSCC 3 | 605 | 3.0 | 10 | 9 |
| UHPSCC 4 | 608 | 3.1 | 8.5 | 10 |
| UHPSCC 5 | 613 | 3.5 | 8.0 | 10 |
| UHPSCC 6 | 620 | 2.1 | 9.0 | 7 |
| UHPSCC 7 | 623 | 2.7 | 8.2 | 8 |
| UHPSCC 8 | 625 | 3.1 | 7.5 | 8 |
| UHPSCC 9 | 606 | 4.0 | 11 | 9 |
| Compressive Strengths (Mpa) | |||||||
|---|---|---|---|---|---|---|---|
| Mixes ID | 22 °C | 100 °C | 150 °C | 200 °C | Increasing in Strength (22–200 °C) | Average | STDV |
| Control | 107.5 | 112.4 | 118.5 | 120.3 | 11.91 | 114.6 | 5.86 |
| UHPSCC 2 | 109.1 | 113.5 | 115 | 119.1 | 9.17 | 114.2 | 4.13 |
| UHPSCC 3 | 112 | 116.2 | 118 | 123.4 | 10.18 | 117.4 | 4.72 |
| UHPSCC 4 | 101.7 | 107.8 | 112.7 | 118.1 | 16.13 | 110 | 6.99 |
| UHPSCC 5 | 96.4 | 103.4 | 110.4 | 115.5 | 19.81 | 106.4 | 8.32 |
| UHPSCC 6 | 110.7 | 114.4 | 119.7 | 125.3 | 13.19 | 117.5 | 6.36 |
| UHPSCC 7 | 117.5 | 121.5 | 126.3 | 134.7 | 14.64 | 125 | 7.4 |
| UHPSCC 8 | 98.5 | 105.2 | 112.4 | 117.5 | 19.29 | 108.4 | 8.31 |
| UHPSCC 9 | 110.4 | 116.5 | 122.4 | 128.5 | 16.39 | 119.45 | 7.77 |
| Elements | UHPSCC 1 Normal Curing | UHPSCC 1 Hot Curing | UHPSCC 3 | UHPSCC 7 | UHPSCC 7 (150 °C) | UHPSCC 7 (200 °C) |
|---|---|---|---|---|---|---|
| calcium | 29.99 | 39.62 | 35.15 | 38.65 | 65.25 | 73.77 |
| oxygen | 38.88 | 34.80 | 35.49 | 32.47 | 21.78 | 16.74 |
| silicon | 19.76 | 13.28 | 15.03 | 12.64 | 6.25 | 5.67 |
| Aluminum | 1.92 | 3.15 | 2.15 | 4.95 | 1.79 | 0.57 |
| Carbon | 5.28 | 3.17 | 5.97 | 4.36 | 4.16 | 1.19 |
| Iron | 2.03 | 5.39 | 5.42 | 5.98 | 0.77 | 1.02 |
| magnesium | 0.78 | 0.59 | 0.88 | 0.95 | - | - |
| Sodium | 1.36 | - | - | - | - | 0.40 |
| Niobium | - | - | - | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghareeb, K.S.; Ahmed, H.E.; El-Affandy, T.H.; Deifalla, A.F.; El-Sayed, T.A. The Novelty of Using Glass Powder and Lime Powder for Producing UHPSCC. Buildings 2022, 12, 684. https://doi.org/10.3390/buildings12050684
Ghareeb KS, Ahmed HE, El-Affandy TH, Deifalla AF, El-Sayed TA. The Novelty of Using Glass Powder and Lime Powder for Producing UHPSCC. Buildings. 2022; 12(5):684. https://doi.org/10.3390/buildings12050684
Chicago/Turabian StyleGhareeb, Kareem S., Hossam E. Ahmed, Tamer H. El-Affandy, Ahmed F. Deifalla, and Taha A. El-Sayed. 2022. "The Novelty of Using Glass Powder and Lime Powder for Producing UHPSCC" Buildings 12, no. 5: 684. https://doi.org/10.3390/buildings12050684
APA StyleGhareeb, K. S., Ahmed, H. E., El-Affandy, T. H., Deifalla, A. F., & El-Sayed, T. A. (2022). The Novelty of Using Glass Powder and Lime Powder for Producing UHPSCC. Buildings, 12(5), 684. https://doi.org/10.3390/buildings12050684