
Assessment of the Efficiency of Eco-Friendly Lightweight Concrete as Simulated Repair Material in Concrete Joints





Abstract
:1. Introduction
2. Experimental Program
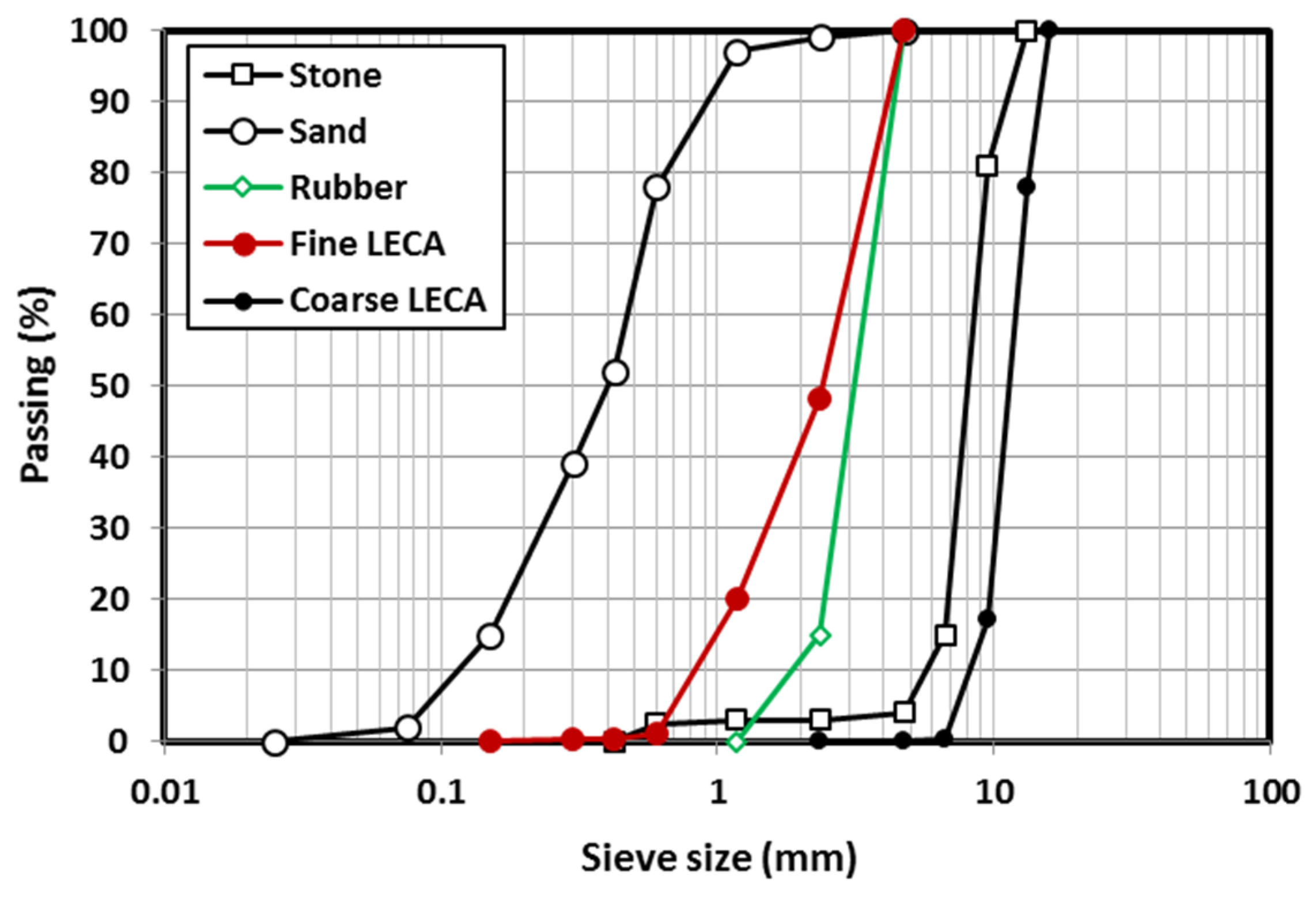
2.1. Materials
2.2. Mix Designs and Mixing Procedure
2.3. Specimen Preparation and Test Procedures
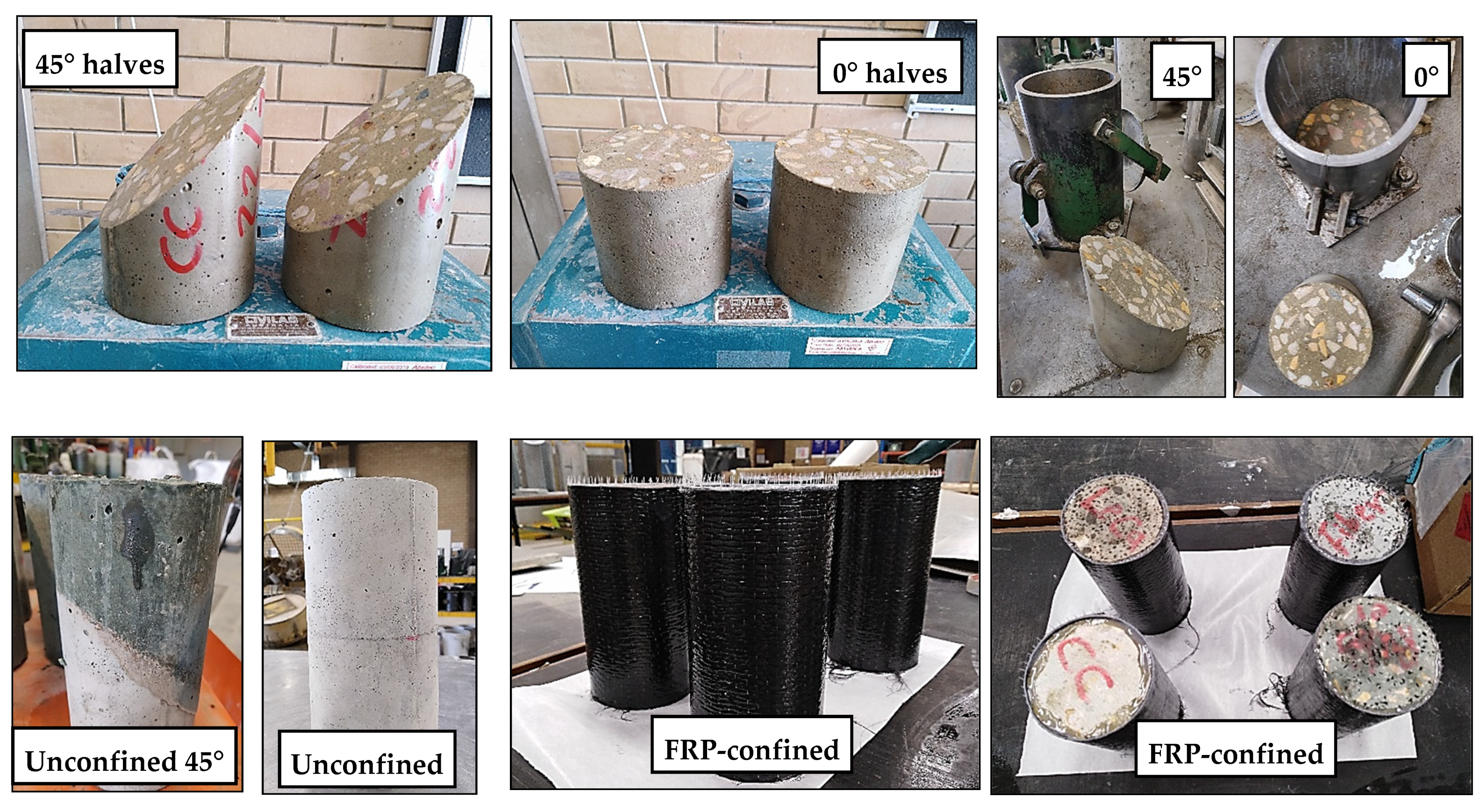
2.3.1. Standard Test Specimens for Mechanical Properties
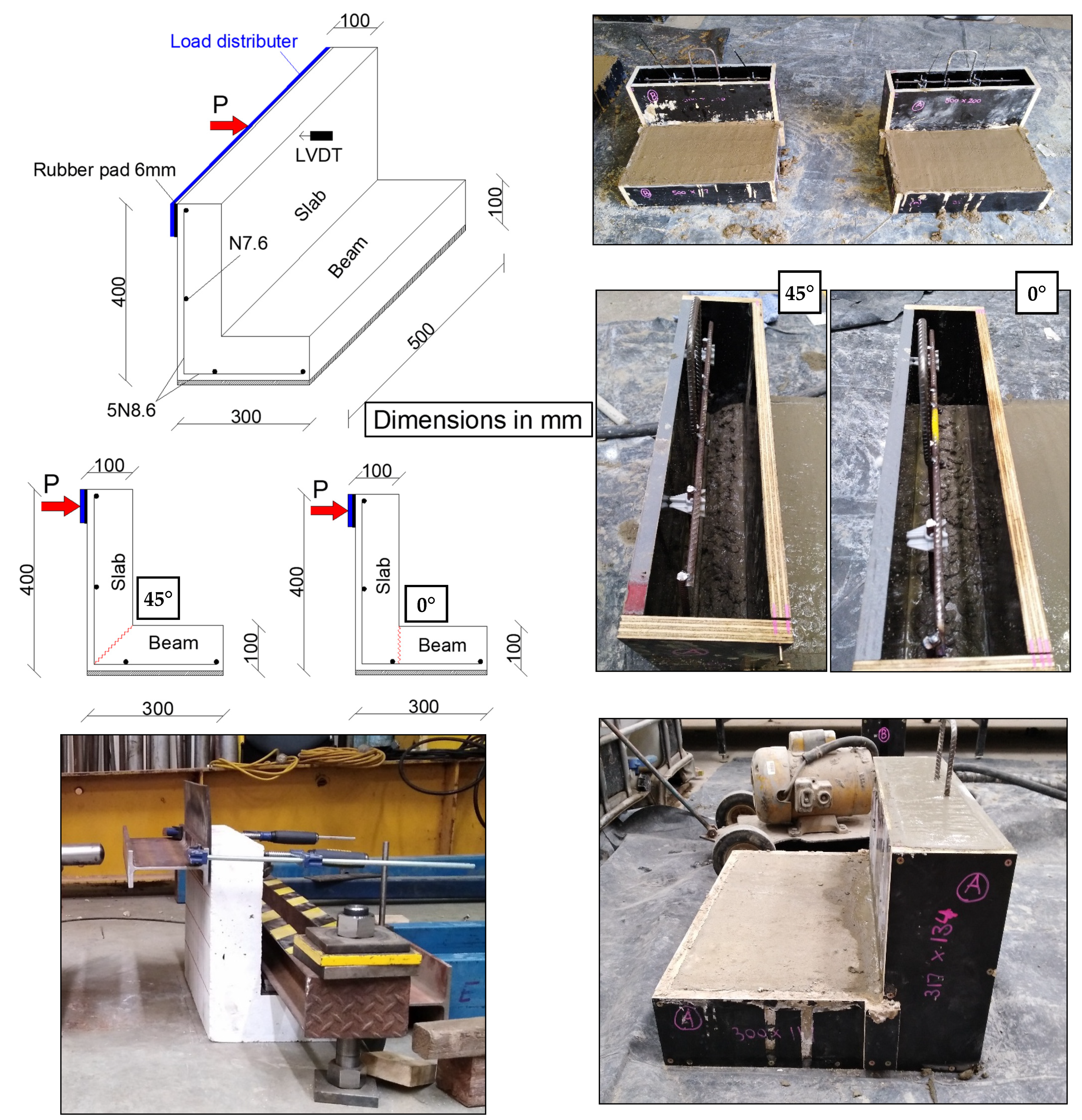
2.3.2. Reinforced Slab–Beam Concrete Joint Subjected to Bending
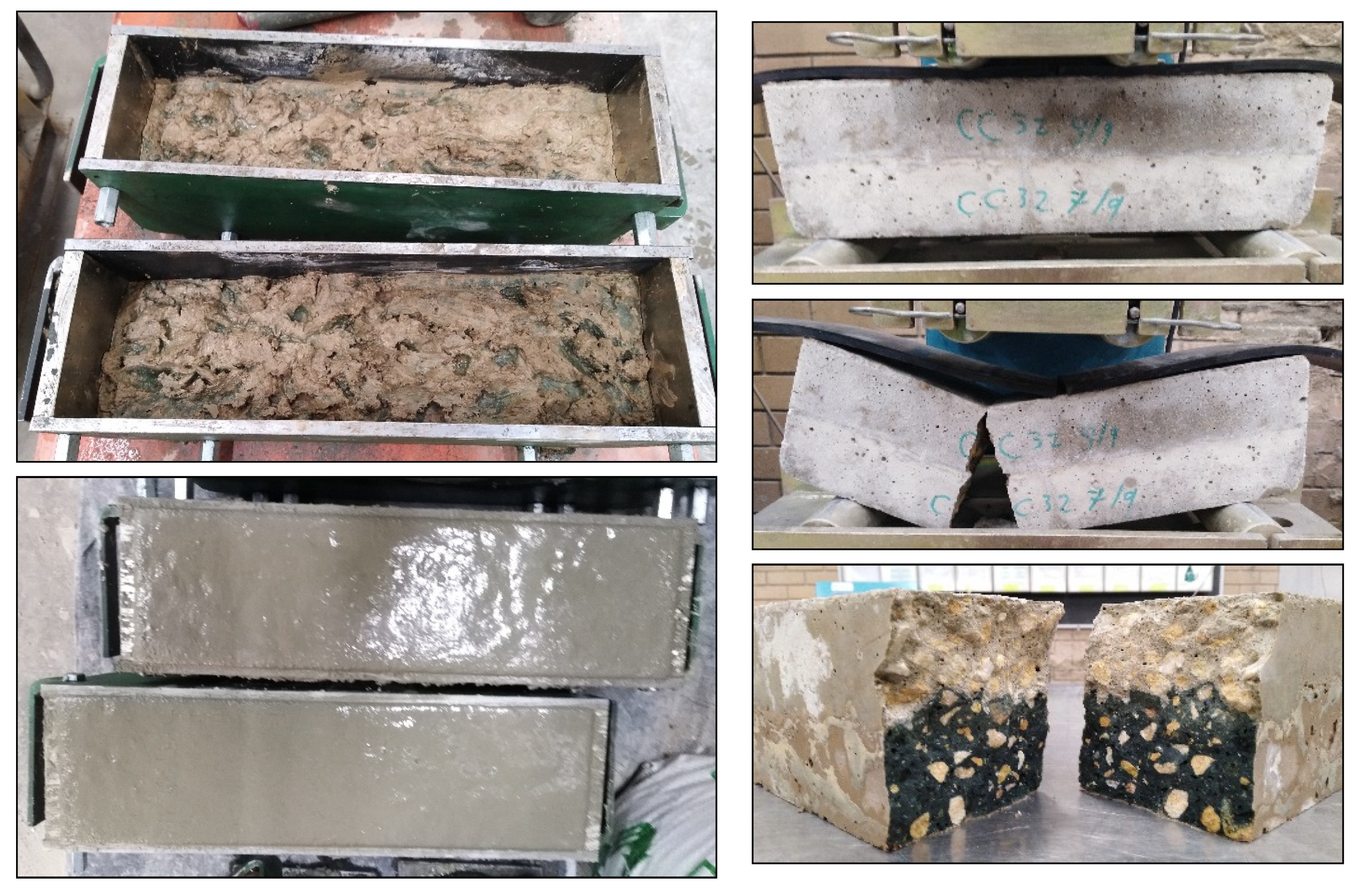
2.3.3. Concrete Joint in Beams Subjected to Bending
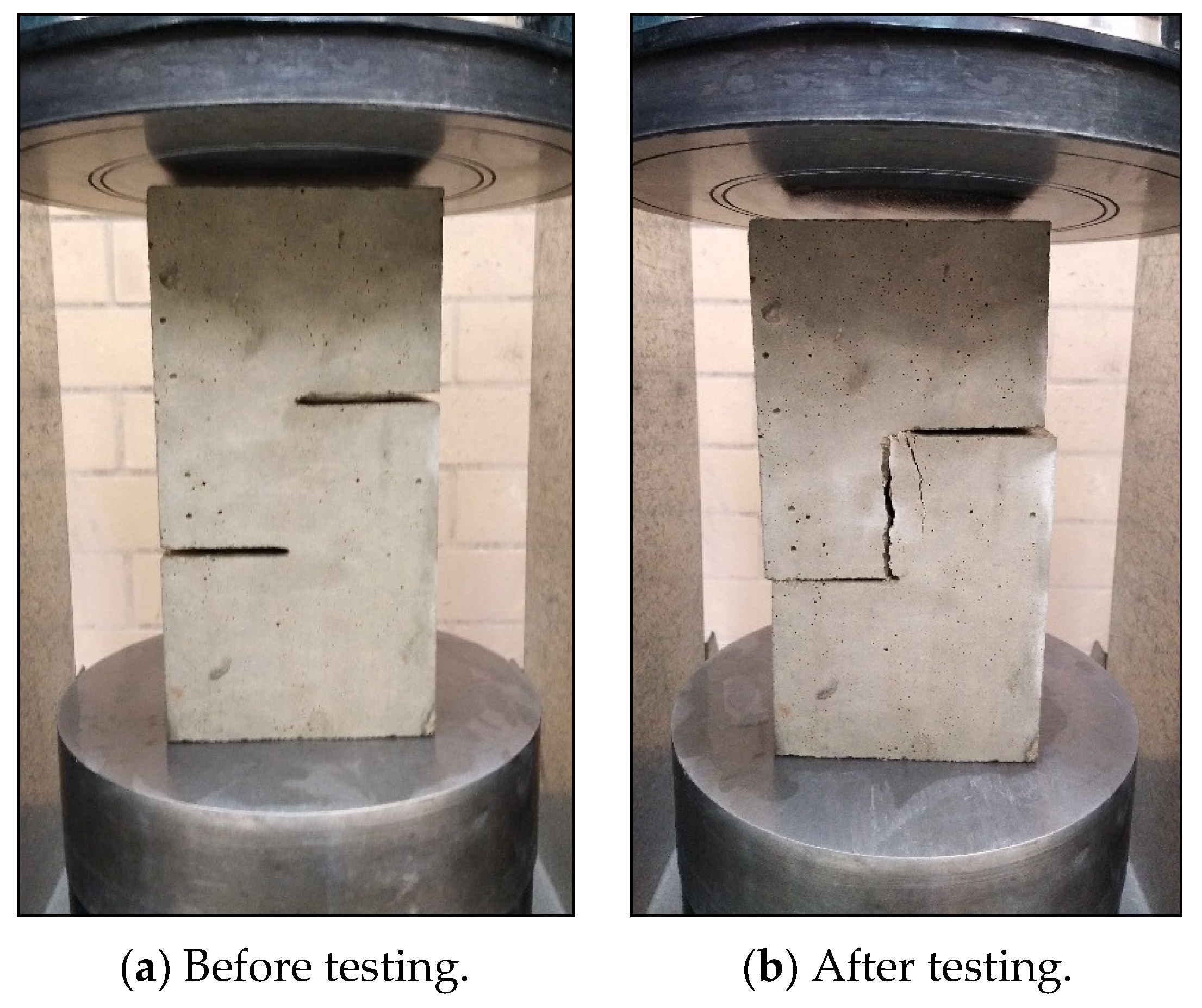
2.3.4. Concrete Joints in Columns Subjected to Axial Compression
3. Experimental Results and Discussion
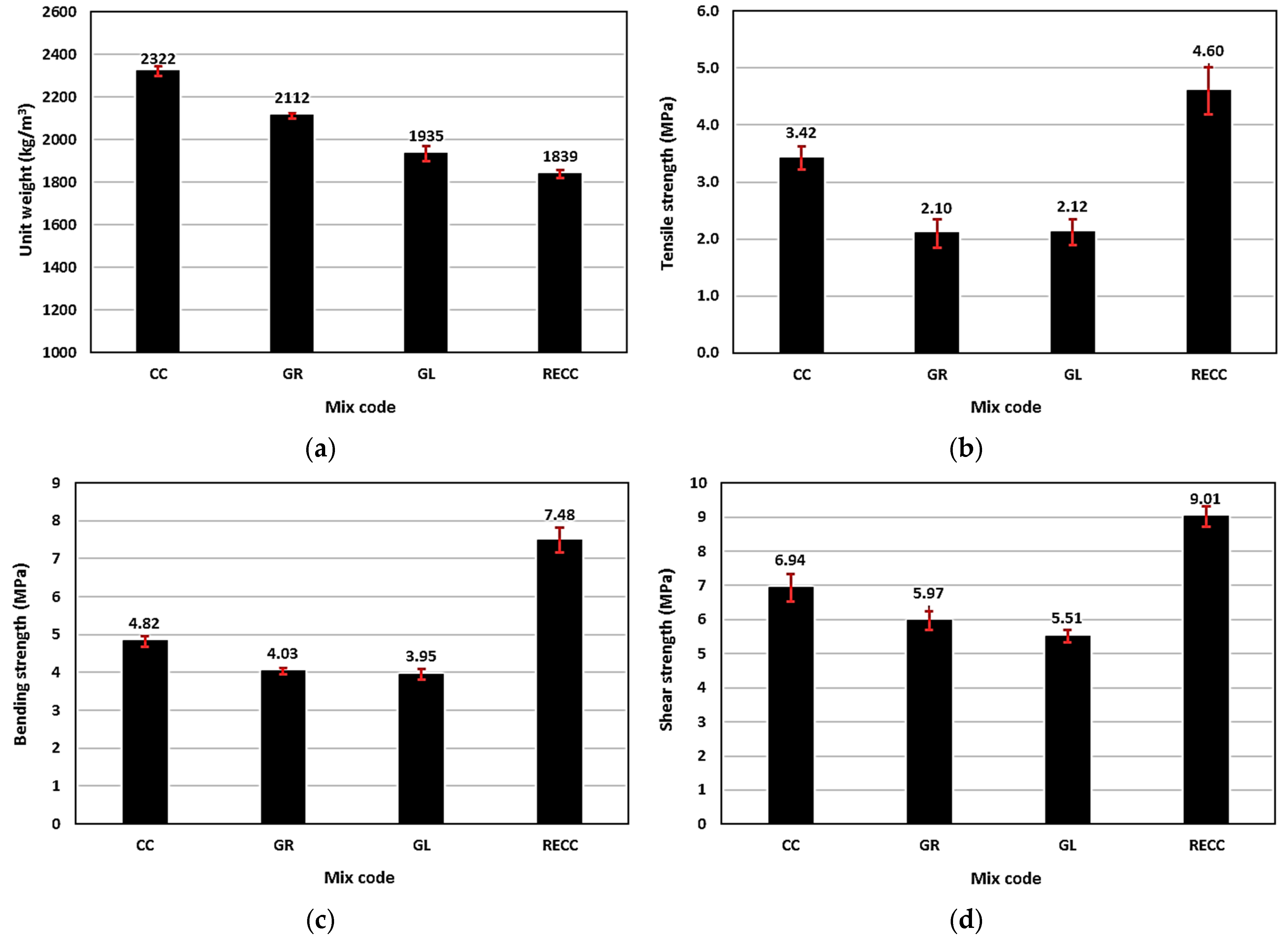
3.1. Mechanical Properties
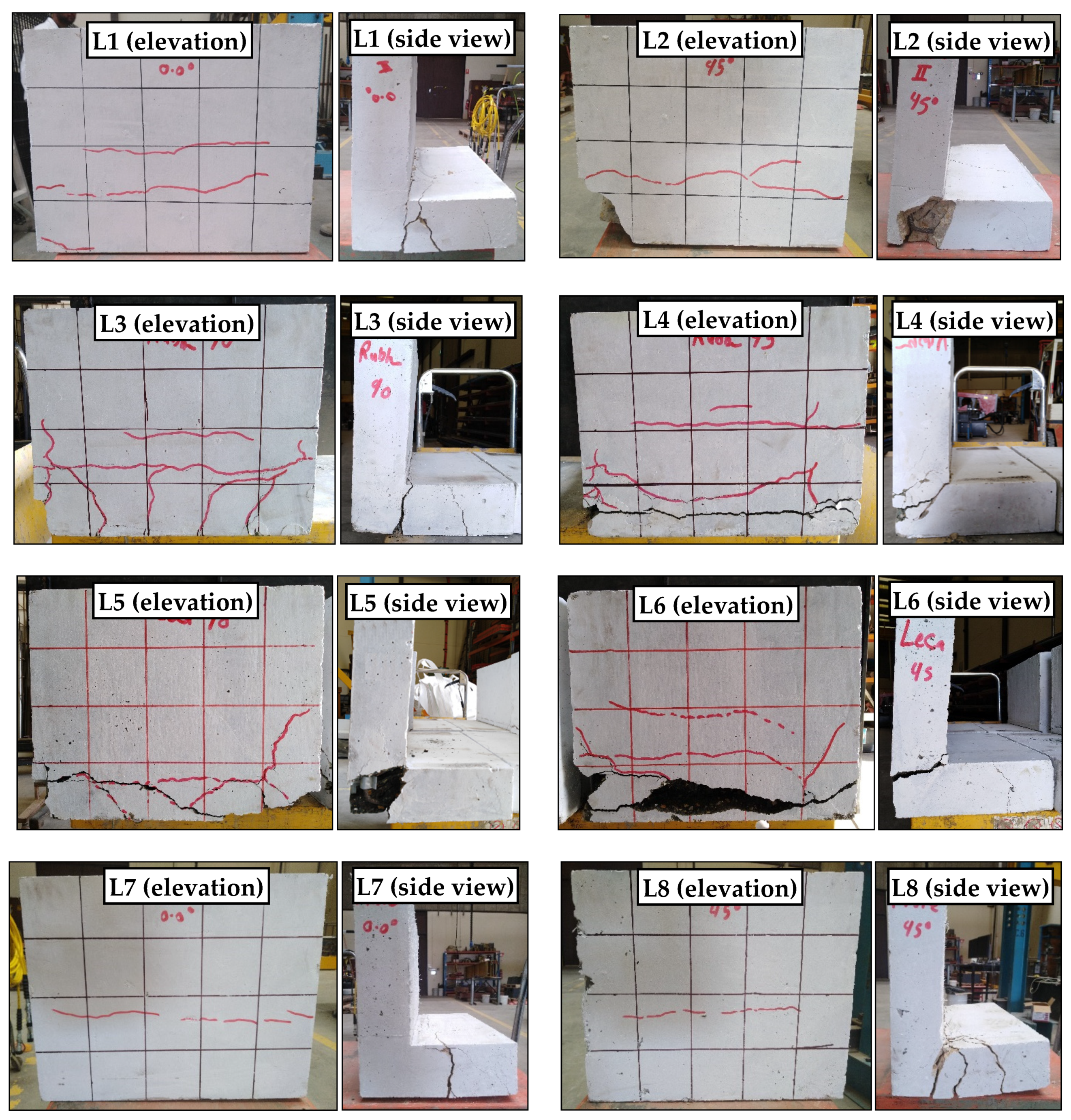
3.2. Reinforced Slab–Beam Concrete Joint under Bending
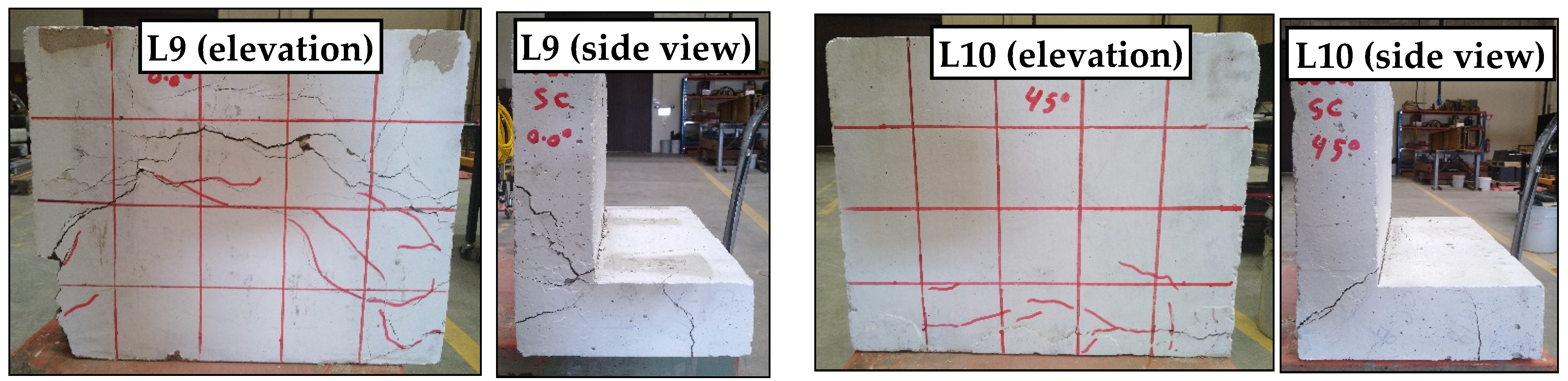
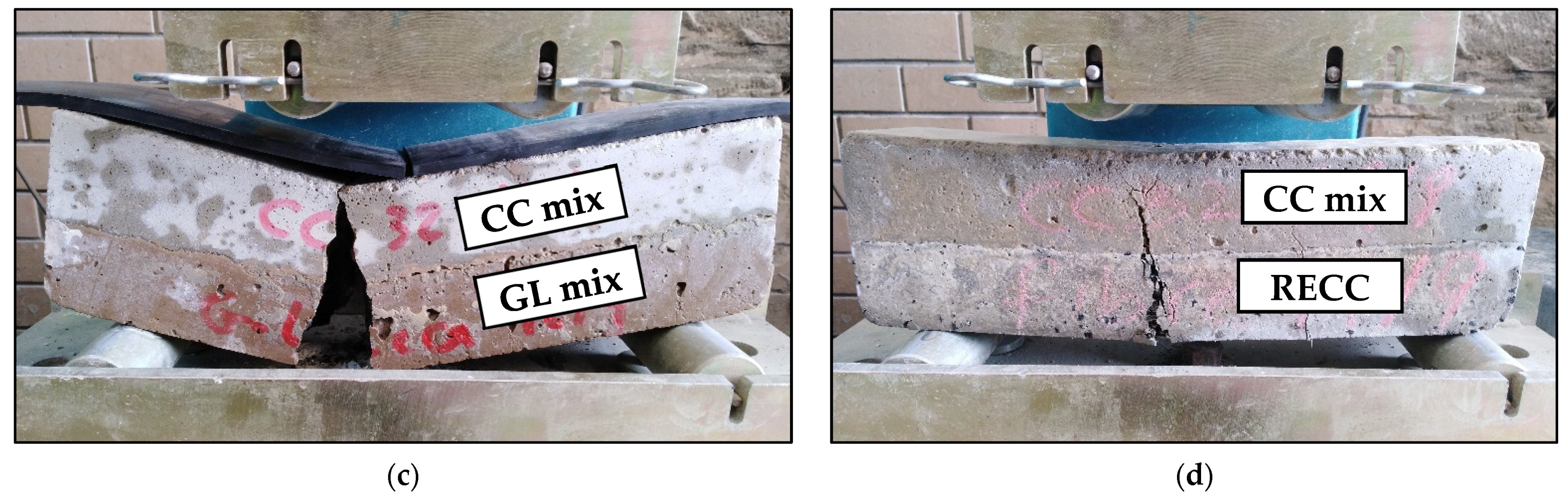
3.2.1. Test Observations and Failure Mode
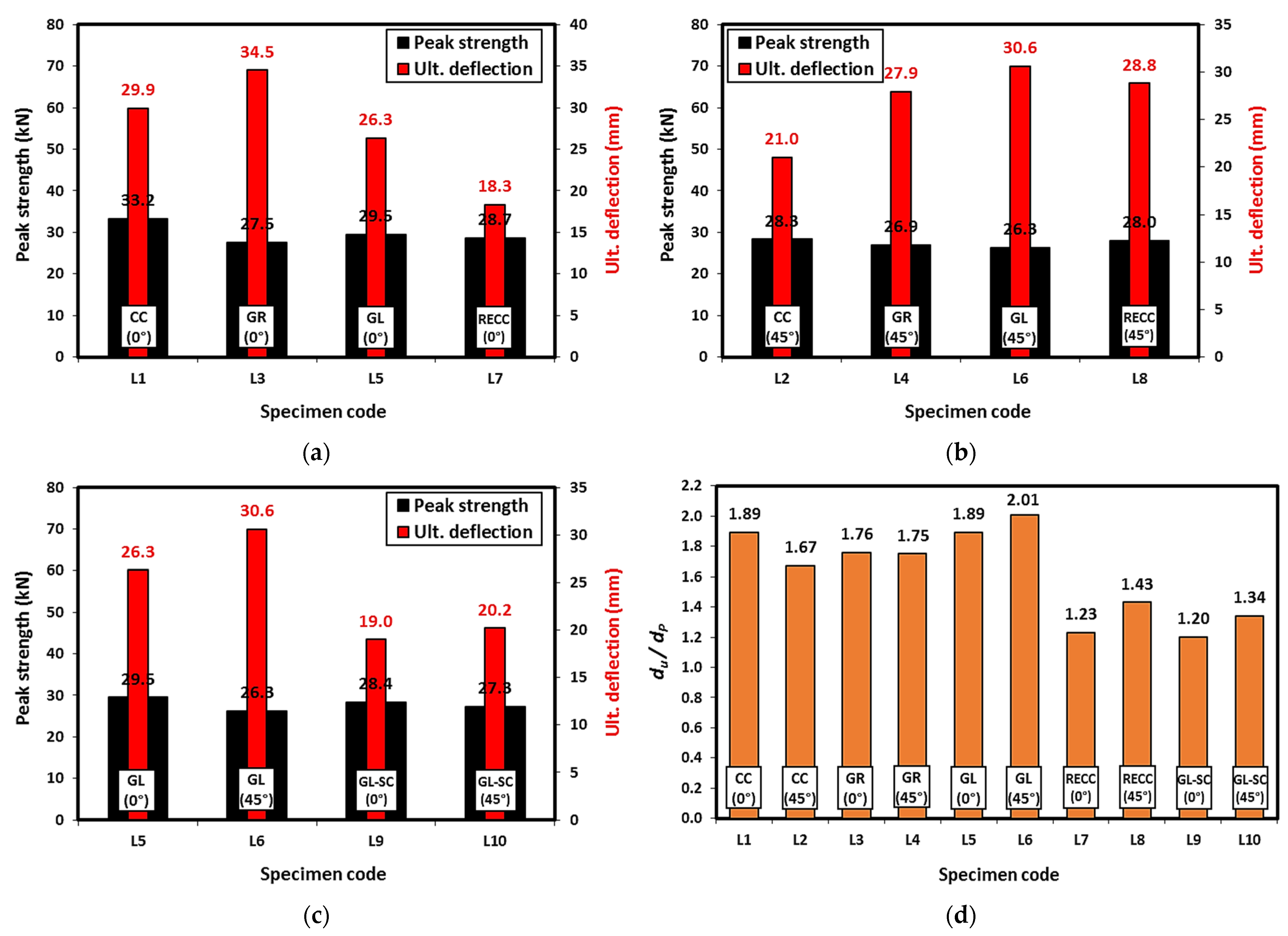
3.2.2. Main Characteristics
3.2.3. Load-Deflection Behavior
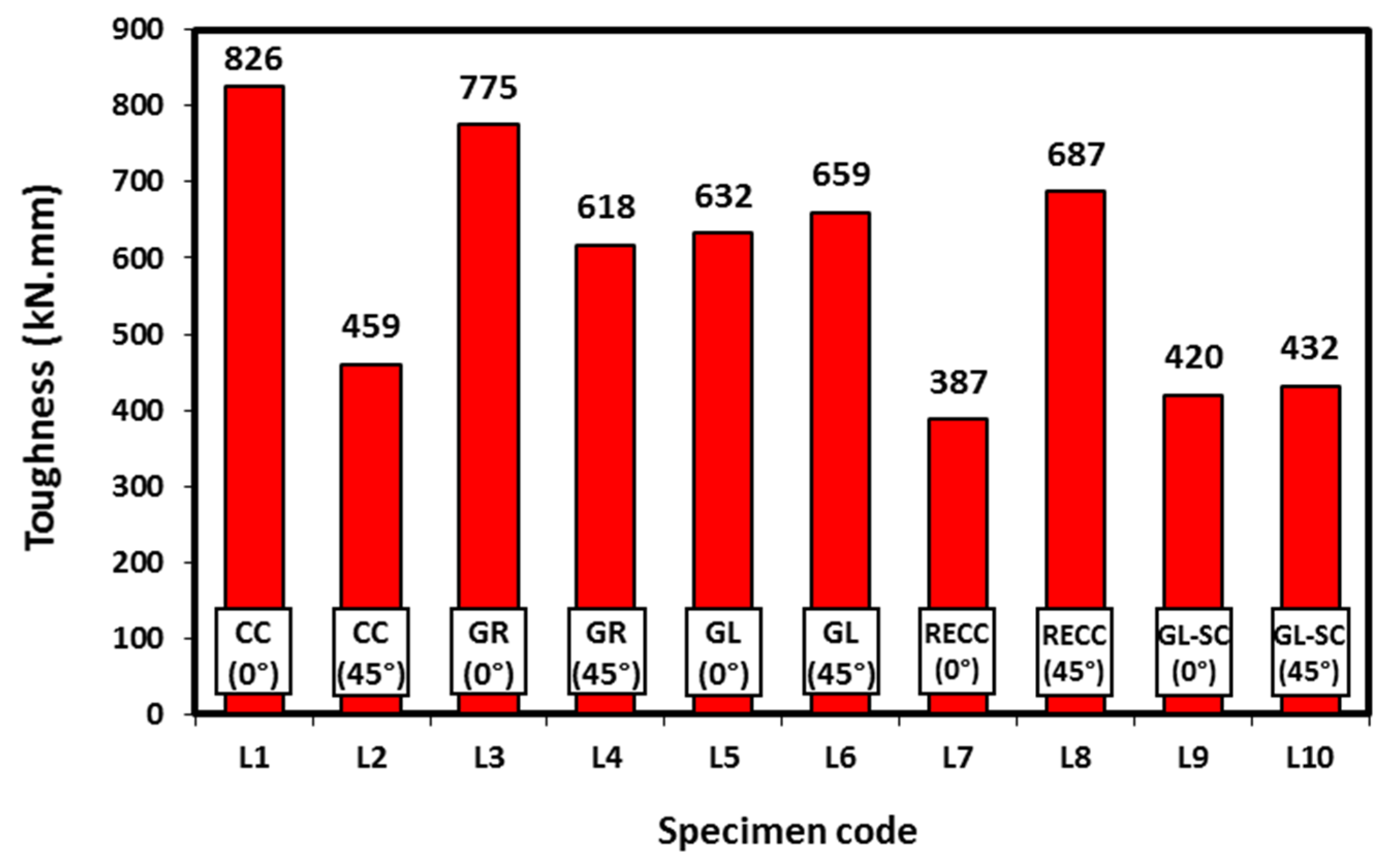
3.2.4. Toughness
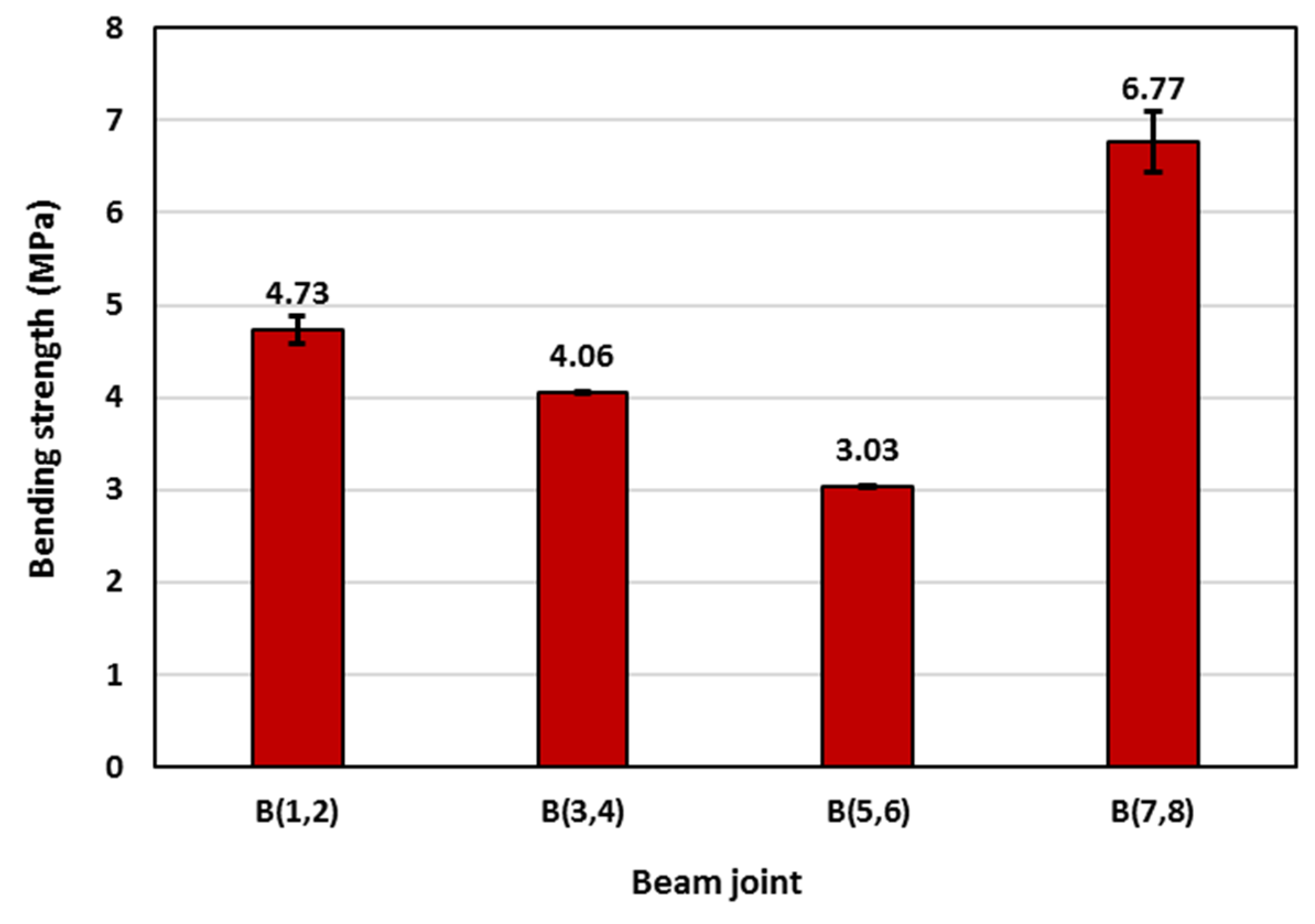
3.3. Concrete Joint in Beams under Bending
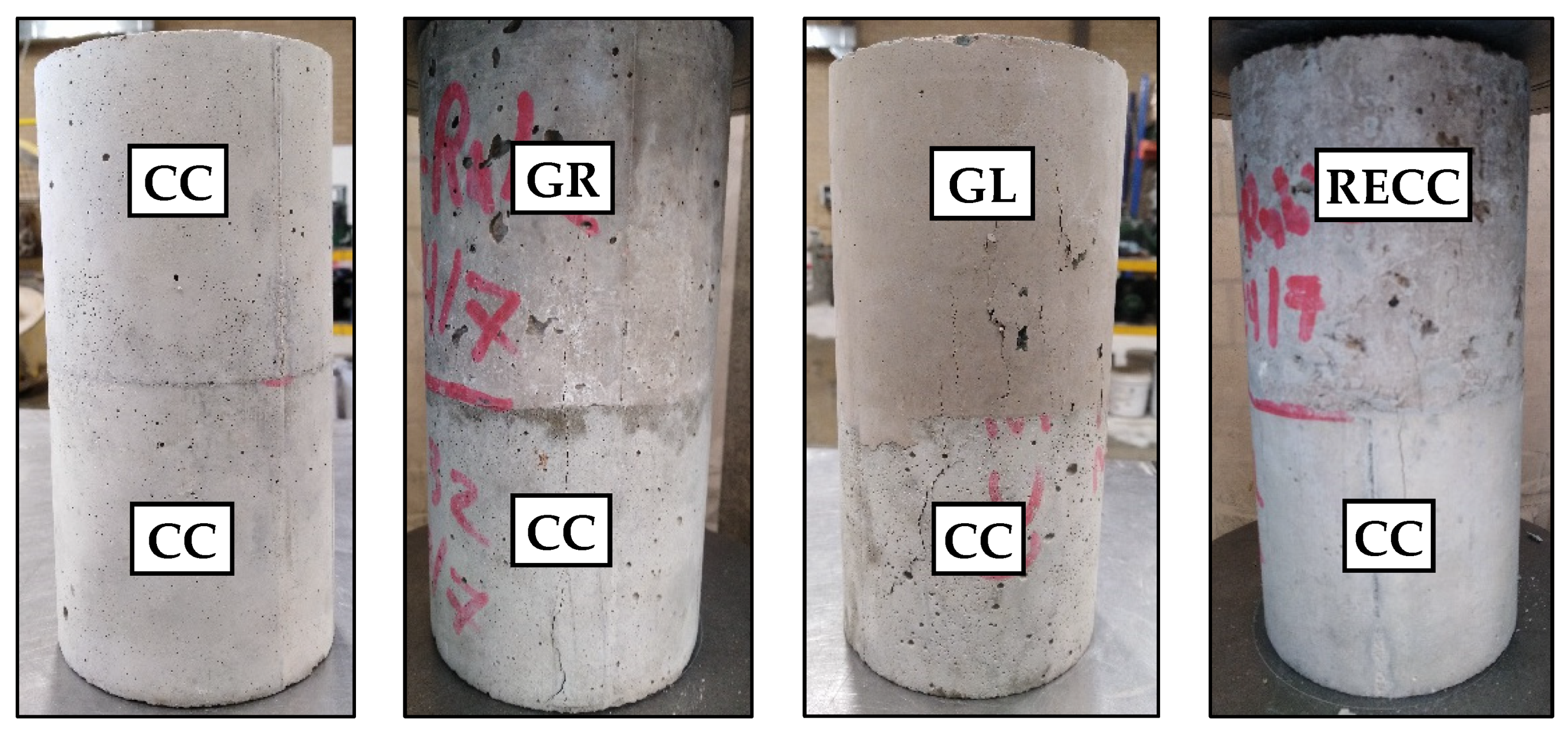
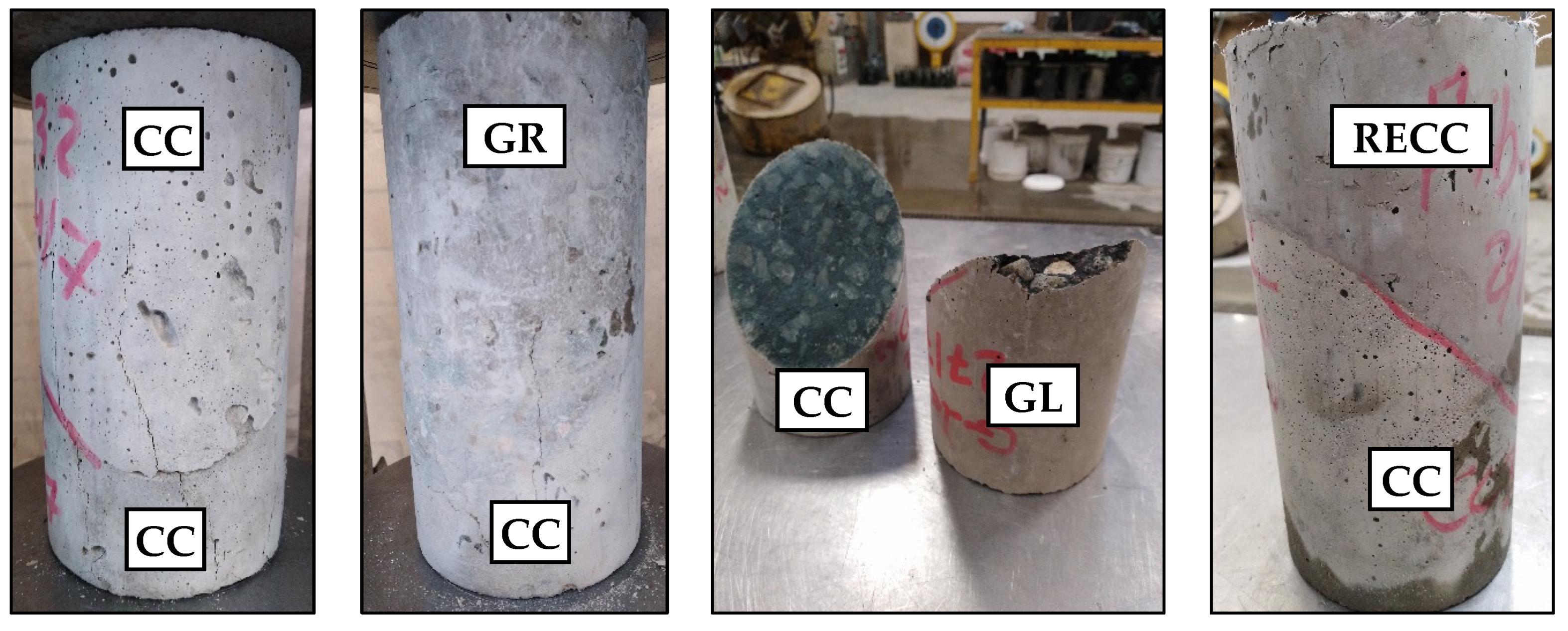
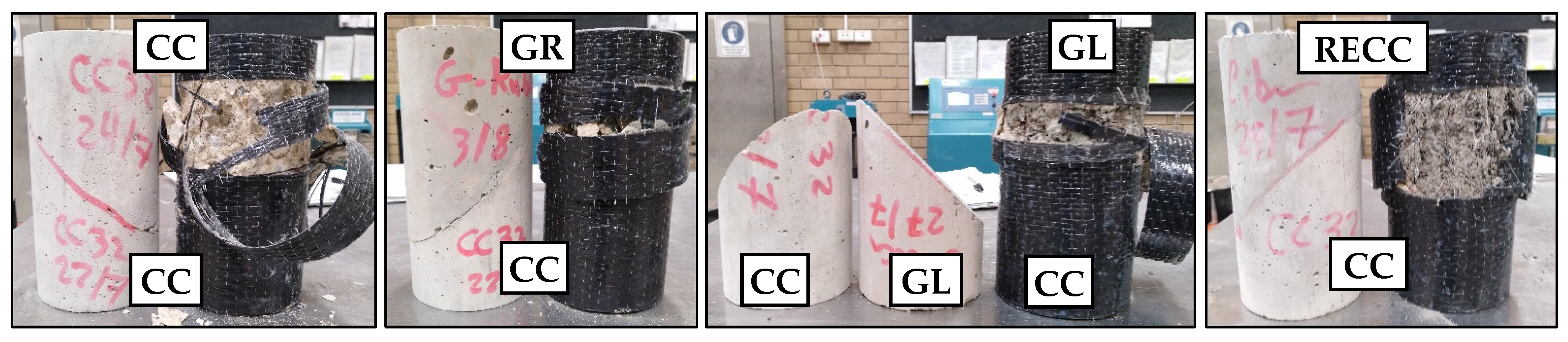
3.4. Concrete Joints in Columns Subjected to Axial Compression
4. Conclusions and Recommendations
- Compared with the CC mix, the GC mixes showed lower indirect tensile strength, bending strength, and shear strength by up to 39%, 18%, and 21%, respectively; however, the RECC mix showed relatively higher corresponding strengths by 35%, 55%, and 30%, respectively. All Eco-Con mixes showed relatively lower unit weight by up to 21% compared with that of the CC mix. This indicated the lighter weight of the proposed Eco-Con mixes.
- The Eco-Con mixes showed similar load-deflection behavior to that of the CC mix when tested in slab–beam joints. At the tested joint angles (0° or 45°), using Eco-Con mixes achieved a relatively lower slab–beam joint strength capacity than that when using the CC mix by up to 14%. The joint angle of 45° was better than that of 0° as it showed better slab–beam joint strength capacity by up to 7%. Using shear connectors in slab–beam joints had an adverse effect on concrete cracking and deformability; in addition, they did not have any significant effects on the joint strength capacity; therefore, they should be avoided.
- Concrete joints in beams produced partially with GC mixes showed bending strengths lower than those of joints produced with the CC mix by up to 36%; however, the joints produced partially with RECC mix showed a relatively higher bending strength by 43%. This indicated the superiority of RECC in repairing concrete beams subjected to bending load.
- All tested joints in unconfined columns showed axial compression capacities similar to the concrete compressive strength (32 MPa), regardless of the joint angle (0° or 45°). The FRP confinement significantly enhanced the axial capacity of the 45° column joints by up to 2.9 times. Using GC mixes in FRP-confined column joints decreased the column axial capacity by up to 14%; however, using RECC mix increased the column axial capacity by 2%. The results of tested column joints indicated the efficiency of using RECC instead of CC in repairing concrete columns subjected to axial compression.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Roychand, R.; Li, J.; Kilmartin-Lynch, S.; Saberian, M.; Zhu, J.; Youssf, O.; Ngo, T. Carbon sequestration from waste and carbon dioxide mineralisation in concrete–A stronger, sustainable and eco-friendly solution to support circular economy. Constr. Build. Mater. 2023, 379, 131221. [Google Scholar] [CrossRef]
- Aslani, F.; Deghani, A.; Asif, Z. Development of Lightweight Rubberized Geopolymer Concrete by Using Polystyrene and Recycled Crumb-Rubber Aggregates. J. Mater. Civ. Eng. 2020, 32, 04019345. [Google Scholar] [CrossRef]
- Luhar, S.; Chaudhary, S.; Luhar, I. Development of rubberized geopolymer concrete: Strength and durability studies. Constr. Build. Mater. 2019, 204, 740–753. [Google Scholar] [CrossRef]
- Gomaa, E.; Gheni, A.A.; Kashosi, C.; ElGawady, M.A. Bond strength of eco-friendly class C fly ash-based thermally cured alkali-activated concrete to portland cement concrete. J. Clean. Prod. 2019, 235, 404–416. [Google Scholar] [CrossRef]
- Huntzinger, D.N.; Eatmon, T.D. A life-cycle assessment of Portland cement manufacturing: Comparing the traditional process with alternative technologies. J. Clean. Prod. 2009, 17, 668–675. [Google Scholar] [CrossRef]
- Gao, L.; Adesina, A.; Das, S. Properties of eco-friendly basalt fibre reinforced concrete designed by Taguchi method. Constr. Build. Mater. 2021, 302, 124161. [Google Scholar] [CrossRef]
- Youssf, O.; Swilam, A.; Tahwia, A.M. Performance of Crumb Rubber Concrete Made with High Contents of Heat Pre-treated Rubber and Magnetized Water. J. Mater. Res. Technol. 2023, 23, 2160–2176. [Google Scholar] [CrossRef]
- Yi, O.; Zhuge, Y.; Ma, X.; Gravina, R.; Mills, J.E.; Youssf, O. Push-off and Pull-out Bond Behaviour of CRC Composite Slabs—An Experimental Investigation. Eng. Struct. 2020, 2020, 110448. [Google Scholar] [CrossRef]
- Yacob, N.S.; ElGawady, M.A.; Sneed, L.H.; Said, A. Shear strength of fly ash-based geopolymer reinforced concrete beams. Eng. Struct. 2019, 196, 109298. [Google Scholar] [CrossRef]
- Błaszczyński, T.; Król, M. Usage of green concrete technology in civil engineering. Procedia Eng. 2015, 122, 296–301. [Google Scholar] [CrossRef]
- Diaz-Loya, E.I.; Allouche, E.N.; Vaidya, S. Mechanical properties of fly-ash-based geopolymer concrete. ACI Mater. J. 2011, 108, 300. [Google Scholar]
- Mustafa, M.; Bakri, A.; Mohammed, H.; Kamarudin, H.; Nizar, K.; Zarina, Y. Review on fly ash-based geopolymer concrete without Portland Cement. J. Eng. Technol. Res. 2011, 3, 1–4. [Google Scholar]
- Bakharev, T.; Sanjayan, J.G.; Cheng, Y.B. Sulfate attack on alkali-activated slag concrete. Cem. Concr. Res. 2002, 32, 211–216. [Google Scholar] [CrossRef]
- Ismail, I.; Bernal, S.A.; Provis, J.L.; Nicolas, R.S.; Brice, D.G.; Kilcullen, A.R.; Hamdan, S.; van Deventer, J.S.J. Influence of fly ash on the water and chloride permeability of alkali-activated slag mortars and concretes. Constr. Build. Mater. 2013, 48, 1187–1201. [Google Scholar] [CrossRef]
- Australia, T.S. Tyre Stewardship Australia. 2019. Available online: https://www.racv.com.au/membership/member-benefits/royalauto/archive/old-tyres-a-new-local-solution-to-a-global-challenge.html (accessed on 3 February 2020).
- Youssf, O.; Hassanli, R.; Mills, J.; Ma, X.; Zhuge, Y. Cyclic Performance of Steel–Concrete–Steel Sandwich Beams with Rubcrete and LECA Concrete Core. J. Compos. Sci. 2019, 3, 5. [Google Scholar] [CrossRef]
- Kewalramani, M.A.; Mohamed, O.A.; Syed, Z.I. Engineered Cementitious Composites for Modern Civil Engineering Structures in Hot Arid Coastal Climatic Conditions. Procedia Eng. 2017, 180, 767–774. [Google Scholar] [CrossRef]
- Li, V.C.; Horikoshi, T.; Ogawa, A.; Torigoe, S.; Saito, T. Micromechanics-based durability study of polyvinyl alcohol-engineered cementitious composite. Mater. J. 2004, 101, 242–248. [Google Scholar]
- Granger, S.; Loukili, A.; Pijaudier-Cabot, G.; Chanvillard, G. Experimental characterization of the self-healing of cracks in an ultra high performance cementitious material: Mechanical tests and acoustic emission analysis. Cem. Concr. Res. 2007, 37, 519–527. [Google Scholar] [CrossRef]
- Li, M. 7—Engineered cementitious composites for bridge decks. In Advanced Composites in Bridge Construction and Repair; Kim, Y.J., Ed.; Woodhead Publishing: Sawston, UK, 2014; pp. 177–209. [Google Scholar]
- Lye, H.L.; Mohammed, B.S.; Liew, M.; Wahab, M.; Al-Fakih, A. Bond behaviour of CFRP-strengthened ECC using Response Surface Methodology (RSM). Case Stud. Constr. Mater. 2020, 12, e00327. [Google Scholar] [CrossRef]
- Vasconcelos, E.; Fernandes, S.; de Aguiar, J.L.B.; Pacheco-Torgal, F. Concrete retrofitting using metakaolin geopolymer mortars and CFRP. Constr. Build. Mater. 2011, 25, 3213–3221. [Google Scholar] [CrossRef]
- Al-Majidi, M.H.; Lampropoulos, A.P.; Cundy, A.B.; Tsioulou, O.T.; Al-Rekabi, S. A novel corrosion resistant repair technique for existing reinforced concrete (RC) elements using polyvinyl alcohol fibre reinforced geopolymer concrete (PVAFRGC). Constr. Build. Mater. 2018, 164, 603–619. [Google Scholar] [CrossRef]
- Wang, Y.-S.; Peng, K.-D.; Alrefaei, Y.; Dai, J.-G. The bond between geopolymer repair mortars and OPC concrete substrate: Strength and microscopic interactions. Cem. Concr. Compos. 2021, 119, 103991. [Google Scholar] [CrossRef]
- Akbar, M.; Hussain, Z.; Huali, P.; Imran, M.; Thomas, B.S. Impact of waste crumb rubber on concrete performance incorporating silica fume and fly ash to make a sustainable low carbon concrete. Struct. Eng. Mech. 2023, 85, 275–287. [Google Scholar]
- Umar, T.; Yousaf, M.; Akbar, M.; Abbas, N.; Hussain, Z.; Ansari, W.S. An Experimental Study on Non-Destructive Evaluation of the Mechanical Characteristics of a Sustainable Concrete Incorporating Industrial Waste. Materials 2022, 15, 7346. [Google Scholar] [CrossRef] [PubMed]
- Ozbakkaloglu, T.; Idris, Y. Seismic Behavior of FRP-High-Strength Concrete–Steel Double-Skin Tubular Columns. J. Struct. Eng. 2014, 140, 04014019. [Google Scholar] [CrossRef]
- Xian, G.; Guo, R.; Li, C. Combined effects of sustained bending loading, water immersion and fiber hybrid mode on the mechanical properties of carbon/glass fiber reinforced polymer composite. Compos. Struct. 2022, 281, 115060. [Google Scholar] [CrossRef]
- Guo, R.; Xian, G.; Li, C.; Hong, B. Effect of fiber hybrid mode on the tension–tension fatigue performance for the pultruded carbon/glass fiber reinforced polymer composite rod. Eng. Fract. Mech. 2022, 260, 108208. [Google Scholar] [CrossRef]
- Nawaz, W.; Elchalakani, M.; Karrech, A.; Yehia, S.; Yang, B.; Youssf, O. Flexural behavior of all lightweight reinforced concrete beams externally strengthened with CFRP sheets. Constr. Build. Mater. 2022, 327, 126966. [Google Scholar] [CrossRef]
- Liu, J.; Sheikh, S.A. Fiber-Reinforced Polymer-Confined Circular Columns under Simulated Seismic Loads. ACI Struct. J. 2013, 110. [Google Scholar] [CrossRef]
- Youssf, O.; Hassanli, R.; Mills, J.E. Mechanical performance of FRP-confined and unconfined crumb rubber concrete containing high rubber content. J. Build. Eng. 2017, 11, 115–126. [Google Scholar] [CrossRef]
- AS 3600; Concrete Structures. Standards Australia: Sydney, Australia, 2009.
- LabVIEW User’s Manual, version 8.6; National Instruments: Austin, TX, USA, 2003.
- AS 1012.9; Methods of Testing Concrete—Compressive Strength Tests—Concrete, Mortar and Grout Specimens. Standards Australia: Sydney, Australia, 2014.
- Zheng, L.; Huo, X.S.; Yuan, Y. Strength; modulus of elasticity, and brittleness index of rubberized concrete. J. Mater. Civ. Eng. 2008, 20, 692. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geopolymer Binder | CaO (%) | SiO2 (%) | Al2O3 (%) | Fe2O3 (%) | SO3 (%) | MgO (%) | Na2O (%) | K2O (%) | SrO (%) | TiO2 (%) | P2O5 (%) | Mn2O3 (%) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fly ash | 5.8 | 51.1 | 18.1 | 9.7 | 1.0 | 7.3 | 3.94 | 1.84 | 0.1 | 0.8 | 0.2 | <0.1 |
| Slag | 43.1 | 32.8 | 13.4 | 0.4 | 1.9 | 5.5 | 0.4 | 0.3 | 0.8 | 0.6 | <0.1 | 0.1 |
| Mix Code | Cement | Slag | Fly Ash | Activator | Water | SP | Sand | Stone | Fine LECA | Rubber | Coarse LECA | L-PP | S-PP | Compressive Strength (MPa) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CC | 284 | -- | -- | -- | 205 | 2.5 | 882 | 992 | -- | -- | -- | -- | -- | 32.4 |
| GR | -- | 266 | 266 | 212 | 160 | 9.6 | 500 | 627 | -- | 46 | -- | -- | -- | 32.1 |
| GL | -- | 243 | 243 | 208 | 193 | 9.3 | -- | 578 | 396 | -- | 10.9 | -- | -- | 33.1 |
| RECC | 597 | 358 | 358 | -- | 341 | 3.6 | -- | -- | -- | 163 | -- | 12.9 | 12.9 | 31.8 |
| SP Superplasticizer | L-PP Long polypropylene fiber | S-PP Short polypropylene fiber | ||||||||||||
| Test Specimen | Specimen Code | Dimensions (mm) | Concrete Mix * | Shear Connectors | FRP Confinement | Joint Angle |
|---|---|---|---|---|---|---|
| Reinforced concrete slab–beam joint subjected to bending | L1 | L(300 × 400) × W500 | ↑CC→CC | -- | -- | 0° |
| L2 | L(300 × 400) × W500 | ↑CC→CC | -- | -- | 45° | |
| L3 | L(300 × 400) × W500 | ↑GR→CC | -- | -- | 0° | |
| L4 | L(300 × 400) × W500 | ↑GR→CC | -- | -- | 45° | |
| L5 | L(300 × 400) × W500 | ↑GL→CC | -- | -- | 0° | |
| L6 | L(300 × 400) × W500 | ↑GL→CC | -- | -- | 45° | |
| L7 | L(300 × 400) × W500 | ↑RECC→CC | -- | -- | 0° | |
| L8 | L(300 × 400) × W500 | ↑RECC→CC | -- | -- | 45° | |
| L9 | L(300 × 400) × W500 | ↑GL→CC | 4N8(ǀ) | -- | 0° | |
| L10 | L(300 × 400) × W500 | ↑GL→CC | 4N8(/) | -- | 45° | |
| Joints in beams subjected to bending | B1 | 100 × 100 × 350 | ↓CC-↑CC | -- | -- | 0° |
| B2 | 100 × 100 × 350 | ↓CC-↑CC | -- | -- | 0° | |
| B3 | 100 × 100 × 350 | ↓GR-↑CC | -- | -- | 0° | |
| B4 | 100 × 100 × 350 | ↓GR-↑CC | -- | -- | 0° | |
| B5 | 100 × 100 × 350 | ↓GL-↑CC | -- | -- | 0° | |
| B6 | 100 × 100 × 350 | ↓GL-↑CC | -- | -- | 0° | |
| B7 | 100 × 100 × 350 | ↓RECC-↑CC | -- | -- | 0° | |
| B8 | 100 × 100 × 350 | ↓RECC-↑CC | -- | -- | 0° | |
| Joints in columns subjected to axial compression | C1 | Cyl 100 × 200 | ↓CC-↑CC | -- | -- | 0° |
| C2 | Cyl 100 × 200 | ↓CC-↑CC | -- | -- | 0° | |
| C3 | Cyl 100 × 200 | ↓CC-↑CC | -- | -- | 45° | |
| C4 | Cyl 100 × 200 | ↓CC-↑CC | -- | -- | 45° | |
| C5 | Cyl 100 × 200 | ↓CC-↑CC | -- | 2 layers | 45° | |
| C6 | Cyl 100 × 200 | ↓CC-↑GR | -- | -- | 0° | |
| C7 | Cyl 100 × 200 | ↓CC-↑GR | -- | -- | 0° | |
| C8 | Cyl 100 × 200 | ↓CC-↑GR | -- | -- | 45° | |
| C9 | Cyl 100 × 200 | ↓CC-↑GR | -- | -- | 45° | |
| C10 | Cyl 100 × 200 | ↓CC-↑GR | -- | 2 layers | 45° | |
| C11 | Cyl 100 × 200 | ↓CC-↑GL | -- | -- | 0° | |
| C12 | Cyl 100 × 200 | ↓CC-↑GL | -- | -- | 0° | |
| C13 | Cyl 100 × 200 | ↓CC-↑GL | -- | -- | 45° | |
| C14 | Cyl 100 × 200 | ↓CC-↑GL | -- | -- | 45° | |
| C15 | Cyl 100 × 200 | ↓CC-↑GL | -- | 2 layers | 45° | |
| C16 | Cyl 100 × 200 | ↓CC-↑RECC | -- | -- | 0° | |
| C17 | Cyl 100 × 200 | ↓CC-↑RECC | -- | -- | 0° | |
| C18 | Cyl 100 × 200 | ↓CC-↑RECC | -- | -- | 45° | |
| C19 | Cyl 100 × 200 | ↓CC-↑RECC | -- | -- | 45° | |
| C20 | Cyl 100 × 200 | ↓CC-↑RECC | -- | 2 layers | 45° |
| Mix Code | Unit Weight (kg/m3) | Compressive Strength (MPa) | Tensile Strength (MPa) | Bending Strength (MPa) | Shear Strength (MPa) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Ave. | SD | Ave. | SD | Ave. | SD | Ave. | SD | Ave. | SD | |
| CC | 2322 | 22 | 32.4 | 0.4 | 3.42 | 0.20 | 4.82 | 0.15 | 6.94 | 0.40 |
| GR | 2112 | 12 | 32.1 | 0.1 | 2.10 | 0.25 | 4.03 | 0.09 | 5.97 | 0.28 |
| GL | 1935 | 35 | 33.1 | 0.5 | 2.12 | 0.23 | 3.95 | 0.13 | 5.51 | 0.19 |
| RECC | 1839 | 19 | 31.8 | 0.7 | 4.60 | 0.42 | 7.48 | 0.33 | 9.01 | 0.30 |
| Specimen Code | Concrete Mix * | Joint Angle | Shear Connectors | Peak Strength (kN) | Def. at Peak Strength, dp (mm) | Ult. def., du (mm) | (du/dp) | Toughness (kN.mm) |
|---|---|---|---|---|---|---|---|---|
| L1 | ↑CC→CC | 0° | -- | 33.2 | 15.8 | 29.9 | 1.89 | 826 |
| L2 | ↑CC→CC | 45° | -- | 28.3 | 12.6 | 21.0 | 1.67 | 459 |
| L3 | ↑GR→CC | 0° | -- | 27.5 | 19.6 | 34.5 | 1.76 | 775 |
| L4 | ↑GR→CC | 45° | -- | 26.9 | 15.9 | 27.9 | 1.75 | 618 |
| L5 | ↑GL→CC | 0° | -- | 29.5 | 13.9 | 26.3 | 1.89 | 632 |
| L6 | ↑GL→CC | 45° | -- | 26.3 | 15.2 | 30.6 | 2.01 | 659 |
| L7 | ↑RECC→CC | 0° | -- | 28.7 | 14.9 | 18.3 | 1.23 | 387 |
| L8 | ↑RECC→CC | 45° | -- | 28.0 | 20.2 | 28.8 | 1.43 | 687 |
| L9 | ↑GL→CC | 0° | 4N8(ǀ) | 28.4 | 15.8 | 19.0 | 1.20 | 420 |
| L10 | ↑GL→CC | 45° | 4N8(/) | 27.3 | 15.1 | 20.2 | 1.34 | 432 |
| Specimen Code | Concrete Mix * | Bending Strength (MPa) | ||
|---|---|---|---|---|
| Value | Ave. | SD | ||
| B1 | ↓CC-↑CC | 4.58 | 4.73 | 0.15 |
| B2 | ↓CC-↑CC | 4.88 | ||
| B3 | ↓GR-↑CC | 4.07 | 4.06 | 0.01 |
| B4 | ↓GR-↑CC | 4.05 | ||
| B5 | ↓GL-↑CC | 3.02 | 3.03 | 0.01 |
| B6 | ↓GL-↑CC | 3.04 | ||
| B7 | ↓RECC-↑CC | 7.09 | 6.77 | 0.32 |
| B8 | ↓RECC-↑CC | 6.44 | ||
| Specimen Code | Concrete Mix * | FRP Confinement | Joint Angle | Axial Strength (MPa) | Confinement Effectiveness | ||
|---|---|---|---|---|---|---|---|
| Value | Ave. | SD | |||||
| C1 | ↓CC-↑CC | -- | 0° | 33.86 | 33.3 | 0.56 | -- |
| C2 | ↓CC-↑CC | -- | 0° | 32.75 | -- | ||
| C3 | ↓CC-↑CC | -- | 45° | 32.70 | 31.8 | 0.87 | -- |
| C4 | ↓CC-↑CC | -- | 45° | 30.97 | -- | ||
| C5 | ↓CC-↑CC | 2 layers | 45° | 90.38 | 90.4 | -- | 2.8 |
| C6 | ↓CC-↑GR | -- | 0° | 29.62 | 31.6 | 2.00 | -- |
| C7 | ↓CC-↑GR | -- | 0° | 33.62 | -- | ||
| C8 | ↓CC-↑GR | -- | 45° | 28.51 | 29.0 | 0.49 | -- |
| C9 | ↓CC-↑GR | -- | 45° | 29.50 | -- | ||
| C10 | ↓CC-↑GR | 2 layers | 45° | 80.07 | 80.1 | -- | 2.7 |
| C11 | ↓CC-↑GL | -- | 0° | 33.78 | 33.2 | 0.59 | -- |
| C12 | ↓CC-↑GL | -- | 0° | 32.59 | -- | ||
| C13 | ↓CC-↑GL | -- | 45° | 31.31 | 30.2 | 1.08 | -- |
| C14 | ↓CC-↑GL | -- | 45° | 29.15 | -- | ||
| C15 | ↓CC-↑GL | 2 layers | 45° | 78.03 | 78.0 | 2.6 | |
| C16 | ↓CC-↑RECC | -- | 0° | 30.27 | 31.3 | 1.01 | -- |
| C17 | ↓CC-↑RECC | -- | 0° | 32.29 | -- | ||
| C18 | ↓CC-↑RECC | -- | 45° | 31.14 | 32.1 | 0.91 | -- |
| C19 | ↓CC-↑RECC | -- | 45° | 32.96 | -- | ||
| C20 | ↓CC-↑RECC | 2 layers | 45° | 92.60 | 92.6 | -- | 2.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Youssf, O.; Roychand, R.; Elchalakani, M.; Tahwia, A.M. Assessment of the Efficiency of Eco-Friendly Lightweight Concrete as Simulated Repair Material in Concrete Joints. Buildings 2024, 14, 37. https://doi.org/10.3390/buildings14010037
Youssf O, Roychand R, Elchalakani M, Tahwia AM. Assessment of the Efficiency of Eco-Friendly Lightweight Concrete as Simulated Repair Material in Concrete Joints. Buildings. 2024; 14(1):37. https://doi.org/10.3390/buildings14010037
Chicago/Turabian StyleYoussf, Osama, Rajeev Roychand, Mohamed Elchalakani, and Ahmed M. Tahwia. 2024. "Assessment of the Efficiency of Eco-Friendly Lightweight Concrete as Simulated Repair Material in Concrete Joints" Buildings 14, no. 1: 37. https://doi.org/10.3390/buildings14010037
APA StyleYoussf, O., Roychand, R., Elchalakani, M., & Tahwia, A. M. (2024). Assessment of the Efficiency of Eco-Friendly Lightweight Concrete as Simulated Repair Material in Concrete Joints. Buildings, 14(1), 37. https://doi.org/10.3390/buildings14010037