
Effects of 3D Concrete Printing Phases on the Mechanical Performance of Printable Strain-Hardening Cementitious Composites




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
- Two minutes mixing of all dry materials, including the fibres, SP, and one third of the VMA.
- One minute mixing while water is added to the dry materials.
- One minute mixing of the wet materials.
- The remaining two thirds of the VMA is added to the wet materials.
- Two minutes mixing of the wet materials.
2.2. Research Methodology
- Phase A—
- Cast: Mixed
- Phase B—
- Cast: Mixed and pumped
- Phase C—
- Cast: Mixed, pumped and extruded
- Phase D—
- Printed: Mixed, pumped, extruded and printed
2.3. Experimental Program
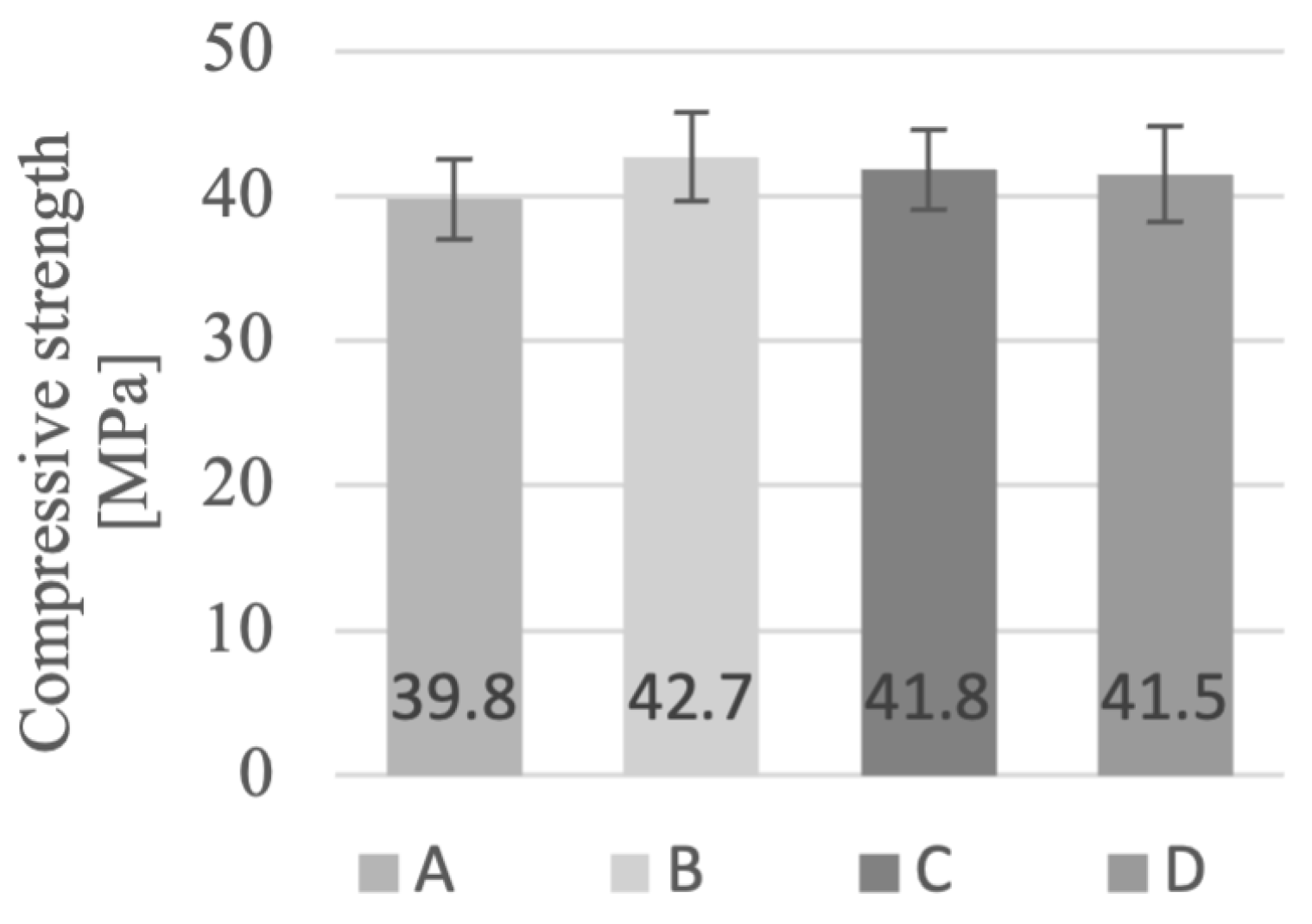
2.3.1. Compression Test
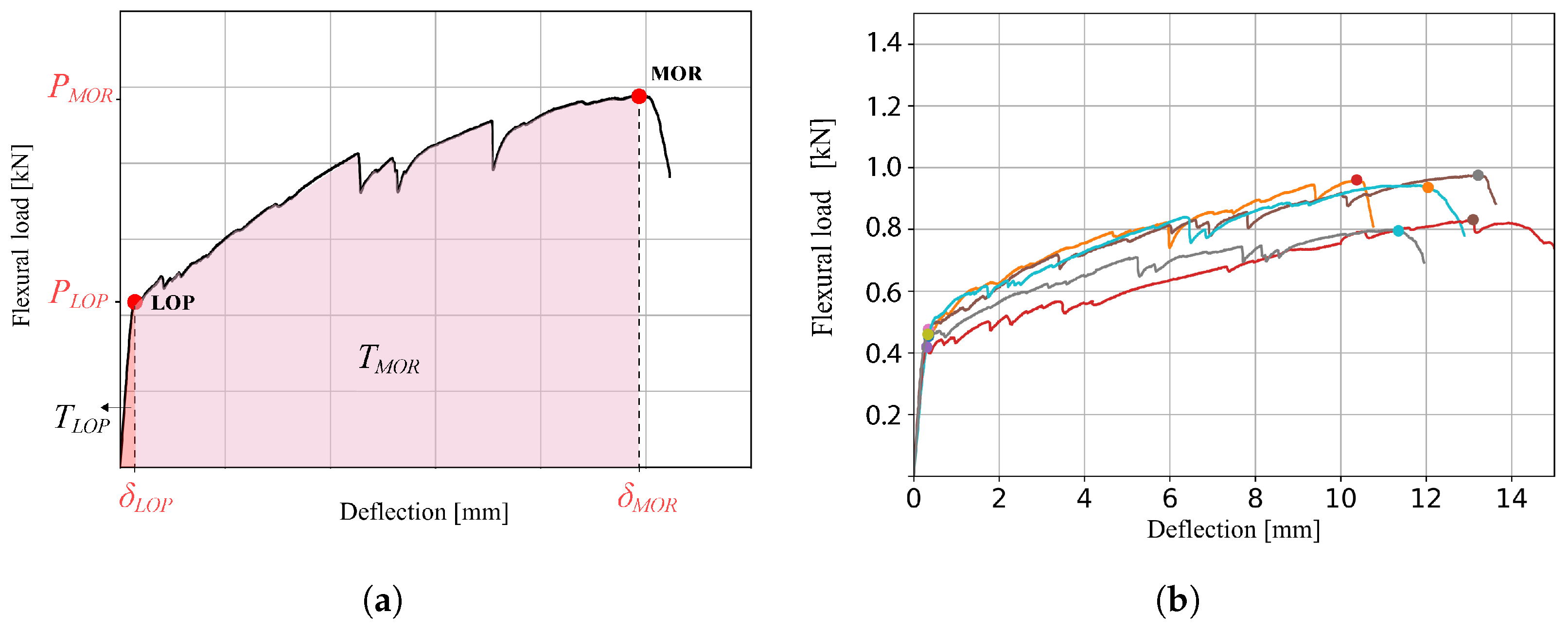
2.3.2. Four-Point Bending Test
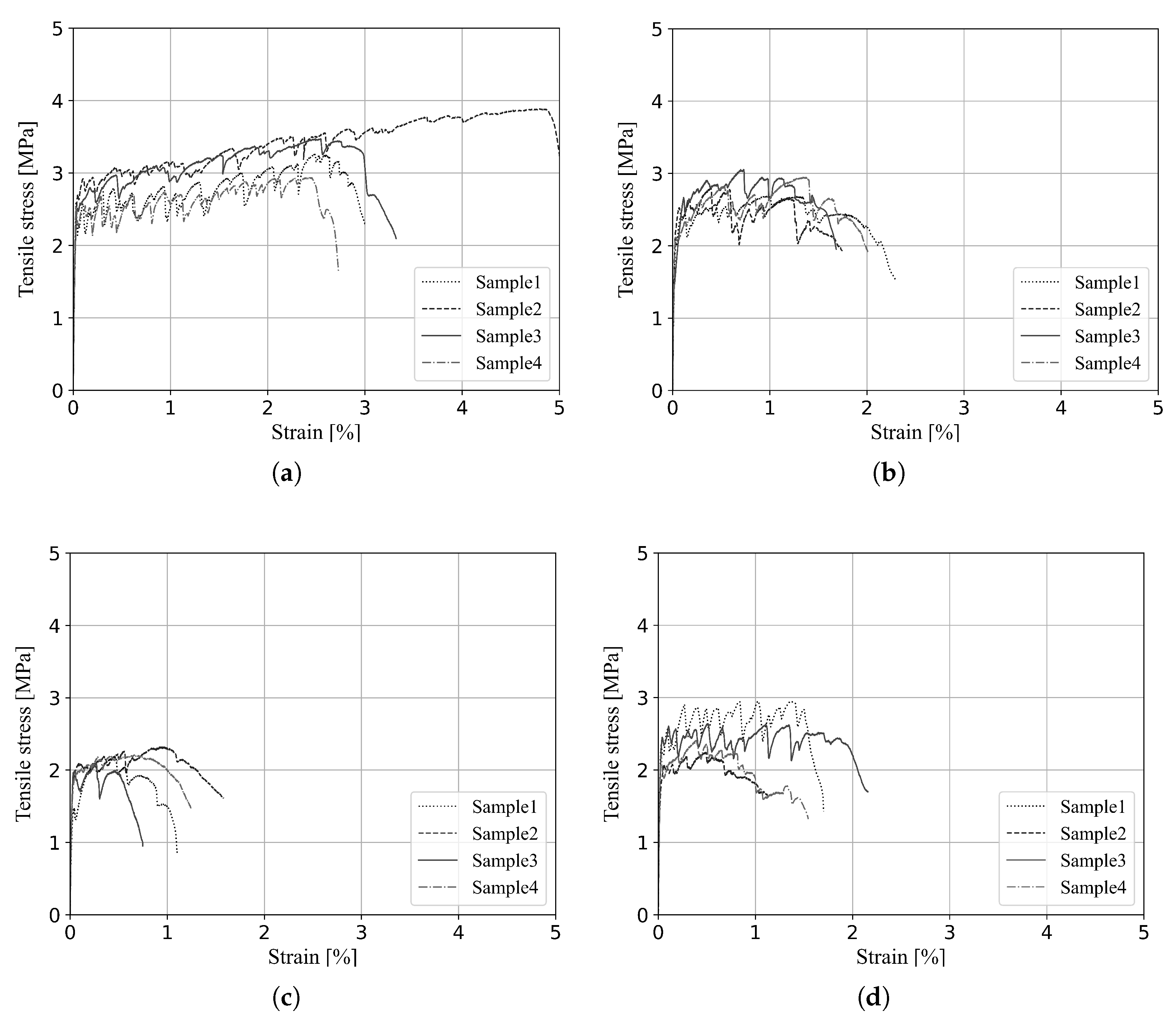
2.3.3. Uniaxial Tensile Test
3. Results and Analysis
3.1. Compression Test
3.2. Four-Point Bending Test
3.3. Uniaxial Tensile Test
3.4. Discussion
4. Conclusions
- The compressive strength and apparent density are slightly increased after pumping (Phase B), with respective elevations of 7% and 3%. After pumping, these two parameters stay stable throughout the remaining printing process.
- The flexural and tensile strength, and particularly their associated deformations, i.e., the deflection and strain, are most strongly influenced by the printing process.
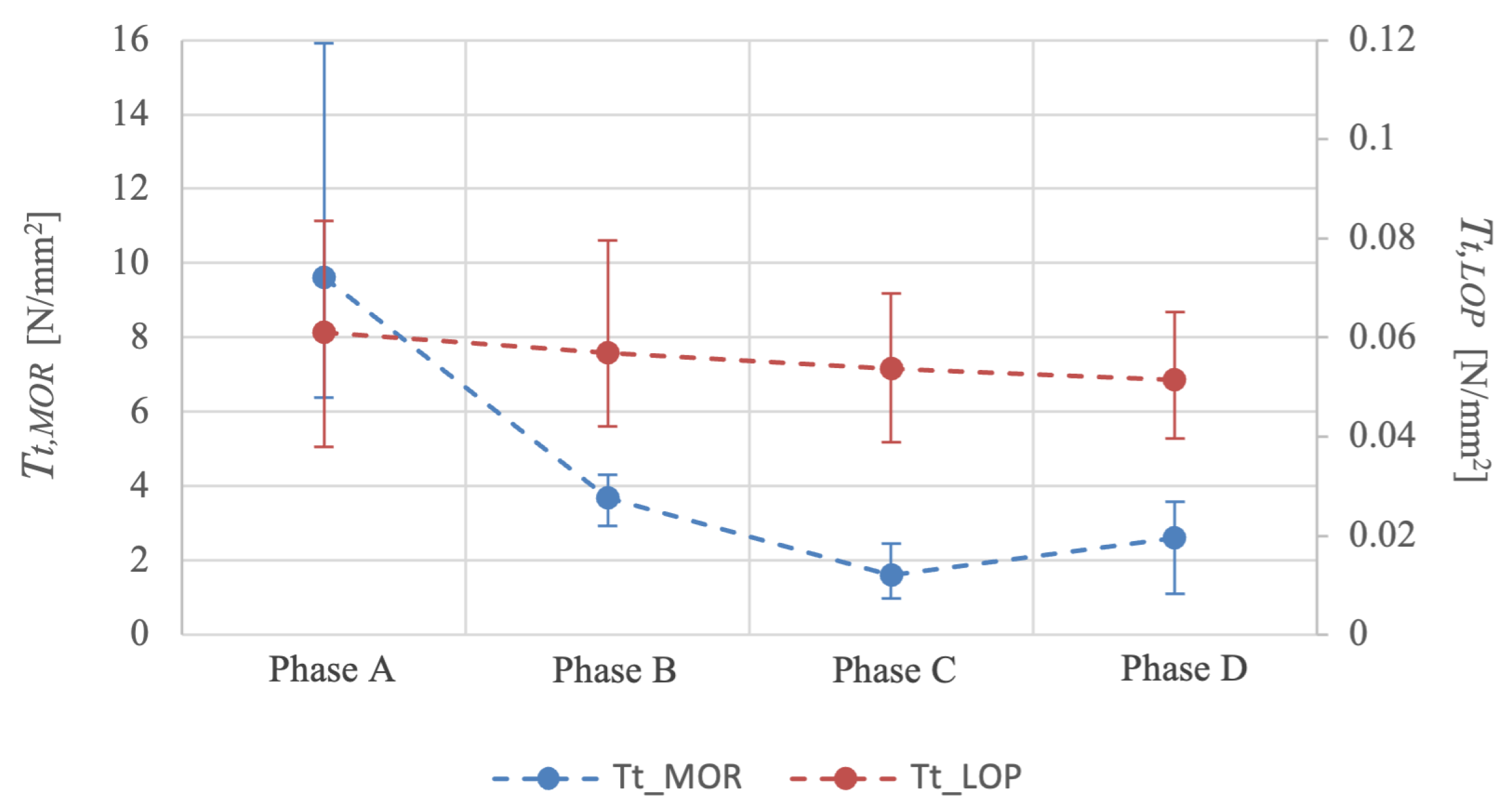
- The flexural toughness at the Limit of Proportionality remains unaltered throughout the printing process, while the tensile toughness displays a small and steady decrease of up to 10% over the full printing process.
- The flexural and tensile toughness at the Modulus Of Rupture present the clearest values for analysing the reduced mechanical performance, with respective overall reductions of 82 and 83% and with and displaying the most significant drops directly after pumping, at 61% and 62%, respectively
- Among the four investigated phases, it can be concluded that the pumping phase has the most significant influence on the mechanical properties of 3PD-SHCC.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bos, F.; Menna, C.; Pradena, M.; Kreiger, E.; da Silva, W.L.; Rehman, A.; Weger, D.; Wolfs, R.; Zhang, Y.; Ferrara, L.; et al. The realities of additively manufactured concrete structures in practice. Cem. Concr. Res. 2022, 156, 106746. [Google Scholar] [CrossRef]
- Asprone, D.; Menna, C.; Bos, F.P.; Salet, T.A.; Mata-Falcón, J.; Kaufmann, W. Rethinking reinforcement for digital fabrication with concrete. Cem. Concr. Res. 2018, 112, 111–121. [Google Scholar] [CrossRef]
- Wangler, T.; Lloret, E.; Reiter, L.; Hack, N.; Gramazio, F.; Kohler, M.; Bernhard, M.; Dillenburger, B.; Buchli, J.; Roussel, N.; et al. Digital concrete: Opportunities and challenges. RILEM Tech. Lett. 2016, 1, 67–75. [Google Scholar] [CrossRef]
- Buswell, R.A.; de Silva, W.L.; Jones, S.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Hass, L.; Bos, F.; Salet, T. Characterizing the bond properties of automatically placed helical reinforcement in 3D printed concrete. Constr. Build. Mater. 2022, 355, 129228. [Google Scholar] [CrossRef]
- Hass, L.; Nefs, K.; Bos, F.; Salet, T. Application potential of combining strain hardening cementitious composites and helical reinforcement for 3D concrete printed structures: Case study of a spiral staircase. J. Build. Eng. 2023. under review. [Google Scholar]
- Li, V. Engineered Cementitious Composites (ECC); Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Bao, Y.; Xu, M.; Soltan, D.; Xia, T.; Shih, A.; Clack, H.L.; Li, V.C. Three-Dimensional Printing Multifunctional Engineered Cementitious Composites (ECC) for Structural Elements. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Zurich, Switzerland, 10–12 September 2018; Springer: Berlin/Heidelberg, Germany, 2018; pp. 115–128. [Google Scholar]
- Figueiredo, S.C.; Rodriguez, C.R.; Ahmed, Z.Y.; Bos, D.H.; Xu, Y.; Salet, T.M.; Çopuroğlu, O.; Schlangen, E.; Bos, F.P. An approach to develop printable strain hardening cementitious composites. Mater. Des. 2019, 169, 107651. [Google Scholar] [CrossRef]
- Ogura, H.; Nerella, V.; Mechtcherine, V. Developing and testing of strain-hardening cement-based composites (SHCC) in the context of 3D-printing. Materials 2018, 11, 1375. [Google Scholar] [CrossRef]
- van Overmeir, A.L.; Figueiredo, S.C.; Šavija, B.; Bos, F.P.; Schlangen, E. Design and analyses of printable strain hardening cementitious composites with optimized particle size distribution. Constr. Build. Mater. 2022, 324, 126411. [Google Scholar] [CrossRef]
- Li, V.C.; Bos, F.P.; Yu, K.; McGee, W.; Ng, T.Y.; Figueiredo, S.C.; Nefs, K.; Mechtcherine, V.; Nerella, V.N.; Pan, J.; et al. On the emergence of 3D printable engineered, strain hardening cementitious composites (ECC/SHCC). Cem. Concr. Res. 2020, 132, 106038. [Google Scholar] [CrossRef]
- Sikora, P.; Techman, M.; Federowicz, K.; El-Khayatt, A.M.; Saudi, H.; Abd Elrahman, M.; Hoffmann, M.; Stephan, D.; Chung, S.Y. Insight into the microstructural and durability characteristics of 3D printed concrete: Cast versus printed specimens. Case Stud. Constr. Mater. 2022, 17, e01320. [Google Scholar] [CrossRef]
- Le, T.; Austin, S.; Lim, S.; Buswell, R.; Law, R.; Gibb, A.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Wolfs, R.; Bos, F.; Salet, T. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J. Mesh reinforcing method for 3D Concrete Printing. Autom. Constr. 2020, 109, 102992. [Google Scholar] [CrossRef]
- Seo, E.A.; Kim, W.W.; Kim, S.W.; Kwon, H.K.; Lee, H.J. Mechanical properties of 3D printed concrete with coarse aggregates and polypropylene fiber in the air and underwater environment. Constr. Build. Mater. 2023, 378, 131184. [Google Scholar] [CrossRef]
- Woo, S.J.; Yang, J.M.; Lee, H.J.; Kwon, H.K. Comparison of Properties of 3D-Printed Mortar in Air vs. Underwater. Materials 2021, 14, 5888. [Google Scholar] [CrossRef]
- van Overmeir, A.L.; Šavija, B.; Bos, F.P.; Schlangen, E. 3D Printable Strain Hardening Cementitious Composites (3DP-SHCC), tailoring fresh and hardened state properties. Constr. Build. Mater. 2023, 11, 132924. [Google Scholar] [CrossRef]
- Zhou, W.; Zhang, Y.; Ma, L.; Li, V. Influence of printing parameters on 3D printing engineered cementitious composites (3DP-ECC). Cem. Concr. Compos. 2022, 130, 104562. [Google Scholar] [CrossRef]
- Chaves Figueiredo, S.; Romero Rodriguez, C.; Ahmed, Z.; Bos, D.; Xu, Y.; Salet, T.; Çopuroğlu, O.; Schlangen, E.; Bos, F. Mechanical Behavior of Printed Strain Hardening Cementitious Composites. Materials 2020, 13, 2253. [Google Scholar] [CrossRef]
- Li, V.C. On engineered cementitious composites (ECC). J. Adv. Concr. Technol. 2003, 1, 215–230. [Google Scholar] [CrossRef]
- Li, J.; Qiu, J.; He, S.; Yang, E.H. Micromechanics-based design of strain hardening cementitious composites (SHCC). In Proceedings of the International Conference on Strain-Hardening Cement-Based Composites, Dresden, Germany, 18–20 September 2017; Springer: Berlin/Heidelberg, Germany, 2017; pp. 12–27. [Google Scholar]
- Ragalwar, K.; Heard, W.F.; Williams, B.A.; Ranade, R. Significance of the particle size distribution modulus for strain-hardening-ultra-high performance concrete (SH-UHPC) matrix design. Constr. Build. Mater. 2020, 234, 117423. [Google Scholar] [CrossRef]
- Li, M.; Li, V.C. Rheology, fiber dispersion, and robust properties of Engineered Cementitious Composites. Mater. Struct. 2013, 46, 405–420. [Google Scholar] [CrossRef]
- Kim, J.K.; Kim, J.S.; Ha, G.J.; Kim, Y.Y. Tensile and fiber dispersion performance of ECC (engineered cementitious composites) produced with ground granulated blast furnace slag. Cem. Concr. Res. 2007, 37, 1096–1105. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Ting, G.H.A.; Qian, Y.; Panda, B.; He, L.; Tan, M.J. Time gap effect on bond strength of 3D-printed concrete. Virtual Phys. Prototyp. 2019, 14, 104–113. [Google Scholar] [CrossRef]
- Panda, B.; Mohamed, N.A.N.; Tay, Y.W.D.; Tan, M.J. Bond Strength in 3D Printed Geopolymer Mortar. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Zurich, Switzerland, 10–12 September 2018; Springer: Berlin/Heidelberg, Germany, 2018; pp. 200–206. [Google Scholar]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Panda, B.; Noor Mohamed, N.A.; Paul, S.C.; Bhagath Singh, G.; Tan, M.J.; Šavija, B. The Effect of Material Fresh Properties and Process Parameters on Buildability and Interlayer Adhesion of 3D Printed Concrete. Materials 2019, 12, 2149. [Google Scholar] [CrossRef] [PubMed]
- Roussel, N.; Cussigh, F. Distinct-layer casting of SCC: The mechanical consequences of thixotropy. Cem. Concr. Res. 2008, 38, 624–632. [Google Scholar] [CrossRef]
- Chaves Figueiredo, S.; van Overmeir, A.L.; Nefs, K.; Schlangen, E.; Salet, T.A.; Šavija, B.; Suiker, A.S.; Bos, F.P. Quality Assessment of Printable Strain Hardening Cementitious Composites Manufactured in Two Different Printing Facilities. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–8 July 2020; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; pp. 824–838. [Google Scholar]
- Li, F.; Shen, W.; Yuan, Q.; Hu, X.; Li, Z.; Shi, C. An overview on the effect of pumping on concrete properties. Cem. Concr. Compos. 2022, 129, 104501. [Google Scholar] [CrossRef]
- Jang, K.; Kwon, S.; Choi, M. Experimental Observation on Variation of Rheological Properties during Concrete Pumping. Int. J. Concr. Struct. Mater. 2018, 12, 79. [Google Scholar] [CrossRef]
- Shen, W.; Yuan, Q.; Shi, C.; Ji, Y.; Zeng, R.; Li, W.; Chen, Z. Influence of pumping on the resistivity evolution of high-strength concrete and its relation to the rheology. Constr. Build. Mater. 2021, 302, 124095. [Google Scholar] [CrossRef]
- Hambach, M.; Rutzen, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. In 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 73–113. [Google Scholar]
- Ma, G.; Li, Z.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- Chen, M.; Yang, L.; Zheng, Y.; Li, L.; Wang, S.; Huang, Y.; Zhao, P.; Lu, L.; Cheng, X. Rheological behaviors and structure build-up of 3D printed polypropylene and polyvinyl alcohol fiber-reinforced calcium sulphoaluminate cement composites. J. Mater. Res. Technol. 2021, 10, 1402–1414. [Google Scholar] [CrossRef]
- Xu, N.; Qian, Y. Effects of fiber volume fraction, fiber length, water-binder ratio, and nanoclay addition on the 3D printability of strain-hardening cementitious composites (SHCC). Cem. Concr. Compos. 2023, 139, 105066. [Google Scholar] [CrossRef]
- Alamshahi, V.; Taeb, A.; Ghaffarzadeh, R.; Rezaee, M.A. Effect of composition and length of PP and polyester fibres on mechanical properties of cement based composites. Constr. Build. Mater. 2012, 36, 534–537. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef]
- M-Tec. Available online: https://m-tec.com/connect/p20-connect/ (accessed on 10 August 2021).
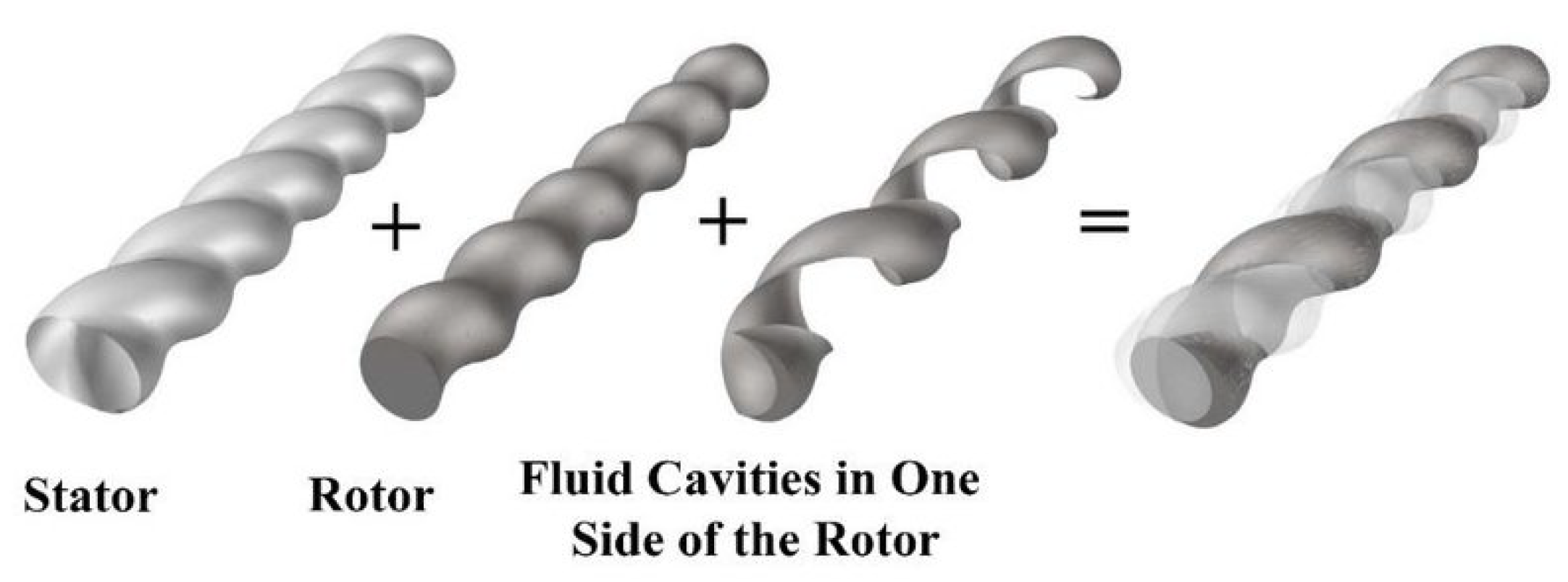
- D8-2 Rotor-Stator. Available online: https://www.putzparts24.com/de/collections/rotors-1/products/rotor-d8-2 (accessed on 19 August 2021).
- Aql, A. Dimensional and Empirical Modeling of Fluid Flow in Progressing Cavity Pumps. Master’s Thesis, Kuwait University, Kuwait City, Kuwait, 2016. Available online: https://www.researchgate.net/publication/324175995-Dimensional-and-Empirical-Modeling-of-Fluid-Flow-in-Progressing-Cavity-Pumps (accessed on 3 September 2023).
- Mechtcherine, V.; Van Tittelboom, K.; Kazemian, A.; Kreiger, E.; Nematollahi, B.; Nerella, V.N.; Santhanam, M.; De Schutter, G.; Van Zijl, G.; Lowke, D.; et al. A roadmap for quality control of hardening and hardened printed concrete. Cem. Concr. Res. 2022, 157, 106800. [Google Scholar]
- Kim, D.; Naaman, A.; El-Tawil, S. Comparative flexural behavior of four fiber reinforced cementitious composites. Cem. Concr. Compos. 2008, 30, 917–928. [Google Scholar] [CrossRef]
- Turk, K.; Nehdi, M. Flexural toughness of sustainable ECC with high-volume substitution of cement and silica sand. Constr. Build. Mater. 2021, 270, 121438. [Google Scholar] [CrossRef]
- van Overmeir, A.L. Designing an Interlayer Reinforcement Solution for Printable Strain-Hardening Cement-Based Composites. Master’s Thesis, Delft University of Technology, Delft, The Netherlands, 2020. [Google Scholar]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar]
- Secrieru, E.; Cotardo, D.; Mechtcherine, V.; Lohaus, L.; Schröfl, C.; Begemann, C. Changes in concrete properties during pumping and formation of lubricating material under pressure. Cem. Concr. Res. 2018, 108, 129–139. [Google Scholar] [CrossRef]
- Gallucci, E.; Zhang, X.; Scrivener, K. Effect of temperature on the microstructure of calcium silicate hydrate (C-S-H). Cem. Concr. Res. 2013, 53, 185–195. [Google Scholar] [CrossRef]
- Lothenbach, B.; Winnefeld, F.; Alder, C.; Wieland, E.; Lunk, P. Effect of temperature on the pore solution, microstructure and hydration products of Portland cement pastes. Cem. Concr. Res. 2007, 37, 483–491. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BFS | CEM I | SF | LS | Sand | Water | PVA | VMA | SP | |
|---|---|---|---|---|---|---|---|---|---|
| 42.5 N | vol% | ||||||||
| Mix D | 263 | 470 | 33 | 584 | 318 | 400 | 2 | 3.06 | 2.68 |
| RECS15 | ||
|---|---|---|
| Tensile strength | MPa | 1600 |
| Modulus of elasticity | GPa | 41 |
| Ultimate strain | % | 6 |
| Length | mm | 8 |
| Diameter | μm | 40 |
| Aspect ratio | L/D | 200 |
| Density | kg/m3 | 1.3 |
| Flexural Stress at LOP | Deflection at LOP | Maximum Flexural Stress | Deflection at Max. Flexural Stress | |||||
|---|---|---|---|---|---|---|---|---|
| [MPa] | STD | [mm] | STD | [MPa] | STD | [mm] | STD | |
| Phase A | 3.99 | ±0.65 | 0.26 | ±0.05 | 9.02 | ±0.81 | 11.91 | ±1.25 |
| Phase B | 3.94 | ±0.84 | 0.31 | ±0.06 | 6.62 | ±0.87 | 5.48 | ±0.83 |
| Phase C | 4.06 | ±0.35 | 0.28 | ±0.03 | 6.62 | ±1.25 | 4.62 | ±1.01 |
| Phase D | 3.89 | ±0.29 | 0.31 | ±0.18 | 6.03 | ±1.01 | 2.63 | ±1.26 |
| Tensile Stress at LOP | Tensile Strain at LOP | Maximum Tensile Stress | Strain at Max. Tensile Stress | |||||
|---|---|---|---|---|---|---|---|---|
| MPa | STD | % | STD | MPa | STD | % | STD | |
| Phase A | 2.61 | ±0.08 | 0.039 | ±0.009 | 3.39 | 0.40 | 3.051 | ±1.166 |
| Phase B | 2.26 | ±0.27 | 0.051 | ±0.041 | 2.88 | ±0.16 | 0.870 | ±0.411 |
| Phase C | 1.83 | ±0.24 | 0.042 | ±0.007 | 2.20 | ±0.09 | 0.580 | ±0.294 |
| Phase D | 2.27 | ±0.16 | 0.040 | ±0.013 | 2.58 | ±0.12 | 0.898 | ±0.534 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
van Overmeir, A.L.; Šavija, B.; Bos, F.P.; Schlangen, E. Effects of 3D Concrete Printing Phases on the Mechanical Performance of Printable Strain-Hardening Cementitious Composites. Buildings 2023, 13, 2483. https://doi.org/10.3390/buildings13102483
van Overmeir AL, Šavija B, Bos FP, Schlangen E. Effects of 3D Concrete Printing Phases on the Mechanical Performance of Printable Strain-Hardening Cementitious Composites. Buildings. 2023; 13(10):2483. https://doi.org/10.3390/buildings13102483
Chicago/Turabian Stylevan Overmeir, Anne Linde, Branko Šavija, Freek P. Bos, and Erik Schlangen. 2023. "Effects of 3D Concrete Printing Phases on the Mechanical Performance of Printable Strain-Hardening Cementitious Composites" Buildings 13, no. 10: 2483. https://doi.org/10.3390/buildings13102483
APA Stylevan Overmeir, A. L., Šavija, B., Bos, F. P., & Schlangen, E. (2023). Effects of 3D Concrete Printing Phases on the Mechanical Performance of Printable Strain-Hardening Cementitious Composites. Buildings, 13(10), 2483. https://doi.org/10.3390/buildings13102483