1. Introduction
The construction industry went through adaptations and updates in the last decades, presenting a growing technological advance aimed at the sector, either as the introduction of new material or even new building techniques. These factors allow for a better workability in a shorter executing time, which in many cases results in saving in labor and costs [
1].
The self-compacting concrete (SCC) is an example of that, being an innovative type of concrete that does not require vibration to compact. With concrete being the most used material in building around the world, the evolution of this cement composite significantly impacted the development of new engineering projects [
2].
Several research studies present promising materials to be utilized to control such harmful events; some of these materials, which are currently being studied, are known as superabsorbent polymers (SAP) [
3]. It is a material that is becoming a potential point of technological innovation in cement internal curing and hydration. These are materials with a high capacity of water absorption, acting as an internal reservoir to not only improve the workability, but also reduce the water/cement ratio [
4].
In the last two decades, there was an increase in the number of studies proposing the utilization of SAP residues in distinct types of cement blends, analyzing the way that they can positively influence the limitation of the effects of retraction, help the internal curing process, and improve the workability [
5]. Highlights of such studies led to the belief that the pathological manifestations commonly found in these elements will be better countered. Still, there are few studies that refer to the influence of adding SAP in other cement-based materials, such as self-compacting concrete [
6].
Studies that relate the development of concrete as a technology alongside with environmental solutions, are of extreme relevance for the ecological and responsible development of the building industry. These materials that are among the most used in the sector are essential in most ventures.
To ensure the development of the physical characteristics of concrete or hardened mortar, such as mechanical strength and durability, it is necessary to provide adequate conditions of temperature and humidity to material, especially in the fresh and early-age stages. This curing process aims to optimize the hydration of the cement and reduce its retraction [
7].
Big concrete structures, such as dams and foundation blocks, can be susceptible to cracks, particularly in the early-age of the Portland cement due to the thermic tensions and the induction of autogenous contraction [
8].
The making of high-volume concrete parts is a challenge to technologists, as these present significant increases in temperature that can result in damaging effects to the structure [
9]. In these structures, the heat is generated by the hydration reaction, particularly by the cement reaction, while the temperature increase happens because the heat generation rate is superior to the dissipation rate to the environment due to the large dimensions of the parts and the thermic characteristics of the concrete [
10].
According to [
11], the main hydration reaction, which generates the largest amount of heat, usually happens in the initial hours of the mixing of the cement material with water, usually in the first 72 h. During the hydration phase and the concrete hardening, the structural element also exchanges heat with the environment, to the point which its internal temperature tends to equalize with the ambient temperature beginning by the structure external surface [
9]. In this stage, the risk of cracking is increased due to the element of the concrete that was compressed and expanded in the early-age now contracting, often unevenly, creating tension to traction gradients, at the same time that there is little tensile strength to endure the demand [
12]. The overdone thermic evolution can lead to a temperature range that causes destructive fissures in dams.
The use of SAP with self-compacting cement and mortar is underexplored; some studies have proven that it has advantages in the utilization of conventional cement composites, being of significant help to counter retractions in the curing process [
13]. In [
14], SAP in two diameters (600 μm and 800 μm) was added to self-compacting cement pastes, where increases in compressive strength of 35.2% and 34.3%, respectively, were obtained. The works of [
15,
16,
17,
18] are some examples of tests of the efficiency of SAPs as an internal curing agent to mitigate autogenous shrinkage in mortars. In parallel, studies such as [
19,
20] showed the addition of residues of other types of polymers in cementitious composites that also obtained gains in compressive strength.
The aim of this study is to analyze the addition of superabsorbent polymers (SAP) as the element of internal curing in self-compacting mortar (SCM), as well as its mechanical and thermic characteristics, and its usability in large volume structure, bearing in mind the production of self-compacting concrete. The SCM mix was made using type II and type V cement, with one reference mix and two other mixes with different percentages of SAP for each type of cement. The influence of SAP is checked in the submerged and dry curing process, the thermic behavior, and the mechanical and physical characteristics of the SCM with SAP in the fresh and hardened states.
This work stands out for studying an alternative to the control of retraction, analyzing the heat of hydration in SCM with the addition of SAP as internal curing agent, which may ensure the longer lifespan and reduce the probability of fissures. To facilitate satisfactory results in self-compacting concretes, the dosing of mortar is performed. In the mortar study, it is possible to determine if the material presents excessive fluidity, low viscosity, separation, and exudation, and by dosing the mortar, the material ratio is designed in a way that does not reduce the SCC workability.
2. Materials and Methods
The methodological procedure of this article consists in the creation of reference self-compacting mortar mixes, using CPII and CPV without the addition of SAP, adjusted mixes of SCM with added SAP, performing the tests in the fresh state, waiting for the curing time (dry and wet), and performing the test in the hardened state. The two types of cement belong to a class with high initial resistance; therefore, they need greater attention to prevent the appearance of shrinkage of thermal origin. According to [
21,
22], the proportion of SAP additions that have shown favorable results over the years ranges from 0.1% to 1%. However, as this study proposes the use of SAP in conjunction with a non-conventional cementitious compound, lower percentages of the polymer (0.1% and 0.2%) were chosen. These steps are shown in
Figure 1, through a flowchart.
The type II Portland cement used, type CPII-F-32, was made by Grupo Votorantim Cimentos, an ITAU company. The properties and characteristics of the cement used in this article are presented in
Table 1, and were provided by the manufacturer’s website.
The high strength type V Portland cement used, type CPV-ARI Structure, was made by Group Intercement, a CAUÊ company. The properties and characteristics of the cement used in this article are shown in
Table 2, and were provided by the manufacturer’s website.
The activated silica used in the mix as the aggregate was provided by the company Tecnosil. It is a fine pulverized powder originated from the fabrication of metallic silicon or ferrosilicon. The high content of SiO2 in the amorphous form (non-crystalline), combined with the high grit, provides a high reactivity with the products resulting from the cement hydration, ensuring the best performance in concrete and mortar. The activated silica has spheric, vitreous particles, with the average diameter smaller than one μm and a specific surface area between 15 and 25 m2/kg, providing a high specific surface area and low apparent specific mass.
The sand used is from the city of Itajubá-MG, and it was split in an exceptionally fine portion (passing through the 600 μm sieve) and another portion (trapped in the 600 μm sieve and of maximum diameter of 4.8 mm). This separation was made to help the final dosing of the mortar mixes. As mixing water, the water from the public utilities of the city of Itajubá-MG was used.
The superplasticizer additive (SPA) used in the mix was the SILICON NS HIGH 210, manufactured and provided by the company Tecnsoil. According to the company, this SPA is a latest generation polycarboxylate-based organic additive that provides a high dispersion power, high workability, reduces water, and increases mechanical strength. The potassium-based superabsorbent polymer is a polymer developed by the Instituto Granado de Tecnologia da Poliacrilonitrila (IGTPAN) and its main characteristic is retaining water. The SAP-k reticulate has the capacity to absorb 300 times its weight in water. (
Figure 2).
When in contact with water, it transforms into a gelatinous substance known as HIDROGEL. After releasing all its water, the SAP-k reverts to its original state (granulate), with the average active capacity of three to five years, able to absorb new irrigation water or rainwater without changing its structure [
25].
Table 3 shows the characteristics of the SAP-k used in the tests.
The SAP-k provided by the IGTPAN is obtained through the chemical recycling of polyacrylonitrile, commonly used in textile applications due to characteristics similar to wool. It has special characteristics, such as low density, thermic stability, high strength and elasticity modulus, and UV degradation stability.
To achieve the desired SCM reference mix (CPII-F32 and CPV-ARI) and perform the addition of Superabsorbent Polymer, this research used as a base the mix developed by Silva, 2019, which used the dosing method proposed by Tutikian, 2007 [
26], and part of the practical and experimental method of Helene and Terzian, 1992 [
27].
The experimental program is divided into two parts, the first one being the tuning of the mix proposed by Silva, 2019 [
28], to obtain the refence mix, making the proper adjustments to be used in the study. Starting with an a/c ratio of 0.5 and with 1.5% of superplasticizer by cement weight, until achieving the desired consistency.
The second part, with the possession of the reference mix, the mix with added SAP was developed, observing the behavior of the mortar, and making the necessary correction so that they continue with the self-compacting characteristics.
In the designing of the mix, the dry aggregate (cement, activated silica, fine sand, coarse sand, and SAP) was added first and mixed. Next, the water was added followed by the addition of SPA. Following that, the proper additions were made to achieve the properties. In this manner, the mixes presented in
Table 4 were achieved.
After this stage, the fresh state tests were made, followed by the molding of the testing samples. The demolding was made 24 h later and from that, half the test samples were submerged in potable water for curing, and the other half were separated for dry curing, both for a period of 28 days. Therefore, there was a total of 12 (twelve) mixes, differentiated by the percentage of SAP (0; 0.1; 0.2), curing type (dry or submerged), and cement type (CPII-F-32 and CPV-ARI).
After this stage, the fresh state tests were made, followed by the molding of the testing samples. The demolding was made 24 h later and from that, half the test samples were submerged in potable water for curing and the other half were separated for dry curing, both for a period of 28 days. Therefore, there was a total of 12 (twelve) mixes, differentiated by the percentage of SAP (0; 0.1; 0.2), curing type (dry or submerged), and cement type (CPII-F-32 and CPV-ARI).
2.1. Fresh State Testing
The fresh state test was the first to be made; it was used to ensure and prove the self-compacting performance of the mortar, show the values of specific mass of the recently fill testing bodies, and obtain the thermic data in the beginning of the curing of the mortar.
Table 5 shows the quantity of testing samples used in each test, the percentage of SAP and cement type, as well as the method used in making.
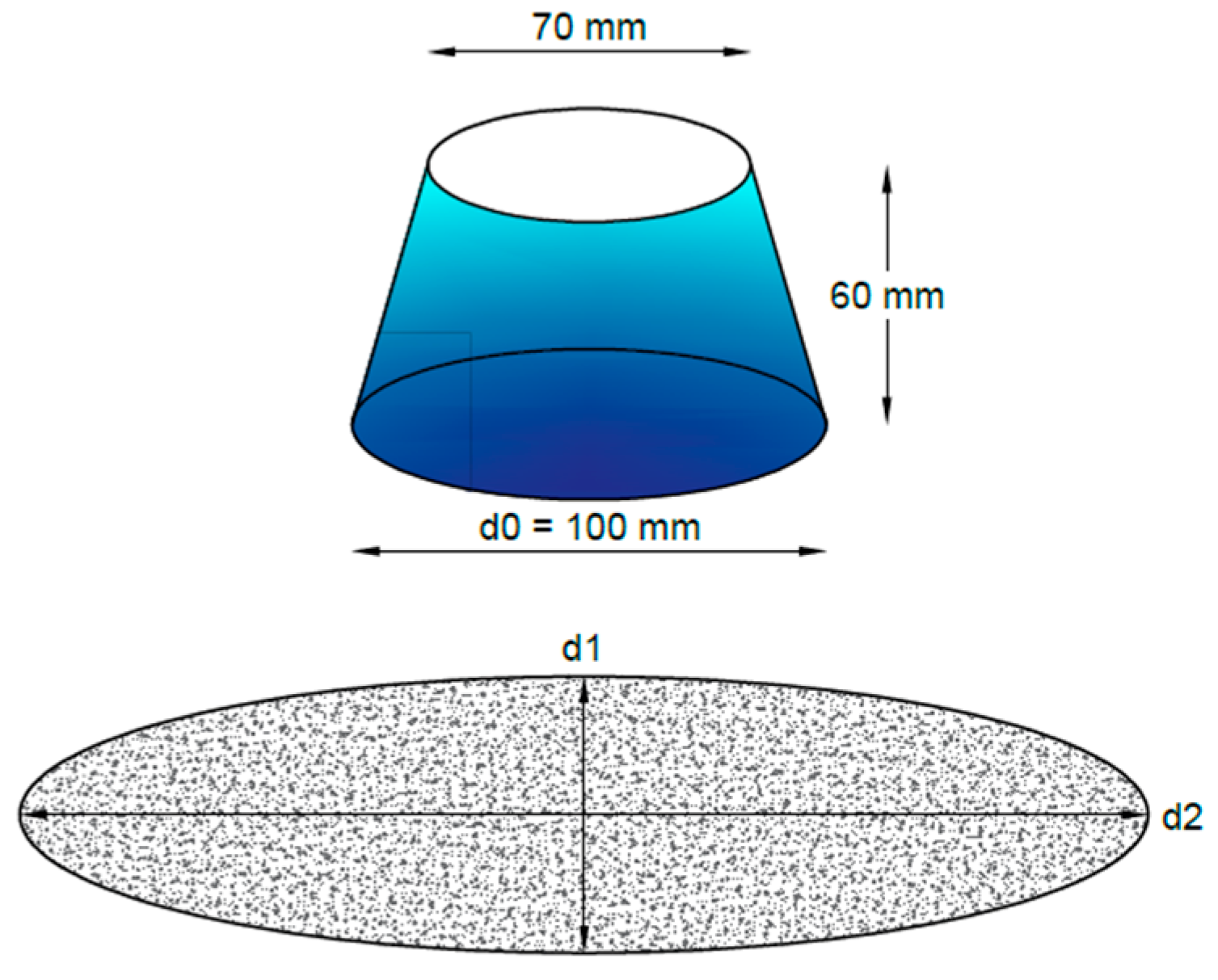
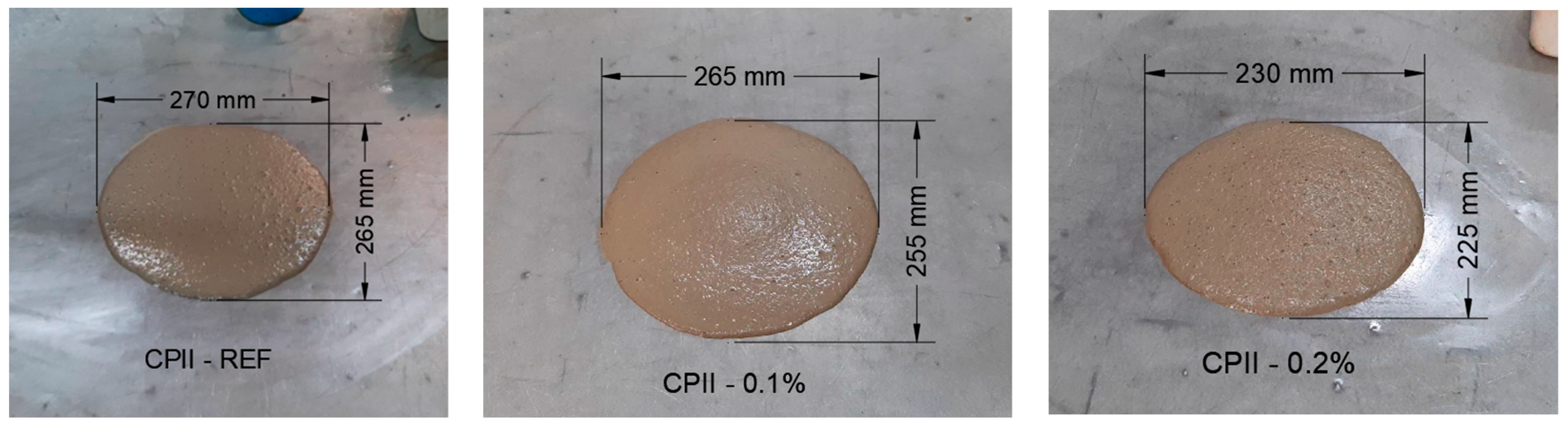
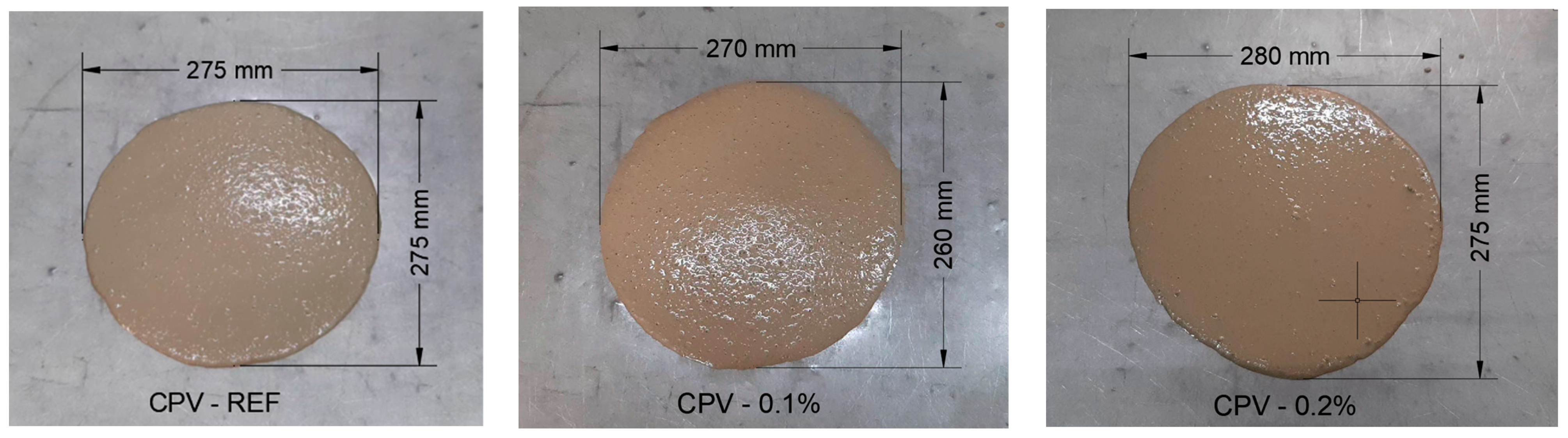
To obtain the flow diameter, the consistency index test was performed. This procedure enables the analysis of the mortar’s flow capacity under the influence of its own weight and its filling capability. The test consists of filling a cone shape (
Figure 3) without compacting, that is vertically suspended, and after the mortar ceases movement, two orthogonal diameters are measured.
Applying the dosing method proposed by Okamura and Ouchi, 2003 [
2], it is possible to calculate the relative spread index for mortar (Gm) using the two perpendicular measurements obtained in the mortar slump test.
It was used as optimal value Gm = 5, using as limits the values from 3 to 7 that equate to a slump diameter of 200 to 280.
To determine the mortar dosing according to the Okamura and Ouchi, 2003 [
2] method, V-funnel testing of the rectangular section was performed. The test consists in measuring the time necessary for the mortar to flow through the funnel resisting separation. The funnel was filled without compacting the mortar, and the inferior hatch was open. With the help of a stopwatch, the time mortar flow time was measured until little was visible through the top part of the equipment.
Figure 4 shows the dimensions of the V-funnel used to measure the relative flow time of mortar.
After timing the flow time in the V-funnel, it is possible to determine the relative flow time of mortar (Rm) using the dosing method proposed by Okamura and Ouchi, 1999 [
29].
According to Takada et al., 1998 [
30], mortar with Gm values of 5 and Rm values of 1 are classified as acceptable to obtain concrete with self-compacting characteristics. Edamatsu et al., 1999 [
31] obtained Gm values between 3 and 7, corresponding to the mortar slump diameter from 280 mm to 283 mm, and the Rm value between 1 and 2, corresponding to the flow time of 5 to 10 s. Domone and Jin, 1999 [
32] suggest that Gm higher than 8, equivalent to slump diameters bigger than 300 mm and Rm values of 1 to 5 equate to flow time (t) of 2 to 10 s. A high Gm value indicates a higher deformability, and a lower Rm value indicates a higher viscosity.
To measure the heat of hydration in the mortar, mixtures used a semi-adiabatic calorimeter, according to the NBR 120.006 1990 Cement—Determining the Heat of Hydration using the Langavant Bottle Method [
33].
To perform this test, a thermal data acquisition board made by National Instruments, model cDAQ-9171 was used. A Type-K Thermocouple was used in conjunction to receive the signal emitted by the board, using the software LABTRIX version XP1502.
The analysis time for each of the mixes was two hours, starting from the time the sample finished confection.
2.2. Hardened State Testing
The tests made were axial compression strength, tensile strength by diametric compression, void ratio, specific mass, and dynamic elasticity modulus. The number of test samples used and the standard or method used are shown in
Table 6.
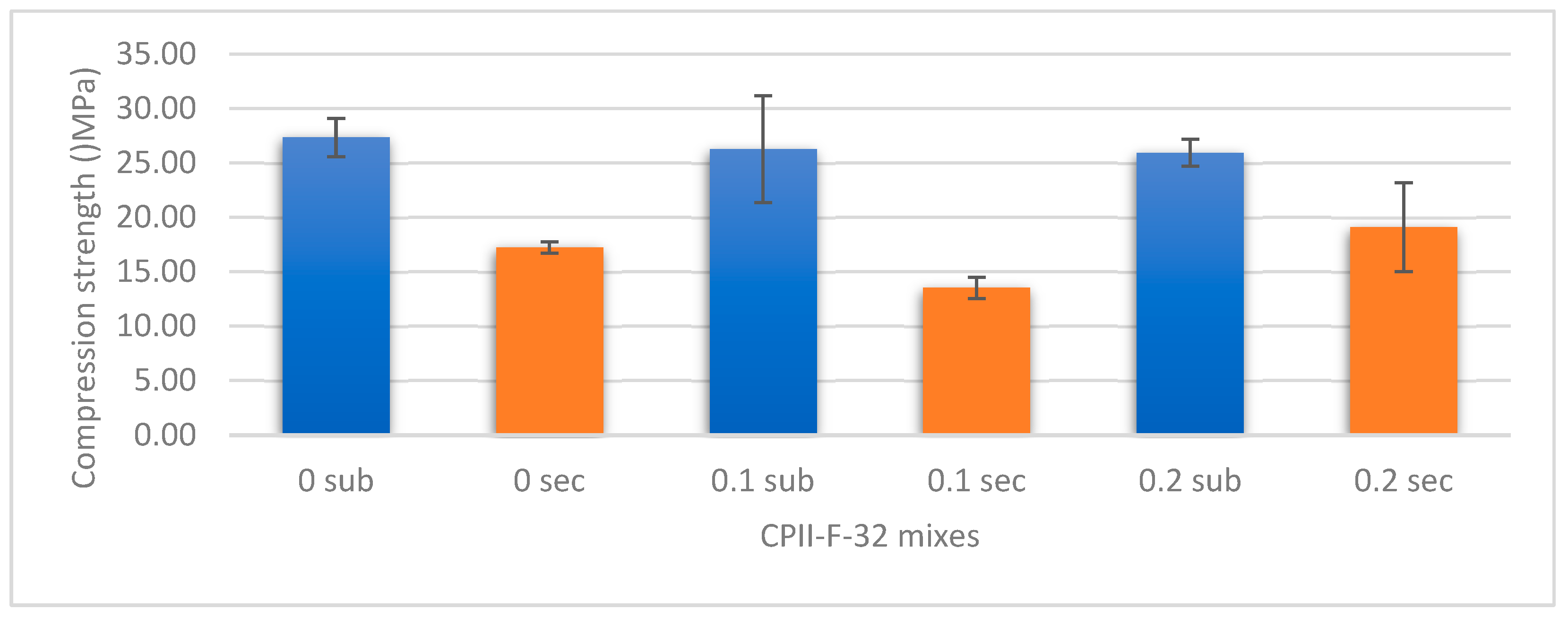
The measurement of the mortar axial compression strength was made using a INSTRON 8001 machine, with the cylindrical test samples molded to 50 mm in diameter and 100 mm in height. The test samples must be kept in the wet curing process until the time of testing. Before the execution of the test, the base of the test samples must be prepared. Next, the load of (0.45 ± 0.15) MPa/s is applied until the rupture of the test sample (ABNT NBR 5739:2007) [
34].
According to NBR 7222:2011 [
35], through tensile testing by axial compression, the results of tensile strength are indirectly obtained. In the test, the test samples are also molded in a cylinder of 50 mm in diameter and 100 mm in height. The test consists in positioning the test samples in the compression machine in the horizontal position, supported by two wooden planks. The load is continuously applied, constantly increasing the tensile tension, at a rate of 0.05 MPa/s until the rupture of the test sample.
According to the NBR 9778:2005 [
36] standard, the Water absorption, void ratio, and specific mass tests were carried out at the Universidade Federal de Itajubá (UNIFEI). The mass values were collected using a SHIMASZU scale, model UX6200H, with a precision of 0.01 g. Three test samples were made for each of the self-compacting mixes that were evaluated at the 28th day. For the testing, the test sample of 150 cm
3 are placed in the heating chamber at a temperature of (105 ± 5) °C for a period of 72 h, later recording the mass in the dry state. To measure the submerged mass, the samples must remain underwater at a temperature of (23 ± 5) for 72 h, weighing hydrostatically. The samples are removed from the water next and dried with a damp cloth to measure the samples saturated mass.
The dynamic elasticity modulus test was performed at the Materials Lab for Civil Engineering of the Universidade Federal de Itajubá (UNIFEI). The equipment Sonelastic was used to perform the impulse excitation technique (IET) in the following setting:
Based in the ASTM E1876 2015 [
37], the test samples were subjected to the Impulse Excitation Technique (IET). Initially the length, diameter, and mass of the test samples were recorded, then they were supported by an adjustable support. Next, using a manual pulsator, each test sample was subjected to light knocks causing acoustic responses that were detected by an acoustic receiver. These acoustic responses were processed by the Sonelastic software version 3.0 to calculate the elasticity modulus and the dampening of each test sample.
Three test samples were made for each of the self-compacting mixes that were evaluated at the 28th day.
Figure 5 respectively shows the equipment during the execution of the test and the Software Sonelastic version 3.0 interface.
4. Conclusions
In relation to the objectives initially set, it is possible to state that it was possible to analyze the addition of superabsorbent polymers (SAP) as internal curing elements in self-compacting mortar (SCM), as well as its mechanical and thermic characteristics, using the contents found as a base for the making of SCC applied to large volume structures.
In the fresh state testing, the addition of SAP resulted in a reduction in specific mass, a reduction in fluidity that had to be corrected with additional water, and an increase in slump time, which was corrected in the same manner, to both types of cement.
In relation to heat of hydration testing, both mortar using CPII-F-32 and CPV-ARI reached satisfactory results, allowing control of the temperature in the beginning of the curing process, something of importance to structures with a large volume of concrete, as is the case of hydraulic projects, in which temperature control is essential to avoid fissures caused by retraction. This can be an indication of a way of mitigating the temperature spikes that can occur in large volume concrete parts.
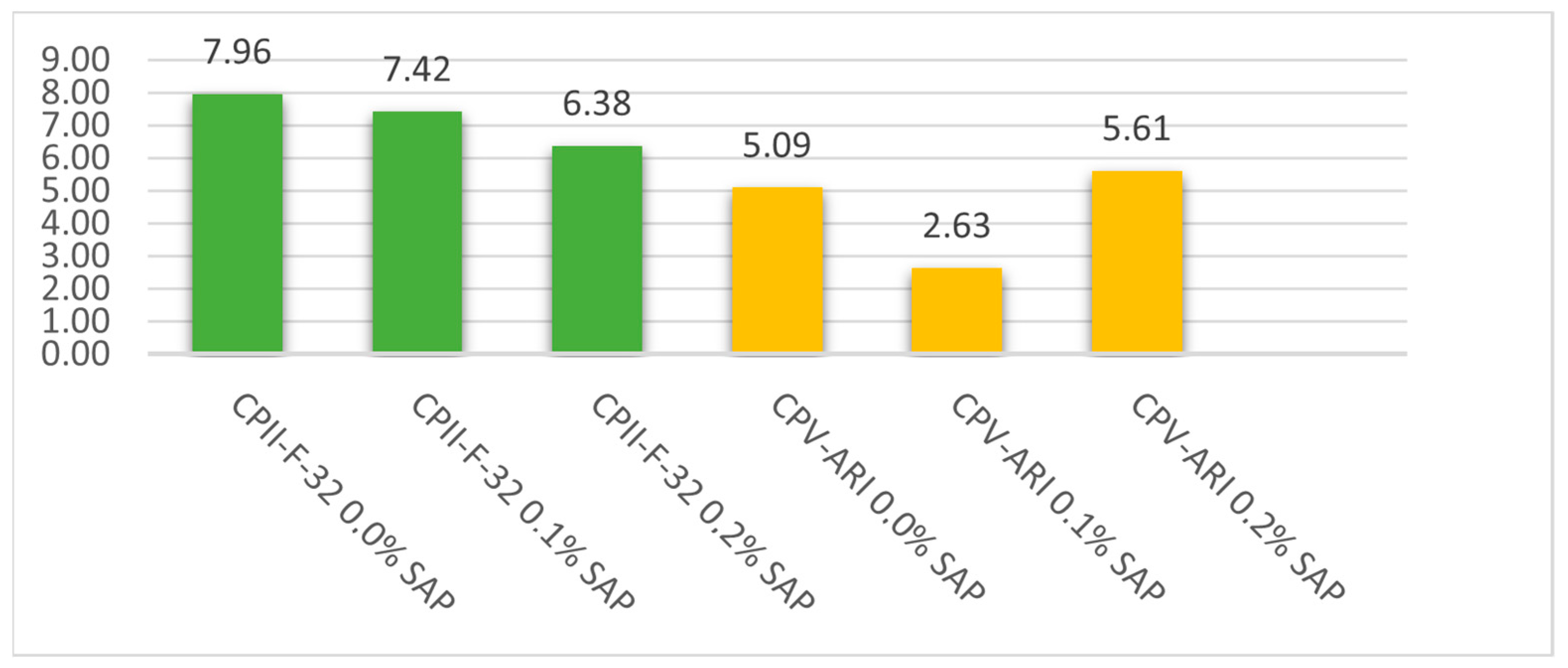
In the hardened state testing, the addition of SAP resulted in not significantly compromising the compression strength in mortar using CPII-F-32 cement, and in mortar using CPV-ARI cement, there was a substantial reduction in strength, reaching over 40%. The tensile strength of the submerged CPII-F-32 mortar presented similar increases, (around 21%); however, for the dry cured mortar, the increase in strength approached 70%. The mortar using CPV-ARI cement did not increase in strength when compared to the reference mix. The dynamic elasticity modulus presented a reduction with the addition of SAP; however, the reduction was lesser in samples with 0.2% of added SAP, both for type II as for type V cement.


 ,
, 




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}