

The Development of a New Thermoplastic Elastomer (TPE)-Modified Asphalt

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Asphalt Binder
2.1.2. TPE Modifier Raw Materials
2.2. Test Scheme
2.3. Test Methodology
2.3.1. Raw Material Activation Treatment
2.3.2. Preparation of TPE Modifier
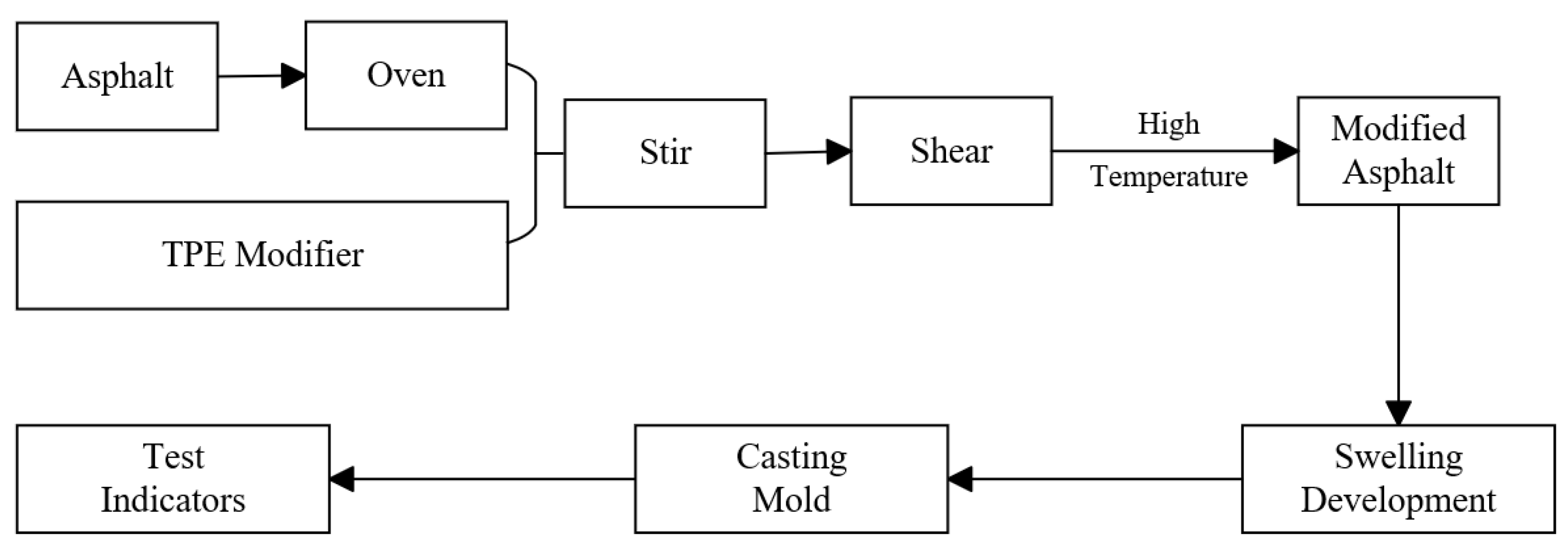
2.3.3. Preparation of TPE-Modified Asphalt
2.3.4. Research on the Performance of TPE-Modified Asphalt
3. Results and Discussion
3.1. Waste Crumb Rubber Activation and Modified Asphalt Properties
3.1.1. Activated Crumb Rubber-Modified Asphalt with Mono Activation Agent
- (1)
- Effect of WRP activated by various activation agents on asphalt properties
- (2)
- Effect of activator dosage on asphalt performance
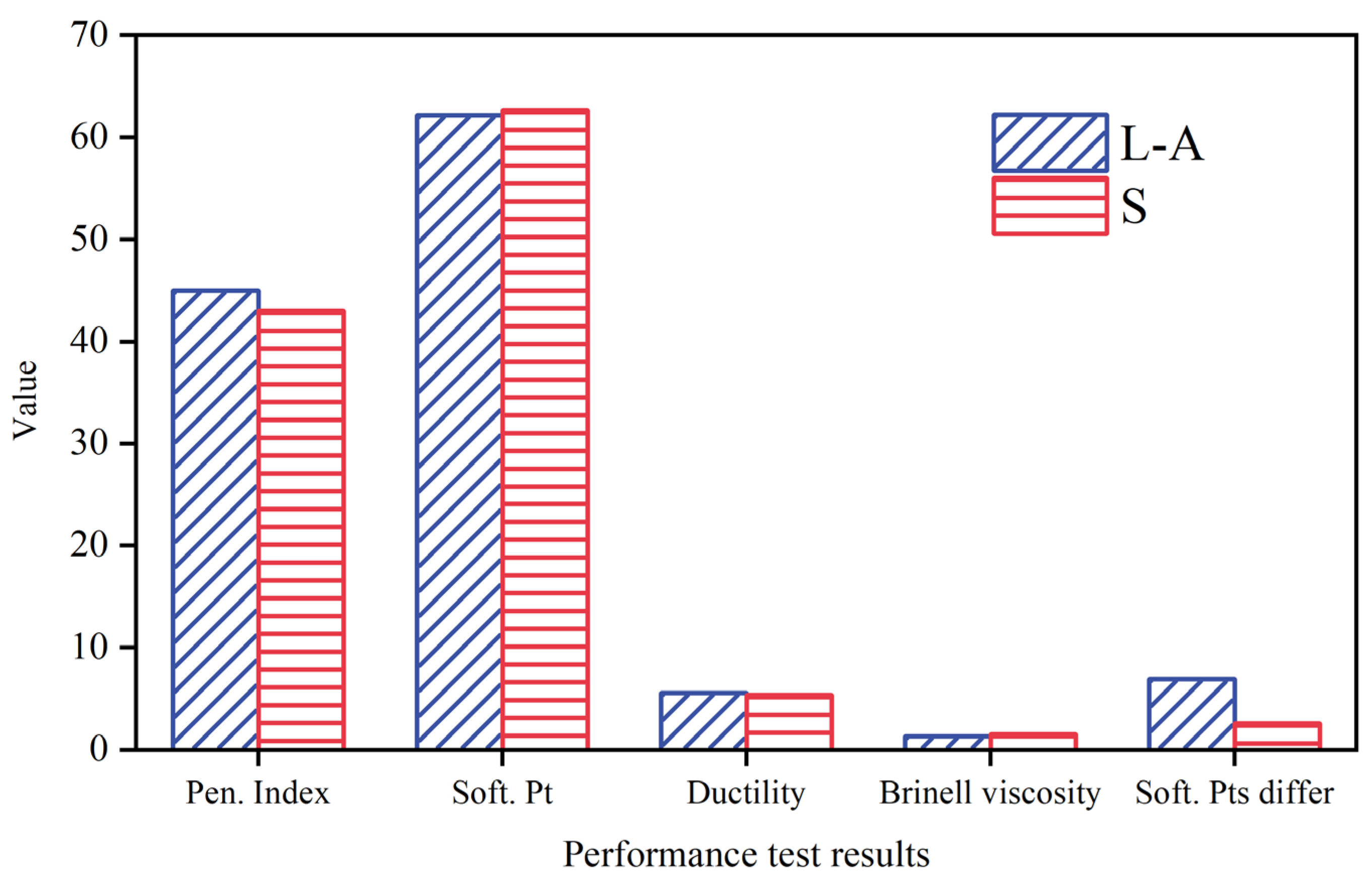
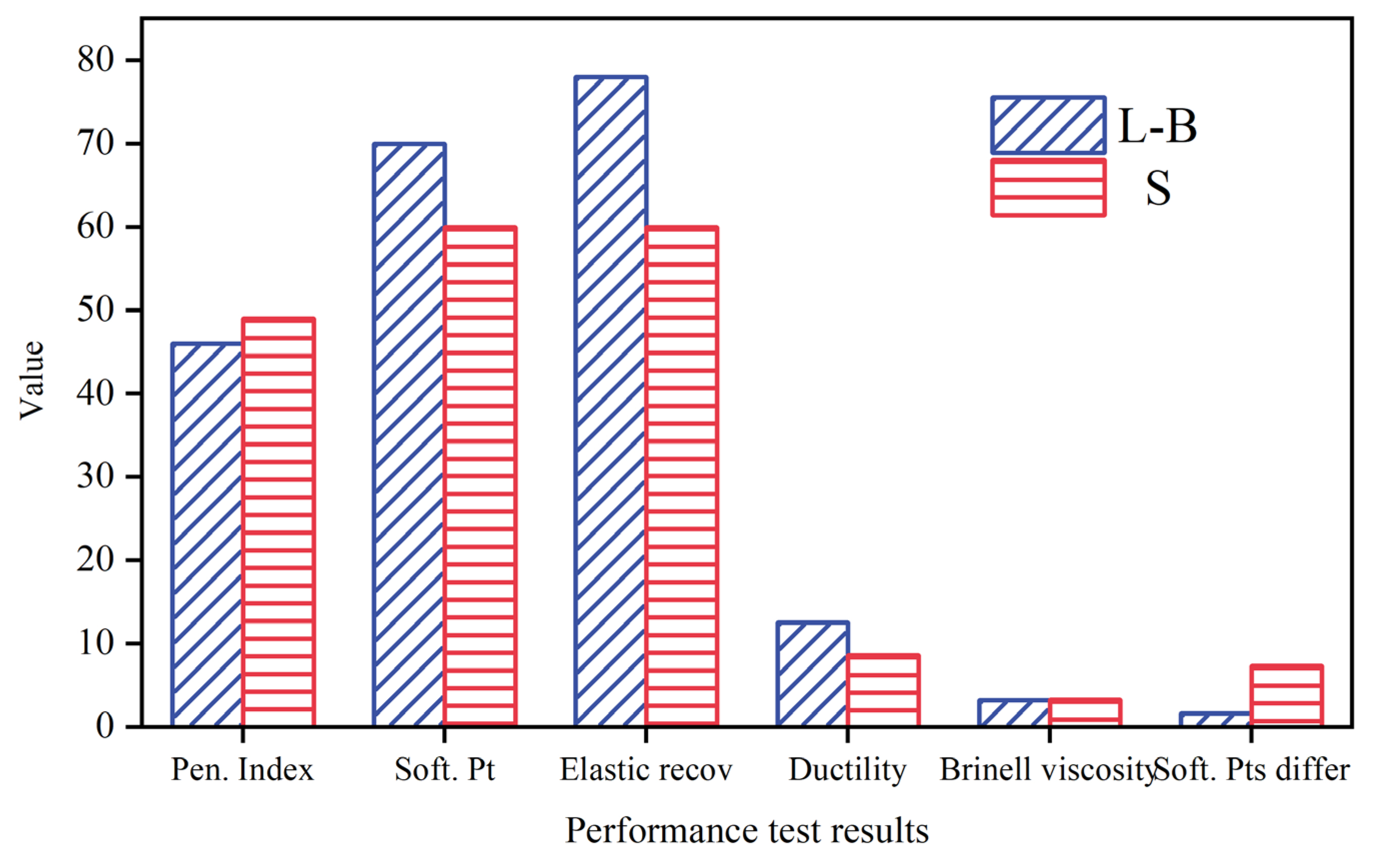
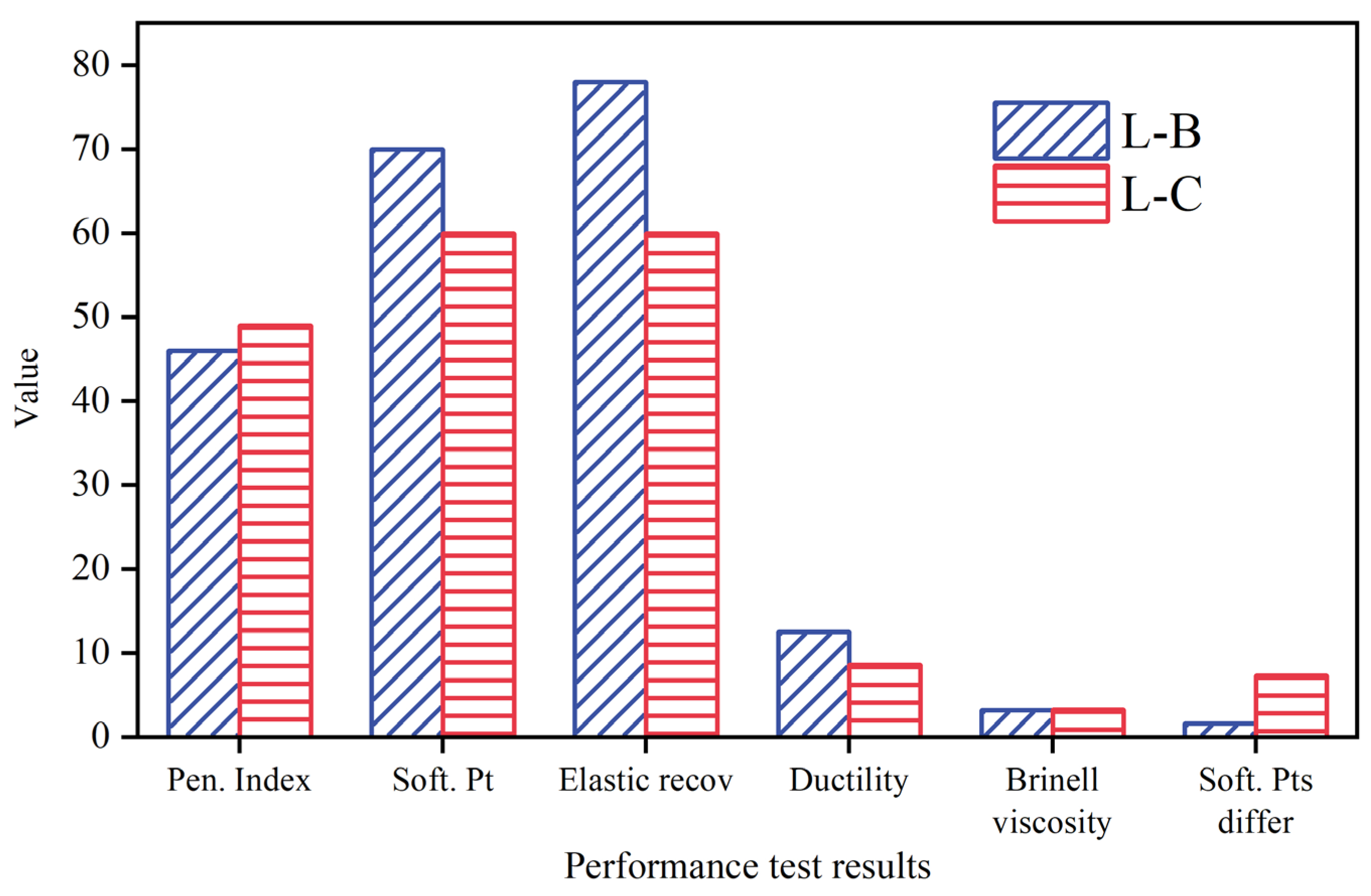
3.1.2. Properties of Activated Waste Rubber Powder and Modified Asphalt with Complex Activator
- (1)
- Similar to the modified asphalt with single activator system, the modified asphalt with L-B in the composite system has the best stability;
- (2)
- The addition of plant softener S-1 can improve the softening point of modified asphalt;
- (3)
- In the composite system, the change in the content of L-A and S has little effect on the performance of modified asphalt, and the performance index basically does not change with the change in its content;
- (4)
- Compared with other composite systems, the softening point of the modified asphalt system added with L-B is slightly lower.
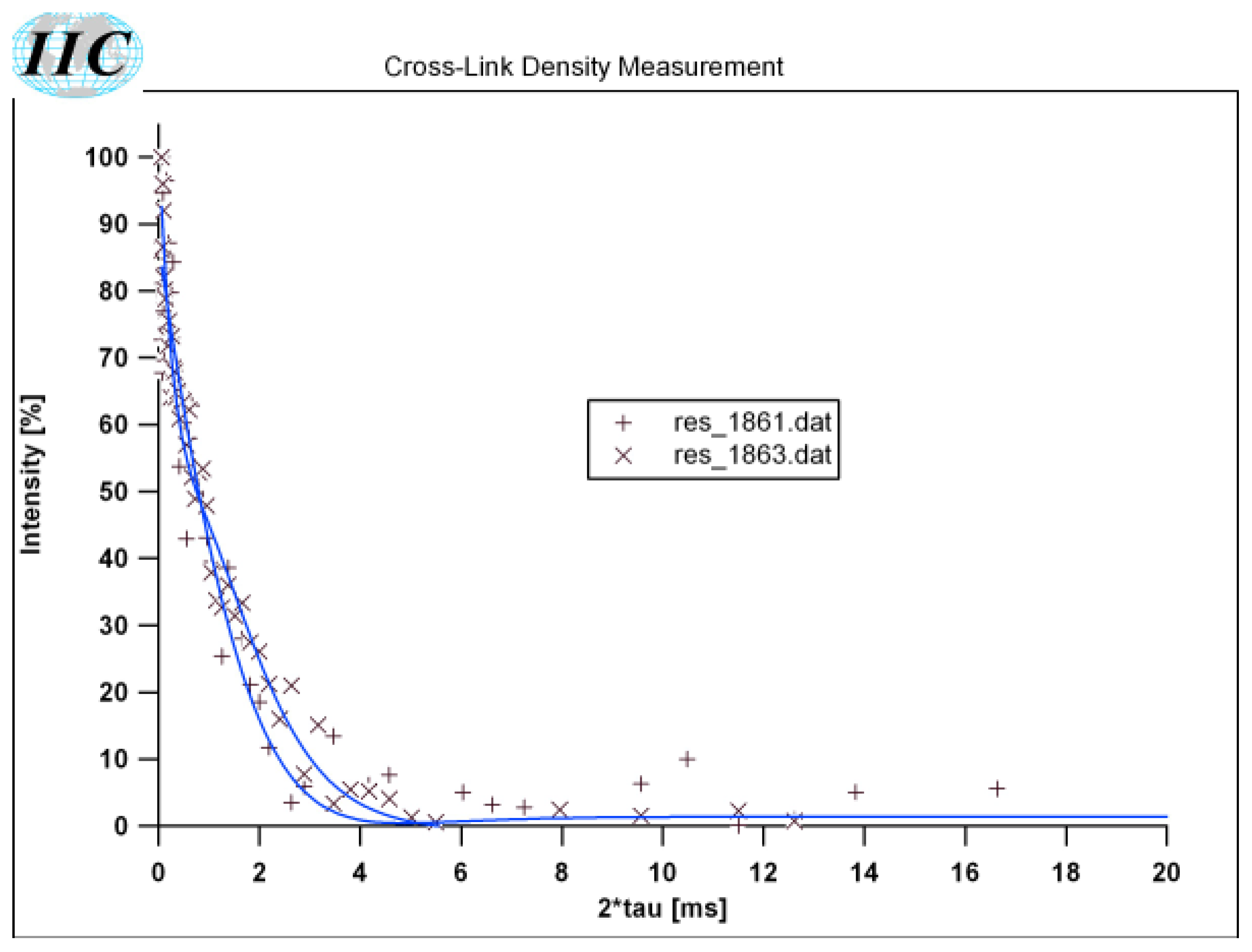
3.1.3. Study on Activation Effect of Waste Rubber Powder
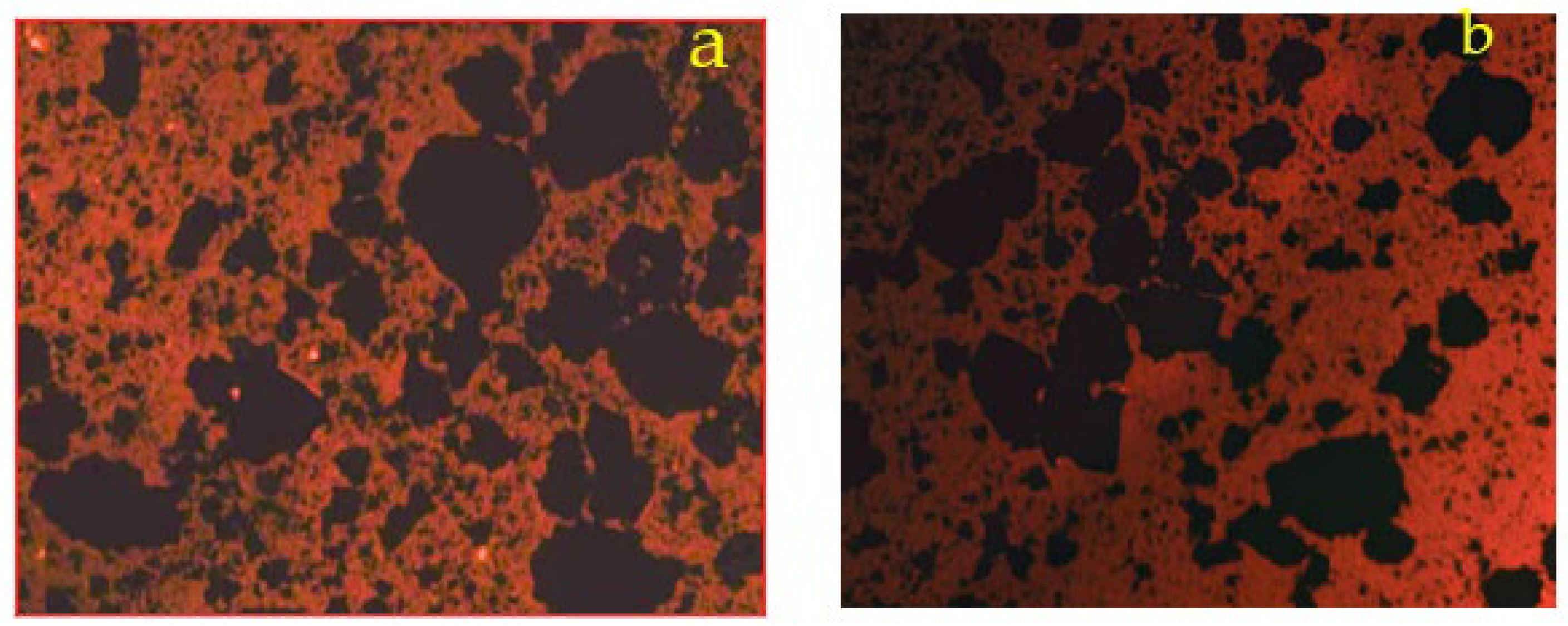
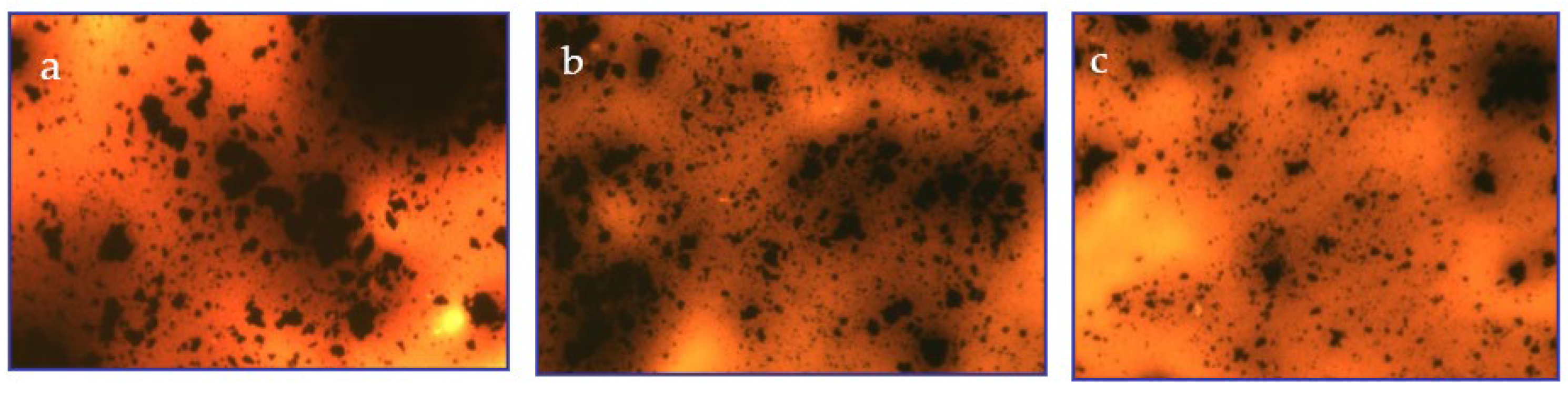
3.1.4. Activated Waste Rubber Powder-Modified Asphalt Microstructure Analysis
3.2. Selection and Determination of Organic Functional Group Graft Copolymer
3.2.1. Effect of Organic Functional Group Graft Copolymer on the Properties of Modified Asphalt
3.2.2. Effect of WRP/LDPE Ratio on the Performance of Modified Asphalt
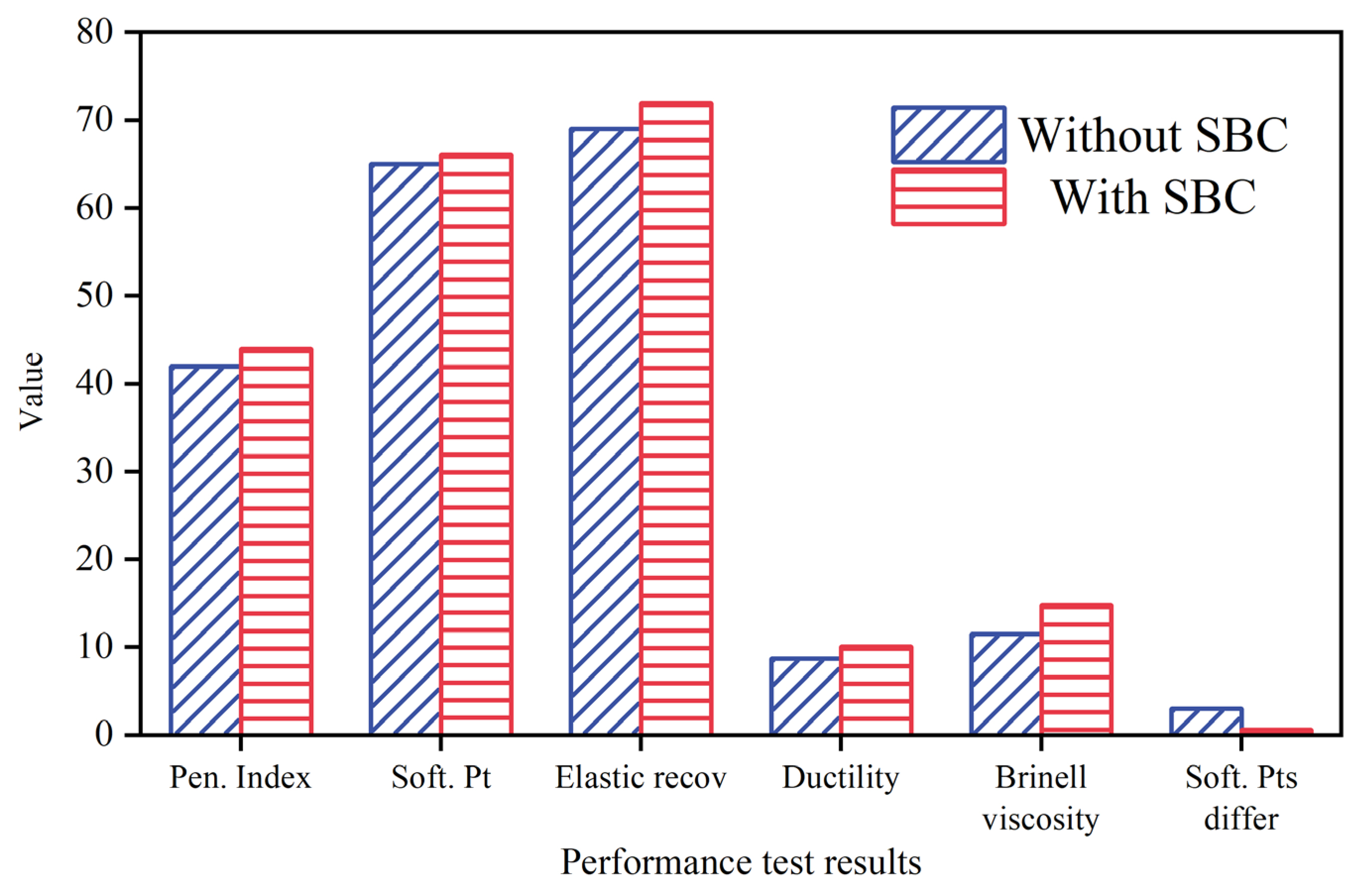
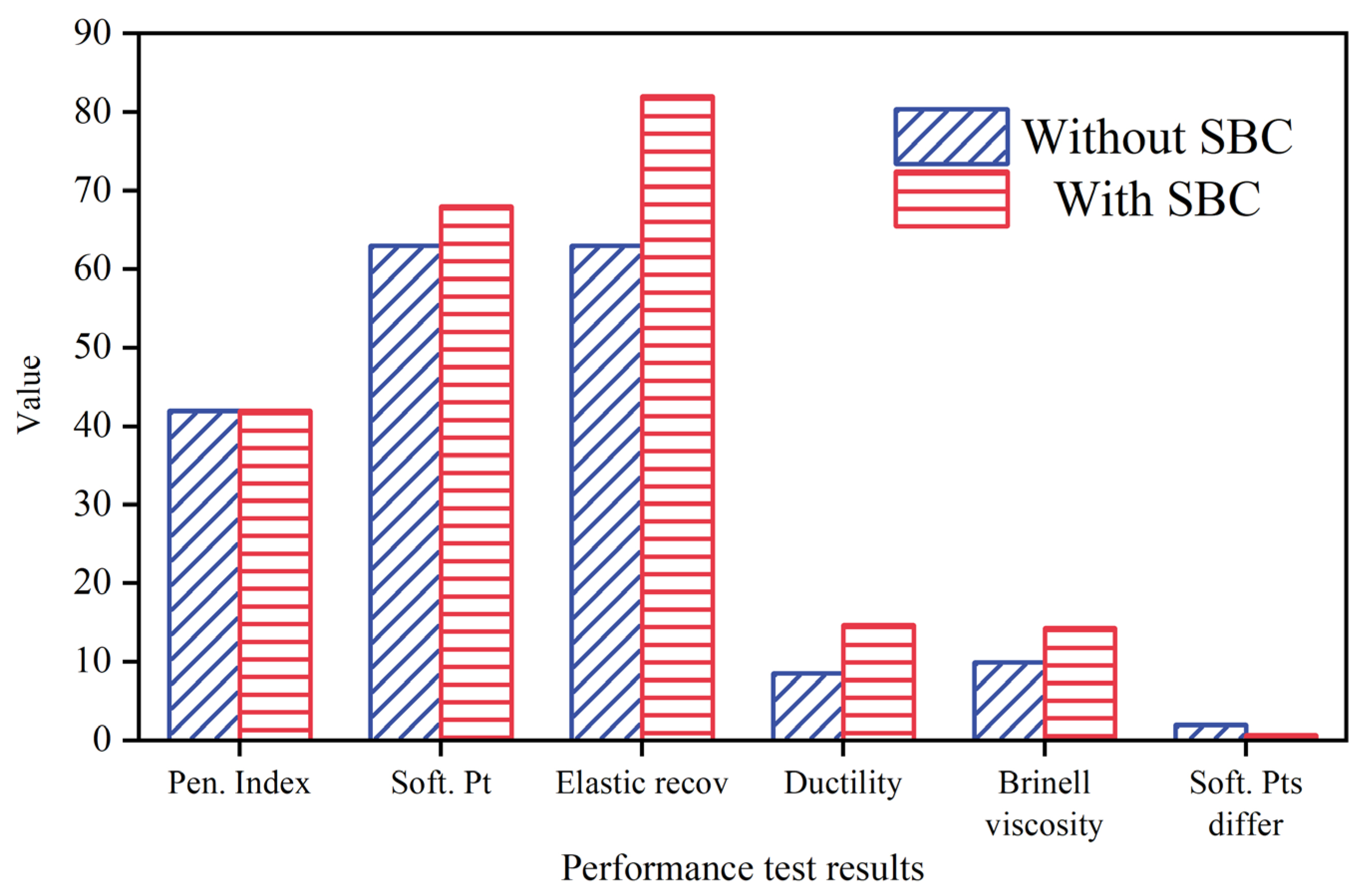
3.2.3. Effect of Additive SBC
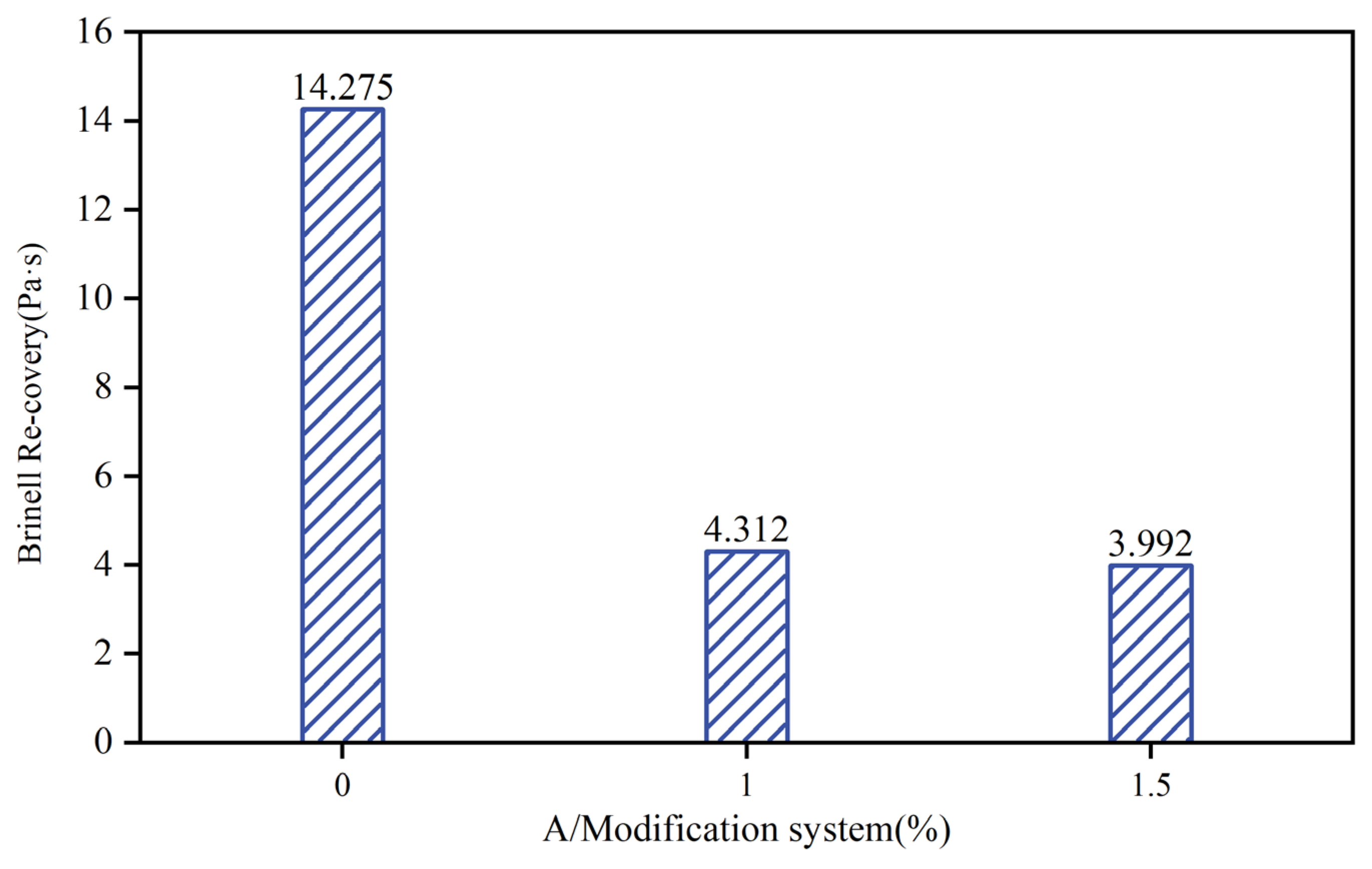
3.2.4. Viscosity-Reducing Effect of Plasticizer A on Asphalt
4. Conclusions
- (1)
- Investigation and analysis were carried out on the infrared and thermal analysis characteristics of crumb rubber and waste plastic, and based on this, a design method for rubber–plastic alloys used in modified asphalt was proposed. The theory of molecular phase structure design technology was used to design an SBS-like waste rubber–plastic alloy material structure based on the extracted infrared and thermal analysis data of waste rubber–plastic materials. A new thermoplastic elastomer alloy material was invented, which uses rubber with deep dynamic desulfurization as the soft segment region and polyolefin as the hard segment region;
- (2)
- The formulation and preparation processes of the rubber–plastic alloy were studied indoors, and the technical scheme adopted included graft modification of the rubber–plastic alloy with activated waste rubber powder and organic functional group graft copolymer. In the experiment, a mono activator and a composite activator were used to activate the waste rubber powder, and a comparative study of their properties was carried out. The results showed that after adding the activator, the waste rubber powder expanded significantly in the asphalt, with smaller and more uniformly dispersed particles. The network structure of the modified asphalt with activated waste rubber powder was more uniform and dense, resulting in improved performance and storage stability of the modified asphalt;
- (3)
- This study made a reasonable formulation of waste rubber powder, waste plastic, organic functional group graft copolymer, desulfurization and activation agents, and viscosity-reducing agents, and adjusted the processing technology. A new type of thermoplastic elastomer rubber–plastic alloy material was obtained through reactive blending technology. By formulating and adjusting the ratio of waste rubber powder and waste plastic, rubber–plastic alloy materials suitable for different practical engineering requirements can be obtained;
- (4)
- The optimal process conditions for modifying asphalt with a rubber–plastic alloy were obtained through exploration of the process conditions: shear temperature of 160–170 °C, rotating speed of 3000 r/min, and shear time of 30 min. Through this research, it was discovered that the prolongation of shearing time has the greatest impact on the performance of modified asphalt, and the method of prolonging shearing time can be used to prepare modified asphalt with more stable storage.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, S.; Wang, Q.; Wu, X.; Zhang, Y. Asphalt modified by thermoplastic elastomer based on recycled rubber. Constr. Build. Mater. 2015, 93, 678–684. [Google Scholar] [CrossRef]
- Wang, T.; Xiao, F.; Zhu, X.; Huang, B.; Wang, J.; Amirkhanian, S. Energy consumption and environmental impact of rubberized asphalt pavement. J. Clean. Prod. 2018, 180, 139–158. [Google Scholar] [CrossRef]
- Li, J.; Xing, X.; Hou, X.; Wang, T.; Wang, J.; Xiao, F. Determination of SARA fractions in asphalts by mid-infrared spectroscopy and multivariate calibration. Measurement 2022, 198, 111361. [Google Scholar] [CrossRef]
- Wang, T.; Xiao, F.; Amirkhanian, S.; Huang, W.; Zheng, M. A review on low temperature performances of rubberized asphalt materials. Constr. Build. Mater. 2017, 145, 483–505. [Google Scholar] [CrossRef]
- Zhang, Z.; Sun, J.; Jia, M.; Ban, X.; Liu, H. Effects of Polyurethane Thermoplastic Elastomer on Properties of Asphalt Binder and Asphalt Mixture. J. Mater. Civ. Eng. 2021, 33, 04020477. [Google Scholar] [CrossRef]
- Rosa, C.D.; Auriemma, F. Structure and physical properties of syndiotactic polypropylene: A highly crystalline thermoplastic elastomer. Prog. Polym. Sci. 2006, 31, 145–237. [Google Scholar]
- Anagha, M.G.; Chatterjee, T.; Picchioni, F.; Naskar, K. Exploring the influence of electron beam crosslinking in SEBS/TPU and SEBS-g-MA/TPU thermoplastic elastomer blends. J. Appl. Polym. Sci. 2022, 139, 51721. [Google Scholar] [CrossRef]
- Xu, P.; Zhu, Z.; Wang, Y.; Cong, P.; Li, D.; Hui, J.; Ye, M. Phase structure characterization and compatibilization mechanism of epoxy asphalt modified by thermoplastic elastomer (SBS). Constr. Build. Mater. 2022, 320, 126262. [Google Scholar] [CrossRef]
- Rynne, O.; Lepage, D.; Aymé-Perrot, D.; Rochefort, D.; Dollé, M. Application of a Commercially-Available Fluorine-Free Thermoplastic Elastomer as a Binder for High-Power Li-Ion Battery Electrodes. J. Electrochem. Soc. 2019, 166, A1140–A1146. [Google Scholar] [CrossRef]
- Zou, X.; Zhang, W.; Gu, Y.; Fu, X.; Zhang, Z.; Ge, Z.; Luo, Y. A study on the effect of four thermoplastic elastomers on the properties of double-base propellants. RSC Adv. 2020, 10, 42883–42889. [Google Scholar] [CrossRef]
- Behnood, A. Morphology, rheology, and physical properties of polymer-modified asphalt binders. Eur. Polym. J. 2019, 112, 766–791. [Google Scholar] [CrossRef]
- Fathy, E.S.; Elnaggar, M.Y.; Raslan, H.A. Thermoplastic elastomer based on waste polyethylene/waste rubber containing activated carbon black: Impact of gamma irradiation. J. Vinyl Addit. Technol. 2018, 25, E166–E173. [Google Scholar] [CrossRef] [Green Version]
- Magioli, M.; Sirqueira, A.S.; Soares, B.G. The effect of dynamic vulcanization on the mechanical, dynamic mechanical and fatigue properties of TPV based on polypropylene and ground tire rubber. Polym. Test. 2010, 29, 840–848. [Google Scholar] [CrossRef]
- Nizamuddin, S.; Giustozzi, F. The role of new compatibilizers in hybrid combinations of waste plastics and waste vehicle tyres crumb rubber-modified bitumen. In Plastic Waste for Sustainable Asphalt Roads; Woodhead Publishing: Cambridge, UK, 2022; pp. 165–178. [Google Scholar]
- Xiao, Z.; He, W.; Ying, S. Current trends in energetic thermoplastic elastomers as binders in high energy insensitive propellants in China. Sci. Technol. Energ. Mater. 2014, 75, 37–43. [Google Scholar]
- Mulage, K.S.; Patkar, R.N.; Deuskar, V.D.; Pundlik, S.M.; Kakade, S.D.; Gupta, M. Studies on a Novel Thermoplastic Polyurethane as a Binder for Extruded Composite Propellants. J. Energ. Mater. 2007, 25, 233–245. [Google Scholar] [CrossRef]
- Wagner, M.A.; Hadian, A.; Sebastian, T.; Clemens, F.; Schweizer, T.; Rodriguez-Arbaizar, M.; Carreno-Morelli, E.; Spolenak, R. Fused filament fabrication of stainless steel structures—From binder development to sintered properties—ScienceDirect. Addit. Manuf. 2021, 49, 102472. [Google Scholar]
- Reddy, T.S.; Nair, J.K.; Satpute, R.S.; Gore, G.M.; Sikder, A.K. Rheological studies on energetic thermoplastic elastomers. J. Appl. Polym. Sci. 2010, 118, 2365–2368. [Google Scholar] [CrossRef]
- Ilya, K.; Andrey, D.; Dmytro, H.; Ekaterina, V.; Vladislav, K.; Oleg, T. Development thermoplastic elastomer-based fiber-metal laminate for vibration damping application—ScienceDirect. Mater. Today Proc. 2020, 30, 393–397. [Google Scholar] [CrossRef]
- Wilkinson, P.J.; Weaver, M.C.; Kister, G.; Gill, P.P. Styrene-Ethylene/Butylene-Styrene (SEBS) Block Copolymer Binder for Solid Propellants. Propellants Explos. Pyrotech. 2021, 47, e202100142. [Google Scholar] [CrossRef]
- Chen, Z.R.; Cao, D.W.; Zhao, W.Z.; Wang, B.X.; Zhang, H.Y. Study on Properties of Modified Asphalt by the Thermoplastic Elastomer (TPE) Compound. Adv. Mater. Res. 2012, 598, 404–408. [Google Scholar] [CrossRef]
- Xing, C.; Li, M.; Liu, L.; Lu, R.; Liu, N.; Wu, W.; Yuan, D. A comprehensive review on the blending condition between virgin and RAP asphalt binders in hot recycled asphalt mixtures: Mechanisms, evaluation methods, and influencing factors. J. Clean. Prod. 2023, 20, 136515. [Google Scholar] [CrossRef]
- Cong, P.; Guo, X.; Mei, L. Investigation on rejuvenation methods of aged SBS modified asphalt binder. Fuel 2020, 279, 118556. [Google Scholar] [CrossRef]
- Zhang, J.; Su, W.; Liu, Y.; Gong, J.; Xie, H. Laboratory investigation on the microstructure and performance of SBS modified epoxy asphalt binder. Constr. Build. Mater. 2020, 270, 121378. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Items | Technical Requirements | Test Results | |
|---|---|---|---|
| Penetration (0.1 mm) (25 °C, 100 g, 5 s) | 60~80 | 64 | |
| Penetration index | −1.5–1.0 | −1.47 | |
| Softening point (°C) | ≥45 | 46.0 | |
| Ductility (5 cm/min,15 °C) (cm) | ≥100 | >100 | |
| Ductility (5 cm/min,10 °C) (cm) | ≥25 | 54 | |
| Dynamic Viscosity (60 °C) (pa.s) | ≥160 | 181 | |
| Wax Content (Distillation)(%) | ≤2.2 | 2.0 | |
| Solubility (%) | ≥99.5 | 99.98 | |
| After aging in film ovens | Weight loss (%) | ≤±0.8 | 0.072 |
| 25 °C, Penetration Ratio (%) | ≥61 | 65 | |
| Ductility (5 cm/min,10 °C) (cm) | ≥6 | 7 | |
| Flash Point (°C) | ≥260 | 317 | |
| Density 15 °C (g/cm3) | Actual test records | 1.041 | |
| Technical Indicators | Measured Results | Technical Standard | Test Method |
|---|---|---|---|
| Residue/% | 6.3 | <10 | GB/T 19208 |
| Relative density/kg/m3 | 1.11 | 1.10~1.30 | GB/T 19208 |
| Water content/% | 0.48 | <1 | GB/T 19208 |
| Metal content/% | 0.004 | <0.05 | GB/T 19208 |
| Fiber content/% | 0.09 | <1 | GB/T 19208 |
| Natural rubber content/% | 33 | ≥30 | GB/T 13249-91 |
| Ash content/% | 6.8 | ≤8 | GB 4498-1997 |
| Acetone extract/% | 8 | ≤22 | GB/T 3516 |
| Carbon black content/% | 29 | ≥28 | GB/T 14837 |
| Rubber hydrocarbon content/% | 56 | ≥42 | GB/T 14837 |
| Technical Indicators | Measured Results |
|---|---|
| Density/(g/cm3) | 0.915 |
| Melt index/g/10 min | 4.12 |
| Melting peak temperature/% | 1.48 |
| MD yield tensile strength/MPa | 9.5 |
| MD breaking tensile strength/MPa | 48 |
| Gloss/45 °C | 44 |
| Haze/% | 4.5 |
| S1 | S2 | S3 | S4 | S5 | S6 | S7 | ||
|---|---|---|---|---|---|---|---|---|
| No. | Component | phr | ||||||
| 1 | CRM | 96.6 | 96.5 | 93.2 | 94.6 | 91.4 | 96.6 | 93.1 |
| 2 | L-A | 3.4 | —— | —— | —— | —— | —— | —— |
| 3 | L-B | —— | 3.5 | —— | —— | —— | —— | —— |
| 4 | L-B | —— | —— | 6.8 | —— | —— | —— | —— |
| 5 | S | —— | —— | —— | 4.3 | —— | —— | —— |
| 6 | S | —— | —— | —— | —— | 8.6 | —— | —— |
| 7 | L-C | —— | —— | —— | —— | —— | 3.4 | —— |
| 8 | L-C | —— | —— | —— | —— | —— | —— | 6.9 |
| Total | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | |
| Sample No. | S1 | S2 | S3 | S4 | S5 | S6 | S7 |
|---|---|---|---|---|---|---|---|
| Front roller temperature (start/end), °C | 120/ 122 | 127/ 133 | 115/ 127 | 113/ 120 | 115/ 118 | 118/ 115 | 116/ 120 |
| Rear roller temperature (start/end), °C | 110/ 110 | 111/ 117 | 111/ 112 | 117/ 120 | 115/ 117 | 116/ 121 | 115/ 115 |
| Plasticization time, min | 6 | 5 | 6 | 5 | 5 | 5 | 6 |
| Thin pass thickness/times. mm/time | 0.5/2 | 0.5/2 | 0.5/2 | 0.5/2 | 0.5/2 | 0.5/2 | 0.5/2 |
| Total dissolving time, min | 30 | 20 | 17 | 22 | 21 | 15 | 29 |
| Dissolving quality | good | good | good | good | good | good | good |
| Scheme | Penetration Index/mm | Softening Point/°C | Ductility /cm | Brinell Viscosity/Pa·s | Elastic Recovery/% | Upper and Lower Softening Point Differ in 48 h |
|---|---|---|---|---|---|---|
| S1 | 45 | 62.2 | 5.6 | 1.342 | / | 6.9 |
| S2 | 46 | 70 | 12.5 | 3.184 | 78 | 1.6 |
| S3 | 52 | 59.5 | 4.7 | 2.044 | 68 | 0.1 |
| S4 | 43 | 62.7 | 5.4 | 1.546 | 62 | 2.6 |
| S5 | 42 | 62.3 | 6.2 | 2.271 | 64 | 0.7 |
| S6 | 49 | 60 | 8.6 | 3.273 | 60 | 7.3 |
| S7 | 51 | 61.9 | 10 | 3.572 | 60 | 2 |
| Formulation No. | F1 | F2 | F3 | F4 | F5 | F6 | |
|---|---|---|---|---|---|---|---|
| No. | Component | Dosage of Each Component/phr | |||||
| 1 | WRP | 93 | 90.1 | 86.6 | 87.4 | 83.9 | 87.5 |
| 2 | L-A | 3.3 | 3.2 | 3 | 6.1 | 6 | —— |
| 3 | L-B | —— | —— | —— | —— | —— | 6 |
| 4 | L-C | 3.7 | 4 | 7.8 | 3.9 | 7.6 | 3.9 |
| 5 | S-1 | —— | 2.7 | 2.6 | 2.6 | 2.5 | 2.6 |
| Total | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | |
| Sample No. | F1 | F2 | F3 | F4 | F5 | F6 |
|---|---|---|---|---|---|---|
| Front roller temperature (start/end), °C | 120/122 | 127/133 | 115/127 | 113/120 | 115/118 | 113/118 |
| Rear roller temperature (start/end), °C | 110/110 | 111/117 | 111/112 | 117/120 | 115/117 | 112/117 |
| Plasticization time, min | 6 | 5 | 6 | 5 | 5 | 6 |
| Thin pass thickness/times. mm/time | 0.5/2 | 0.5/2 | 0.5/2 | 0.5/2 | 0.5/2 | 0.5/2 |
| Total dissolving time, min | 17 | 21 | 15 | 19 | 21 | 16 |
| Dissolving quality | good | good | good | good | good | good |
| Sample | Dosage | Preparation Process | Pen. Index (25 °C)/0.1 mm | Soft. Point/°C | Ductility (5 °C)/cm | Brinell Viscosity (135 °C) | Upper and Lower Soft.Pts Differ in 48 h |
|---|---|---|---|---|---|---|---|
| F1 | Asphalt/ACR = 92/8 | 180 °C, 5000 rpm, 30 min | 47 | 61.6 | 5.6 | 1.520 | 1.3 |
| F2 | Asphalt /ACR = 88/12 | 180 °C, 5000 rpm, 60 min | 43 | 66.3 | 6.7 | 2.684 | 3.8 |
| F3 | Asphalt/ACR = 88/12 | 180 °C 5000 rpm, 60 min | 43 | 66 | 6.7 | 2.574 | 3.7 |
| F4 | Asphalt /ACR = 88/12 | 180 °C, 5000 rpm, 60 min | 42 | 65.9 | 6.7 | 2.575 | 2.8 |
| F5 | Asphalt /ACR = 88/12 | 180 °C, 5000 rpm, 100 min | 42 | 65.8 | 7.3 | / | 3.3 |
| F6 | Asphalt /ACR = 88/12 | 180 °C, 5000 rpm, 50 min | 44 | 60.5 | 6.5 | 2.331 | 0.4 |
| XLD/(10−5 mol/cm3) | A(Mc)/% | T2/ms | A(T2)/% | |
|---|---|---|---|---|
| Unactivated rubber powder | 13.02 | 67.78 | 0.57 | 24.81 |
| Activated | 5.96 | 66.22 | 1.16 | 34.38 |
| Formulation | T1 | T2 | T3 | T4 | T5 | T6 | T7 | |
|---|---|---|---|---|---|---|---|---|
| No. | Component | Quantity, phr | ||||||
| 1 | WRP | 67.9 | 67.9 | 67.9 | 89.1 | 94.1 | 78.5 | 59.5 |
| 2 | RLDPE | 29.1 | 29.1 | 29.1 | 9.9 | 4.9 | 8.7 | 31.4 |
| 3 | P-A | 3 | —— | —— | 1 | 1 | 1.1 | 0.6 |
| 4 | P-B | —— | 3 | —— | —— | —— | —— | —— |
| 5 | P-C | —— | —— | 3 | —— | —— | —— | —— |
| 6 | SBC | —— | —— | —— | —— | —— | 11.7 | 8.5 |
| Total | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | |
| Sample Number | T1 | T2 | T3 | T4 | T5 | T6 | T7 |
|---|---|---|---|---|---|---|---|
| Front roller temperature (start/end), °C | 140/142 | 147/143 | 135/147 | 143/140 | 145/148 | 148/145 | 146/145 |
| Rear roller temperature (start/end), °C | 140/140 | 131/137 | 151/142 | 137/140 | 145/147 | 146/141 | 145/145 |
| Plasticization time, min | 6′15″ | 4′ | 6′ | 5′20″ | 5′05″ | 5′42″ | 6′20″ |
| Thin pass thickness/times. mm/time | 0.5/2 | 0.5/2 | 0.5/2 | 0.5/2 | 0.5/2 | 0.5/2 | 0.5/2 |
| Total dissolving time, min | 30′ | 20′ | 17′54″ | 22′ | 21′ | 15′39″ | 29′ |
| Dissolving quality | Good | Good | Good | Good | Good | Good | Good |
| Scheme | Formulation | Interface Modifier | TPE Amount w /% | Shear Time /min |
|---|---|---|---|---|
| T1 | Waste rubber powder (WRP):Recycled plastics (RLDPE):Interface modifier = 70:30:3 | P-A | 8 | 30 |
| T2 | P-B | |||
| T3 | P-C |
| Scheme | Penetration Index/mm | Softening Point/°C | Ductility /cm | Brinell Viscosity/Pa·s | Upper and Lower Soft.Pts Differ in 48 h |
|---|---|---|---|---|---|
| T1 | 45 | 64.3 | 3.6 | 2.285 | 31.3 |
| T2 | 49 | 64.2 | 3.4 | 1.871 | 29.4 |
| T3 | 48 | 64.7 | 4 | 1.993 | 22.9 |
| Scheme | WRP/RLDPE | PE-A /Fen | Amount of TPE w /% | Shear Time /min |
|---|---|---|---|---|
| T4 | 90/10 | 1 | 15 | 60 |
| T5 | 95/5 |
| Scheme | Penetration Index/mm | Softening Point/°C | Ductility /cm | Brinell Viscosity/Pa·s | Elastic Recovery /% | Upper and Lower Soft.Pts Differ in 48 h |
|---|---|---|---|---|---|---|
| T4 | 42 | 65 | 8.7 | 11.497 | 69 | 3 |
| T5 | 42 | 63 | 8.5 | 9.933 | 63 | 2 |
| Scheme | WRP /LDPE | SBC | Pen. Index/mm | Soft. Point/ °C | Ductility /cm | Brinell Viscosity/Pa·s | Elastic Recovery /% | Upper and Lower Soft.Pts Differ in 48 h |
|---|---|---|---|---|---|---|---|---|
| T4 | 90/10 | no | 42 | 65 | 8.7 | 11.497 | 69 | 3 |
| T5 | yes | 44 | 66.1 | 10.1 | 14.800 | 72 | 0.6 | |
| T6 | 95/5 | no | 42 | 63 | 8.5 | 9.933 | 63 | 2 |
| T7 | yes | 42 | 68 | 14.7 | 14.275 | 82 | 0.7 |
| Scheme | Formulation | TPE Amount w/% | Shear Time /min | Plasticizer A/Modification System/% |
|---|---|---|---|---|
| T7 | WRP:RLDPE:P-A:SBC = 95:5:1:13.6 | 15 | 60 | 0 |
| T8 | 1 | |||
| T9 | 1.5 |
| Scheme | Pen. Index /mm | Soft. Point /°C | Ductility /cm | Brinell Viscosity /Pa·s | Elastic Recovery /% | Upper and Lower Soft.Pts Differ in 48 h |
|---|---|---|---|---|---|---|
| T7 | 42 | 68 | 14.7 | 14.275 | 82 | 0.7 |
| T8 | 46 | 62.7 | 9.2 | 4.312 | 68 | 0.8 |
| T9 | 46 | 64 | 11.5 | 3.992 | 70 | −0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, R.; Gao, A.; Zhu, Y.; Xu, B.; Du, J.; Ping, S. The Development of a New Thermoplastic Elastomer (TPE)-Modified Asphalt. Buildings 2023, 13, 1451. https://doi.org/10.3390/buildings13061451
Dong R, Gao A, Zhu Y, Xu B, Du J, Ping S. The Development of a New Thermoplastic Elastomer (TPE)-Modified Asphalt. Buildings. 2023; 13(6):1451. https://doi.org/10.3390/buildings13061451
Chicago/Turabian StyleDong, Rui, Aodong Gao, Ying Zhu, Bin Xu, Jierong Du, and Shujiang Ping. 2023. "The Development of a New Thermoplastic Elastomer (TPE)-Modified Asphalt" Buildings 13, no. 6: 1451. https://doi.org/10.3390/buildings13061451
APA StyleDong, R., Gao, A., Zhu, Y., Xu, B., Du, J., & Ping, S. (2023). The Development of a New Thermoplastic Elastomer (TPE)-Modified Asphalt. Buildings, 13(6), 1451. https://doi.org/10.3390/buildings13061451