
Modification of Rubberized Concrete: A Review

 , , ,
, , ,  ,
,
Abstract
:1. Introduction
2. Waste Rubber Particles
2.1. Type and Size of Rubber Particles
2.2. Properties of Rubber Particles
3. Rubber Pretreatment
4. Incorporating External Compounds
5. Incorporating Fiber Modification
6. Coefficient of Thermal Conductivity
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Nuzaimah, M.; Sapuan, S.M.; Nadlene, R.; Jawaid, M. Recycling of waste rubber as fillers: A review. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 368, p. 012016. [Google Scholar]
- Stallings, K.A.; Durham, S.A.; Chorzepa, M.G. Effect of cement content and recycled rubber particle size on the performance of rubber-modified concrete. Int. J. Sustain. Eng. 2019, 12, 189–200. [Google Scholar] [CrossRef]
- Forrest, M.J. Recycling and Re-Use of Waste Rubber; de Gruyter: Berlin, Germany, 2019. [Google Scholar]
- Jokar, F.; Khorram, M.; Karimi, G.; Hataf, N. Experimental investigation of mechanical properties of crumbed rubber concrete containing natural zeolite. Constr. Build. Mater. 2019, 208, 651–658. [Google Scholar] [CrossRef]
- Kumar, R.; Dev, N. Assessment of Mechanical and Impact Resistance Properties of Rubberized Concrete After Surface Modification of Rubber Crumb. Iran. J. Sci. Technol. Trans. Civ. Eng. 2021, 1–17. [Google Scholar] [CrossRef]
- Youssf, O.; Hassanli, R.; Mills, J.E.; Skinner, W.; Ma, X.; Zhuge, Y.; Gravina, R. Influence of mixing procedures, rubber treatment, and fibre additives on rubcrete performance. J. Compos. Sci. 2019, 3, 41. [Google Scholar] [CrossRef] [Green Version]
- Xue, J.; Shinozuka, M. Rubberized concrete: A green structural material with enhanced energy-dissipation capability. Constr. Build. Mater. 2013, 42, 196–204. [Google Scholar] [CrossRef]
- Li, W.; Wang, X.C.; Liu, H.T. Study of Mechanical Properties and Physical Properties of Rubberized Portland Cement Concrete. In Advanced Materials Research; Trans Tech Publications Ltd.: Bäch, Switzerland, 2012; Volume 512, pp. 2812–2816. [Google Scholar]
- Mhaya, A.M.; Huseien, G.F.; Faridmehr, I.; Abidin, A.R.Z.; Alyousef, R.; Ismail, M. Evaluating mechanical properties and impact resistance of modified concrete containing ground Blast Furnace slag and discarded rubber tire crumbs. Constr. Build. Mater. 2021, 295, 123603. [Google Scholar] [CrossRef]
- Pham, N.P.; Toumi, A.; Turatsinze, A. Effect of an enhanced rubber-cement matrix interface on freeze-thaw resistance of the cement-based composite. Constr. Build. Mater. 2019, 207, 528–534. [Google Scholar] [CrossRef]
- Kashani, A.; Ngo, T.D.; Hemachandra, P.; Hajimohammadi, A. Effects of surface treatments of recycled tyre crumb on cement-rubber bonding in concrete composite foam. Constr. Build. Mater. 2018, 171, 467–473. [Google Scholar] [CrossRef]
- Chaturvedy, G.K.; Pandey, U.K. Performance characteristics of rubberized concrete: A multipoint review. Innov. Infrastruct. Solut. 2022, 7, 43. [Google Scholar] [CrossRef]
- Hamid, S.; Naji, K.; Younis, A.; Ebead, U. Material performance and cost effectiveness of seawater-mixed rubberized concrete. Case Stud. Constr. Mater. 2021, 15, e00735. [Google Scholar] [CrossRef]
- Wang, J.; Dai, Q.; Guo, S.; Si, R. Study on Rubberized Concrete Reinforced with Different Fibers. ACI Mater. J. 2019, 116, 21–31. [Google Scholar] [CrossRef]
- Gupta, T.; Siddique, S.; Sharma, R.K.; Chaudhary, S. Behaviour of waste rubber powder and hybrid rubber concrete in aggressive environment. Constr. Build. Mater. 2019, 217, 283–291. [Google Scholar] [CrossRef]
- Onuaguluchi, O. Effects of surface pre-coating and silica fume on crumb rubber-cement matrix interface and cement mortar properties. J. Clean. Prod. 2015, 104, 339–345. [Google Scholar] [CrossRef]
- Siad, H.; Lachemi, M.; Ismail, M.K.; Sherir, M.A.; Sahmaran, M.; Hassan, A.A. Effect of Rubber Aggregate and Binary Mineral Admixtures on Long-Term Properties of Structural Engineered Cementitious Composites. Am. Soc. Civ. Eng. 2019, 31, 04019253. [Google Scholar] [CrossRef]
- Gupta, T.; Chaudhary, S.; Sharma, R.K. Mechanical and durability properties of waste rubber fiber concrete with and without silica fume. J. Clean. Prod. 2016, 112, 702–711. [Google Scholar] [CrossRef]
- Qin, G.; Shen, Z.; Yu, Y.; Fan, L.; Cao, H.; Yin, C. Effect of Silicone Rubber of a Waste Composite Insulator on Cement Mortar Properties. Materials 2019, 12, 2796. [Google Scholar] [CrossRef] [Green Version]
- Marie, I. Thermal conductivity of hybrid recycled aggregate–Rubberized concrete. Constr. Build. Mater. 2017, 133, 516–524. [Google Scholar] [CrossRef]
- Petrella, A.; Di Mundo, R.; De Gisi, S.; Todaro, F.; Labianca, C.; Notarnicola, M. Environmentally sustainable cement composites based on end-of-life tyre rubber and recycled waste porous glass. Materials 2019, 12, 3289. [Google Scholar] [CrossRef] [Green Version]
- Roychand, R.; Gravina, R.J.; Zhuge, Y.; Ma, X.; Youssf, O.; Mills, J.E. A comprehensive review on the mechanical properties of waste tire rubber concrete. Constr. Build. Mater. 2020, 237, 117651. [Google Scholar] [CrossRef]
- Karunarathna, S.; Linforth, S.; Kashani, A.; Liu, X.; Ngo, T. Effect of recycled rubber aggregate size on fracture and other mechanical properties of structural concrete. J. Clean. Prod. 2021, 314, 128230. [Google Scholar] [CrossRef]
- Steyn, Z.C.; Babafemi, A.J.; Fataar, H.; Combrinck, R. Concrete containing waste recycled glass, plastic and rubber as sand replacement. Constr. Build. Mater. 2021, 269, 121242. [Google Scholar] [CrossRef]
- Taak, N.; Sharma, L. Influence of compression casting technique and chipped rubber usage on the strength parameters of concrete. Mater. Today Proc. 2021, 45, 3462–3468. [Google Scholar] [CrossRef]
- Dehdezi, P.K.; Erdem, S.; Blankson, M.A. Physico-mechanical, microstructural and dynamic properties of newly developed artificial fly ash based lightweight aggregate–Rubber concrete composite. Compos. Part B Eng. 2015, 79, 451–455. [Google Scholar] [CrossRef]
- Tiwari, S.; Gangwar, P. Evaluate the effect of acid attack on rubberised concrete using crumb tyre rubber and replacement of cement by alccofine. Mater. Today Proc. 2021, 47, 3778–3782. [Google Scholar] [CrossRef]
- Abdelmonem, A.; El-Feky, M.S.; Nasr, E.S.A.; Kohail, M. Performance of high strength concrete containing recycled rubber. Constr. Build. Mater. 2019, 227, 116660. [Google Scholar] [CrossRef]
- Ramdani, S.; Guettala, A.; Benmalek, M.L.; Aguiar, J.B. Physical and mechanical performance of concrete made with waste rubber aggregate, glass powder and silica sand powder. J. Build. Eng. 2019, 21, 302–311. [Google Scholar] [CrossRef]
- Othman, R.; Chong, B.W.; Jaya, R.P.; Hasan, M.R.M.; Abdullah, M.M.A.B.; Ibrahim, M.H.W. Evaluation on the rheological and mechanical properties of concrete incorporating eggshell with tire powder. J. Mater. Res. Technol. 2021, 14, 439–451. [Google Scholar] [CrossRef]
- Ossola, G.; Wojcik, A. UV modification of tire rubber for use in cementitious composites. Cem. Concr. Compos. 2014, 52, 34–41. [Google Scholar] [CrossRef]
- Rahim, N.L.; Ibrahim, N.M.; Tajri, S.A.N.; Zainol Abidin, M.Z. The Behaviour of Rubber Tyre as Fine Aggregate in Concrete Mix. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2015; Volume 754, pp. 427–431. [Google Scholar]
- Mousavimehr, M.; Nematzadeh, M. Post-heating flexural behavior and durability of hybrid PET–Rubber aggregate concrete. Constr. Build. Mater. 2020, 265, 120359. [Google Scholar] [CrossRef]
- Martínez-Barrera, G.; del Coz-Díaz, J.J.; Álvarez-Rabanal, F.P.; Gayarre, F.L.; Martínez-López, M.; Cruz-Olivares, J. Waste tire rubber particles modified by gamma radiation and their use as modifiers of concrete. Case Stud. Constr. Mater. 2020, 12, e00321. [Google Scholar] [CrossRef]
- Habib, A.; Yildirim, U.; Eren, O. Mechanical and dynamic properties of high strength concrete with well graded coarse and fine tire rubber. Constr. Build. Mater. 2020, 246, 118502. [Google Scholar] [CrossRef]
- Liu, R.; Li, H.; Jiang, Q.; Meng, X. Experimental investigation on flexural properties of directional steel fiber reinforced rubberized concrete. In Structures; Elsevier: Amsterdam, The Netherlands, 2020; Volume 27, pp. 1660–1669. [Google Scholar]
- Su, H.; Yang, J.; Ling, T.C.; Ghataora, G.S.; Dirar, S. Properties of concrete prepared with waste tyre rubber particles of uniform and varying sizes. J. Clean. Prod. 2015, 91, 288–296. [Google Scholar] [CrossRef] [Green Version]
- Chaikaew, C.; Sukontasukkul, P.; Chaisakulkiet, U.; Sata, V.; Chindaprasirt, P. Properties of concrete pedestrian blocks containing crumb rubber from recycle waste tyres reinforced with steel fibres. Case Stud. Constr. Mater. 2019, 11, e00304. [Google Scholar] [CrossRef]
- Eisa, A.S.; Elshazli, M.T.; Nawar, M.T. Experimental investigation on the effect of using crumb rubber and steel fibers on the structural behavior of reinforced concrete beams. Constr. Build. Mater. 2020, 252, 119078. [Google Scholar] [CrossRef]
- Zhu, H.; Rong, B.; Xie, R.; Yang, Z. Experimental investigation on the floating of rubber particles of crumb rubber concrete. Constr. Build. Mater. 2018, 164, 644–654. [Google Scholar] [CrossRef]
- Aslani, F.; Kelin, J. Assessment and development of high-performance fibre-reinforced lightweight self-compacting concrete including recycled crumb rubber aggregates exposed to elevated temperatures. J. Clean. Prod. 2018, 200, 1009–1025. [Google Scholar] [CrossRef]
- Shahjalal, M.; Islam, K.; Rahman, J.; Ahmed, K.S.; Karim, M.R.; Billah, A.M. Flexural response of fiber reinforced concrete beams with waste tires rubber and recycled aggregate. J. Clean. Prod. 2021, 278, 123842. [Google Scholar] [CrossRef]
- Li, N.; Long, G.; Ma, C.; Fu, Q.; Zeng, X.; Ma, K.; Luo, B. Properties of self-compacting concrete (SCC) with recycled tire rubber aggregate: A comprehensive study. J. Clean. Prod. 2019, 236, 117707. [Google Scholar] [CrossRef]
- Wang, J.; Dai, Q.; Si, R.; Guo, S. Investigation of properties and performances of Polyvinyl Alcohol (PVA) fiber-reinforced rubber concrete. Constr. Build. Mater. 2018, 193, 631–642. [Google Scholar] [CrossRef]
- Gerges, N.N.; Issa, C.A.; Fawaz, S.A. Rubber concrete: Mechanical and dynamical properties. Case Stud. Constr. Mater. 2018, 9, e00184. [Google Scholar] [CrossRef]
- Aureliano, F.D.S.; Ariellen Ap, F.C.; Júnior, I.F.; Pedroso, R.D.O. Manufacture of structural blocks of concrete with waste tire rubbers. Procedia Manuf. 2019, 38, 464–470. [Google Scholar] [CrossRef]
- He, T.; Xu, R.; Da, Y.; Yang, R.; Chen, C.; Liu, Y. Experimental study of high-performance autoclaved aerated concrete produced with recycled wood fibre and rubber powder. J. Clean. Prod. 2019, 234, 559–567. [Google Scholar] [CrossRef]
- Liu, F.; Chen, G.; Li, L.; Guo, Y. Study of impact performance of rubber reinforced concrete. Constr. Build. Mater. 2012, 36, 604–616. [Google Scholar] [CrossRef]
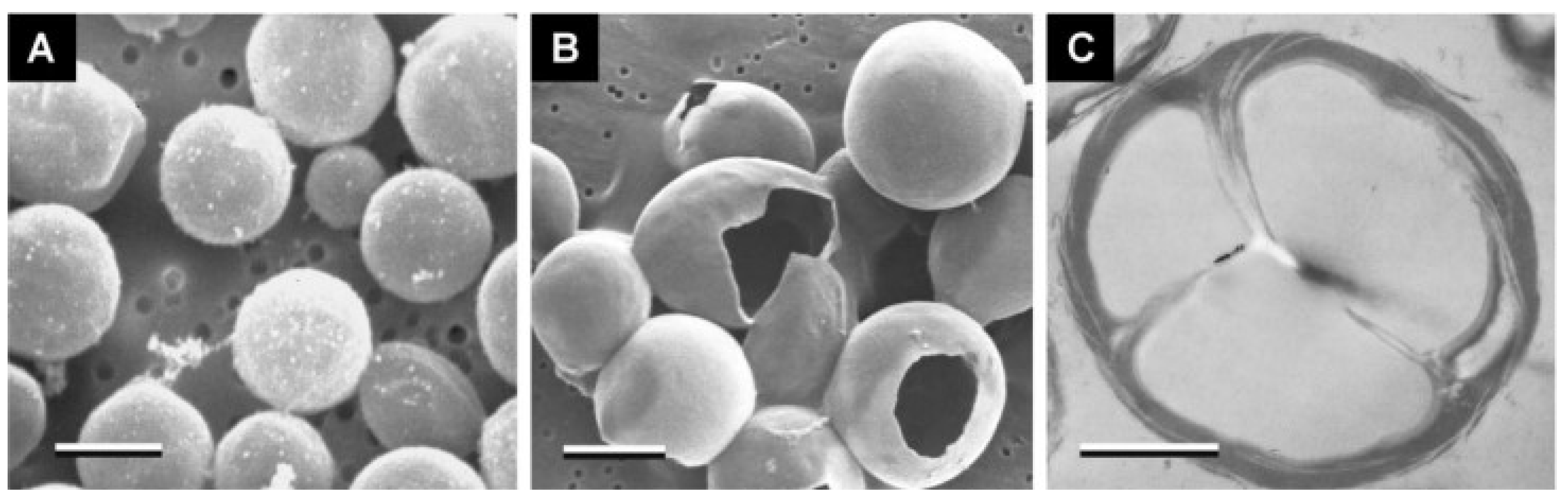
- Wood, D.F.; Cornish, K. Microstructure of purified rubber particles. Int. J. Plant Sci. 2000, 161, 435–445. [Google Scholar] [CrossRef]
- Navarro, F.J.; Partal, P.; Martınez-Boza, F.; Valencia, C.; Gallegos, C. Rheological characteristics of ground tire rubber-modified bitumens. Chem. Eng. J. 2002, 89, 53–61. [Google Scholar] [CrossRef]
- Segre, N.; Joekes, I. Use of tire rubber particles as addition to cement paste. Cem. Concr. Res. 2000, 30, 1421–1425. [Google Scholar] [CrossRef]
- Xiao, F.; Yao, S.; Wang, J.; Wei, J.; Amirkhanian, S. Physical and chemical properties of plasma treated crumb rubbers and high temperature characteristics of their rubberised asphalt binders. Road Mater. Pavement Des. 2020, 21, 587–606. [Google Scholar] [CrossRef]
- Jusli, E.; Nor, H.M.; Jaya, R.P.; Zaiton, H. Chemical properties of waste tyre rubber granules. In Advanced Materials Research; Trans Tech Publications Ltd.: Bäch, Switzerland, 2014; Volume 911, pp. 77–81. [Google Scholar]
- Zhang, H.; Gou, M.; Liu, X.; Guan, X. Effect of rubber particle modification on properties of rubberized concrete. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2014, 29, 763–768. [Google Scholar] [CrossRef]
- Najim, K.B.; Hall, M.R. Crumb rubber aggregate coatings/pre-treatments and their effects on interfacial bonding, air entrapment and fracture toughness in self-compacting rubberised concrete (SCRC). Mater. Struct. 2013, 46, 2029–2043. [Google Scholar] [CrossRef]
- Zhu, S.Y. Experimental Study on Characteristics of Waste Tire Rubber-Concrete Interface Transition Zone and Improvement of Mechanical Properties; China University of Mining and Technology: Beijing, China, 2020. [Google Scholar]
- Chen, W.; Meng, H.; Yan, Y.; Bo, Y. Study on the mechanism of combined modification of waste rubber particles for the preparation of cement mortar. Bull. Silic. 2020, 39, 1715–1721. [Google Scholar]
- Zhong, D.; Wang, S.; Gao, Y.; Wang, L.; Li, Y.; Wang, J. Influence of Rubber Powder Modification Methods on the Mechanical and Durability Properties of Rubberized Magnesium Oxychloride Cement. Crystals 2021, 11, 1323. [Google Scholar] [CrossRef]
- Chou, L.H.; Lin, C.N.; Lu, C.K.; Lee, C.H.; Lee, M.T. Improving rubber concrete by waste organic sulfur compounds. Waste Manag. Res. 2010, 28, 29–35. [Google Scholar] [CrossRef] [PubMed]
- Grinys, A.; Balamurugan, M.; Augonis, A.; Ivanauskas, E. Mechanical Properties and Durability of Rubberized and Glass Powder Modified Rubberized Concrete for Whitetopping Structures. Materials 2021, 14, 2321. [Google Scholar] [CrossRef] [PubMed]
- Kang, J.; Zhang, B.; Li, G. The abrasion-resistance investigation of rubberized concrete. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2012, 27, 1144–1148. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Özturan, T. Properties of rubberized concretes containing silica fume. Cem. Concr. Res. 2004, 34, 2309–2317. [Google Scholar] [CrossRef]
- Elchalakani, M. High strength rubberized concrete containing silica fume for the construction of sustainable road side barriers. In Structures; Elsevier: Amsterdam, The Netherlands, 2015; Volume 1, pp. 20–38. [Google Scholar]
- AbdelAleem, B.H.; Hassan, A.A.A. Development of self-consolidating rubberized concrete incorporating silica fume. Constr. Build. Mater. 2018, 161, 389–397. [Google Scholar] [CrossRef]
- Li, H.L. Study on the Effect of Carbon Nanotubes on Mechanical Properties and Microstructure of Rubber Aggregate Mortar; Tianjin University: Tianjin, China, 2019. [Google Scholar]
- Mohammed, B.S.; Awang, A.B.; San Wong, S.; Nhavene, C.P. Properties of nano silica modified rubbercrete. J. Clean. Prod. 2016, 119, 66–75. [Google Scholar] [CrossRef]
- Zhang, Q.H. Experimental Study on Mechanics and Durability of Metagaolite Rubber Concrete; Anhui University of Science and Technology: Huainan, China, 2021. [Google Scholar]
- FHossain, F.Z.; Shahjalal, M.; Islam, K.; Tiznobaik, M.; Alam, M.S. Mechanical properties of recycled aggregate concrete containing crumb rubber and polypropylene fiber. Constr. Build. Mater. 2019, 225, 14. [Google Scholar]
- Alwesabi, E.A.; Bakar, B.A.; Alshaikh, I.M.; Akil, H.M. Experimental investigation on mechanical properties of plain and rubberised concretes with steel–polypropylene hybrid fibre. Constr. Build. Mater. 2020, 233, 117194. [Google Scholar] [CrossRef]
- Carroll, J.C.; Helminger, N. Fresh and hardened properties of fiber-reinforced rubber concrete. J. Mater. Civ. Eng. 2016, 28, 04016027. [Google Scholar] [CrossRef]
- Murali, G.; Poka, L.; Parthiban, K.; Haridharan, M.K.; Siva, A. Impact response of novel fibre-reinforced grouted aggregate rubberized concrete. Arab. J. Sci. Eng. 2019, 44, 8451–8463. [Google Scholar] [CrossRef]
- Fu, C.; Ye, H.; Wang, K.; Zhu, K.; He, C. Evolution of mechanical properties of steel fiber-reinforced rubberized concrete (FR-RC). Compos. Part B Eng. 2019, 160, 158–166. [Google Scholar] [CrossRef]
- Srivastava, S.; Rao, A.K.; Zain, M.; Kumar, R. Utilization of waste rubber fiber considering modification in strength reduction factor and its effect on the behavior of concrete. Mater. Today Proc. 2020, 21, 1489–1495. [Google Scholar] [CrossRef]
- Chen, J.W. Fiber Nano-Modified Mechanical Properties of Rubber Concrete in High Temperature; Zhengzhou University: Zhengzhou, China, 2019. [Google Scholar]
- Liu, L. Research on Properties and Application of Fiber Waste Rubber Powder Modified Concrete; Shandong University: Jinan, China, 2019. [Google Scholar]
- Luo, T.; Zhang, C.; Sun, C.; Zheng, X.; Ji, Y.; Yuan, X. Experimental investigation on the freeze–thaw resistance of steel fibers reinforced rubber concrete. Materials 2020, 13, 1260. [Google Scholar] [CrossRef] [Green Version]
- Turatsinze, A.; Granju, J.L.; Bonnet, S. Positive synergy between steel-fibres and rubber aggregates: Effect on the resistance of cement-based mortars to shrinkage cracking. Cem. Concr. Res. 2006, 36, 1692–1697. [Google Scholar] [CrossRef]
- Wang, J.; Dai, Q.; Si, R.; Guo, S. Mechanical, durability, and microstructural properties of macro synthetic polypropylene (PP) fiber-reinforced rubber concrete. J. Clean. Prod. 2019, 234, 1351–1364. [Google Scholar] [CrossRef]
- Jin, H.; Tian, Q.; Li, Z. Aging test and performance prediction of rubber in mortar medium. J. Clean. Prod. 2022, 331, 129981. [Google Scholar] [CrossRef]
- Benazzouk, A.; Douzane, O.; Mezreb, K.; Laidoudi, B.; Quéneudec, M. Thermal conductivity of cement composites containing rubber waste particles: Experimental study and modelling. Constr. Build. Mater. 2008, 22, 573–579. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Percentage | |
|---|---|
| Recovery | 3–15% |
| Reutilization | 5–23% |
| Recovery (energy) | 25–60% |
| Stacking | 20–30% |
| Reference | CR Size | Reference | CR Size | Reference | CR Size |
|---|---|---|---|---|---|
| Steyn et al. [24] | <4.75 mm (fine) | Taak et al. [25] | 10–20 mm (coarse) | Dehdezi et al. [26] | 2–4 mm (fine) |
| Tiwari et al. [27] | <4.75 mm (fine) | Mhaya et al. [9] | 1–4 mm (fine), 5–8 mm (coarse) | Abdelmonem et al. [28] | 0–4 mm (fine) |
| Ramdani et al. [29] | 0.2–4 mm (fine) | Karunarathna et al. [23] | 2–4 mm (fine), 15 mm(coarse) | Othman et al. [30] | 180 µm (fine) |
| Ossola. [31] | 420–840 µm (fine) | Rahim et al. [32] | 2–4 mm (fine) | Mousavimehr et al. [33] | 0–4.75 mm (fine) |
| Barrera et al. [34] | 0.85–2.8 mm (fine) | Habib et al. [35] | 0.075–10 mm (fine) | Liu et al. [36] | <0.42 mm (fine) |
| Su et al. [37] | 0.3 mm, 0.5 mm, 3 mm (fine) | Chaikaew et al. [38] | 3.36 mm (fine) | Eisa et al. [39] | 2–3 mm (fine) |
| Zhu et al. [40] | 1–2 mm (fine) | Aslani et al. [41] | 2–5 mm (fine) | Shahjalal et al. [42] | 4.75–19 mm (fine\coarse) |
| Li et al. [43] | 0–4 mm (fine) | Wang et al. [44] | 1.19–19 mm (fine\coarse) | Gerges et al. [45] | 710 µm (fine) |
| Aureliano et al. [46] | 0–1.18 mm (fine) | He et al. [47] | <0.088 mm (fine) | Liu et al. [48] | 0.178, 1.11, 2 mm (fine) |
| Material | Main Ingredients | Composition |
|---|---|---|
| Rubber | Natural rubber, synthetic rubber | 51% |
| Reinforcing agent | Carbon black, silica | 25% |
| Softener | Petroleum process oil, petroleum synthetic resin, etc. | 19.5% |
| Vulcanizing agent | Sulphur, organic vulcanizers | 1.0% |
| Vulcanizing accelerator | Thiazole accelerators, sulfenic amide accelerator | 1.5% |
| Vulcanizing accelerator aid | Zinc oxide, stearic acid | 0.5% |
| Antioxidant | Amine antioxidants, phenol antioxidants, wax | 1.5% |
| Filler | Calcium carbonate, clay |
| Chemical Composition | Percentage (%) |
|---|---|
| SBR | 48.0 |
| Carbon black | 47.0 |
| Extender oil | 1.9 |
| Zinc oxide | 1.1 |
| Stearic acid | 0.5 |
| Sulfur | 0.8 |
| Accelerator | 0.7 |
| Element | Before Treatment of Rubber | After Treatment of Rubber | ||
|---|---|---|---|---|
| Weight% | Atomic% | Weight% | Atomic% | |
| C K | 62.80 | 71.52 | 70.25 | 78.10 |
| O K | 29.92 | 25.58 | 22.71 | 18.95 |
| Al K | 0.80 | 0.40 | - | - |
| Si K | 2.39 | 1.16 | 3.20 | 1.52 |
| S K | 0.64 | 0.27 | 1.74 | 0.72 |
| Ca K | 2.56 | 0.87 | 2.10 | 0.70 |
| Zn K | 0.88 | 0.18 | - | - |
| Total | 100 | 100 | ||
| References | Rubber Particle Size | Best Rubber Content | Treatment Methods | Compressive Strength | Durability |
|---|---|---|---|---|---|
| Navarro [50] | Average particle diameter is 0.63 mm | 9 wt% | Mix in an open low shear intermittent mixer for 1.5 h at 180 centigrade and 1200 rpm | _ | _ |
| Jokar [4] | 1–6 mm | 5 wt% rubber and 15% zeolite |
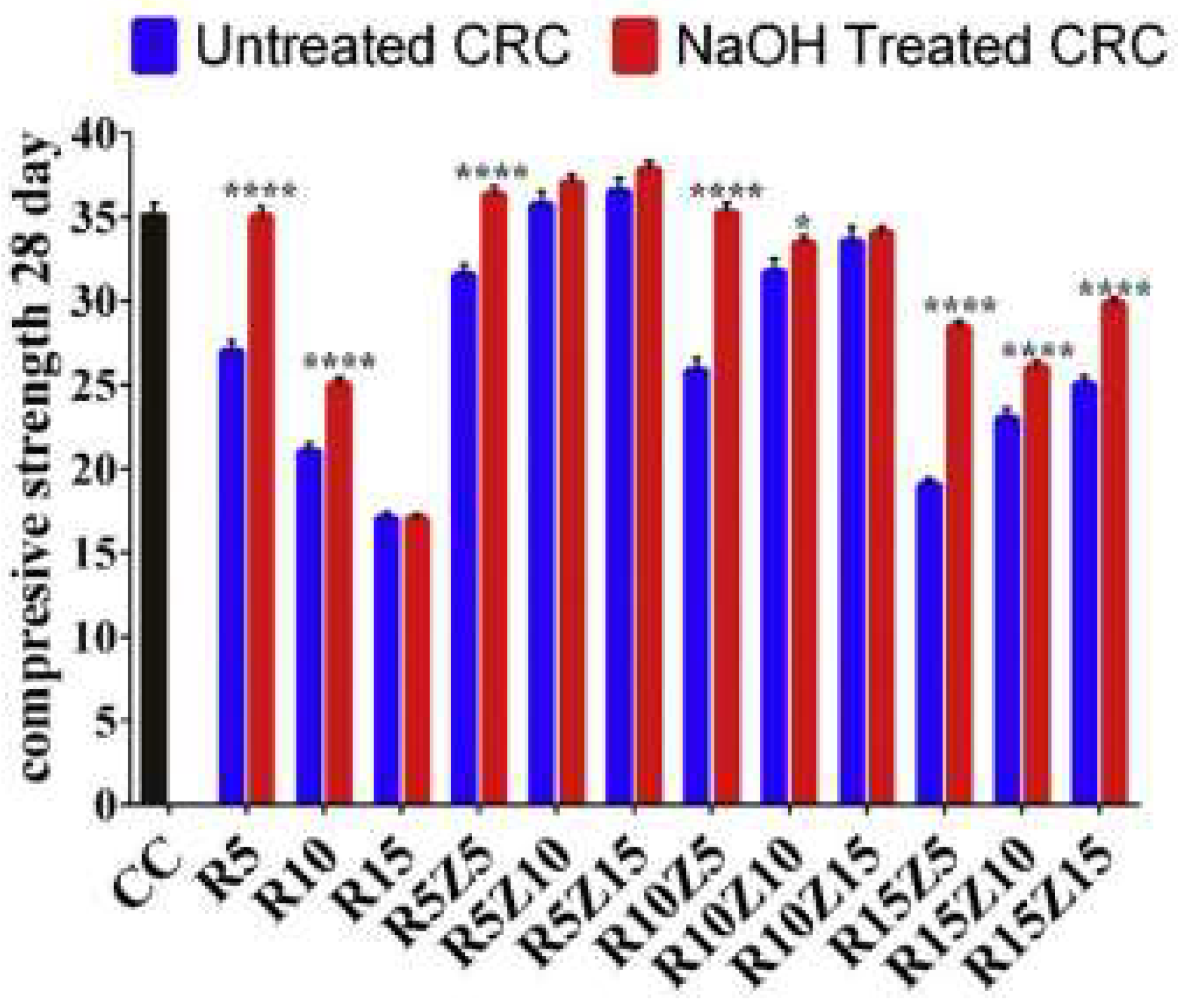
| The compressive strength of all samples of rubber concrete modified by NaOH solution at 7 and 28 days was higher than that of the untreated control group | _ |
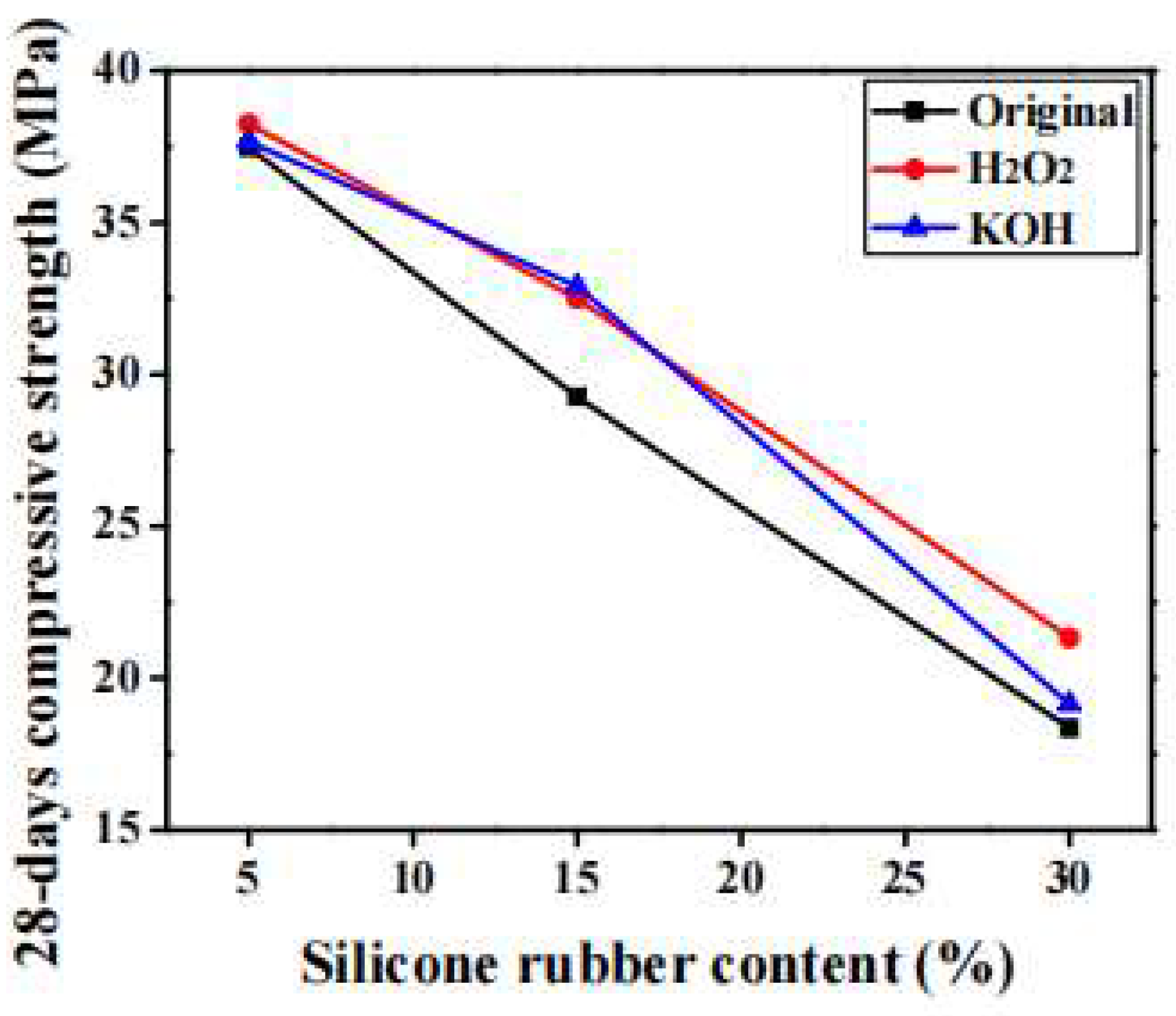
| Qin [19] | 5, 10, 20 and 50 mesh | 5 wt% treated with KOH or H2 O2 |
| With the increase in rubber content, the compressive strength of mortar decreased slightly. The pretreatment method has an enhancing effect on mechanical strength of mortar | _ |
| Kumar [5] | 0.6–2.36 mm | 15 wt% | The rubber particles were first soaked in 15 wt% sulfuric acid solution for 2 h, then washed with water 3–4 times and finally dried by natural air for 24 h | The rubber particles pretreated with sulfuric acid will not cause serious strength loss even when the content reaches 15 wt% | _ |
| Zhang [54] | 5 and 40 mesh | For impact resistance, 5 wt% is best | The modifier prepared by 17.2 wt% aca, 13.8 wt% peg and 69.0 wt% ae is sprayed on the surface of rubber particles, then stirred for 20 min, then placed in an oven and heated at 40 °C for 30 min, then heated to 110 °C for 45 min and finally naturally cooled to room temperature | Rubber particle modification can improve compressive strength | Modified rubber particles can reduce the water–cement ratio of concrete mixtures from 0.4 to 0.38 |
| Najim [55] | 2–6 mm | 12% with mortar precoating |
| Precoating rubber particles with mortar can significantly improve the interfacial bonding between interphase rubber and cement mortar, and the compressive strength can be increased by 37% | Mortar pretreatment gives rubber concrete a better hole distribution, although the size of holes is not very different from that of other pretreatment methods |
| Youssf [6] | 2.36 and 4.75 mm | 15 wt% |
| After adding rubber, the compressive strength of concrete decreases obviously. The compressive strength of rubber concrete was improved by 2–10% by various pretreatment methods | Various pretreatment methods can help improve the hydrophilicity of rubber, which is manifested by a decrease in carbon content and an increase in oxygen content |
| Zhu [56] | 1–3 mm, 3–6 mm, 20 mesh | 5 wt% with the size is 3–6 mm | The surface properties of rubber particles were changed by immersing rubber in silane coupling agent | The compressive strength of rubber concrete decreases with the increase in rubber content. The larger the rubber particle size, the less the strength decreases; rubber particles with particle size of 1–3 mm have the best modification effect | After adding rubber, the total porosity increased; the larger the particle size of rubber, the smaller the median pore size; compared with the control group, the specific pore volume of the modified rubber concrete decreased significantly |
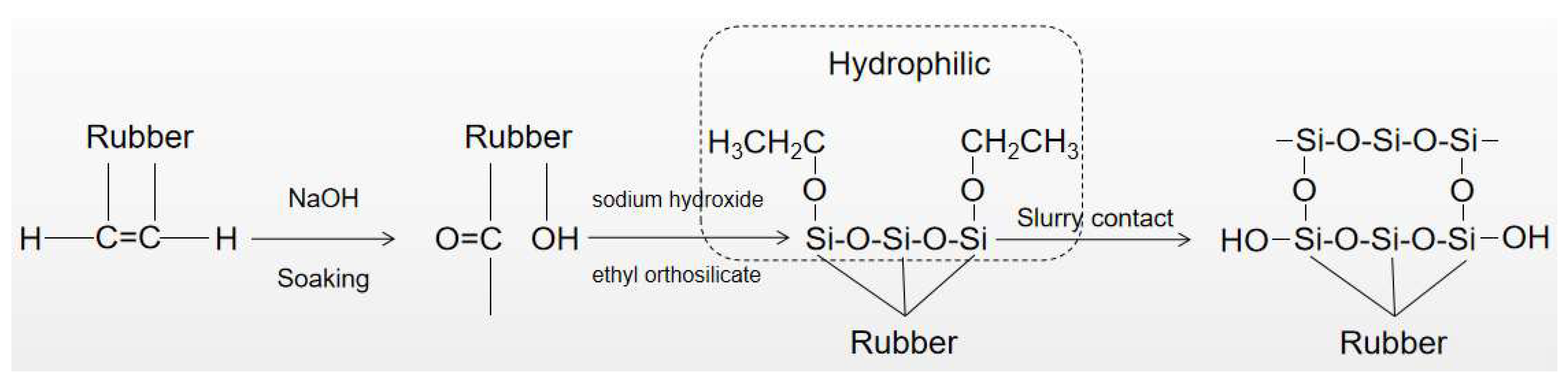
| Chen [57] | 300–700 μm | _ | It was first immersed in sodium hydroxide solution and then immersed in ethyl orthosilicate ethanol solution prepared with ethyl orthosilicate (TEOS) and absolute ethanol solution for modification | The compressive strength of 10% rubber mortar modified with 5 wt% TEOS at 28 days was 28.58 MPa, which was 26.63% higher than that of the original rubber, greatly improving the compressive strength of the mortar | — |
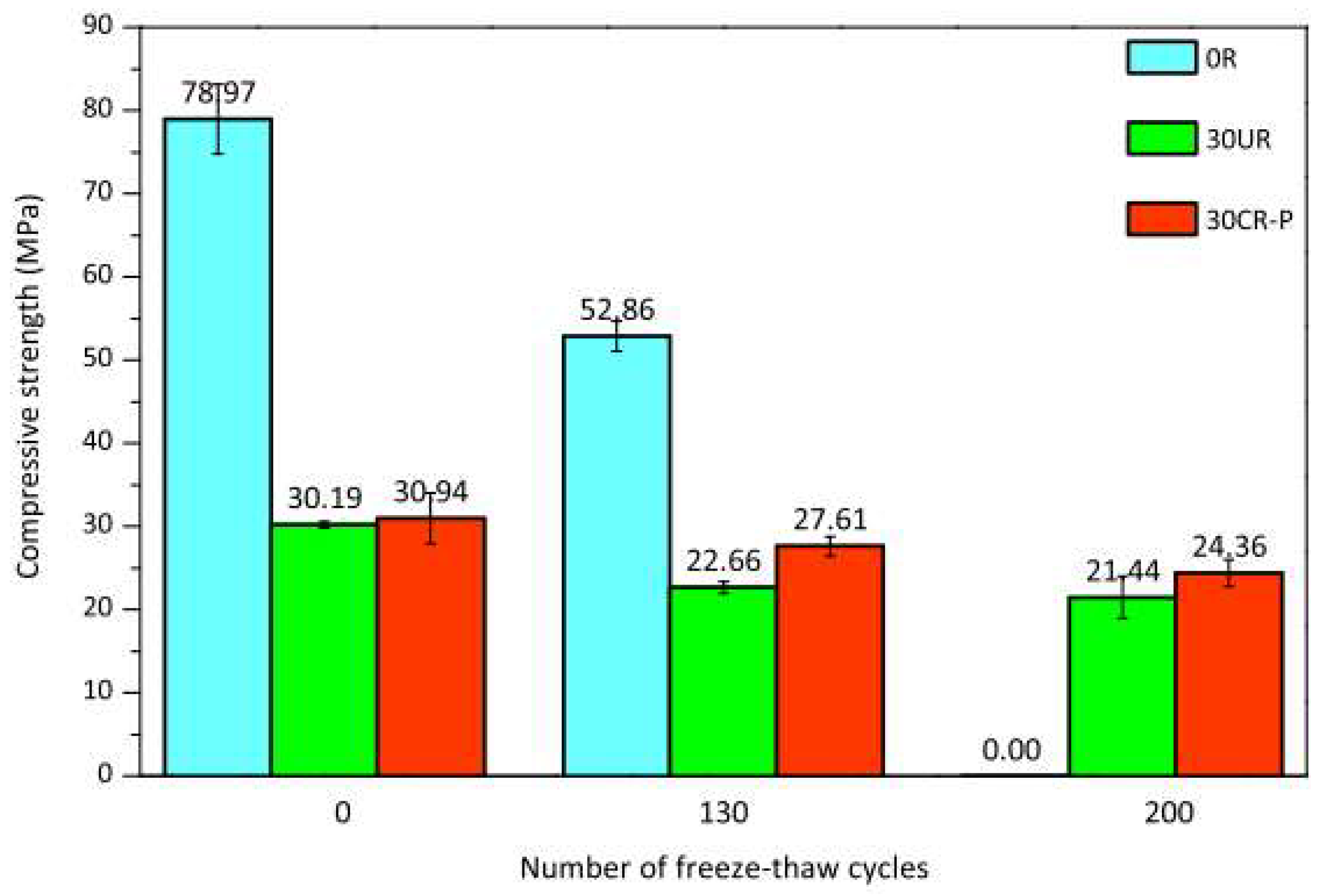
| Pham [10] | 0.6–1.3 mm | 30 wt% rubber precoat with styrene butadiene-type copolymer | First, RA needs to be precoated with styrene butadiene copolymer (2% of RA mass). The treated RA was kept in a room at a temperature of 20 ℃ and a relative humidity of 50% for 1 h | _ | The ability of resisting freeze–thaw cycles of rubber cement mortar was better than that of the control group, which shows that the residual strength was greater and the mass loss smaller. The combination with special treatment performed better |
| Kashani [11] | 2.36–4.75 mm | 10 wt% with cement coating |
| Compared with untreated samples, the compressive strength of rubber concrete pretreated with different coating methods increased by 42% and 49% | Chemical pretreatment changed the hydrophobic properties of rubber particles, strengthened the bonds between rubber particles and cement matrix, and reduced the porosity of the specimen |
| Zhong [58] | 80 mesh | 10 wt% |
| When the rubber content was less than 20%, the modification effect of NaOH was the best; when the content of NaOH was less than 15%, the modification effect of NaOH was the best, followed by styrene–acrylic emulsion, while there was no significant difference between the water washing group and the control group | On the basis of the apparent analysis, it is believed that the addition of rubber particles helps to improve the ability of magnesium oxide cement to resist freeze–thaw cycles. |
| Chou [59] | 30–50 mesh | _ | Soak the rubber particles in carbon disulfide and put them in glassware to stand at room temperature. After the carbon disulfide evaporates, clean the rubber with acetone and dissolved water | The pretreatment of carbon disulfide can help the rubber particles change the hydrophobic characteristics, strengthen the hydration process and enhance the compressive strength of rubber concrete | The pretreatment of carbon disulfide can help to improve the friction between the aggregate and the cement matrix in the concrete, strengthen the molecular forces between C-S-H, strengthen the hydration reaction and reduce porosity |
| Chemical Compositions | GBFS (%) | Chemical Compositions | RC (%) | Physical Properties | RC |
|---|---|---|---|---|---|
| Silica Oxide, SiO2 | 30.80 | Acetone extract | 10 | Size of fine rubber, mm | 1–4 |
| Aluminium Oxide, Al2O3 | 10.9 | Ash content | 24 | Size of coarse rubber, mm | 5–8 |
| Iron Oxide, Fe2O3 | 0.64 | Carbon black | 14 | Heat loss, kgf/cm2 | <1 |
| Calcium Oxide, CaO | 51.80 | Rubber Hydrocarbon (RHC) | 52 | Metal content, % | <0.5 |
| Magnesium Oxide, MgO | 4.57 | Fiber content, % | <1 | ||
| Potassium Oxide, K2O | 0.36 | ||||
| Loss on Ignition, LOI | 0.22 |
| References | Rubber Particle Size | Best Rubber Content | Treatment Methods | Compressive Strength | Durability |
|---|---|---|---|---|---|
| Xue [7] | Maximum size of 6 mm | 5 wt% with silica fume | The silica fume coats the rubber crumb, with free water in the concrete | The compressive strength of rubber concrete decreased with the increase in rubber content, and the compressive strength at 20% replacement rate decreased by 46.68% compared with the control group | Adding rubber to concrete will increase its damping ratio; the addition of silica fume strengthened the adhesion between rubber particles and cement matrix |
| Li [8] | 8–12 mesh | In terms of impact resistance, 30% rubber mixed with 10% micro silicon powder is the best | The silicone rubber modifier is used to pretreat the rubber | The modified effect of the modifier on the coarse-grained rubber is better than that of the fine rubber powder, and the increase ratio of the compressive strength is 20% to 10% | _ |
| Hamid [13] | The same size of sand; 10 mm; 20 mm | The combination of ordinary water mixing and 5% rubber replacing coarse aggregate is the best | Adding 7 wt% silica fume into rubber concrete. Rubber concrete prepared by replacing ordinary water with seawater | The compressive strength of the combination of 100% seawater and 20% rubber decreased by 65% compared with the control group | The results of RCP and water absorption test prove that rubber particles can slightly improve the permeability of concrete |
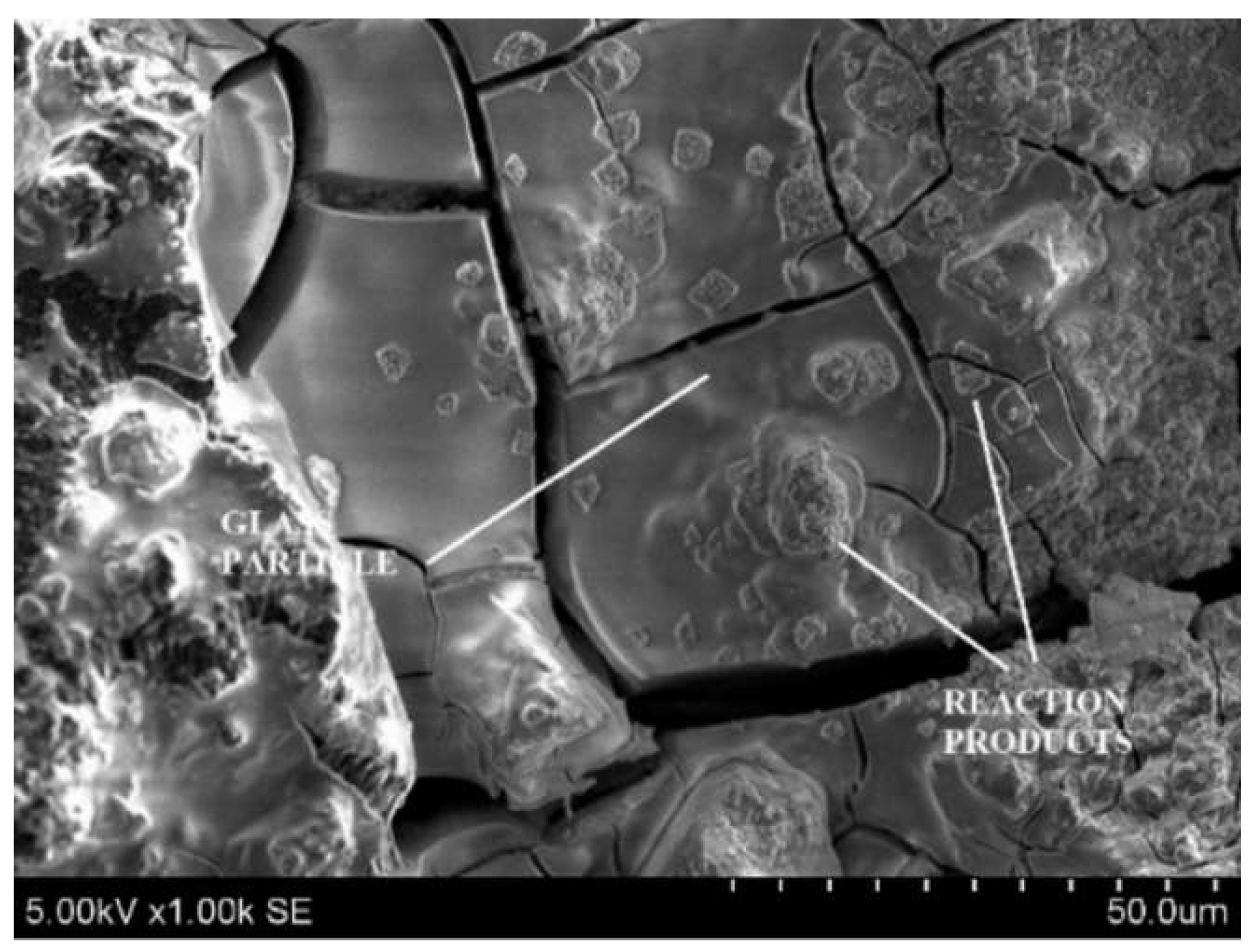
| Mhaya [9] | 1–4 mm, 5–8 mm | 30 wt% mixed rubber | Adding 10–50% ground blast furnace slag as modified material of rubber concrete | The combination of 30% coarse and fine mixed rubber particles had the highest compressive strength after 28 days of curing (27.2 mpa) | The microstructure analysis shows that the increase in rubber content will weaken the interfacial transition zone and cause an increase in porosity |
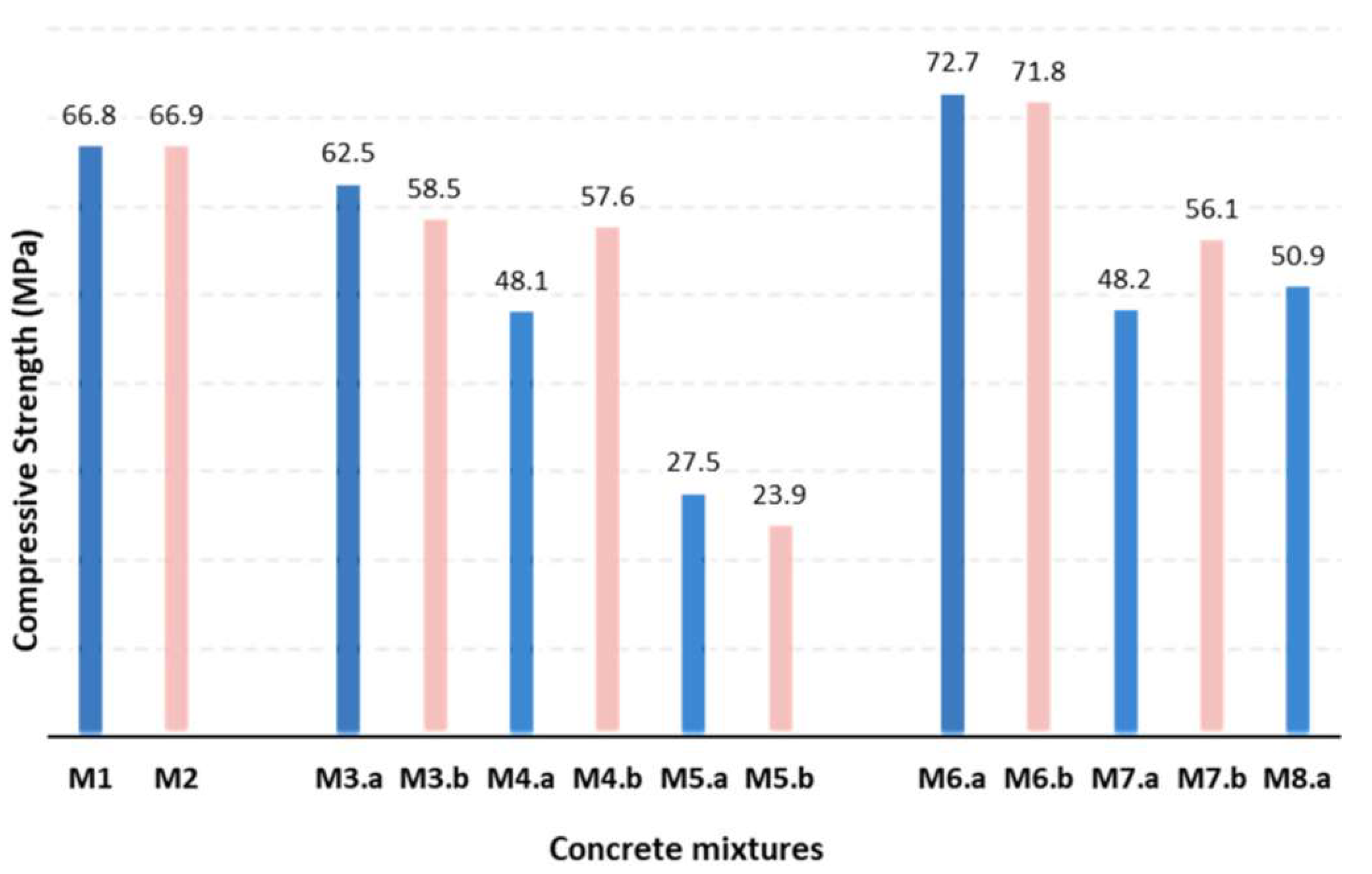
| Grinys [60] | 0.063–2 mm | For durability, the sample with 10 Kg/m3 rubber replacing fine aggregate performs best | Polypropylene fiber and glass powder mixed into rubber concrete for modification; liquid polymer-based carboxylated styrene butadiene latex used as the surface treatment for rubber particles | The compressive strength of glass powder modified rubber concrete samples after 56 days of curing increased by 13% compared with 28 days, while other samples in the same period increased by only 2.8% | The high specific surface area of fine rubber powder helps to improve the freeze–thaw resistance of rubber concrete. Fine rubber powder can well fill the tiny pores between aggregate and cement matrix |
| Kang [61] | 1–2.36 mm | _ | Modification test carried out by adding silica fume into rubber concrete | The addition of rubber reduces the compressive strength of concrete, and the addition of silica fume can help to improve the compressive strength of rubber concrete | The abrasion resistance of rubber concrete is better than that of the control group. The addition of silica fume can improve the abrasion resistance of rubber concrete |
| Li [65] | 60 mesh | _ | Carbon nanotubes added in the mixing process of rubber concrete | After 28 days of curing, when the CNT content was 0.08%, the compressive strength increased by 57.0%. The compressive strength decreased with the increase in CNT content | CNT effectively improved the impermeability. When the CNT content was 0.04%, 0.08% and 0.12%, the water droplet infiltration rate decreased by 4.3%, 7.6% and 8.7%, respectively, compared with the control group |
| Bashar [66] | 30 mesh | _ | Nanosilica added in the mixing process of rubber concrete | The compressive strength of rubber concrete was significantly improved by the addition of nanosilica. The addition of nanosilica reduced the impact resistance of rubber concrete | The addition of nanosilica significantly reduced the porosity of rubber concrete, strengthened the internal microstructure of concrete and improved the durability of rubber concrete |
| Zhang [67] | 40 mesh | The rubber content is 19%, and the partial kaolin content is 13% | Metakaolin was added into rubber concrete as a substitute for cement to study its modification | The addition of rubber reduces the compressive strength of concrete, while the addition of metakaolin enhances the compressive strength of rubber concrete, but there is a threshold for the enhancement effect | After the freeze–thaw cycle, the mass loss of samples mixed with 19% rubber was 0.6% and that of samples mixed with 16% metakaolin was 0.33%, while that of the control group was 4.7% |
| Side [17] | 0.27–0.66 mm, 1.2–2 mm | When the rubber content is 20%, the rubber concrete has the best deflection resistance | Polyvinyl alcohol fiber and polyvinyl alcohol fiber are added to rubber concrete as additives, and fly ash, blast furnace slag, silica fume and metakaolin are used as substitutes for cement | The samples of fly ash, blast furnace slag, silica fume and metakaolin replacing cement all strengthen the compressive strength of rubber concrete | The microstructures of the rubber concrete samples mixed with metakaolin were observed after curing for 360 days. It was found that the pore structure almost disappeared, the water absorption decreased significantly and the durability improved |
| Onuaguluchi [16] | Smaller than 2.3 mm | _ | Limestone powder is used as a modified material for rubber. Rubber crumbs, water and LP are mixed in a Hobart mixer at low speed. Coated rubber crumbs are air-dried for 24 h and stored in plastic bags for one month | The compressive strength of rubber and silica fume samples pretreated with limestone powder is much higher than that of ordinary rubber concrete | The addition of rubber reduced the water absorption of concrete, and the samples mixed with silica fume even decreased by 59% compared with the control group |
| Basem [64] | Maximum size of 4.75 mm | _ | Blast furnace slag, fly ash, silica fume and metakaolin are added into rubber concrete after replacing cement in the proportions of 10%, 20%, 30% and 40% | Compared with the control group, the compressive strength of the samples with 20% rubber content decreased by 58.2%. Silica fume can help improve the compressive strength of rubber concrete | _ |
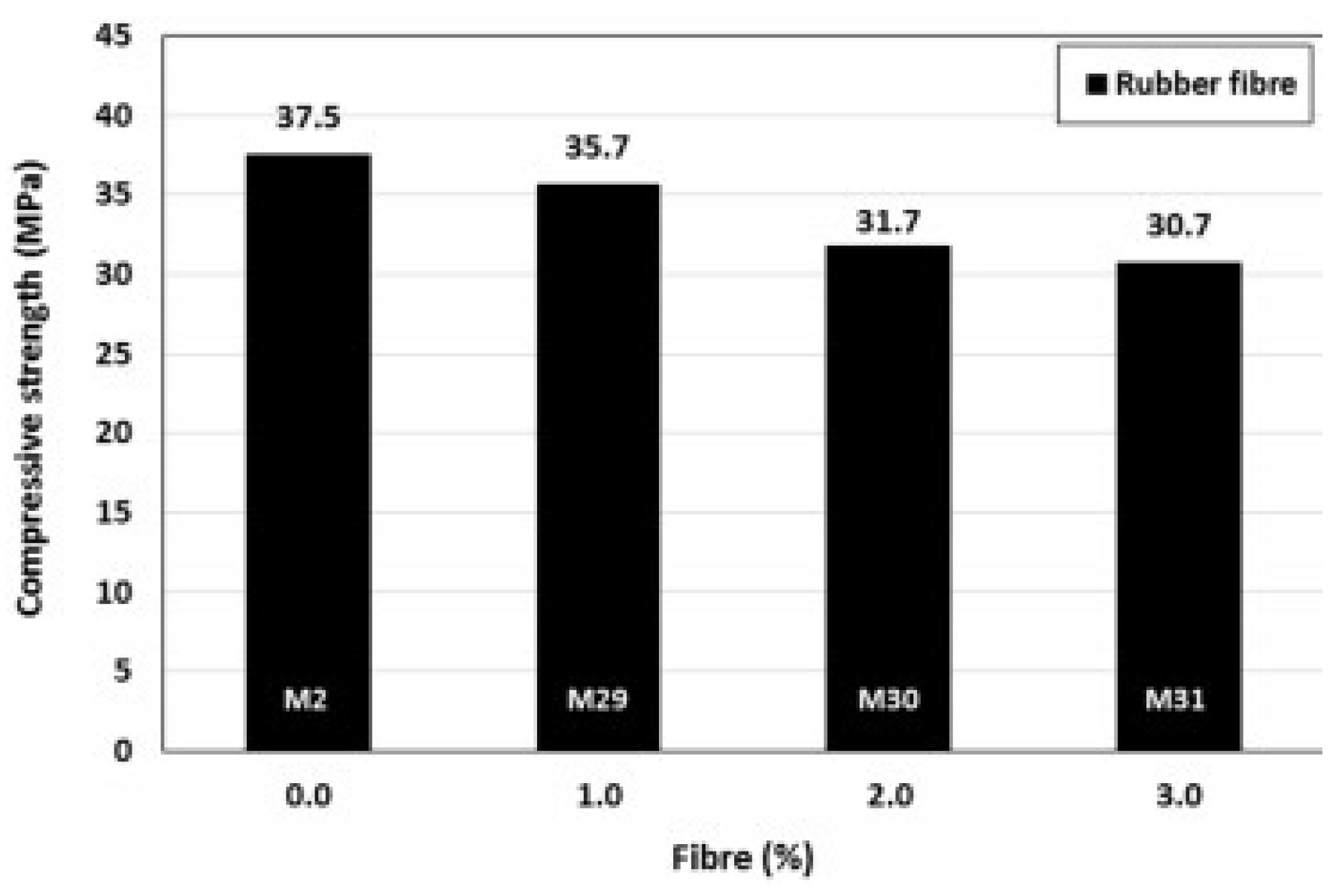
| Gupta [18] | 2–5 mm in width and up to 20 mm in length | _ | Fine aggregate is partially replaced by rubber fiber and cement is replaced by silica fume. Use a plasticizer to improve the working performance of concrete | The compressive strength decreases with the increase in the amount of rubber fiber and increases with the increase in silica fume replacement rate | The addition of silica fume will reduce the water absorption of concrete, while the increase in rubber fiber content will increase water absorption. After silica fume replaces cement, the chloride ion permeability of concrete increases |
| References | Rubber Particle Size | Best Rubber Content | Treatment Methods | Compressive Strength | Durability |
|---|---|---|---|---|---|
| Hossain [68] | Maximum CR size of 4.75 mm | The samples with 30% recycled aggregate, 5% rubber particles and 2% pp fibers have the best ductility and bending resistance | In recycled aggregate concrete, rubber particles were added to replace fine aggregate, and PP fiber was added for modification | The addition of rubber will reduce the strength of recycled concrete, while the addition of PP fiber will increase it. The compressive strength of concrete with 10% recycled aggregate replacement was better than that of the 30% replacement and control groups. | _ |
| Bu [69] | 1–2 mm | 0.1% pp + 0.9% MS (micro-steel fibers) was the best fiber mix | In the experiment, mixed fibers (PP fibers mixed with micro-steel fibers) and polycarboxylic ether-based superplasticiser were used to modify a mineral admixture | After 0.1% pp fiber +0.9%ms fiber was mixed into concrete, the maximum compressive strength of concrete was 33.94 mpa. Compared with the control group, the compressive strength of concrete samples with 20% rubber content decreased by 44.21% | _ |
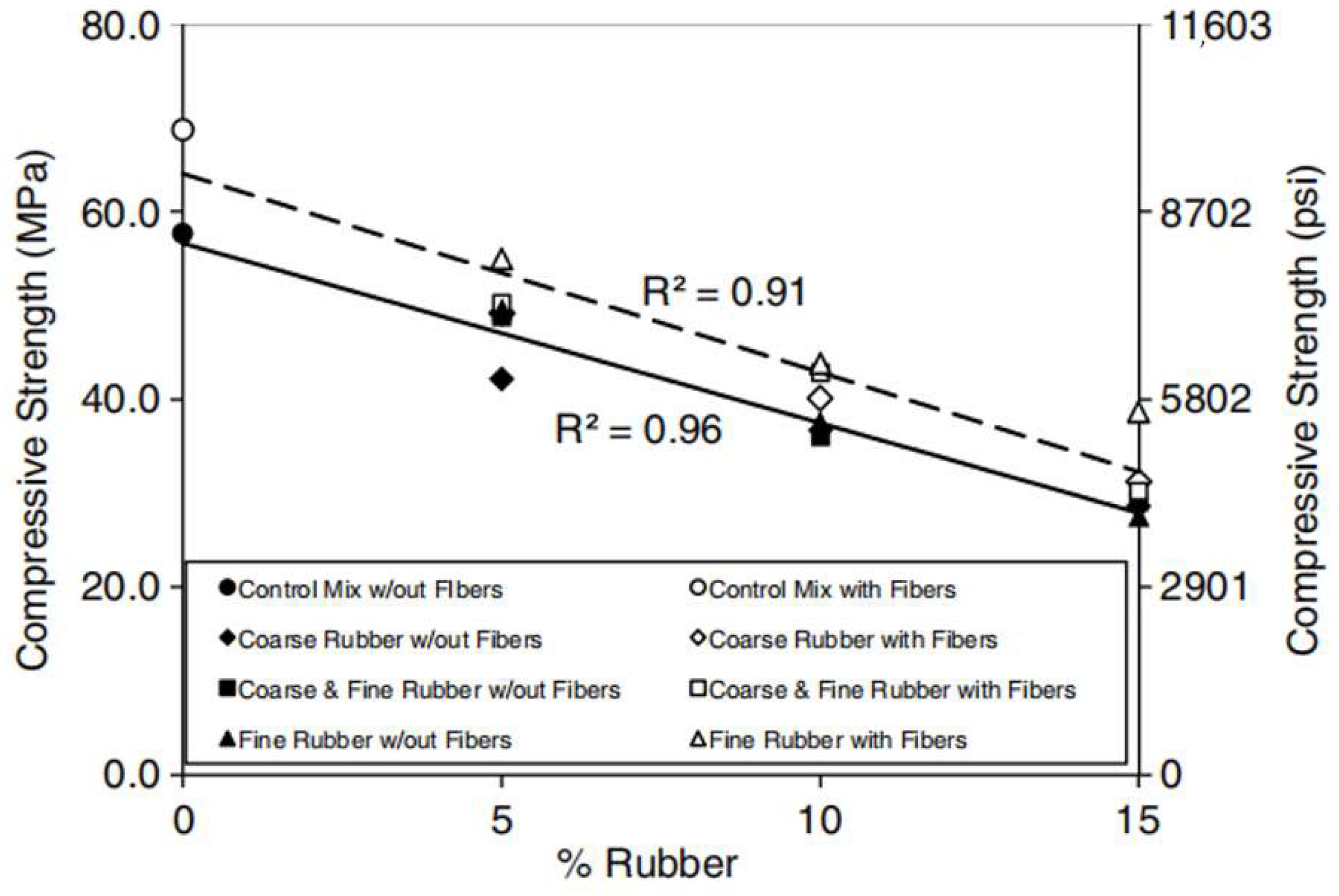
| Carroll [70] | 9.5 mm, 2.4 mm | _ | Five kinds of fibers were selected for modification: 9.5 mm and 13 mm (PVA) fibers, 25 mm twisted steel fibers, 25 mm hooked steel fibers and 13 mm straight steel fibers | The compressive strength of concrete samples will decrease no matter the size of rubber particles, but the samples mixed with fiber always maintain a high value | _ |
| Murali [71] | 12–19 mm | _ | Soak the rubber particles in 10% volume fraction NaOH solution for 0.5 h, wash them with clean water, then let them stand. At the same time, the steel fibers are used as an additive for modification. The author also took the water–cement ratio as the modification variable | The compressive strength of samples decreased with the increase in rubber content and increased with the increase in steel fiber content. The impact resistance increases with the addition of rubber and steel fibers | _ |
| Fu [72] | 1–3 mm | The combination of 10% rubber and 0.75% steel fiber has the maximum compressive strength | Steel fibers with 0.5%, 0.75% and 1% volume fractions were selected as the additives for modification | The compressive strength of the sample is determined by the amount of rubber and steel fibers | _ |
| Srivastava [73] | 10–50 mm | 50 mm long rubber fibers and 10% content was the best combination | Cut the rubber tire fiber up to 10 mm. This is used to replace the coarse aggregate in the concrete | The addition of rubber will reduce the compressive strength of concrete, but it shows less strength loss when the length of rubber fibers is 50 mm and the percentage of rubber fiber used is 10% | _ |
| Chen [74] | 1–2 mm | The optimum volume ratio of steel fiber modification is 1.0%, and the optimum content of nanosilica modification is 1.0% | The effects of steel fiber volume ratio and nanosilica content on the mechanical properties of rubber concrete were mainly studied | Steel fibers can increase the compressive strength of rubber concrete at high temperatures by 103.93%. The improvement of steel fibers on the compressive strength of rubber concrete at a high temperature is much greater than that at room temperature. Nanosilica can play a reinforcing role | _ |
| Liu [75] | 40–60 mesh | The best combination is a mixing amount of rubber powder less than 5 kg/m3 and of steel fibers less than 15 kg/m3 | Waste rubber powder, polypropylene fibers, carbon fibers and steel fibers were selected for modification | When the amount of rubber powder is less than 5 kg/m3 and the amount of steel fibers is less than 15 kg/m3, the amount of steel fibers increases and the compressive strength of the modified concrete will be greater than that of normal concrete | _ |
| Luo [76] | 0.125 mm | 2% steel fibers was best for rubberized concrete in terms of durability | In this paper, the compressive strength and durability of rubber concrete were studied by adding steel fibers | Rubber will reduce the compressive strength of concrete, while steel fibers play a reinforcing role and the reinforcing role of steel fibers decreases with the increase in the number of freeze–thaw cycles | The influence of steel fibers on the mass loss rate of rubber concrete in freeze–thaw cycles is positive |
| Turatsinze [77] | Smaller than 4 mm | _ | The synergistic effect of steel fibers and rubber particles on concrete was studied | The addition of rubber will reduce the compressive strength of concrete but significantly improve its brittleness | The presence of rubber greatly reduces the shrinkage of concrete and the presence of steel fibers enhances this effect |
| Wang [78] | 7–30 mesh | 0.5% polypropylene fibers combined with 10% rubber showed the best resistance to chloride ion penetration | The synergistic effect of polypropylene fiber and rubber particle-modified concrete was studied | After adding rubber into polypropylene fiber concrete, the compressive strength decreases significantly, but the residual stress after fracture increases significantly | The synergistic effect of rubber particles and polypropylene fibers greatly improves the freeze–thaw resistance and chloride penetration resistance of concrete |
| Gupta [15] | Width of 2–5 mm and length up to 20 mm, 0.15–1.9 mm | The combination with 10% rubber particles had the lowest mass loss in the freeze–thaw cycle test | The modification effects of rubber particle aggregates and rubber fibers on concrete were investigated | _ | The water resistance of rubber particles and fibers helps concrete better resist the corrosion of acid substances. Rubber particles and rubber fibers provide resistance to chloride ions |
| References | Rubber Particle Size | Best Rubber Content | Treatment Methods | Thermal Conductivity |
|---|---|---|---|---|
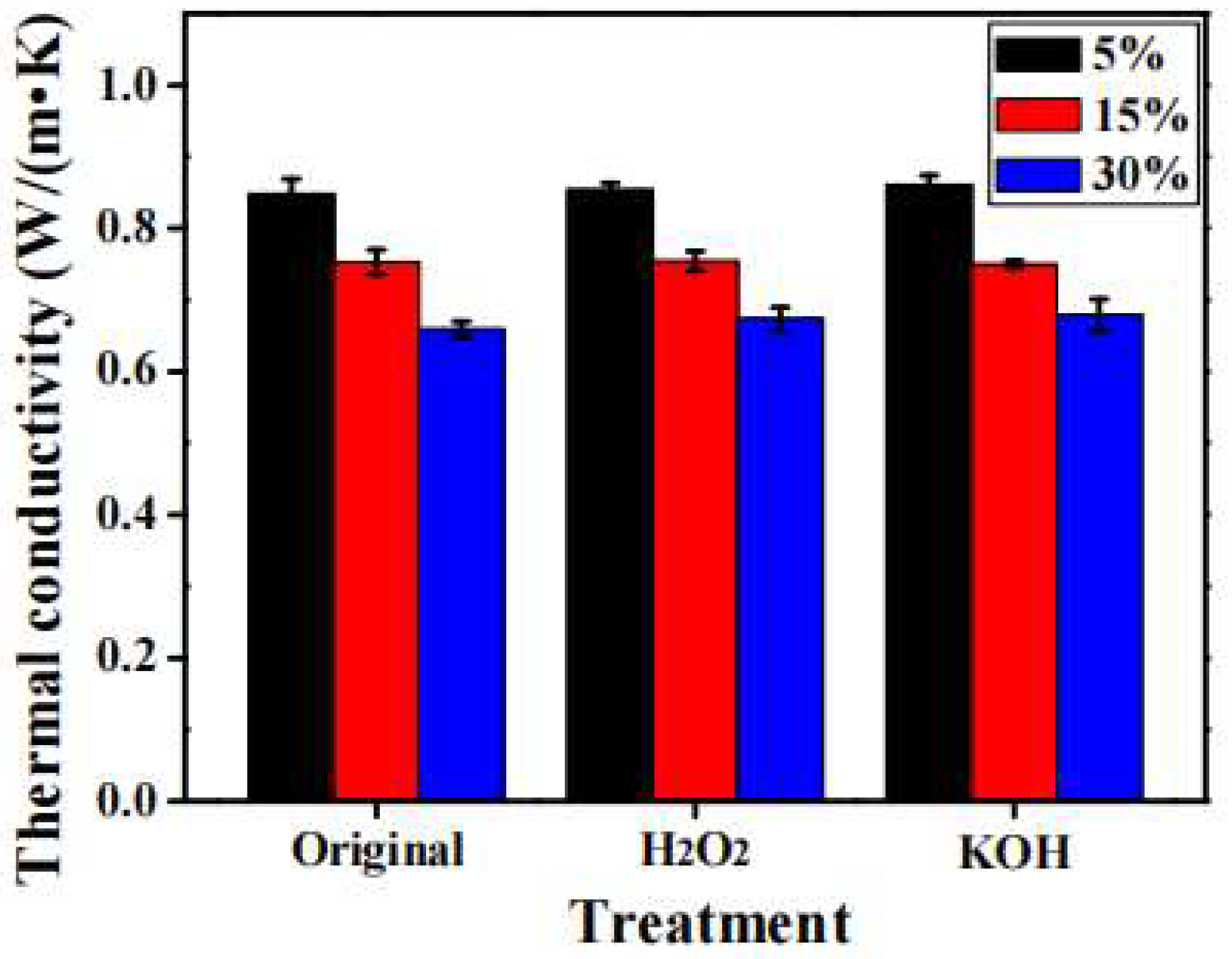
| Qin [19] | 5, 10, 20 and 50 mesh | 5 wt% treated with KOH or H2O2 |
| Compared with the control group, the thermal conductivity of the sample with 30% silicone rubber content was reduced by 60.64%, and the silicone rubber concrete had good thermal insulation and thermal insulation properties |
| Marie [20] | 0.075–4.75 mm | 20% recycled aggregate instead of coarse aggregate and 10% rubber particles instead of fine aggregate constituted the best combination | The author used recycled aggregate instead of coarse aggregate and rubber powder instead of fine aggregate to explore the modification of concrete | Appropriate recycled aggregate and rubber aggregate can reduce the thermal conductivity by up to 32% compared with the contract control group |
| Petrella [13] | 0.5–2 mm | _ | In this paper, rubber particles and waste porous glass were used as aggregate substitutes to modify the properties of concrete | The rubber particles fill the pores between the porous glass and the cement matrix, preventing heat transfer, thus reducing the thermal conductivity of concrete |
| Liu [75] | 40–60 mesh | The best combination was with the mixing amounts of rubber powder less than 5 kg/m3 and steel fibers less than 15 kg/m3 | Waste rubber powder, polypropylene fibers, carbon fibers and steel fibers were selected for modification | The temperature resistance of fiber waste rubber concrete was better than that of ordinary concrete in the control group, which shows that the temperature change in fiber waste rubber concrete was less than that in the control group within the same temperature change range |
| Benazzouk [80] | Smaller than 1 mm | 50 wt% | _ | The thermal conductivity of concrete samples with rubber particles decreases rapidly and decreases with the increase in rubber content |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bu, C.; Zhu, D.; Lu, X.; Liu, L.; Sun, Y.; Yu, L.; Xiao, T.; Zhang, W. Modification of Rubberized Concrete: A Review. Buildings 2022, 12, 999. https://doi.org/10.3390/buildings12070999
Bu C, Zhu D, Lu X, Liu L, Sun Y, Yu L, Xiao T, Zhang W. Modification of Rubberized Concrete: A Review. Buildings. 2022; 12(7):999. https://doi.org/10.3390/buildings12070999
Chicago/Turabian StyleBu, Changming, Dongxu Zhu, Xinyu Lu, Lei Liu, Yi Sun, Linwen Yu, Tao Xiao, and Wentao Zhang. 2022. "Modification of Rubberized Concrete: A Review" Buildings 12, no. 7: 999. https://doi.org/10.3390/buildings12070999
APA StyleBu, C., Zhu, D., Lu, X., Liu, L., Sun, Y., Yu, L., Xiao, T., & Zhang, W. (2022). Modification of Rubberized Concrete: A Review. Buildings, 12(7), 999. https://doi.org/10.3390/buildings12070999