




The Effect of Printing Direction on the Strength Characteristics of a 3D Printed Concrete Wall Section


Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Concrete

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Dosage, kg/m3 |
|---|---|
| Portland cement CEM I 52.5R (average strength 61 N/mm2) | 424 |
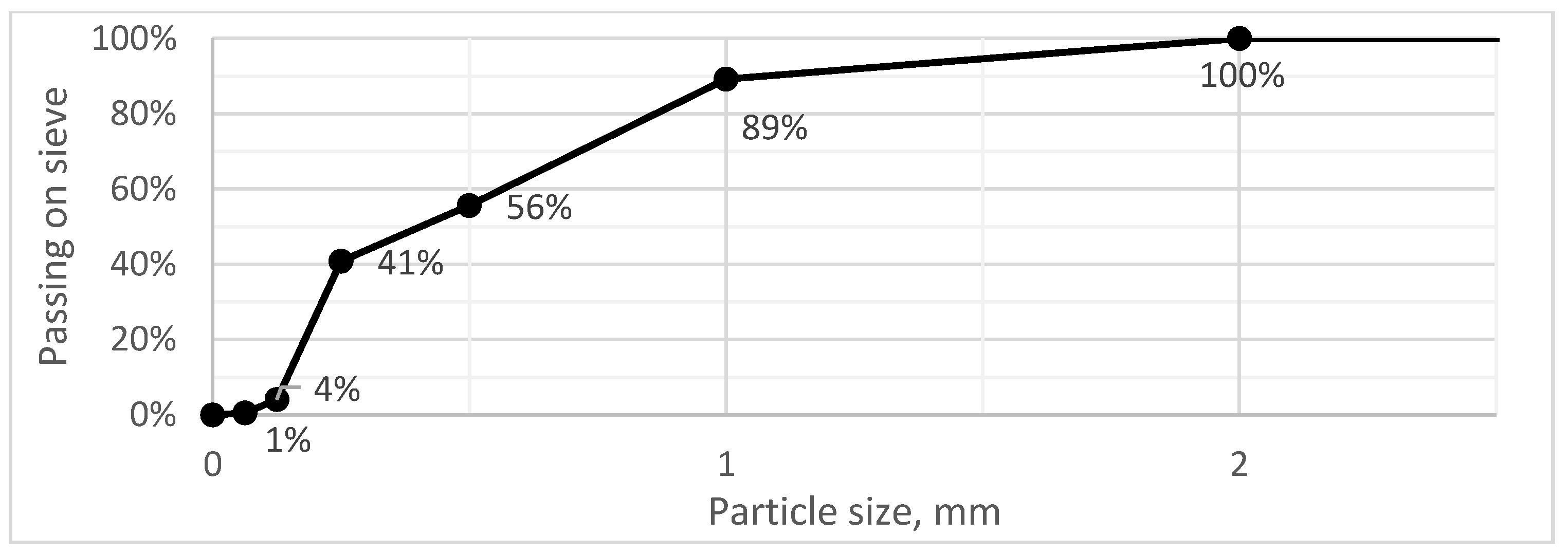
| Sand 0–1.5 mm (silica sand, Figure 1) | 1271 |
| Water, potable | 246 |
| Polypropylene (PP) fibres (Figure 2) | 0.8 |
| Dosage, % of Cement | |
| Super-plasticizer, polycarboxylate ethers | 0.08% |
| Set-accelerator, calcium formate | 1.0% |
| Dosage, % of Dry Mix | |
| VMA, methyl ethyl hydroxyethyl cellulose (MEHEC) | 1.0% |
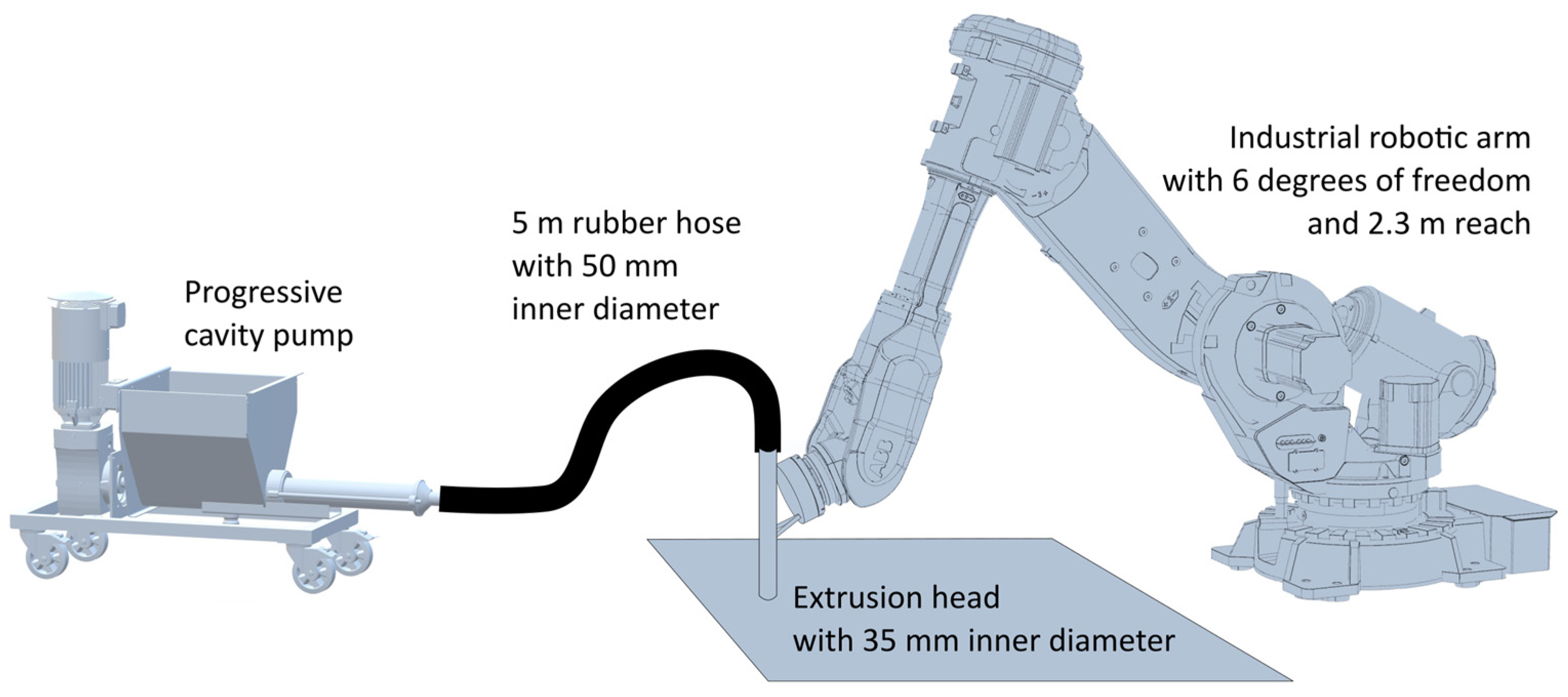
2.2. Printing and Curing
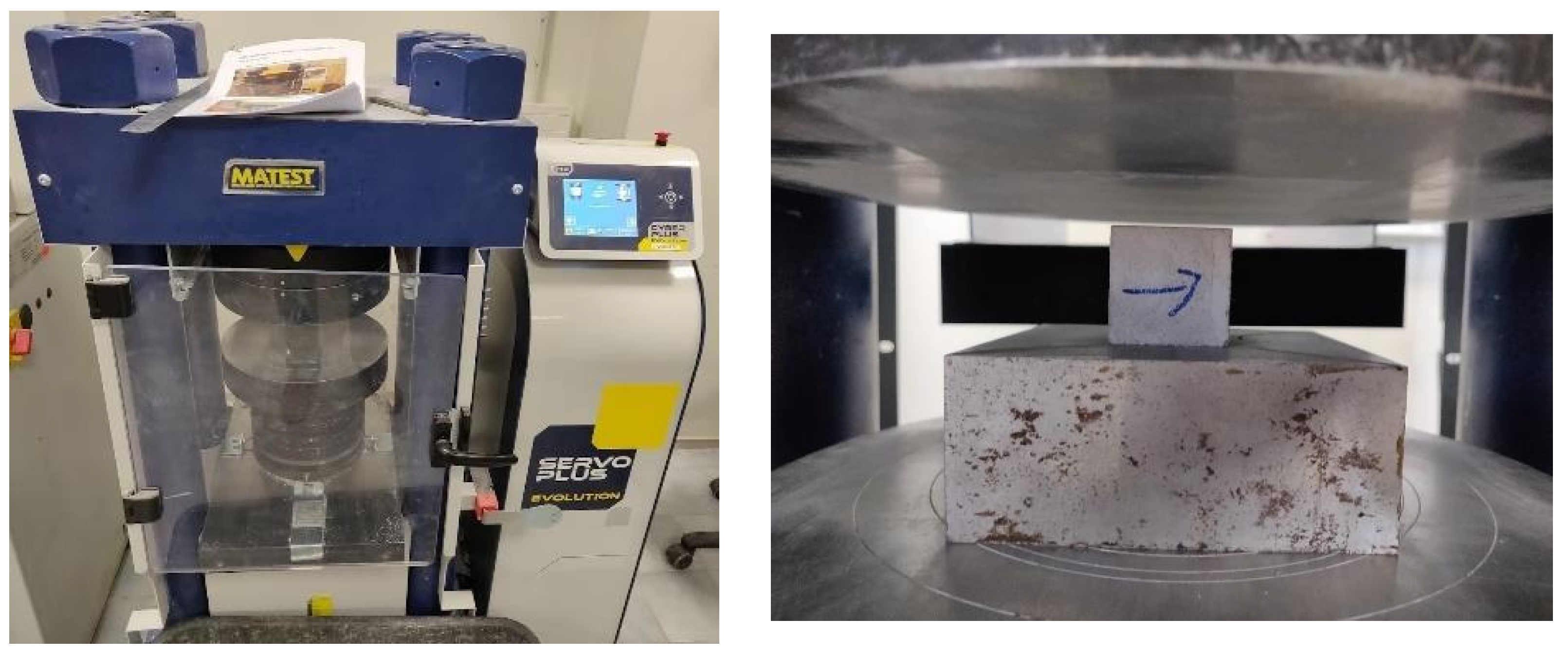
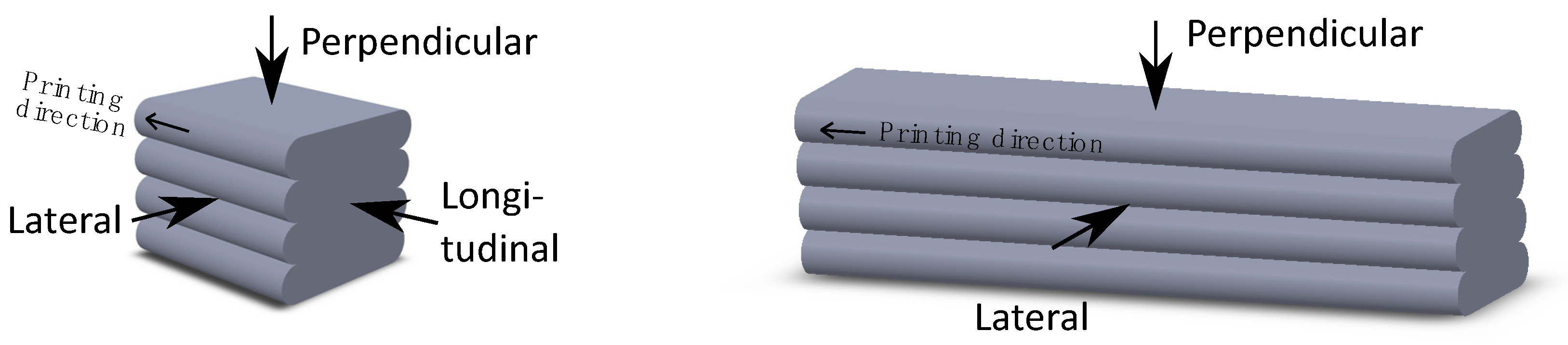
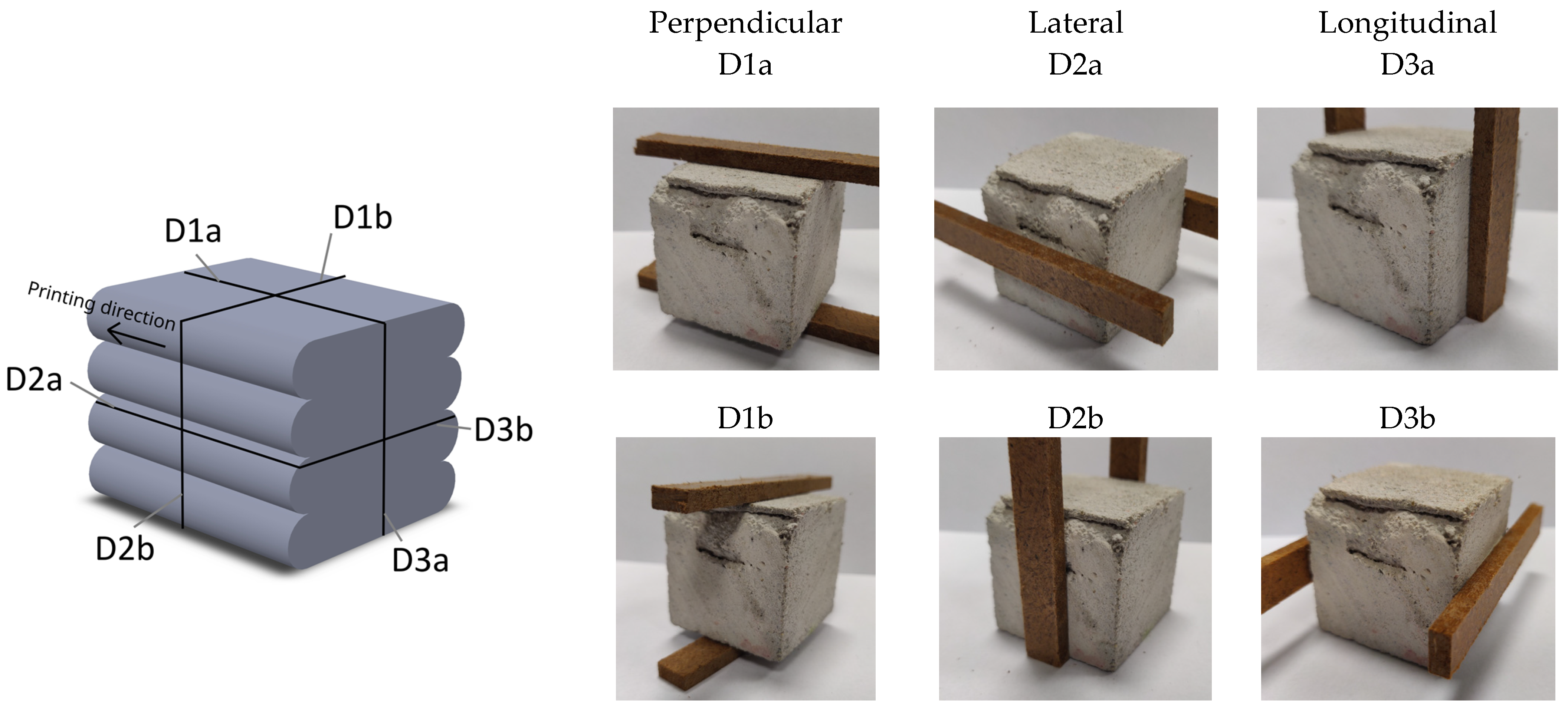
2.3. Acquisition of Specimens and Testing
3. Results and Discussion
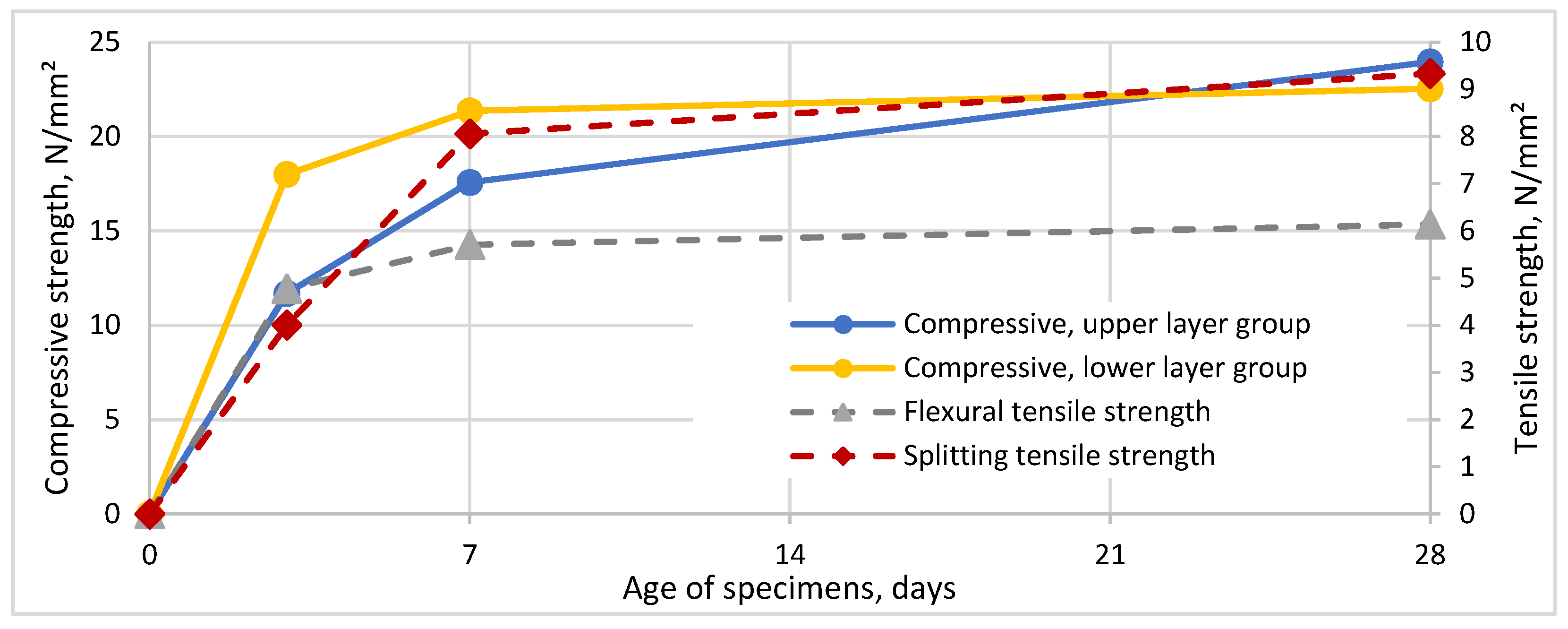
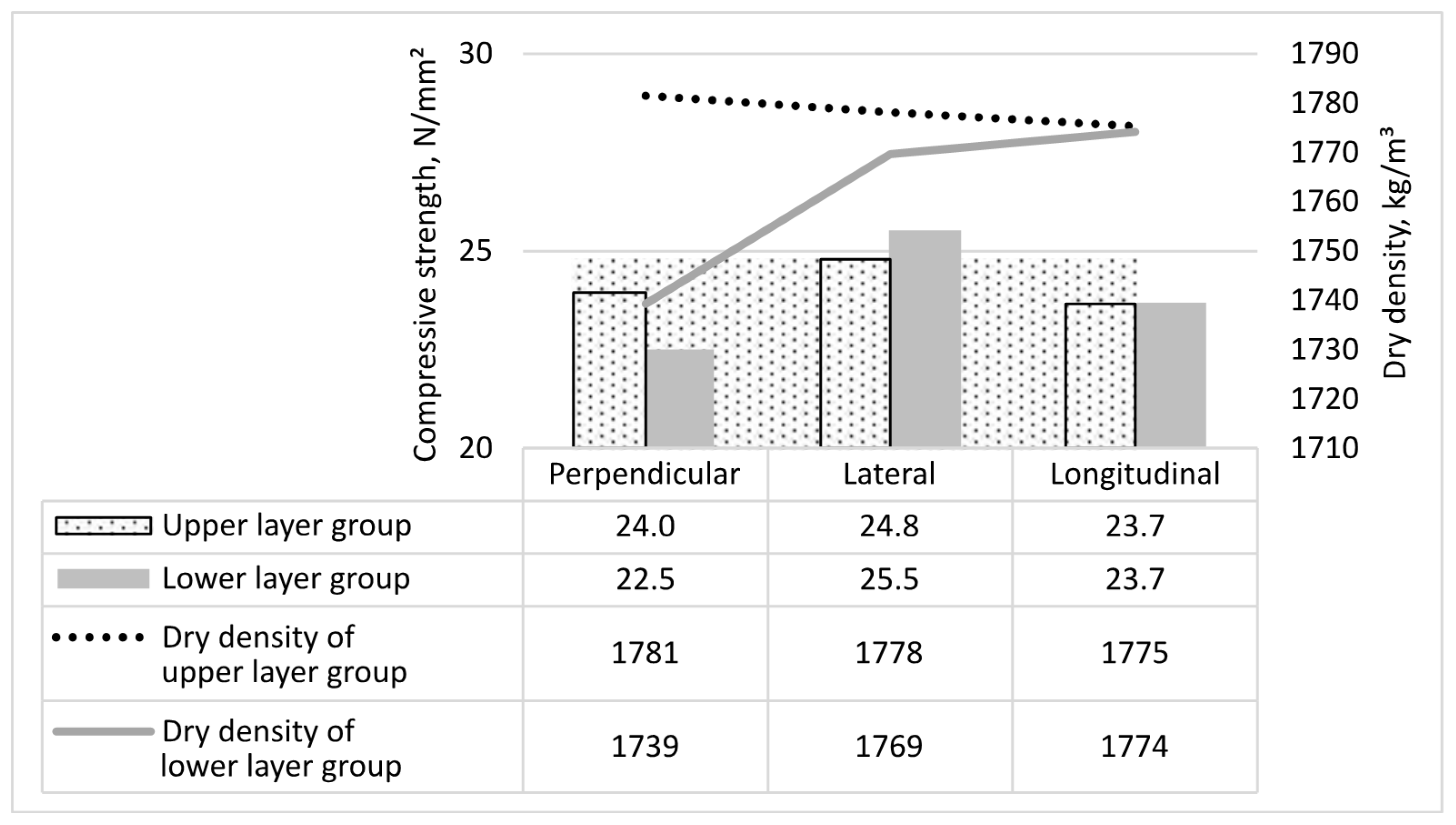
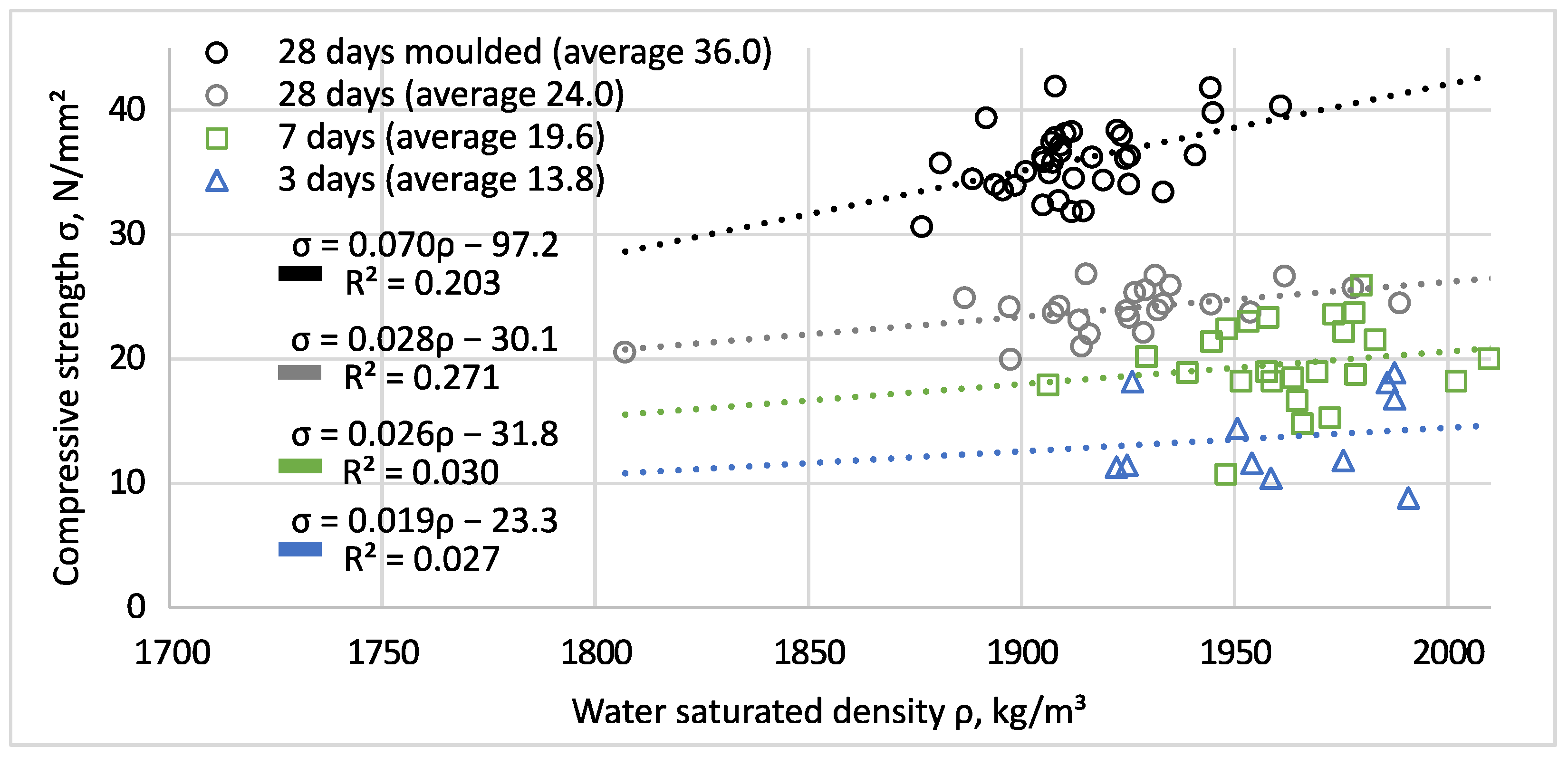
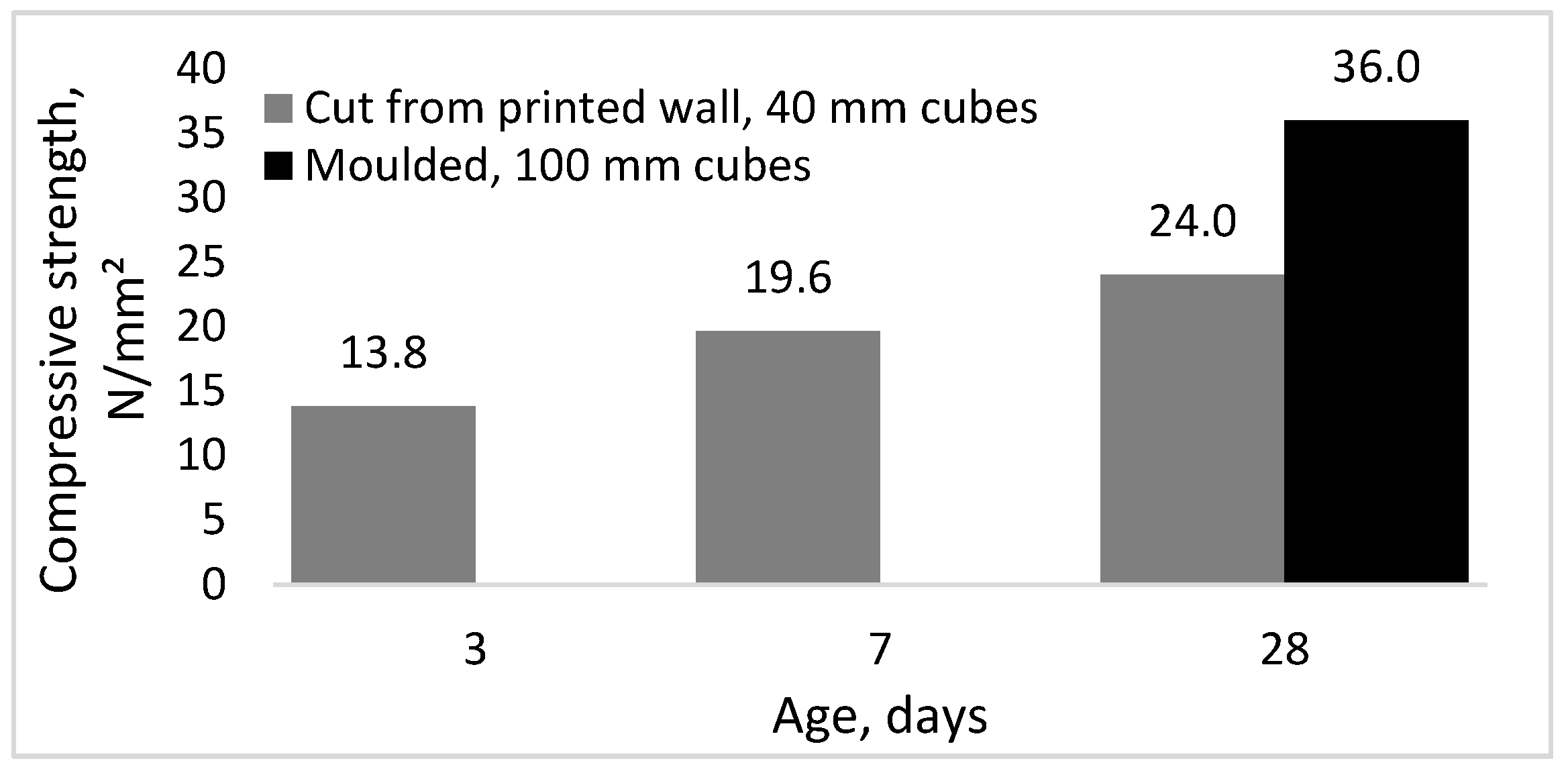
3.1. Compressive Strength
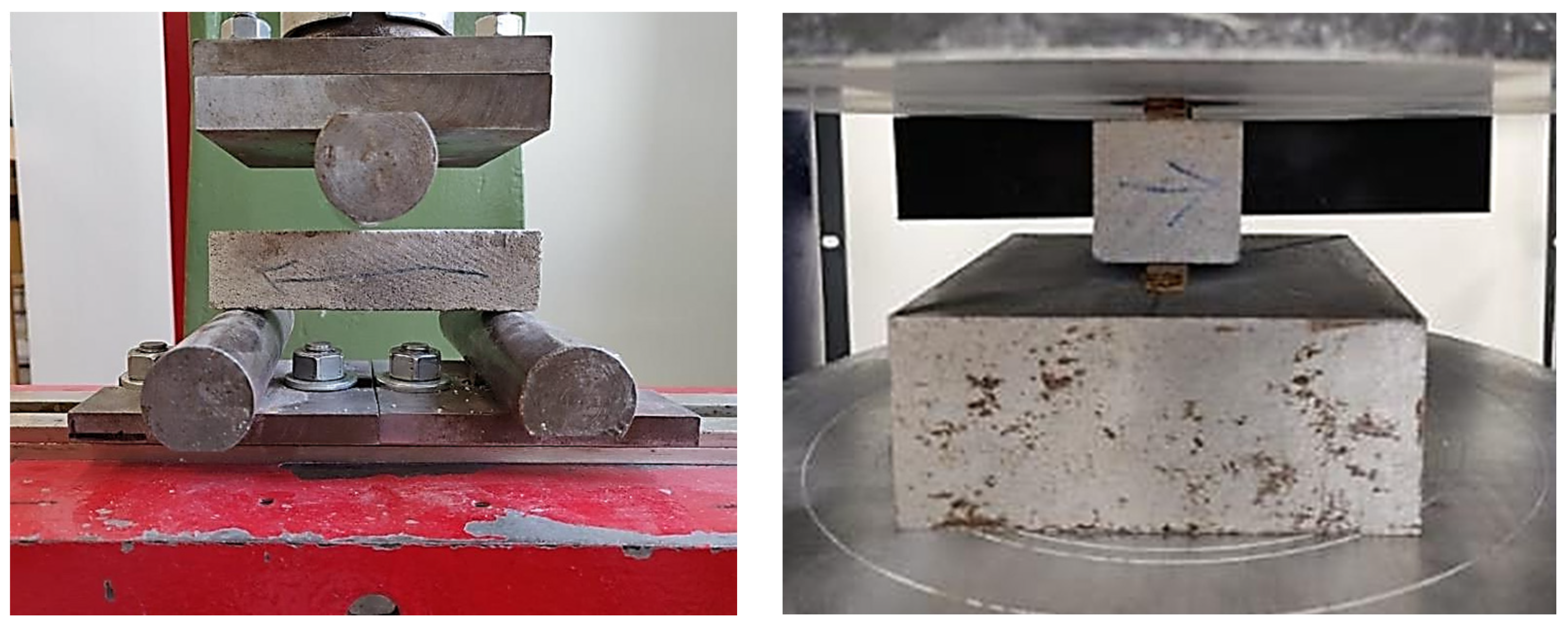
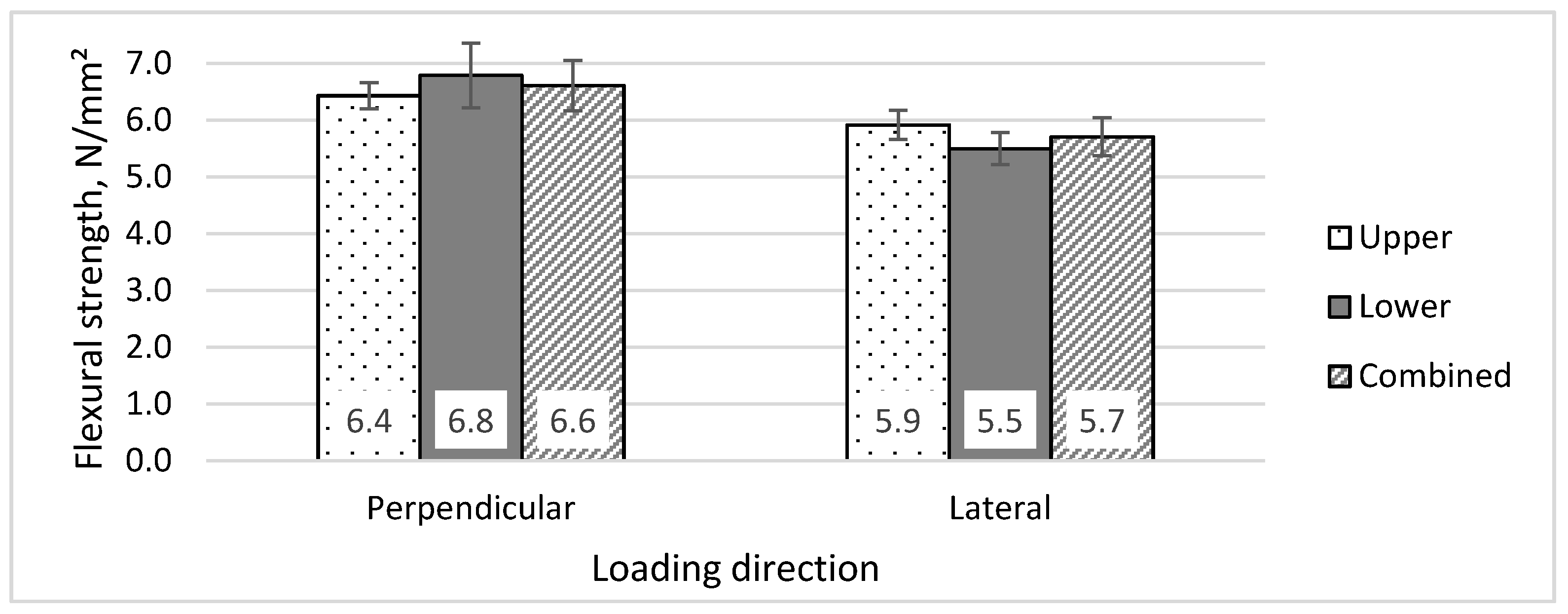
3.2. Flexural Tensile Strength
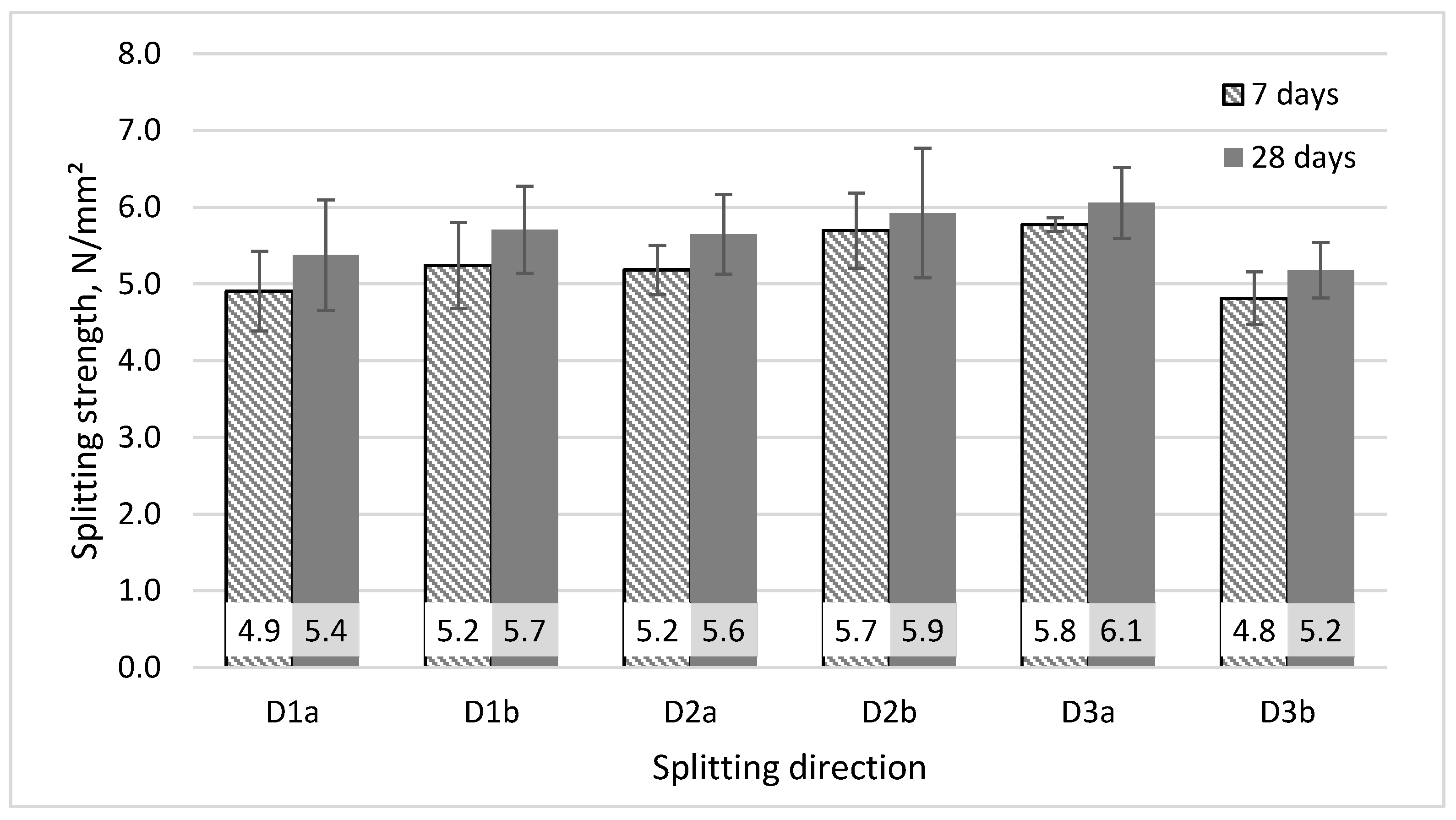
3.3. Splitting Tensile Strength
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Alami, A.H.; Olabi, A.G.; Ayoub, M.; Aljaghoub, H.; Alasad, S.; Abdelkareem, M.A. 3D Concrete Printing: Recent Progress, Applications, Challenges, and Role in Achieving Sustainable Development Goals. Buildings 2023, 13, 924. [Google Scholar] [CrossRef]
- Khan, S.A.; Koç, M.; Al-Ghamdi, S.G. Sustainability Assessment, Potentials and Challenges of 3D Printed Concrete Structures: A Systematic Review for Built Environmental Applications. J. Clean. Prod. 2021, 303, 127027. [Google Scholar] [CrossRef]
- Dimensions—Publications. Available online: https://app.dimensions.ai/discover/publication (accessed on 16 May 2023).
- Ahmed, G.H. A Review of “3D Concrete Printing”: Materials and Process Characterization, Economic Considerations and Environmental Sustainability. J. Build. Eng. 2023, 66, 105863. [Google Scholar] [CrossRef]
- Wu, Z.; Memari, A.M.; Duarte, J.P. State of the Art Review of Reinforcement Strategies and Technologies for 3D Printing of Concrete. Energies 2022, 15, 360. [Google Scholar] [CrossRef]
- Kruger, J.; du Plessis, A.; van Zijl, G. An Investigation into the Porosity of Extrusion-Based 3D Printed Concrete. Addit. Manuf. 2021, 37, 101740. [Google Scholar] [CrossRef]
- Ter Haar, B.; Kruger, J.; van Zijl, G. Off-Site Construction with 3D Concrete Printing. Autom. Constr. 2023, 152, 104906. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive Manufacturing of Concrete in Construction: Potentials and Challenges of 3D Concrete Printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef]
- Marijnissen, M.P.A.M.; van der Zee, A. 3D Concrete Printing in Architecture—A Research on the Potential Benefits of 3D Concrete Printing in Architecture. In Proceedings of the 35st International Conference on Education and Research in Computer Aided Architectural Design in Europe, Rome, Italy, 20–22 September 2017; pp. 299–308. [Google Scholar]
- Dey, D.; Sahu, A.; Prakash, S.; Panda, B. A Study into the Effect of Material Deposition Methods on Hardened Properties of 3D Printed Concrete. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Pan, Z.; Si, D.; Tao, J.; Xiao, J. Compressive Behavior of 3D Printed Concrete with Different Printing Paths and Concrete Ages. Case Stud. Constr. Mater. 2023, 18, e01949. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; De Schutter, G.; Van Tittelboom, K. Early Age Hydration, Rheology and Pumping Characteristics of CSA Cement-Based 3D Printable Concrete. Constr. Build. Mater. 2021, 275, 122136. [Google Scholar] [CrossRef]
- Mohammad, M.; Masad, E.; Al-Ghamdi, S.G. 3D Concrete Printing Sustainability: A Comparative Life Cycle Assessment of Four Construction Method Scenarios. Buildings 2020, 10, 245. [Google Scholar] [CrossRef]
- Abdalla, H.; Fattah, K.P.; Abdallah, M.; Tamimi, A.K. Environmental Footprint and Economics of a Full-Scale 3D-Printed House. Sustainability 2021, 13, 11978. [Google Scholar] [CrossRef]
- Jo, J.H.; Jo, B.W.; Cho, W.; Kim, J.-H. Development of a 3D Printer for Concrete Structures: Laboratory Testing of Cementitious Materials. Int. J. Concr. Struct. Mater. 2020, 14, 13. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened Properties of High-Performance Printing Concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Ma, L.; Zhang, Q.; Jia, Z.; Liu, C.; Deng, Z.; Zhang, Y. Effect of Drying Environment on Mechanical Properties, Internal RH and Pore Structure of 3D Printed Concrete. Constr. Build. Mater. 2022, 315, 125731. [Google Scholar] [CrossRef]
- Tao, Y.; Lesage, K.; Van Tittelboom, K.; Yuan, Y.; De Schutter, G. Twin-Pipe Pumping Strategy for Stiffening Control of 3D Printable Concrete: From Transportation to Fabrication. Cem. Concr. Res. 2023, 168, 107137. [Google Scholar] [CrossRef]
- Hou, S.; Duan, Z.; Xiao, J.; Ye, J. A Review of 3D Printed Concrete: Performance Requirements, Testing Measurements and Mix Design. Constr. Build. Mater. 2021, 273, 121745. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Wang, Y. Hardened Properties of Layered 3D Printed Concrete with Recycled Sand. Cem. Concr. Compos. 2020, 113, 103724. [Google Scholar] [CrossRef]
- Chaves Figueiredo, S.; Romero Rodríguez, C.; Ahmed, Z.Y.; Bos, D.H.; Xu, Y.; Salet, T.M.; Çopuroğlu, O.; Schlangen, E.; Bos, F.P. Mechanical Behavior of Printed Strain Hardening Cementitious Composites. Materials 2020, 13, 2253. [Google Scholar] [CrossRef] [PubMed]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened Properties of 3D Printed Concrete: The Influence of Process Parameters on Interlayer Adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Chen, Y.; Çopuroğlu, O.; Romero Rodriguez, C.; de Mendonca Filho, F.F.; Schlangen, E. Characterization of Air-Void Systems in 3D Printed Cementitious Materials Using Optical Image Scanning and X-Ray Computed Tomography. Mater. Charact. 2021, 173, 110948. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J. Development of 3D-Printable Ultra-High Performance Fiber-Reinforced Concrete for Digital Construction. Constr. Build. Mater. 2020, 257, 119546. [Google Scholar] [CrossRef]
- Hosseini, E.; Zakertabrizi, M.; Korayem, A.H.; Xu, G. A Novel Method to Enhance the Interlayer Bonding of 3D Printing Concrete: An Experimental and Computational Investigation. Cem. Concr. Compos. 2019, 99, 112–119. [Google Scholar] [CrossRef]
- Pogga, M. Base Study for the Composition of 3D-Printable Concrete. Master’s Thesis, Tallinn University of Technology, Tallinn, Estonia, 2021. [Google Scholar]
- Anton, A.; Reiter, L.; Wangler, T.; Frangez, V.; Flatt, R.J.; Dillenburger, B. A 3D Concrete Printing Prefabrication Platform for Bespoke Columns. Autom. Constr. 2021, 122, 103467. [Google Scholar] [CrossRef]
- EVS-EN 12390-2:2019; Testing Hardened Concrete—Part 2: Making and Curing Specimens for Strength Tests. Estonian Centre for Standardisation: Tallinn, Estonia, 2019.
- EVS-EN 12390-3:2019; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. Estonian Centre for Standardisation: Tallinn, Estonia, 2019.
- EVS-EN 12390-5:2019; Testing Hardened Concrete—Part 5: Flexural Strength of Test Specimens. Estonian Centre for Standardisation: Tallinn, Estonia, 2019.
- EVS-EN 12390-6:2009; Testing Hardened Concrete—Part 6: Tensile Splitting Strength of Test Specimens. Estonian Centre for Standardisation: Tallinn, Estonia, 2009.
- EVS-EN 316:2009; Wood Fibre Boards—Definition, Classification and Symbols. Estonian Centre for Standardisation: Tallinn, Estonia, 2009.
- Lan, T.; Yang, S.; Wang, M.; Xu, M.; Cheng, S.; Chen, Z. Prediction of Interfacial Tensile Bond Strength in 3D Printed Concrete Based on a Closed-Form Fracture Model. J. Build. Eng. 2023, 70, 106411. [Google Scholar] [CrossRef]















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Põldaru, M.; Tammkõrv, K.; Tuisk, T.; Kiviste, M.; Puust, R. The Effect of Printing Direction on the Strength Characteristics of a 3D Printed Concrete Wall Section. Buildings 2023, 13, 2917. https://doi.org/10.3390/buildings13122917
Põldaru M, Tammkõrv K, Tuisk T, Kiviste M, Puust R. The Effect of Printing Direction on the Strength Characteristics of a 3D Printed Concrete Wall Section. Buildings. 2023; 13(12):2917. https://doi.org/10.3390/buildings13122917
Chicago/Turabian StylePõldaru, Mattias, Karl Tammkõrv, Tanel Tuisk, Mihkel Kiviste, and Raido Puust. 2023. "The Effect of Printing Direction on the Strength Characteristics of a 3D Printed Concrete Wall Section" Buildings 13, no. 12: 2917. https://doi.org/10.3390/buildings13122917
APA StylePõldaru, M., Tammkõrv, K., Tuisk, T., Kiviste, M., & Puust, R. (2023). The Effect of Printing Direction on the Strength Characteristics of a 3D Printed Concrete Wall Section. Buildings, 13(12), 2917. https://doi.org/10.3390/buildings13122917