




Concrete Additive Manufacturing in Construction: Integration Based on Component-Related Fabrication Strategies


Abstract
:1. Introduction
1.1. Current Situation and Problem Statement
1.2. Aim and Scope of This Paper
2. Review of Concrete Additive Manufacturing (CoAM)
2.1. Classification of AM Processes
- Formative manufacturing processes
- Subtractive manufacturing processes
- Additive manufacturing processes.
2.2. Characteristics of AM Methods
2.2.1. Extrusion-Based CoAM

2.2.2. Spraying-Based CoAM
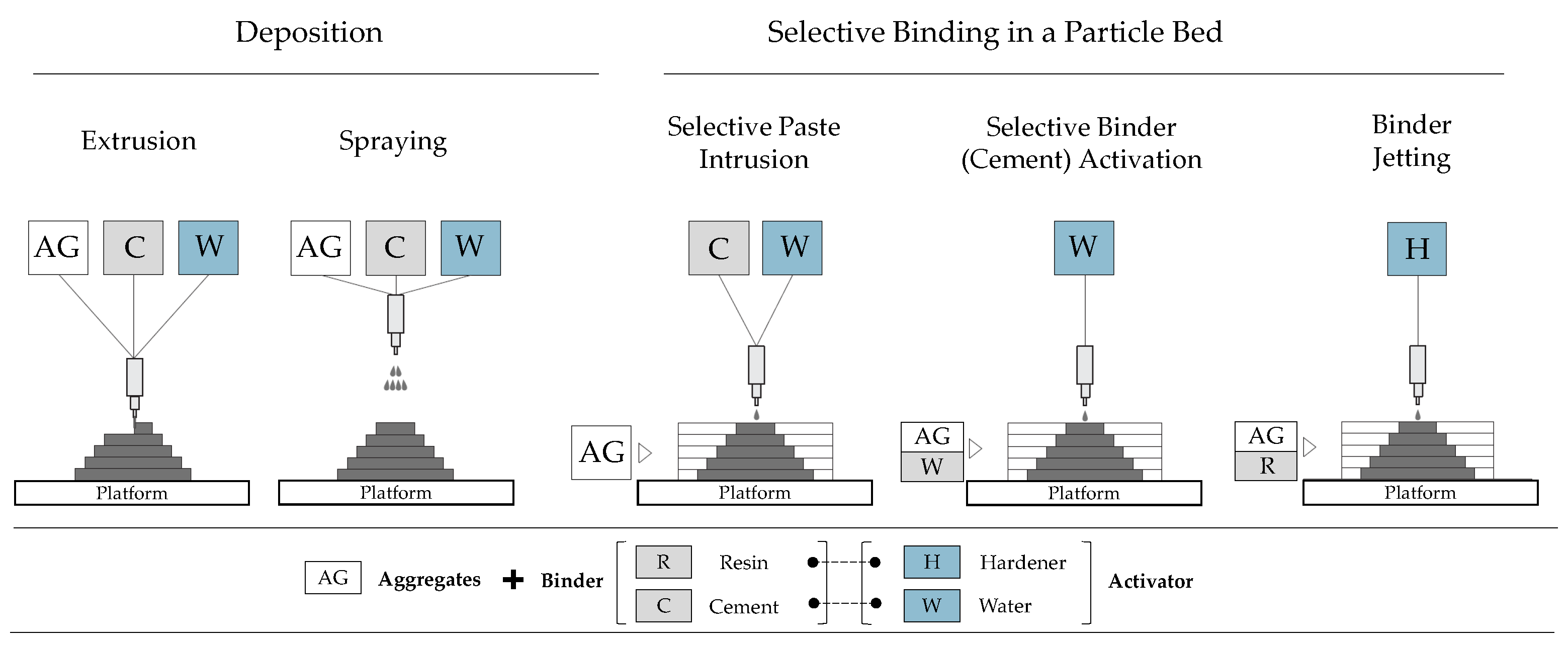
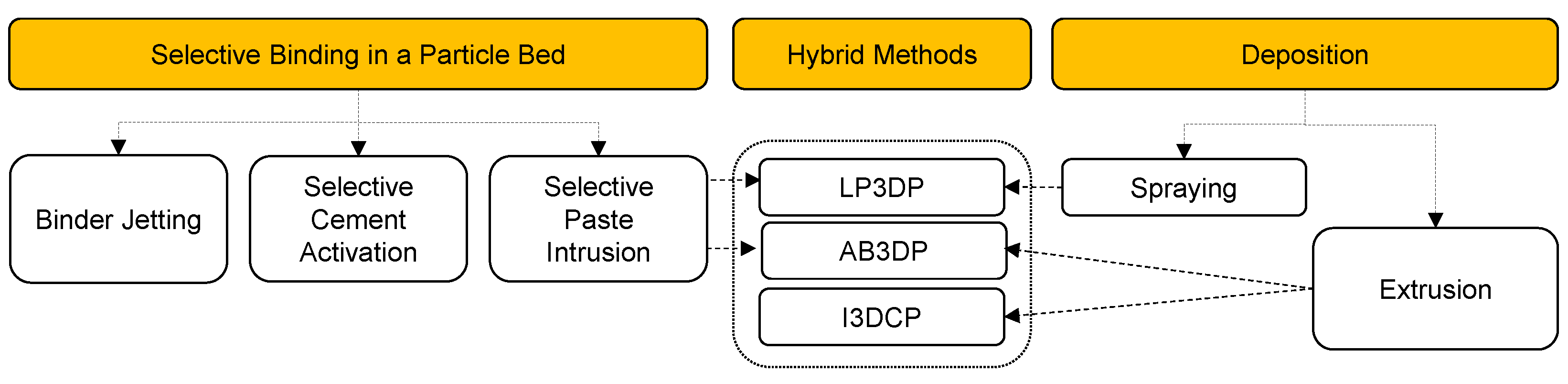
2.2.3. Particle Bed CoAM
- Selective cement activation (SCA): The particle bed contains a dry mixture of fine aggregate (typically sand ≤ 1 mm) and cement (activator) into which water and, if necessary, admixtures are selectively introduced for local cement activation. A cement paste matrix is formed around the aggregate particles [45].
- Selective paste intrusion (SPI): Only the aggregate (average diameter ≤ 5 mm) is present in the particle bed into which a flowable cement paste, with other admixtures, if necessary, is selectively deposited and infiltrates the voids between the aggregate particles [45].
- Binder jetting (BJ): Similar to the SCA process, binder jetting involves the dry mixing of an aggregate and a binder (activator). A resin is selectively applied to bond the layers together. As the activator is a polymer, this is not a cement-based process but a polymer-sand composite process [45].
2.2.4. Hybrid Concrete Additive Manufacturing Methods
2.3. Comparison and Assessment
3. Methodology
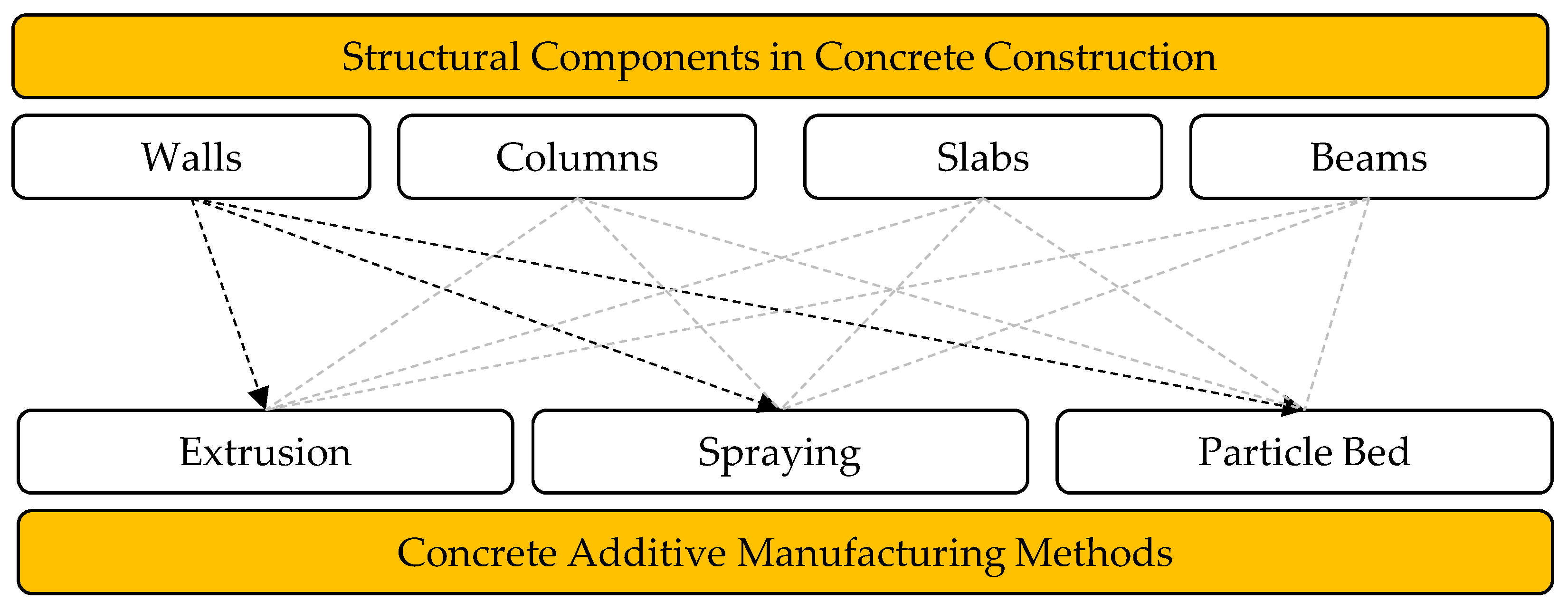
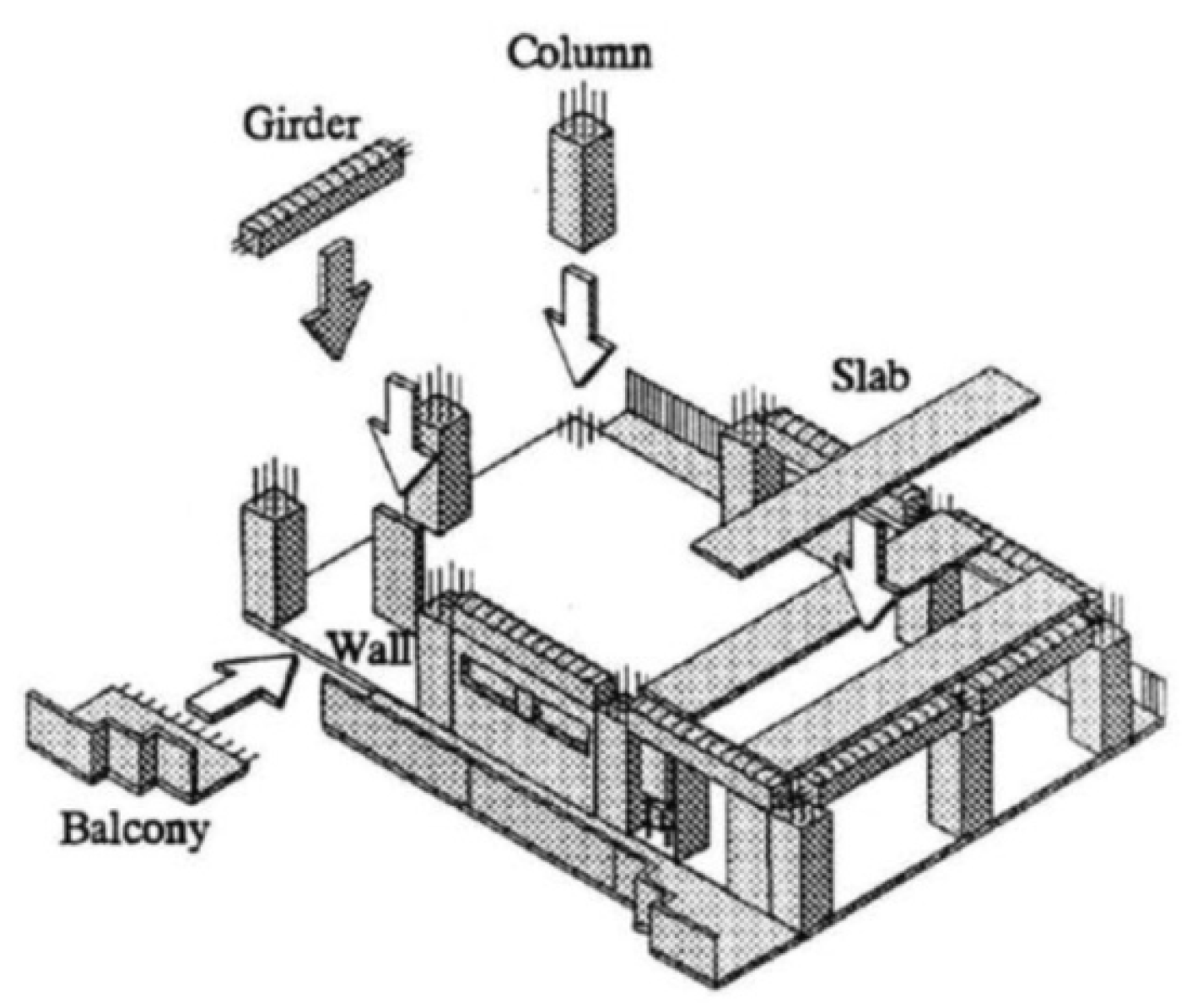
4. Fabrication Strategies for Additively Manufactured Concrete Components
4.1. Predominantly Compression-Stressed Components
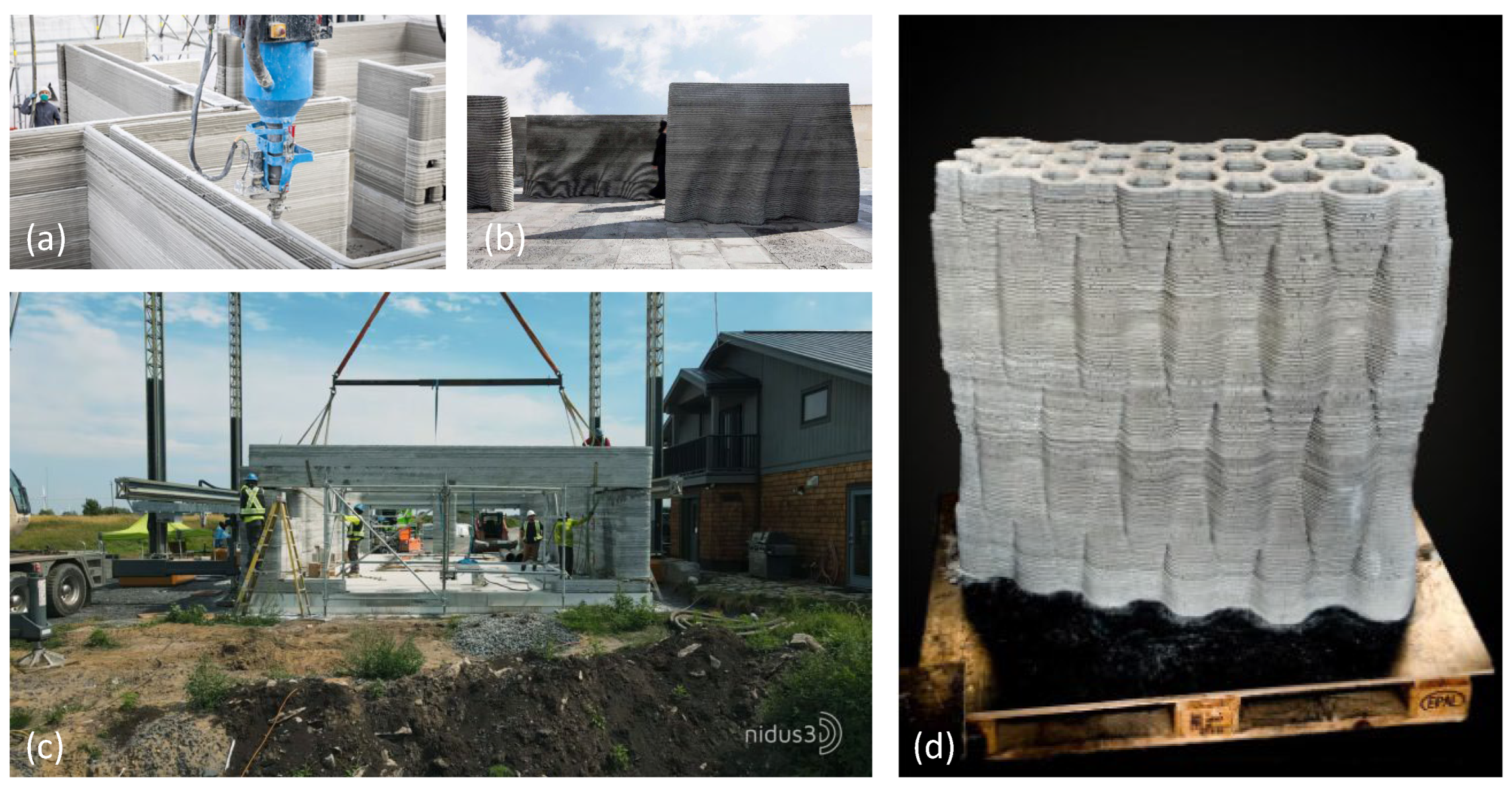
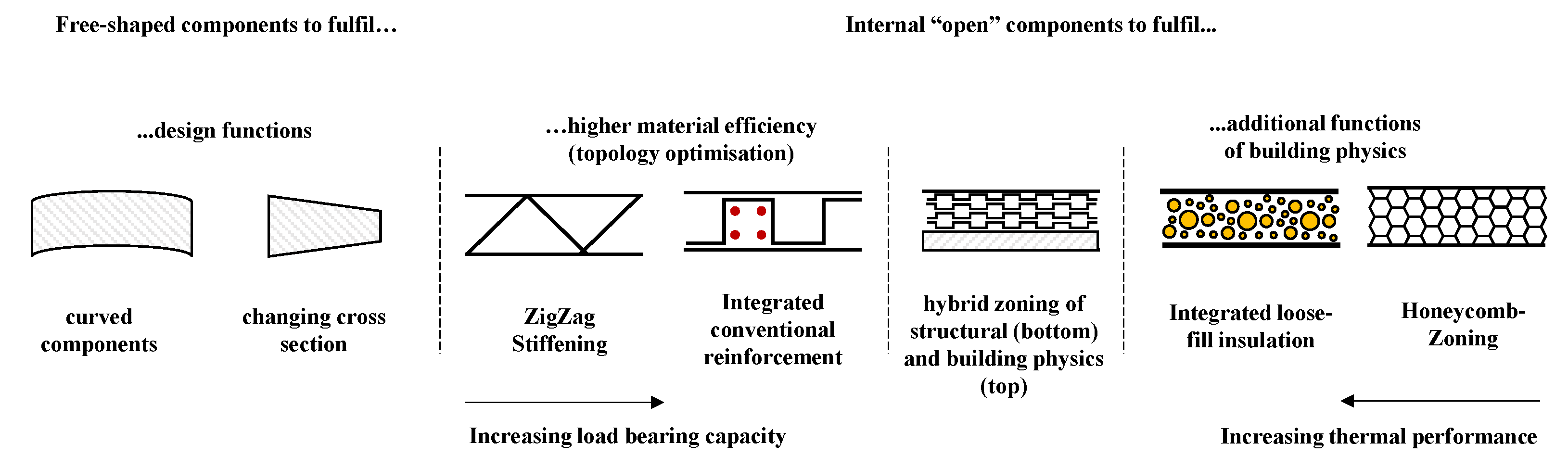
4.1.1. Walls
- Extrusion-based fabrication strategies:

- The type of internal structure (e.g., stiffened grid or equivalent pattern)
- The type of use (indirectly used as lost formwork with or without in-situ reinforced concrete or as a directly used structural component)
- The type of load bearing (reinforced or unreinforced)
- The functional integration (e.g., insulating or electrical cabling)
- The surface finish (ornamentation or quality of the exposed concrete)
- Spraying-based fabrication strategies:
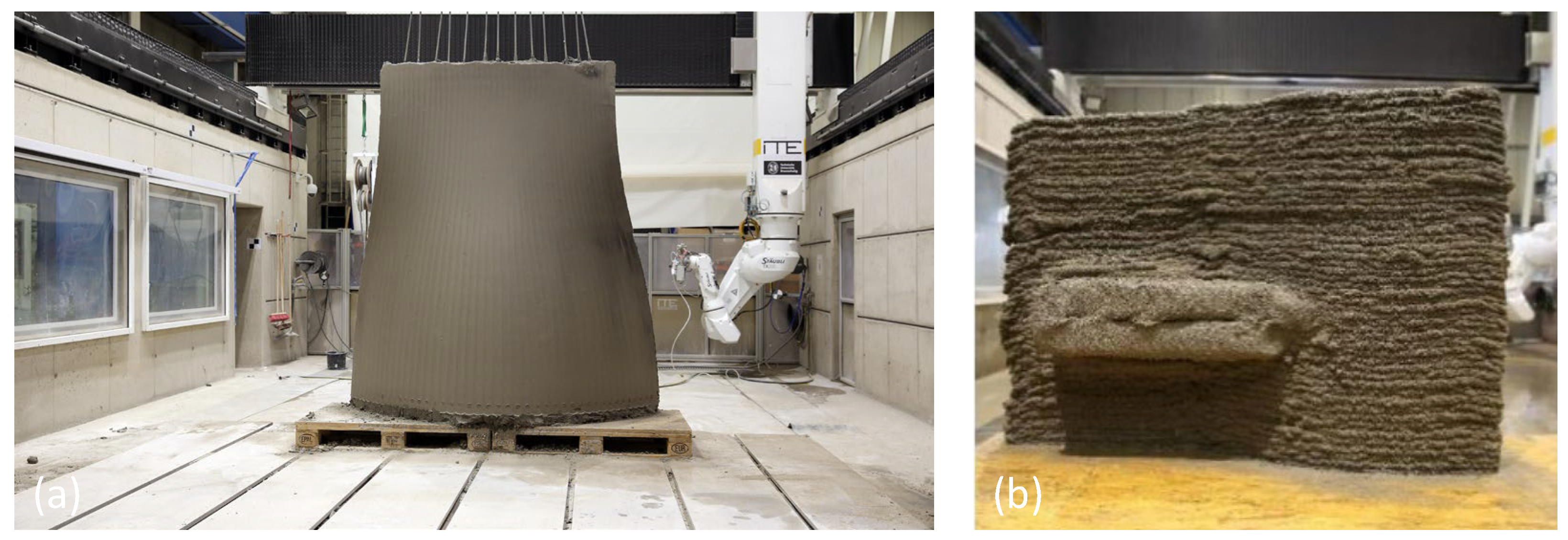
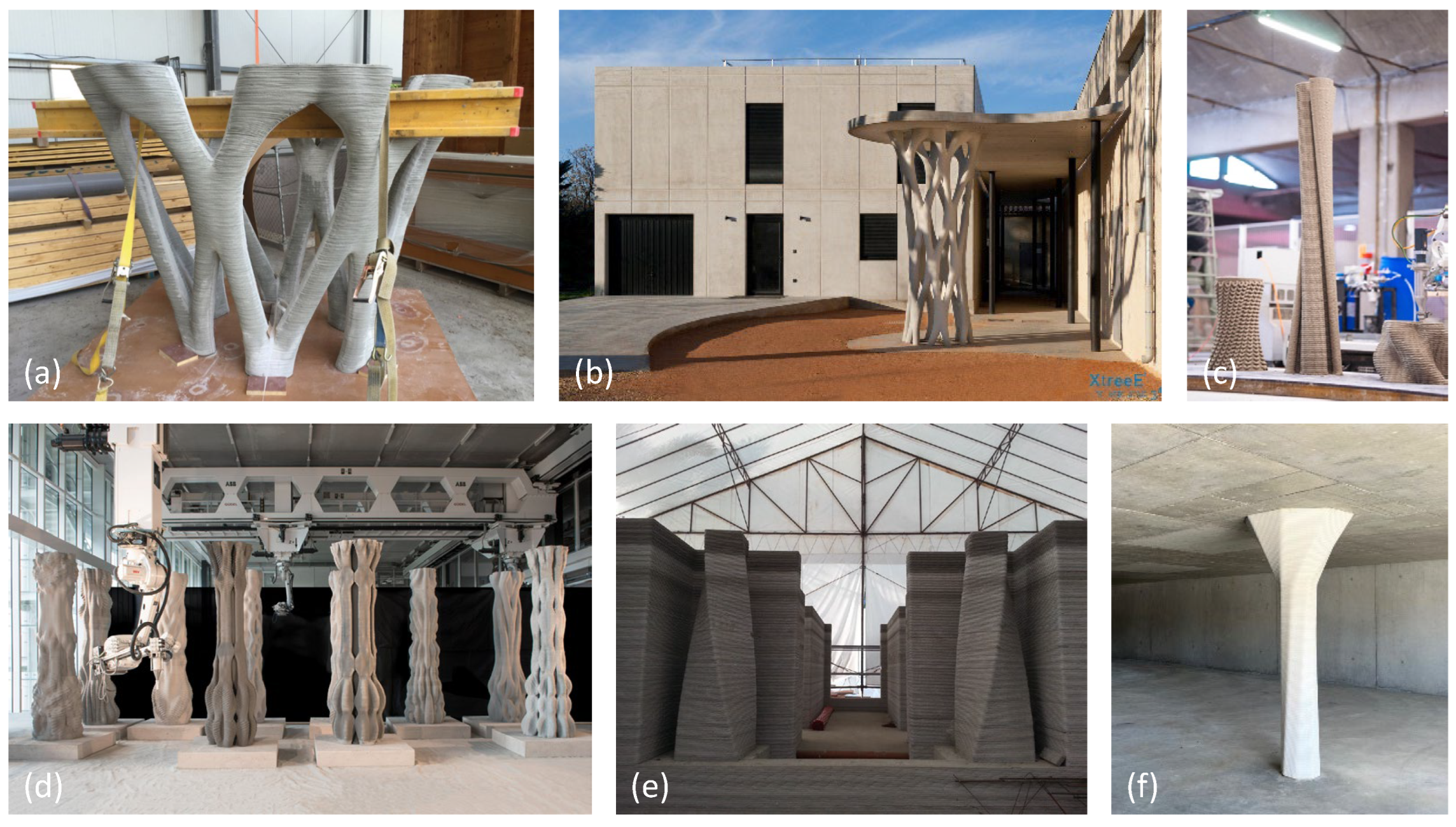
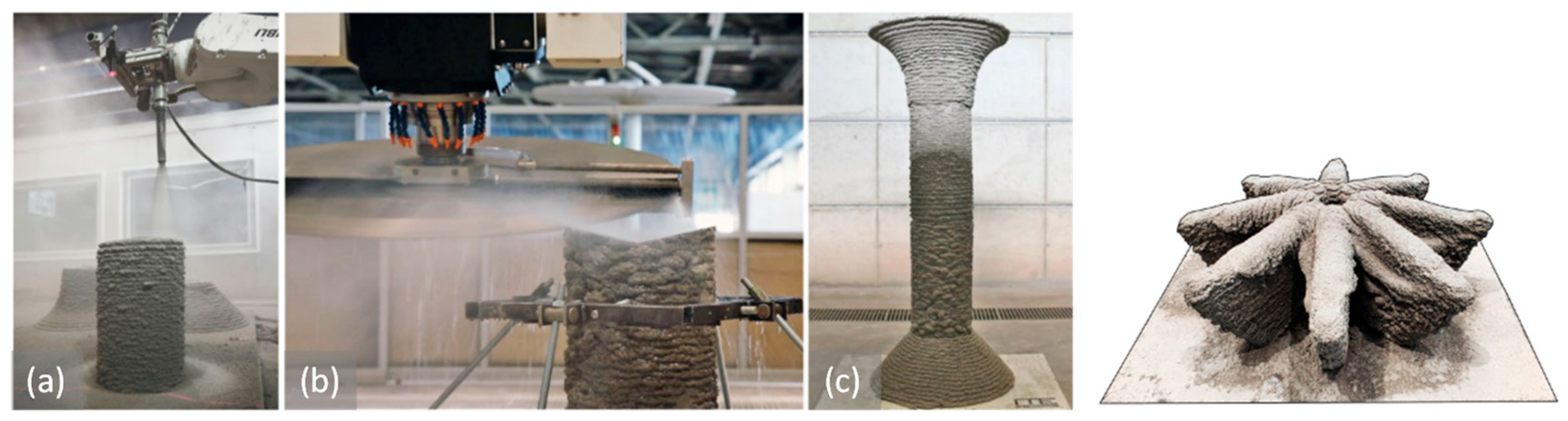
4.1.2. Columns
- Extrusion-based fabrication strategies:
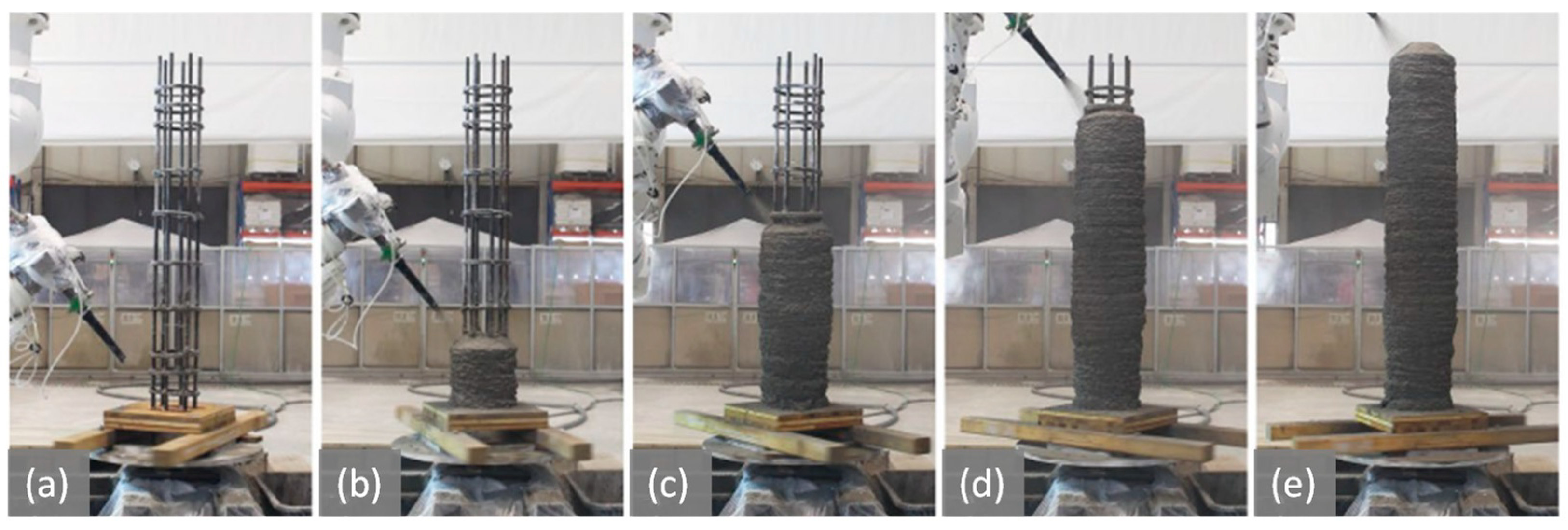
- Spraying-based fabrication strategies:
- (1)
- concrete supports reinforcement
- (2)
- reinforcement supporting concrete
4.2. Predominantly Bending-Stressed Components
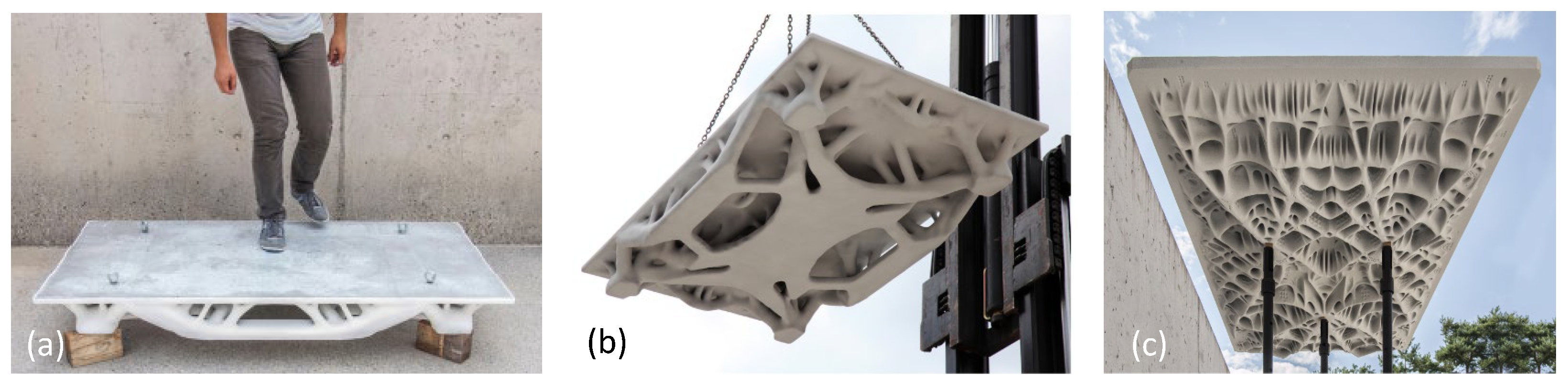
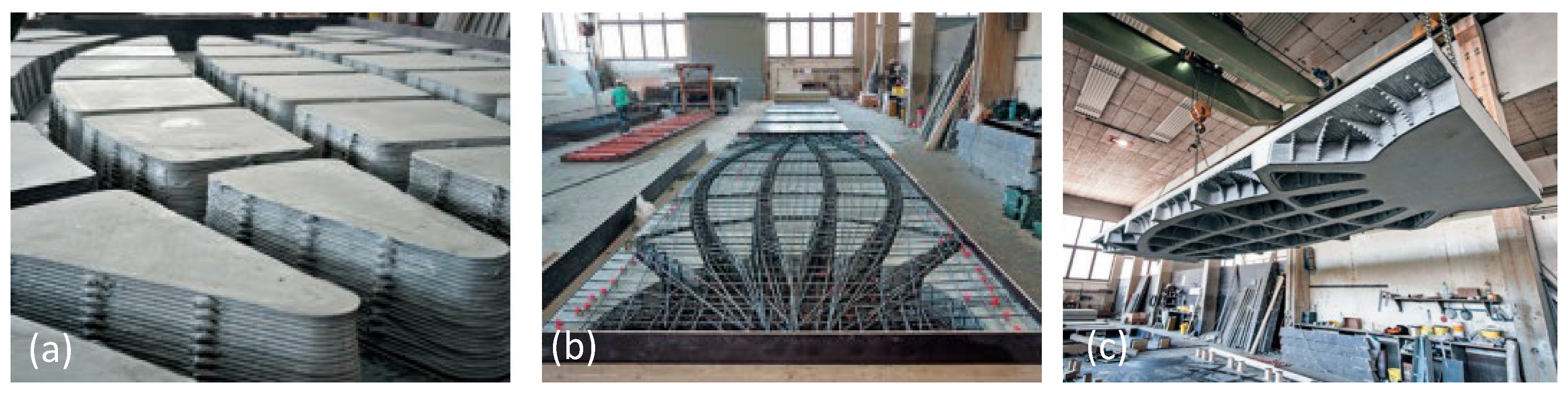
4.2.1. Slabs
- Particle-bed-based fabrication strategies:
- Extrusion-based fabrication strategies:
- Spraying-based fabrication strategies:
- “Direct” prefabrication of topology-optimised slabs as small components (Particle Bed).
- “Indirect” prefabrication of topology-optimised slabs using 3D printed hollow elements to place as recesses. It was shown that extrusion was only used indirectly instead of printing a “slab” directly (Extrusion).
- Prefabrication of (structural optimised) slabs as “add-on” printing using already prefabricated semi-finished slabs or modern formwork solution as a counterpart (Spraying).
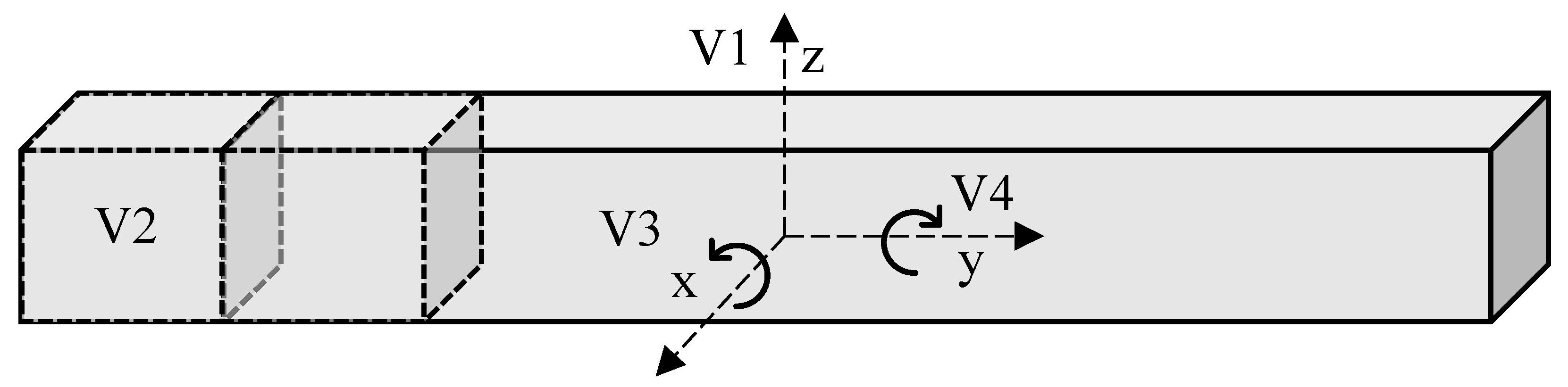
4.2.2. Beams
- V1: The beam is printed along the longitudinal axis (0°—no rotation)
- V2: The beam is produced segmented and then joined by external post-tensioning. (90° individual segments rotated around the x-axis).
- V3: The beam is not segmented and is printed as a “column” and conventionally reinforced with steel bars or subsequently post-tensioning. The “column” is then laid down as a “beam”.
- V4: The beam is flipped along the longitudinal axis and printed (component rotated 90° around the y-axis; placed sideways).
- Particle-bed-based fabrication strategies:
- Extrusion-based fabrication strategies:
- Spraying-based fabrication strategies:
5. Discussion: Trends, Potential and Future Challenges
5.1. Extrusion Based CoAM
5.2. Spraying-Based CoAM
5.3. Particle-Bed-Based CoAM
6. Conclusions
6.1. Summary
6.2. Outlook
- How will a “design for AM” approach effect the conventional design and construction process?
- How will the design process change if AM-specific structural-design requirements are integrated into the early design stages?
- What is the appropriate manufacturing process to use? (conventional or AM?)
- When does the selection of a construction method have to be made in the design process?
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lehne, J.; Preston, F. Making Concrete Change: Innovation in Low-carbon Cement and Concrete. 2018. Available online: https://www.chathamhouse.org/2018/06/making-concrete-change-innovation-low-carbon-cement-and-concrete (accessed on 18 April 2023).
- Statista. Cement Production Global 2022|Statista. Available online: https://www.statista.com/statistics/1087115/global-cement-production-volume/ (accessed on 22 March 2023).
- International Energy Agency; World Business Council for Sustainable Development’s (WBCSD) Cement Sustainability Initiative. Technology Roadmap: Low-Carbon Transition in the Cement Industry. 2018. Available online: https://www.wbcsd.org/contentwbc/download/4586/61682/1 (accessed on 18 April 2023).
- Bundesministerium für Umwelt, Naturschutz, Bau und Reaktorsicherheit (BMUB). Übereinkommen von Paris. Available online: https://www.bmuv.de/fileadmin/Daten_BMU/Download_PDF/Klimaschutz/paris_abkommen_bf.pdf (accessed on 18 April 2023).
- Hauptverband der Deutschen Bauindustrie. Produktivität im Bau(haupt-)gewerbe—Ein Statistischer Befund. Available online: https://www.bauindustrie.de/fileadmin/bauindustrie.de/Zahlen_Fakten/Auf_den_Punkt_gebracht/221102_Bi_auf_den_Punkt_gebracht_-_Produktivitaet_im_Bau_haupt_gewerbe_01.pdf (accessed on 22 March 2023).
- McKinsey Global Institute. Reinventing Construction: A Route to Higher Productivity. Available online: https://www.mckinsey.com/~/media/mckinsey/business%20functions/operations/our%20insights/reinventing%20construction%20through%20a%20productivity%20revolution/mgi-reinventing-construction-a-route-to-higher-productivity-full-report.pdf (accessed on 18 April 2023).
- García de Soto, B.; Agustí-Juan, I.; Hunhevicz, J.; Joss, S.; Graser, K.; Habert, G.; Adey, B.T. Productivity of digital fabrication in construction: Cost and time analysis of a robotically built wall. Autom. Constr. 2018, 92, 297–311. [Google Scholar] [CrossRef]
- De Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Delgado Camacho, D.; Clayton, P.; O’Brien, W.J.; Seepersad, C.; Juenger, M.; Ferron, R.; Salamone, S. Applications of additive manufacturing in the construction industry—A forward-looking review. Autom. Constr. 2018, 89, 110–119. [Google Scholar] [CrossRef]
- Placzek, G.; Schwerdtner, P. Ableitung von Integrationsansätzen des “Beton-3D- Drucks“ in den Bauprozess anhand von Merkmalen der additiven Fertigung. Bauwirtschaft 2020, 5, 208–222. [Google Scholar]
- Kloft, H.; Hack, N.; Mainka, J.; Brohmann, L.; Herrmann, E.; Ledderose, L.; Lowke, D. Additive Fertigung im Bauwesen: Erste 3-D-gedruckte und bewehrte Betonbauteile im Shotcrete-3-D-Printing-Verfahren (SC3DP). Bautechnik 2019, 96, 929–938. [Google Scholar] [CrossRef]
- El-Sayegh, S.; Romdhane, L.; Manjikian, S. A critical review of 3D printing in construction: Benefits, challenges, and risks. Arch. Civ. Mech. Eng. 2020, 20, 4. [Google Scholar] [CrossRef] [Green Version]
- Baigarina, A.; Shehab, E.; Ali, M.H. Construction 3D printing: A critical review and future research directions. Prog. Addit. Manuf. 2023. [Google Scholar] [CrossRef]
- Strohle, M.; Sadique, M.; Dulaimi, A.; Kadhim, M.A. Prospect and barrier of 3D concrete: A systematic review. Innov. Infrastruct. Solut. 2023, 8, 21. [Google Scholar] [CrossRef]
- Kaszyńska, M.; Skibicki, S.; Hoffmann, M. 3D Concrete Printing for Sustainable Construction. Energies 2020, 13, 6351. [Google Scholar] [CrossRef]
- Al-Tamimi, A.K.; Alqamish, H.H.; Khaldoune, A.; Alhaidary, H.; Shirvanimoghaddam, K. Framework of 3D Concrete Printing Potential and Challenges. Buildings 2023, 13, 827. [Google Scholar] [CrossRef]
- Bhardwaj, A.; Jones, S.Z.; Kalantar, N.; Pei, Z.; Vickers, J.; Wangler, T.; Zavattieri, P.; Zou, N. Additive Manufacturing Processes for Infrastructure Construction: A Review. J. Manuf. Sci. Eng. 2019, 141, 091010. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G.; Malek, S. Review of Emerging Additive Manufacturing Technologies in 3D Printing of Cementitious Materials in the Construction Industry. Front. Built Environ. 2019, 4, 2740. [Google Scholar] [CrossRef] [Green Version]
- Ma, G.; Wang, L. A critical review of preparation design and workability measurement of concrete material for largescale 3D printing. Front. Struct. Civ. Eng. 2018, 12, 382–400. [Google Scholar] [CrossRef]
- Paul, S.C.; van Zijl, G.P.; Tan, M.J.; Gibson, I. A review of 3D concrete printing systems and materials properties: Current status and future research prospects. RPJ 2018, 24, 784–798. [Google Scholar] [CrossRef] [Green Version]
- Puzatova, A.; Shakor, P.; Laghi, V.; Dmitrieva, M. Large-Scale 3D Printing for Construction Application by Means of Robotic Arm and Gantry 3D Printer: A Review. Buildings 2022, 12, 2023. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, D.; Chen, P.; Li, N.; Perrot, A. A Review of the Extruder System Design for Large-Scale Extrusion-Based 3D Concrete Printing. Materials 2023, 16, 2661. [Google Scholar] [CrossRef]
- Cao, X.; Yu, S.; Cui, H.; Li, Z. 3D Printing Devices and Reinforcing Techniques for Extruded Cement-Based Materials: A Review. Buildings 2022, 12, 453. [Google Scholar] [CrossRef]
- Wu, Z.; Memari, A.; Duarte, J. State of the Art Review of Reinforcement Strategies and Technologies for 3D Printing of Concrete. Energies 2022, 15, 360. [Google Scholar] [CrossRef]
- Ahmed, G.H.; Askandar, N.H.; Jumaa, G.B. A review of largescale 3DCP: Material characteristics, mix design, printing process, and reinforcement strategies. Structures 2022, 43, 508–532. [Google Scholar] [CrossRef]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Raphael, B.; Senthilnathan, S.; Patel, A.; Bhat, S. A review of concrete 3D printed structural members. Front. Built Environ. 2023, 8, 291. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Panda, B.; Paul, S.C.; Noor Mohamed, N.A.; Tan, M.J.; Leong, K.F. 3D printing trends in building and construction industry: A review. Virtual Phys. Prototyp. 2017, 12, 261–276. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Hossain, M.A.; Zhumabekova, A.; Paul, S.C.; Kim, J.R. A Review of 3D Printing in Construction and its Impact on the Labor Market. Sustainability 2020, 12, 8492. [Google Scholar] [CrossRef]
- Peri. PERI Group Acquires Stake in COBOD International A/S. Available online: https://www.peri.com/en/company/press-releases/PERI-Group-acquires-stake-in-COBOD.html (accessed on 22 March 2023).
- Meisenzahl, M.; Dubai Is Now Home to the Largest 3D-Printed Building in the World. Insider [Online]; 30 December 2019. Available online: https://www.businessinsider.com/dubai-largest-3d-printed-building-apis-cor-photos-2019-12 (accessed on 25 April 2023).
- 3dprintedhouse. Project Milestone. Available online: https://www.3dprintedhouse.nl/en/project-info/project-milestone/ (accessed on 25 April 2023).
- COBOD. Kamp C|COBOD International. Available online: https://cobod.com/projects-partners/kamp-c/ (accessed on 25 April 2023).
- Brooke Bauguess. The Chicon House—ICON: The First Permitted 3D-Printed Home in the United States. Available online: https://www.iconbuild.com/projects/chicon-house (accessed on 25 April 2023).
- PERI 3D Construction GmbH. Germany’s First 3D-Printed Home. Available online: https://www.peri3dconstruction.com/en/beckum (accessed on 25 April 2023).
- PERI 3D Construction GmbH. Europe’s Largest 3D-Printed Apartment Building. Available online: https://www.peri3dconstruction.com/en/wallenhausen (accessed on 25 April 2023).
- Statistisches Bundesamt. Baufertigstellungen von Wohungen in Wohn- und Nichtwohngebäuden* in Deutschland in den Jahren 2022 bis 2021 (in Tausend) [Graph]. Available online: https://de.statista.com/statistik/daten/studie/39008/umfrage/baufertigstellungen-von-wohnungen-in-deutschland/ (accessed on 25 April 2023).
- Bos, F.P.; Menna, C.; Pradena, M.; Kreiger, E.; da Silva, W.L.; Rehman, A.U.; Weger, D.; Wolfs, R.; Zhang, Y.; Ferrara, L.; et al. The realities of additively manufactured concrete structures in practice. Cem. Concr. Res. 2022, 156, 106746. [Google Scholar] [CrossRef]
- Gebhardt, A. Generative Fertigungsverfahren: Additive Manufacturing und 3D Drucken für Prototyping-Tooling-Produktion, 4., neu bearb. und erw. Aufl. In Hanser; Ciando: München, Germany, 2013; ISBN 9783446436527. [Google Scholar]
- DIN Deutsches Institut für Normung e., V. DIN 8580:2022-12, Fertigungsverfahren—Begriffe, Einteilung; Beuth Verlag GmbH: Berlin, Germany, 2022. [Google Scholar]
- Buswell, R.A.; Bos, F.P.; Silva, W.R.L.d.; Hack, N.; Kloft, H.; Lowke, D.; Freund, N.; Fromm, A.; Dini, E.; Wangler, T.; et al. Digital Fabrication with Cement—Based Materials: Process Classification and Case Studies. In Digital Fabrication with Cement-Based Materials; Springer: Cham, Switzerland, 2022; pp. 11–48. [Google Scholar]
- Buswell, R.A.; da Silva, W.L.; Bos, F.P.; Schipper, H.R.; Lowke, D.; Hack, N.; Kloft, H.; Mechtcherine, V.; Wangler, T.; Roussel, N. A process classification framework for defining and describing Digital Fabrication with Concrete. Cem. Concr. Res. 2020, 134, 106068. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e., V. DIN EN ISO/ASTM 52900:2022-03, Additive Fertigung-Grundlagen-Terminologie: Deutsche Fassung EN_ISO/ASTM 52900:2021; Beuth Verlag GmbH: Berlin, Germany, 2022. [Google Scholar]
- Lowke, D.; Dini, E.; Perrot, A.; Weger, D.; Gehlen, C.; Dillenburger, B. Particle-bed 3D printing in concrete construction—Possibilities and challenges. Cem. Concr. Res. 2018, 112, 50–65. [Google Scholar] [CrossRef]
- Volpe, S.; Sangiorgio, V.; Fiorito, F.; Varum, H. Overview of 3D construction printing and future perspectives: A review of technology, companies and research progression. Archit. Sci. Rev. 2022, 1–22. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.; Le, T.; Wackrow, R.; Austin, S.; Gibb, A.; Thorpe, T. Development of a Viable Concrete Printing Process. In Proceedings of the 28th ISARC, 28th International Symposium on Automation and Robotics in Construction, Seoul, Republic of Korea, 29 June–2 July 2011; Kwon, S., Ed.; [Google Scholar]
- Khoshnevis, B.; Dutton, R. Innovative Rapid Prototyping Process Makes Large Sized, Smooth Surfaced Complex Shapes in a Wide Variety of Materials. Mater. Technol. 1998, 13, 53–56. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Nerella, V.N. Beton-3D-Druck durch selektive Ablage. Beton-Stahlbetonbau 2019, 114, 24–32. [Google Scholar] [CrossRef] [Green Version]
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Otto, J.; Krause, M. CONPrint3D®: 3D-Druck als Innovation im Betonbau. In Festschrift zum 60. Geburtstag von Univ.-Prof. Dr.-Ing. Christoph Motzko; Fenner, J., Ed.; Institut für Baubetrieb der Technischen Universität Darmstadt: Darmstadt, Germany, 2017; pp. 571–586. ISBN 978-3-941925-29-8. [Google Scholar]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Buswell, R.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Alfani, R. Rheological test methods for the characterization of extrudable cement-based materials—A review. Mater. Struct. 2005, 38, 239–247. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J.; Xia, M. Method of enhancing interlayer bond strength in construction scale 3D printing with mortar by effective bond area amplification. Mater. Des. 2019, 169, 107684. [Google Scholar] [CrossRef]
- Van der Putten, J.; Volder, M.d.; van den Heede, P.; Deprez, M.; Cnudde, V.; Schutter, G.d.; van Tittelboom, K. Transport properties of 3D printed cementitious materials with prolonged time gap between successive layers. Cem. Concr. Res. 2022, 155, 106777. [Google Scholar] [CrossRef]
- Placzek, G.; Schwerdtner, P. Vorüberlegungen bei der Anwendung robotischer Systeme—Eine baubetriebliche Untersuchung für den Beton-3D-Druck/A preliminary study of the impact of robotic systems on concrete 3D printing in the construction industry. Bauingenieur 2022, 97, 423–433. [Google Scholar] [CrossRef]
- Dörfler, K.; Hack, N.; Sandy, T.; Giftthaler, M.; Lussi, M.; Walzer, A.N.; Buchli, J.; Gramazio, F.; Kohler, M. Mobile robotic fabrication beyond factory conditions: Case study Mesh Mould wall of the DFAB HOUSE. Constr. Robot. 2019, 3, 53–67. [Google Scholar] [CrossRef] [Green Version]
- Labonnote, N.; Rønnquist, A.; Manum, B.; Rüther, P. Additive construction: State-of-the-art, challenges and opportunities. Autom. Constr. 2016, 72, 347–366. [Google Scholar] [CrossRef]
- Apis Cor. Project “Frank” by Apis Cor. Available online: https://www.youtube.com/watch?v=NX2AQCLNXbU (accessed on 3 November 2021).
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef] [Green Version]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef] [Green Version]
- Vasilic, K.; Norman, H.; Kloft, H.; Lowke, D.; Mechtcherine, V.; Nerella, V.N.; Wangler, T. Digitale Fertigung im Betonbau. In Nachhaltigkeit, Digitalisierung, Instandhaltung; 111; Jahrgang, Bergmeister, K., Fingerloos, F., Wörner, J.-D., Eds.; Ernst & Sohn a Wiley Brand: Berlin, Germany, 2022; pp. 691–724. ISBN 978-3-433-03344-9. [Google Scholar]
- AM Chronicle Editor. COBOD Showcases 3D Construction Printing Technology Live at Scale—AM Chronicle. Available online: https://www.amchronicle.com/news/cobod-3d-prints-construction-applications-live-in-front-of-record-breaking-audience-at-the-world-of-concrete-2022-in-las-vegas/ (accessed on 24 March 2023).
- XtreeE. 3D Printing System—XtreeE. Available online: https://xtreee.com/en/solutions/ (accessed on 24 March 2023).
- We Redefine Construction | CyBe Construction. Available online: https://cybe.eu/ (accessed on 24 March 2023).
- Lindemann, H.; Gerbers, R.; Ibrahim, S.; Dietrich, F.; Herrmann, E.; Dröder, K.; Raatz, A.; Kloft, H. Development of a Shotcrete 3D-Printing (SC3DP) Technology for Additive Manufacturing of Reinforced Freeform Concrete Structures. In First RILEM International Conference on Concrete and Digital Fabrication—Digital Concrete 2018; RILEM International Conference on Concrete and Digital Fabrication; Wangler, T., Flatt, R.J., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 287–298. [Google Scholar]
- Herrmann, E.; Lindemann, H.; Kloft, H. Entwicklung einer robotergestützten Spritzbetontechnologie zur schalungslosen generativen Fertigung komplexer Betonbauteile am DBFL (Digital Building Fabrication Laboratory). In Proceedings of the Spritzbeton-Tagung 2018, Alpbach, Austria, 11–12 January 2018. [Google Scholar]
- Nolte, N.; Heidmann-Ruhz, M.; Krauss, H.-W.; Varady, P.; Budelmann, H.; Wolter, A. Entwicklung von Spritzbetonrezepturen mit Steuerbaren Eigenschaften für die Robotergestützte Additive Fertigung von Betonbauteilen. In Proceedings of the Spritzbeton-Tagung, Alpbach, Austria, 11–12 January 2018. [Google Scholar]
- Kloft, H.; Hack, N.; Lindemann, H.; Mainka, J. Shotcrete 3D Printing (SC3DP)—3D-Drucken von großformatigen Betonbauteilen. DBZ 2019, 2, 54–57. [Google Scholar]
- Kloft, H.; Krauss, H.-W.; Hack, N.; Herrmann, E.; Neudecker, S.; Varady, P.A.; Lowke, D. Influence of process parameters on the interlayer bond strength of concrete elements additive manufactured by Shotcrete 3D Printing (SC3DP). Cem. Concr. Res. 2020, 134, 106078. [Google Scholar] [CrossRef]
- Hack, N.; Kloft, H. Shotcrete 3D Printing Technology for the Fabrication of Slender Fully Reinforced Freeform Concrete Elements with High Surface Quality: A Real-Scale Demonstrator. In Second RILEM International Conference on Concrete and Digital Fabrication; Bos, F.P., Lucas, S.S., Wolfs, R.J., Salet, T.A., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 1128–1137. ISBN 978-3-030-49915-0. [Google Scholar]
- Dressler, I.; Freund, N.; Lowke, D. The Effect of Accelerator Dosage on Fresh Concrete Properties and on Interlayer Strength in Shotcrete 3D Printing. Materials 2020, 13, 374. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lachmayer, L.; Dörrie, R.; Kloft, H.; Raatz, A. Process Control for Additive Manufacturing of Concrete Components. In Third RILEM International Conference on Concrete and Digital Fabrication; RILEM International Conference on Concrete and Digital Fabrication; Buswell, R., Blanco, A., Cavalaro, S., Kinnell, P., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 351–356. [Google Scholar]
- Kloft, H.; Empelmann, M.; Hack, N.; Herrmann, E.; Lowke, D. Reinforcement strategies for 3D-concrete-printing. Civ. Eng. Des. 2020, 2, 131–139. [Google Scholar] [CrossRef]
- Aeditive—Revolutionäre Effizienz im Betonbau. Aeditive—Revolutionäre Effizienz im Betonbau. Available online: https://www.aeditive.de/ (accessed on 5 January 2023).
- Heidarnezhad, F.; Zhang, Q. Shotcrete based 3D concrete printing: State of art, challenges, and opportunities. Constr. Build. Mater. 2022, 323, 126545. [Google Scholar] [CrossRef]
- Pegna, J. Application of Cementitious Bulk Materials to Site Processed Solid Freeform Construction. 1995. Available online: https://repositories.lib.utexas.edu/handle/2152/68688 (accessed on 5 January 2023).
- Mai, I.; Lowke, D.; Perrot, A. Fluid intrusion in powder beds for selective cement activation—An experimental and analytical study. Cem. Concr. Res. 2022, 156, 106771. [Google Scholar] [CrossRef]
- Additive Tectonics. Innovative Technologies and 3D Printed Architecture. Available online: https://www.additive-tectonics.com/ (accessed on 25 April 2023).
- Yu, S.; Du, H.; Sanjayan, J. Aggregate-bed 3D concrete printing with cement paste binder. Cem. Concr. Res. 2020, 136, 106169. [Google Scholar] [CrossRef]
- Mai, I.; Brohmann, L.; Freund, N.; Gantner, S.; Kloft, H.; Lowke, D.; Hack, N. Large Particle 3D Concrete Printing-A Green and Viable Solution. Materials 2021, 14, 6125. [Google Scholar] [CrossRef]
- Hack, N.; Dressler, I.; Brohmann, L.; Gantner, S.; Lowke, D.; Kloft, H. Injection 3D Concrete Printing (I3DCP): Basic Principles and Case Studies. Materials 2020, 13, 1093. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kloft, H.; Dörfler, K.; Bährens, M.; Dielemans, G.; Diller, J.; Dörrie, R.; Gantner, S.; Hensel, J.; Keune, A.; Lowke, D.; et al. Die Forschungsinfrastruktur des SFB TRR 277 AMC Additive Fertigung im Bauwesen. Bautechnik 2022, 99, 758–773. [Google Scholar] [CrossRef]
- Wakisaka, T.; Furuya, N.; Inoue, Y.; Shiokawa, T. Automated construction system for high-rise reinforced concrete buildings. Autom. Constr. 2000, 9, 229–250. [Google Scholar] [CrossRef]
- Lohmeyer, G.C.O. Stahlbetonbau; Vieweg+Teubner Verlag: Wiesbaden, Germany, 1990. [Google Scholar]
- García-Alvarado, R.; Moroni-Orellana, G.; Banda-Pérez, P. Architectural Evaluation of 3D-Printed Buildings. Buildings 2021, 11, 254. [Google Scholar] [CrossRef]
- Weger, D.; Gehlen, C.; Korte, W.; Meyer-Brötz, F.; Scheydt, J.; Stengel, T. Building rethought—3D concrete printing in building practice. Constr. Robot. 2021, 5, 203–210. [Google Scholar] [CrossRef]
- Hoffmann, M.; Skibicki, S.; Pankratow, P.; Zieliński, A.; Pajor, M.; Techman, M. Automation in the Construction of a 3D-Printed Concrete Wall with the Use of a Lintel Gripper. Materials 2020, 13, 1800. [Google Scholar] [CrossRef] [Green Version]
- Apis Cor. World’s Largest 3D Printed Building | Apis Cor. Available online: https://www.apis-cor.com/dubai-project (accessed on 23 March 2022).
- SWNA. Available online: https://theswna.com/projects/the-curtained-wall (accessed on 27 March 2023).
- Prasittisopin, L.; Pongpaisanseree, K.; Jiramarootapong, P.; Snguanyat, C. Thermal and Sound Insulation of Large-Scale 3D Extrusion Printing Wall Panel. In Second RILEM International Conference on Concrete and Digital Fabrication; RILEM International Conference on Concrete and Digital Fabrication; Bos, F.P., Lucas, S.S., Wolfs, R.J., Salet, T.A., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 1174–1182. [Google Scholar]
- Jaugstetter, F. Design Tool for Extrusion Based Additive Manufacturing of Functionally Enhanced Lightweight Concrete Wall Elements. Master’s Thesis, TU Munich, Munich, Germany, 2020. [Google Scholar]
- Briels, D.; Kollmannsberger, S.; Leithner, F.; Matthäus, C.; Nouman, A.S.; Oztoprak, O.; Rank, E. Thermal Optimization of Additively Manufactured Lightweight Concrete Wall Elements with Internal Cellular Structure through Simulations and Measurements. Buildings 2022, 12, 1023. [Google Scholar] [CrossRef]
- Ramakrishnan, S.; Muthukrishnan, S.; Sanjayan, J.; Pasupathy, K. Concrete 3D printing of lightweight elements using hollow-core extrusion of filaments. Cem. Concr. Compos. 2021, 123, 104220. [Google Scholar] [CrossRef]
- Ivaniuk, E.; Müller, S.; Neef, T.; Mechtcherine, V. Strategies for Integrating Reinforcement Into 3D Concrete Printing at the TU Dresden. Open Conf. Proc. 2022, 1, 23–34. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Buswell, R.; Kloft, H.; Bos, F.P.; Hack, N.; Wolfs, R.; Sanjayan, J.; Nematollahi, B.; Ivaniuk, E.; Neef, T. Integrating reinforcement in digital fabrication with concrete: A review and classification framework. Cem. Concr. Compos. 2021, 119, 103964. [Google Scholar] [CrossRef]
- Otto, J.; Kortmann, J.; Krause, M. Wirtschaftliche Perspektiven von Beton-3D-Druckverfahren. Beton- und Stahlbetonbau 2020, 115, 586–597. [Google Scholar] [CrossRef]
- Magazine, A.; Nidus3d 3D Prints First Multi-Storey Building in North America. DEVELOP3D [Online]; 15 September 2022. Available online: https://aecmag.com/news/nidus3d-3d-prints-first-multi-storey-building-in-north-america/ (accessed on 27 March 2023).
- Peri GmbH. Presseinformation: PERI 3D-Druckprojekt Beckum Gewinnt German Innovation Award. Available online: https://www.peri.com/de/unternehmen/presseinformationen/peri-3d-druckprojekt-beckum-gewinnt-german-innovation-award.html (accessed on 19 July 2022).
- Anton, A.; Reiter, L.; Wangler, T.; Frangez, V.; Flatt, R.J.; Dillenburger, B. A 3D concrete printing prefabrication platform for bespoke columns. Autom. Constr. 2021, 122, 103467. [Google Scholar] [CrossRef]
- Gaudillière, N.; Duballet, R.; Bouyssou, C.; Mallet, A.; Roux, P.; Zakeri, M.; Dirrenberger, J. Large-Scale Additive Manufacturing of Ultra-High-Performance Concrete of Integrated Formwork for Truss-Shaped Pillars. In Robotic Fabrication in Architecture, Art and Design 2018; Willmann, J., Block, P., Hutter, M., Byrne, K., Schork, T., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 459–472. ISBN 978-3-319-92293-5. [Google Scholar]
- Zhu, B.; Nematollahi, B.; Pan, J.; Zhang, Y.; Zhou, Z.; Zhang, Y. 3D concrete printing of permanent formwork for concrete column construction. Cem. Concr. Compos. 2021, 121, 104039. [Google Scholar] [CrossRef]
- Vertico. DDW 2021|Vertico. Available online: https://www.vertico.xyz/dutch-design-week-2021 (accessed on 5 January 2023).
- Anton, A.; Bedarf, P.; Yoo, A.; Dillenburger, B.; Reiter, L.; Wangler, T.; Flatt, R.J. Concrete Choreography: Prefabrication of 3D-Printed Columns. In Proceedings of the Fabricate 2020, London, UK, 9–12 September 2020. [Google Scholar] [CrossRef]
- Shaping a Digital Building Culture for Concrete 3D Printing. Available online: https://ethambassadors.ethz.ch/2020/02/11/shaping-a-digital-building-culture-for-concrete-3d-printing/ (accessed on 27 March 2023).
- Marquart, S.; This Hotel Is 3D Printed from Sand and Volcanic Ash. Futurism [Online]; 22 March 2016. Available online: https://futurism.com/hotel-3d-printed-sand-volcanic-ash (accessed on 27 March 2023).
- Affentranger 3DCP. Stützen: Schalungen für Stützen in Beton, Stützen mit Pilzkopf, Dekorative Stützen. Available online: https://www.affentranger3dcp.ch/anwendungen/stutzen (accessed on 27 March 2023).
- Kloft, H.; Empelmann, M.; Oettel, V.; Ledderose, L. Production of the first concrete and reinforced concrete columns by means of 3D printing with concrete. BFT Int. 2019, 6, 28–37. [Google Scholar]
- Lachmayer, L.; Dörrie, R.; Kloft, H.; Raatz, A. Automated shotcrete 3D printing—Printing interruption for extended component complexity. In Proceedings of the 38th International Symposium on Automation and Robotics in Construction, Dubai, United Arab Emirates, 11 February–11 April 2021; Feng, C., Linner, T., Brilakis, I., Eds.; [Google Scholar]
- Cobiax. Cobiax SL (Slim Line). Available online: https://www.cobiax.com/de/de/produkte/cobiax-el/ (accessed on 27 March 2023).
- Graser, K.; Baur, M.; Apolinarska, A.A.; Dörfler, K.; Hack, N.; Jipa, A.; Lloret-Fritschi, E.; Sandy, T.; Sanz-Pont, D.; Hall, D.; et al. DFAB House: A comprehensive demonstrator of digital fabrication in architecture. In Fabricate 2020; Making Resilient Architecture. Fabricate 2020 (Virtual); Burry, J., Sabin, J., Sheil, B., Skavara, M., Eds.; UCL Press: London, UK, 2020; pp. 130–140. ISBN 978-1-78735-812-6. [Google Scholar]
- Meibodi, M.A.; Jipa, A.; Giesecke, R.; Shammas, D.; Bernhard, M.; Leschok, M.; Graser, K.; Dillenburger, B.; Smart Slab. Computational design and digital fabrication of a lightweight concrete slab. In Proceedings of the 38th Annual Conference of the Association for Computer Aided Design in Architecture (ACADIA), Mexico City, Mexico, 18–20 October 2018; pp. 434–443. [Google Scholar] [CrossRef]
- dbt. The Smart Slab—3D-Printed Formwork for a Radical New Concrete Aesthetic. Available online: https://dbt.arch.ethz.ch/project/smart-slab/ (accessed on 27 March 2023).
- Jipa, M.-A.; Aghaei Meibodi, M.; Giesecke, R.; Shammas, D.; Leschok, M.; Bernhard, M.; Dillenburger, B. 3D-Printed Formwork for Prefabricated Concrete Slabs. In Proceedings of the 1st International Conference on 3D Construction Printing (3DcP), ETH Zurich, Digital Building Technologies (ITA), Melbourne, Australia, 26–28 November 2018. [Google Scholar]
- Jipa, A. Free Formwork: 3D Printing for Complex Concrete Architecture; ETH Zurich: Zürich, Switzerland, 2022. [Google Scholar]
- dbt. Topology Optimisation for a Concrete Slab—dbt. Available online: https://dbt.arch.ethz.ch/project/topology-optimisation-concrete-slab/ (accessed on 27 March 2023).
- Jipa, A.; Bernhard, M.; Meibodi, M.; Dillenburger, B. 3D-Printed Stay-in-Place Formwork for Topologically Optimized Concrete Slabs. In Proceedings of the 2016 TxA Emerging Design + Technology Conference, San Antonio, TX, USA, 3–5 November 2016; Bieg, K., Ed.; Texas Society of Architects: San Antonio, TX, USA, 2016. [Google Scholar]
- Bedarf, P.; Szabo, A.; Zanini, M.; Heusi, A.; Dillenburger, B. Robotic 3D Printing of Mineral Foam for a Lightweight Composite Concrete Slab. In Post-carbon: Proceedings of the 27th International Conference on Computer—Aided Architectural Design Research in Asia (CAADRIA 2022); Van Ameijde, J., Gardner, N., Hyun, K.H., Eds.; The Association for Computer-Aided Architectural Design Research in Asia (CAADRIA): Hong Kong, 2022; pp. 61–70. ISBN 9789887891772. [Google Scholar]
- Bedarf, P.; Dutto, A.; Zanini, M.; Dillenburger, B. Foam 3D printing for construction: A review of applications, materials, and processes. Autom. Constr. 2021, 130, 103861. [Google Scholar] [CrossRef]
- dbt. FoamWork—dbt. Available online: https://dbt.arch.ethz.ch/project/foamwork/ (accessed on 27 March 2023).
- Bedarf, P.; Szabo, A.; Scoccimarro, E.; Dillenburger, B. Foamwork: Challenges and strategies in using mineral foam 3D printing for a lightweight composite concrete slab. Int. J. Archit. Comput. 2023, 147807712311745. [Google Scholar] [CrossRef]
- Peters, S.; Trummer, A.; Hansemann, G.; Schmid, R.; Holzinger, C.; Tapley, J.P.; Freytag, B.; Sliskovic, V.; Kim, H.H. Gedruckte Schalungen für den Stahlbeton-Leichtbau. Detail Dtsch. Ausg. 2020, 2020, 14–16. [Google Scholar]
- Nuh, M.; Oval, R.; Orr, J.; Shepherd, P. Digital fabrication of ribbed concrete shells using automated robotic concrete spraying. Addit. Manuf. 2022, 59, 103159. [Google Scholar] [CrossRef]
- dbt. 3D Printed Reinforced Beam—dbt. Available online: https://dbt.arch.ethz.ch/project/3d-printed-reinforced-beam/ (accessed on 5 January 2023).
- Gebhard, L.; Mata Falcón, J.; Anton, A.; Dillenburger, B.; Kaufmann, W. Structural behaviour of 3D printed concrete beams with various reinforcement strategies. Eng. Struct. 2021, 240, 112380. [Google Scholar] [CrossRef]
- Gislason, S.; Bruhn, S.; Breseghello, L.; Sen, B.; Liu, G.; Naboni, R. Lightweight 3D Printed Concrete Beams Show an Environmental Promise: A Cradle-to-Grave Comparative Life Cycle Assessment. Res. Sq. 2022. [Google Scholar] [CrossRef]
- 3DLightBeam. CREATE [Online]; 7 April 2021. Available online: https://www.create-sdu.com/projects/3dlightbeam (accessed on 27 March 2023).
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- Moretti, F.; Concrete Beam Created with 3D Printing. Wasp [Online]; 11 August 2015. Available online: https://www.3dwasp.com/en/concrete-beam-created-with-3d-printing/ (accessed on 27 March 2023).
- Dörrie, R.; Kloft, H. Force Flow Compliant Robotic Path Planning Approach for Reinforced Concrete Elements Using SC3DP. In RILEM International Conference on Concrete and Digital Fabrication; Springer: Cham, Switzerland, 2022; pp. 370–375. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category * | Characteristic | Particle Bed | Extrusion | Spraying |
|---|---|---|---|---|
| Quantitative Characteristics | Particle Size | <1–5 mm [45] | 2–10 mm [54] | up to 2 mm [72] |
| Filament Width | (Depends on printer setup) | 4–10 mm, 10–50, >100 [50] | 100–200 mm [11,72,75] | |
| Filament Height | 1–5 mm [45] | 6–50 mm [54] | 10–20 mm [72,73,75] | |
| Printing Speed | 2–4 mm/min [85] (e.g., SCA) | 35–300 mm/s [54] | up to 250 mm/s [73] | |
| Qualitative Characteristics | Raw Material | Solid | Fluid | Fluid |
| Chamber | Yes | No | ||
| Compaction | e.g., Rotating Cylinder | Gravity | Kinetic Energy | |
| Degrees of Printing | 3D | 2,5D | 2,5D | |
| Support Structure | Yes | No | ||
| Printing Resolution | Very high | Medium | Low | |
| Geometric Complexity | High | Medium | Low | |
| Print Orientation | 0° (perpendicular) | 0° | 0°–90° | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Placzek, G.; Schwerdtner, P. Concrete Additive Manufacturing in Construction: Integration Based on Component-Related Fabrication Strategies. Buildings 2023, 13, 1769. https://doi.org/10.3390/buildings13071769
Placzek G, Schwerdtner P. Concrete Additive Manufacturing in Construction: Integration Based on Component-Related Fabrication Strategies. Buildings. 2023; 13(7):1769. https://doi.org/10.3390/buildings13071769
Chicago/Turabian StylePlaczek, Gerrit, and Patrick Schwerdtner. 2023. "Concrete Additive Manufacturing in Construction: Integration Based on Component-Related Fabrication Strategies" Buildings 13, no. 7: 1769. https://doi.org/10.3390/buildings13071769
APA StylePlaczek, G., & Schwerdtner, P. (2023). Concrete Additive Manufacturing in Construction: Integration Based on Component-Related Fabrication Strategies. Buildings, 13(7), 1769. https://doi.org/10.3390/buildings13071769