
Hybrid Effect of Basalt and Polyacrylonitrile Fibers on Physico-Mechanical Properties of Tailing Mortar


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Cement
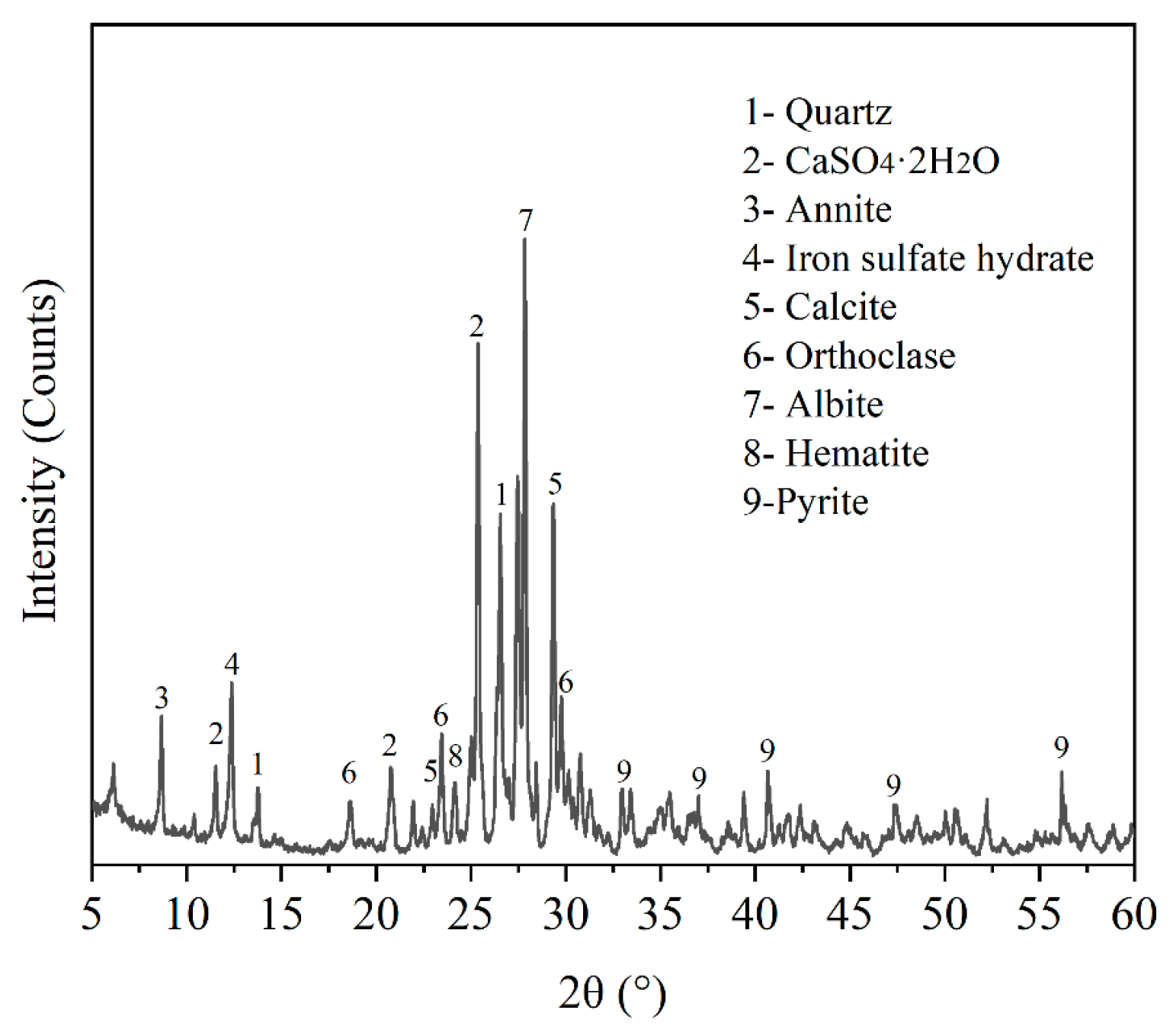
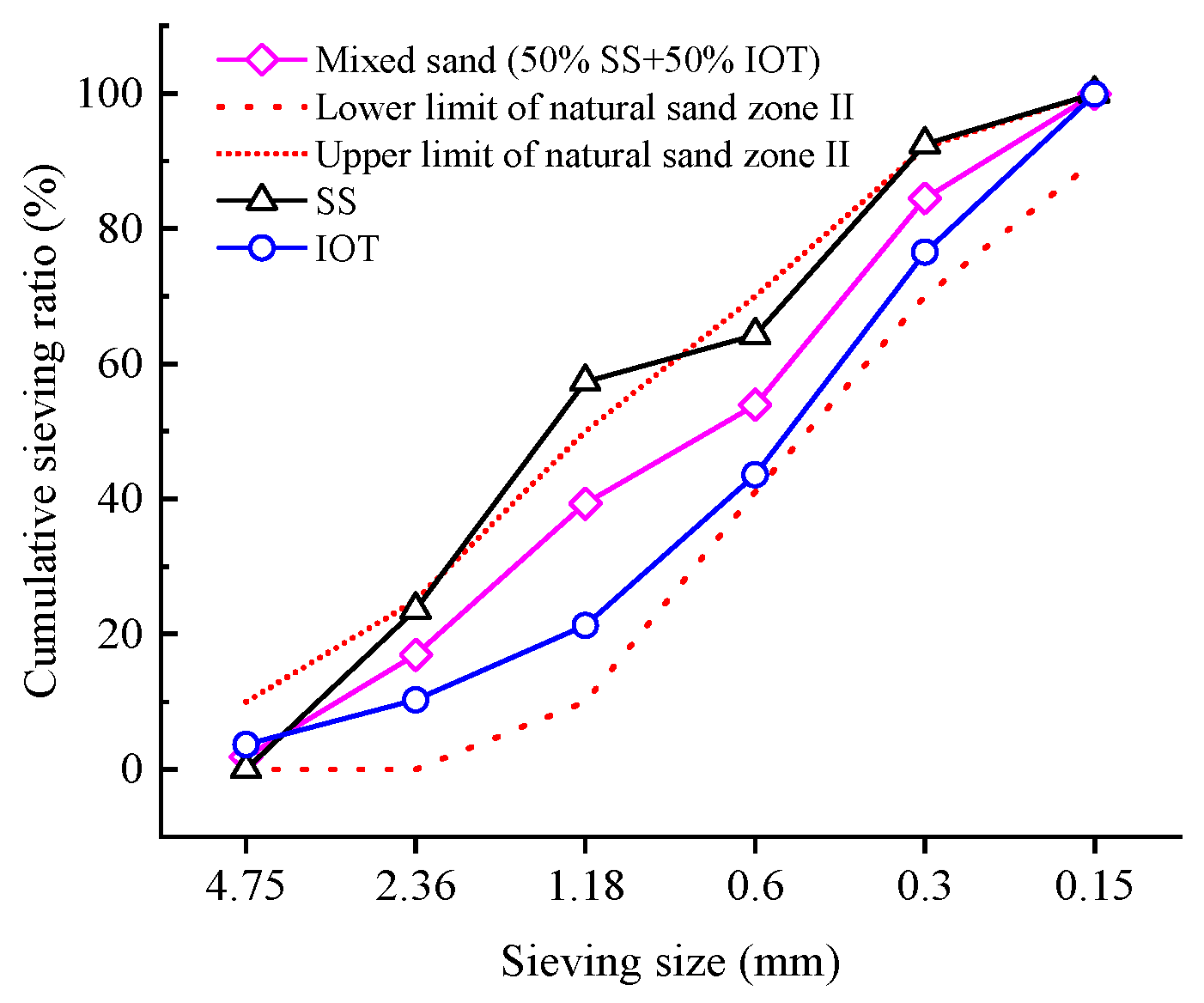
2.1.2. Aggregates
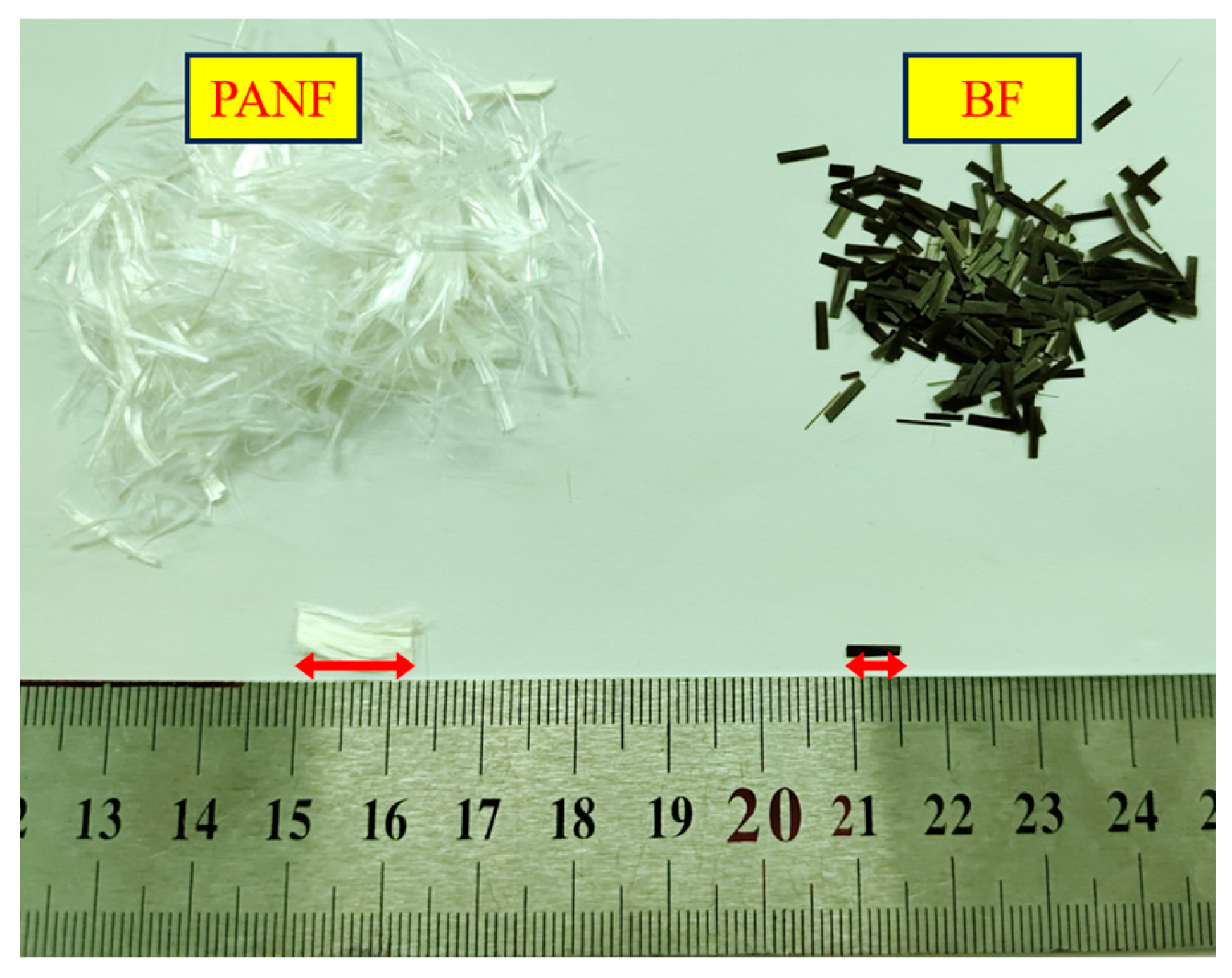
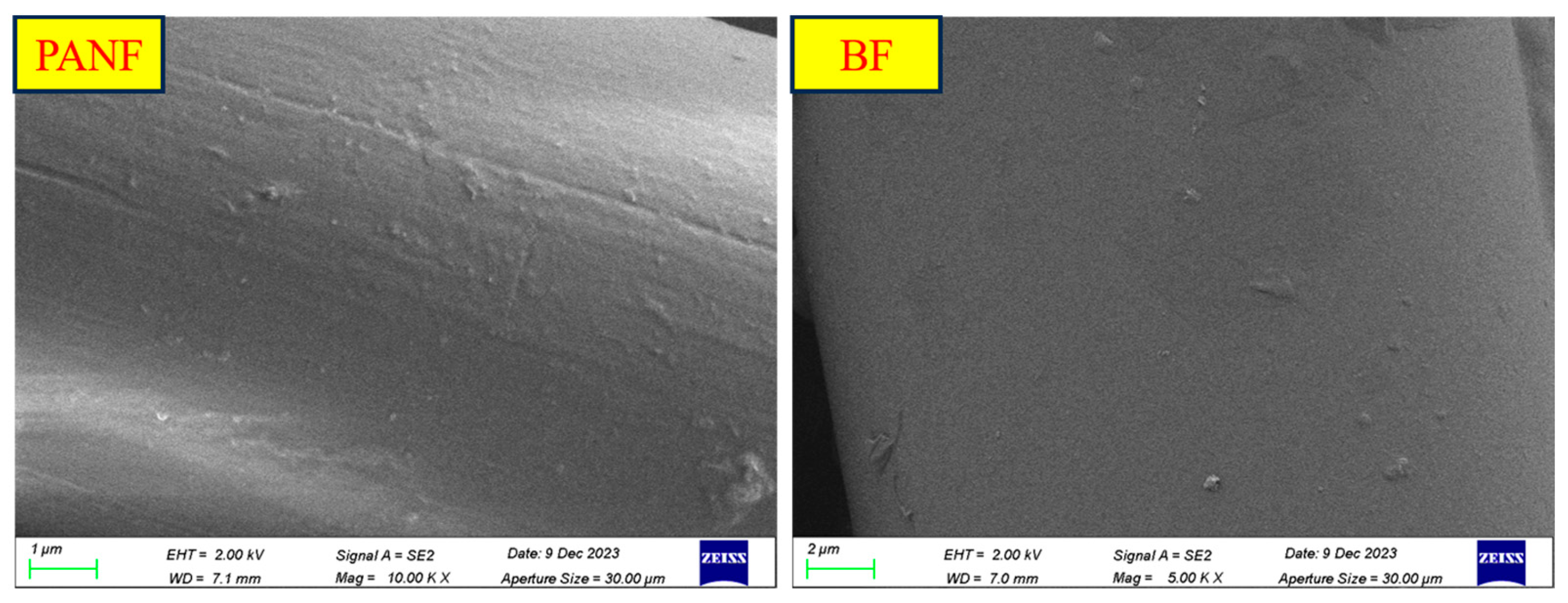
2.1.3. Fibers
2.1.4. Water and Super-Plasticizer
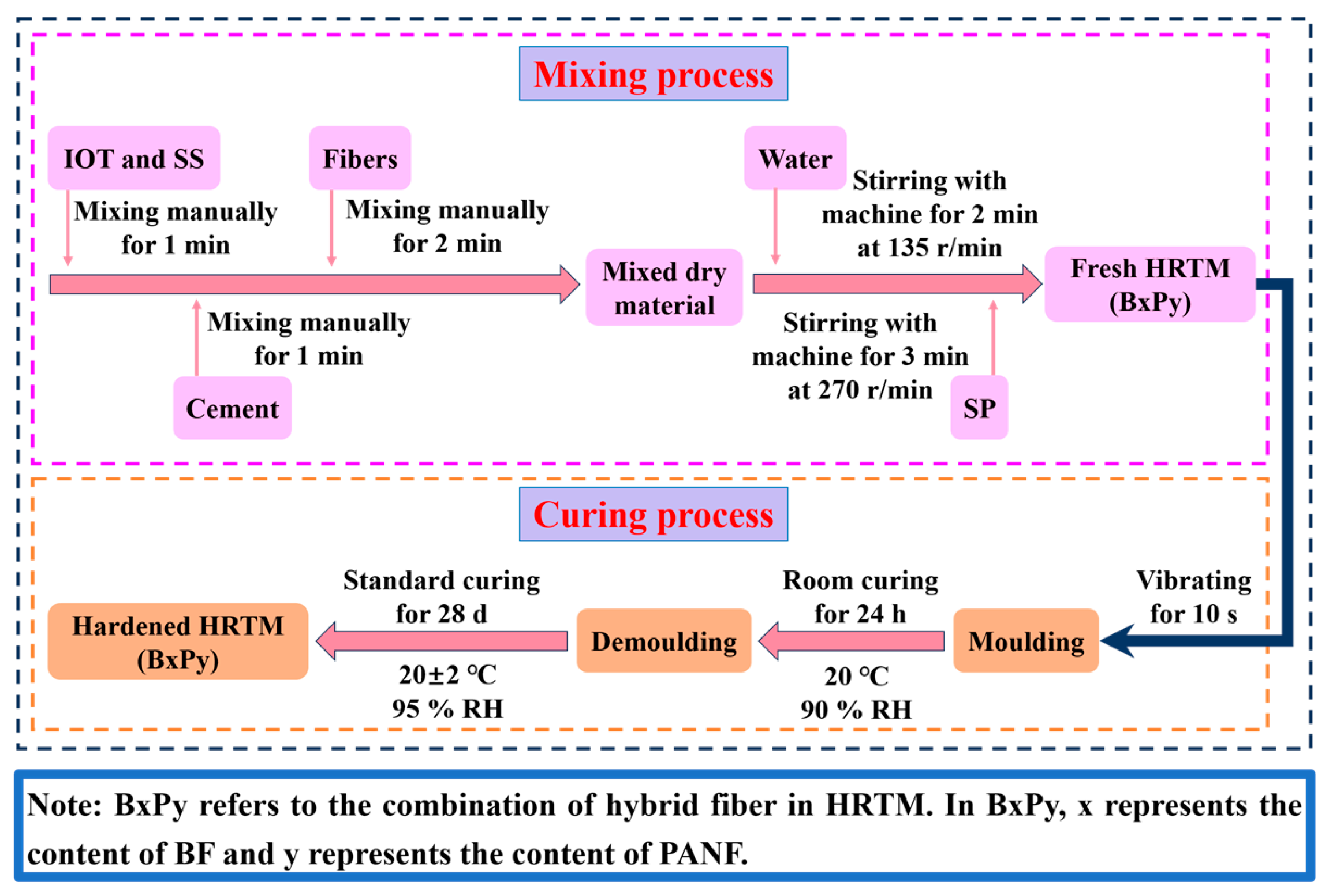
2.2. Specimen Preparation
2.3. Testing Procedure
2.3.1. Fluidity Test
2.3.2. Ultrasonic Velocity Test
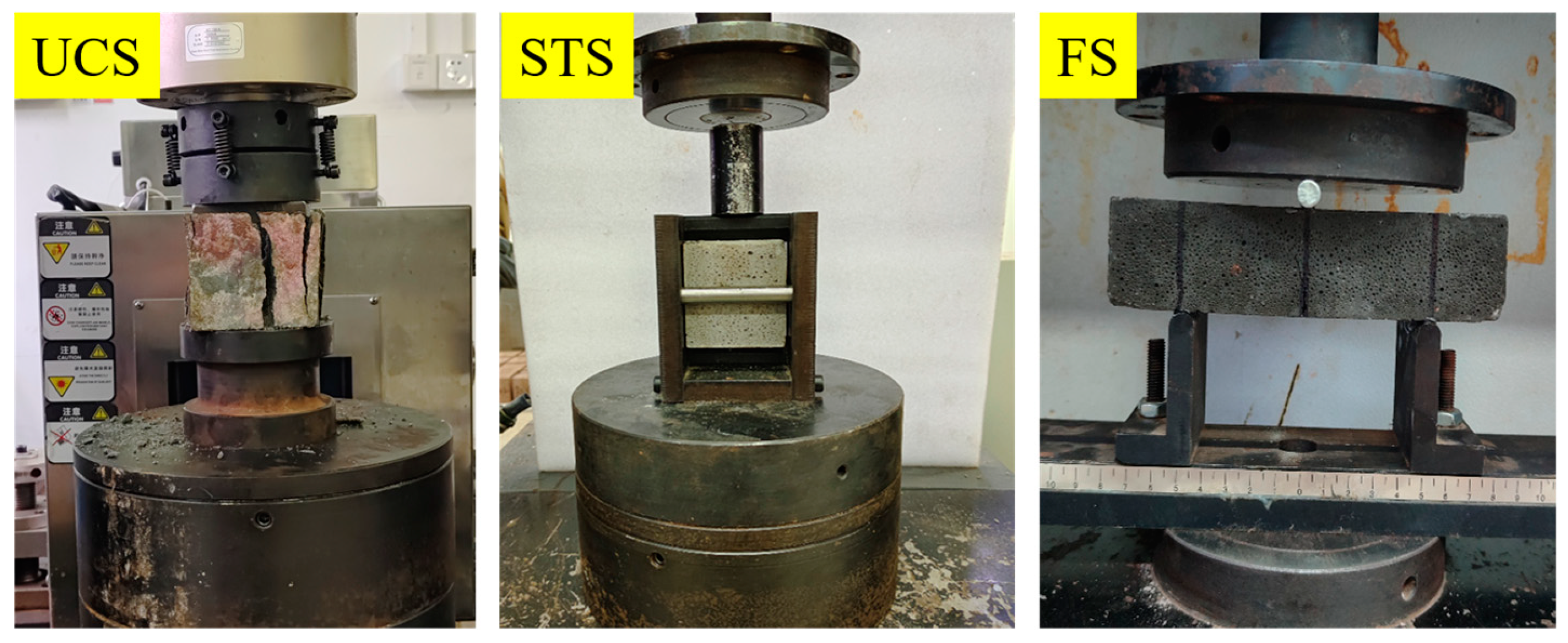
2.3.3. Mechanical Test
2.3.4. Porosity Test
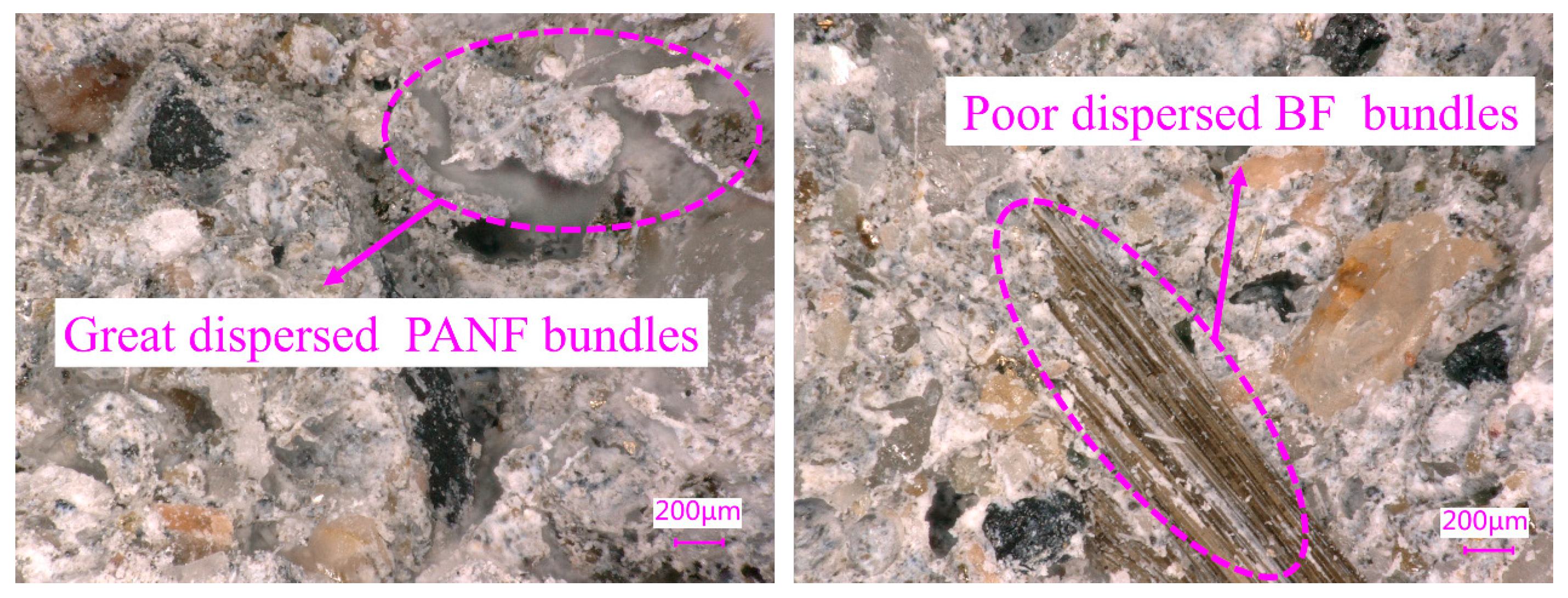
2.3.5. Microstructural Analysis
3. Results and Discussion
3.1. Fluidity and Density
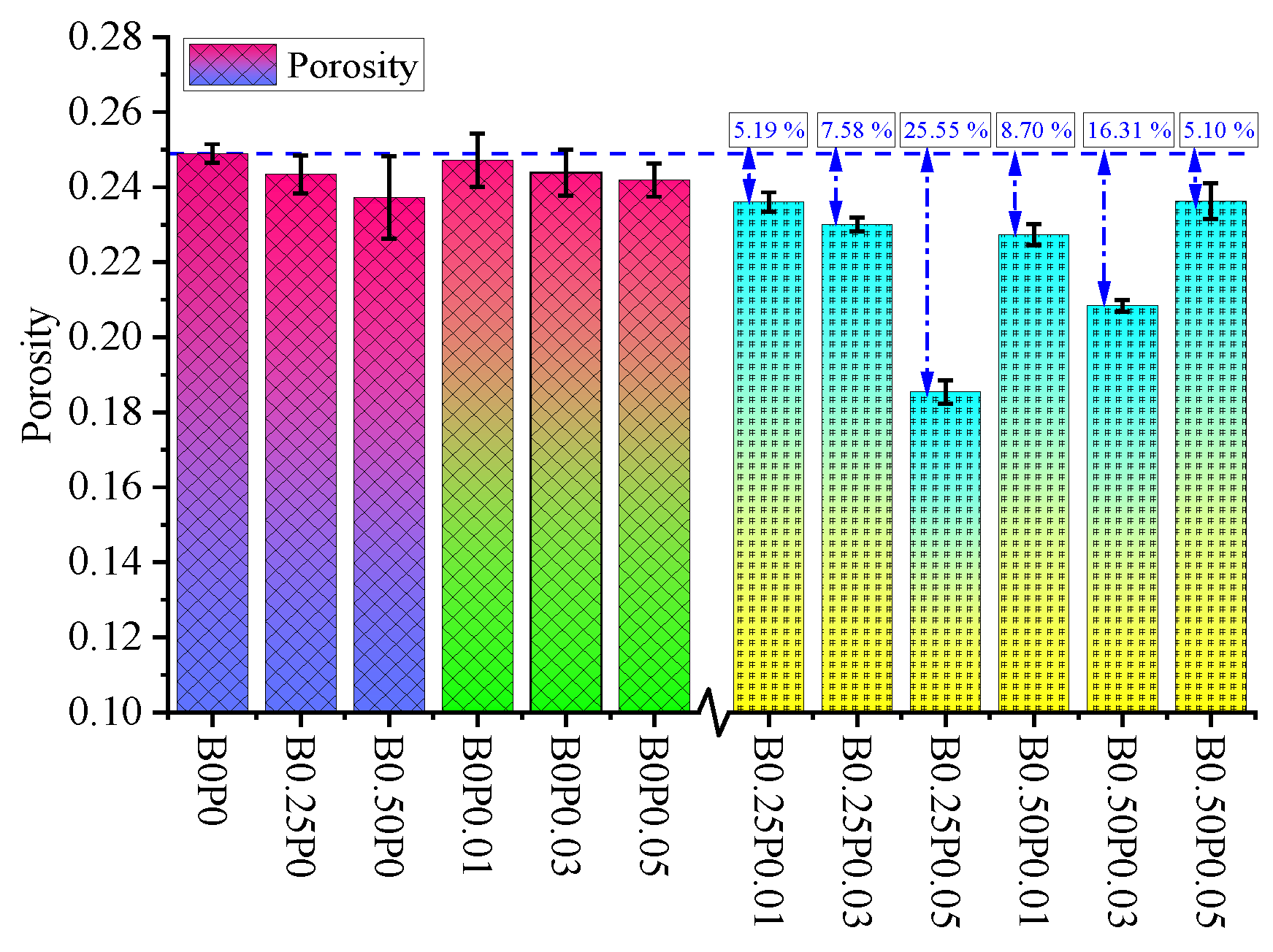
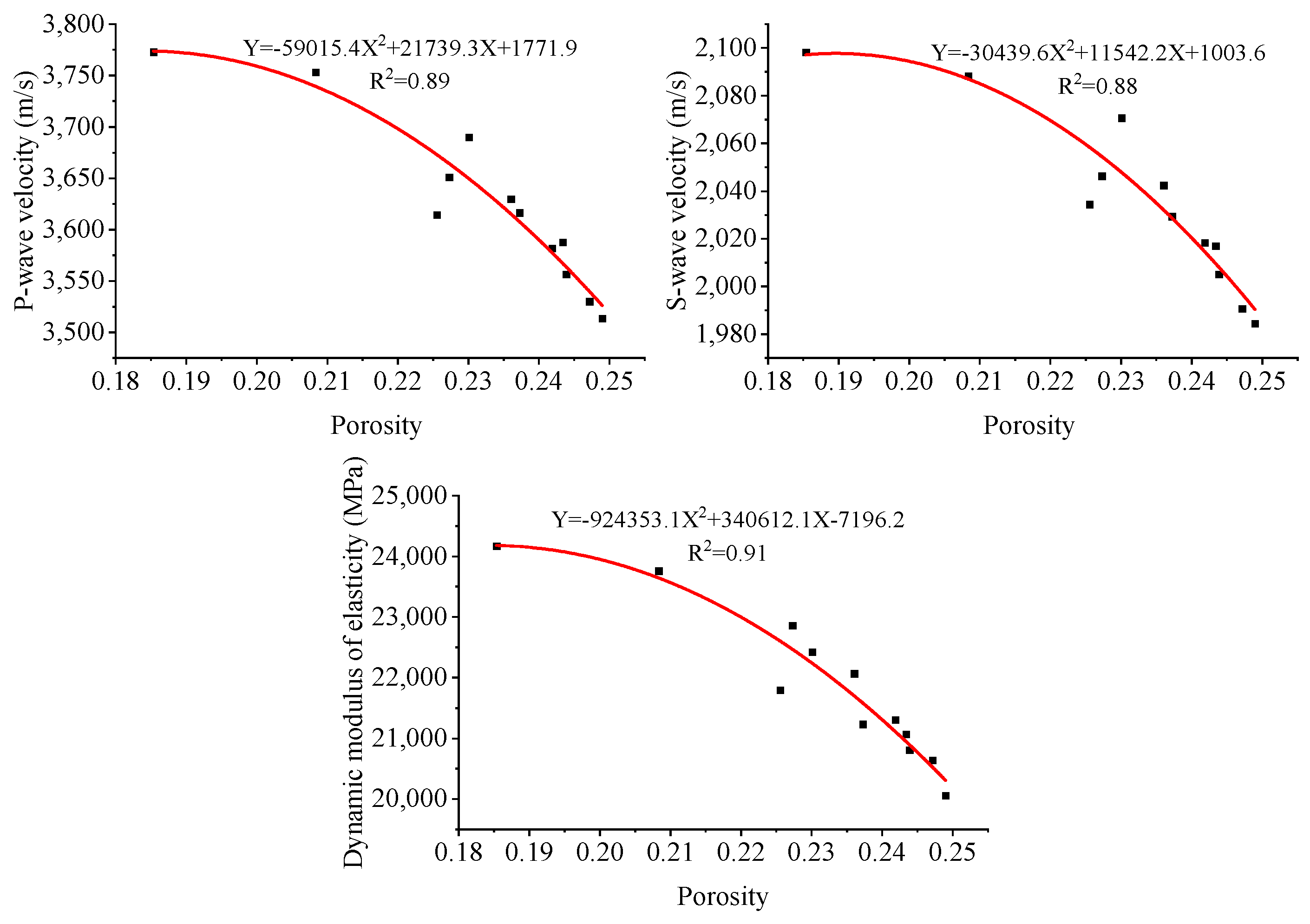
3.2. Porosity
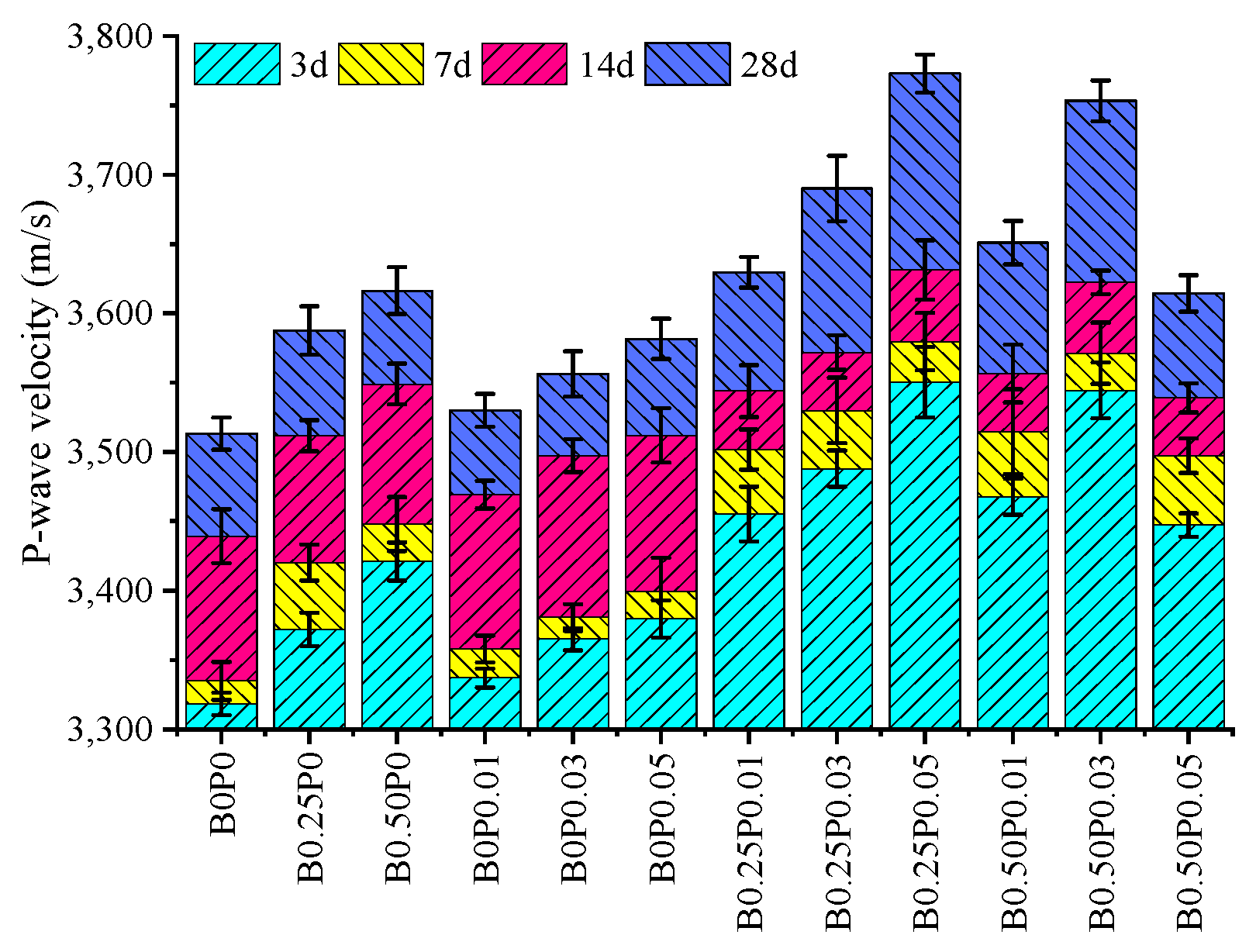
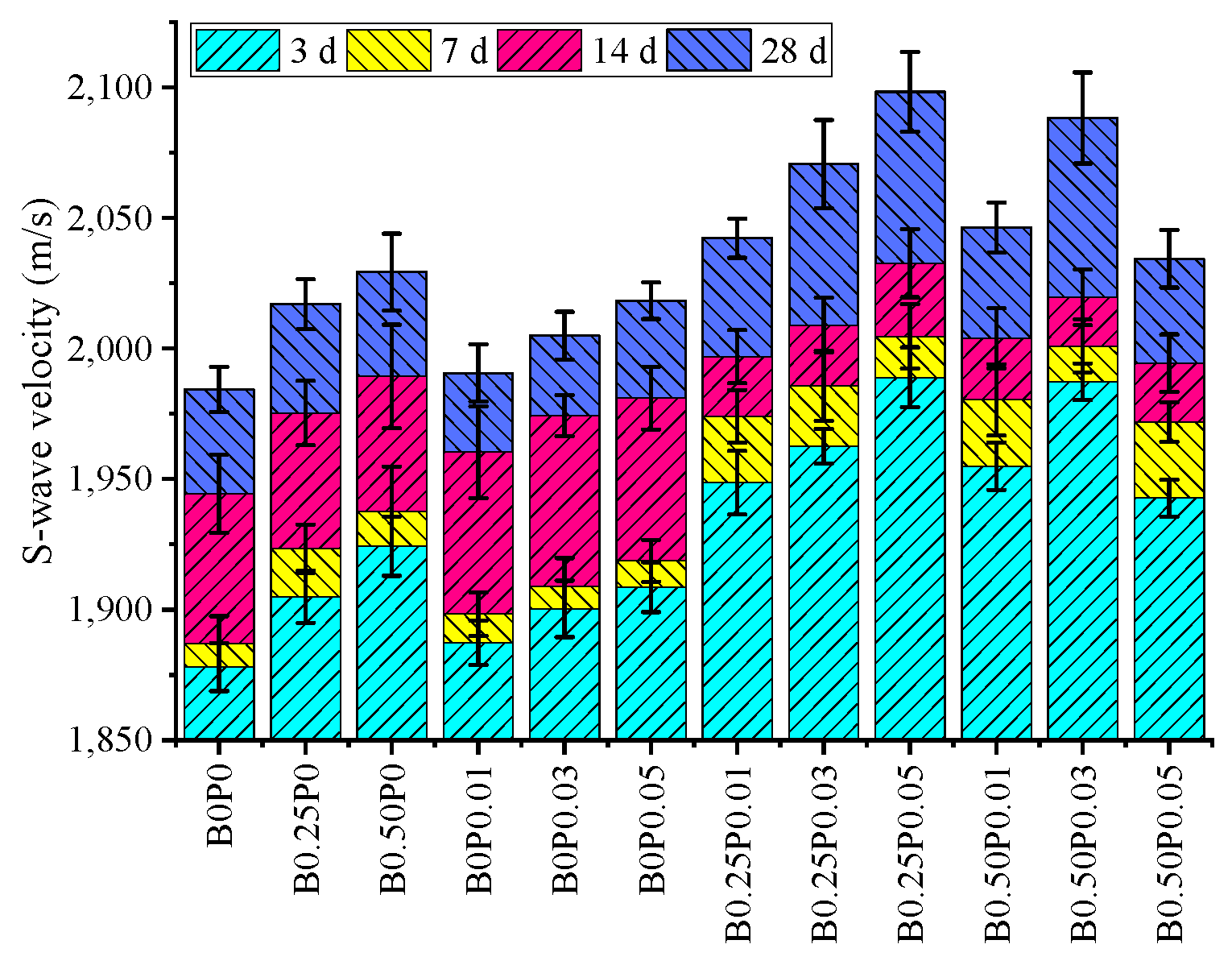
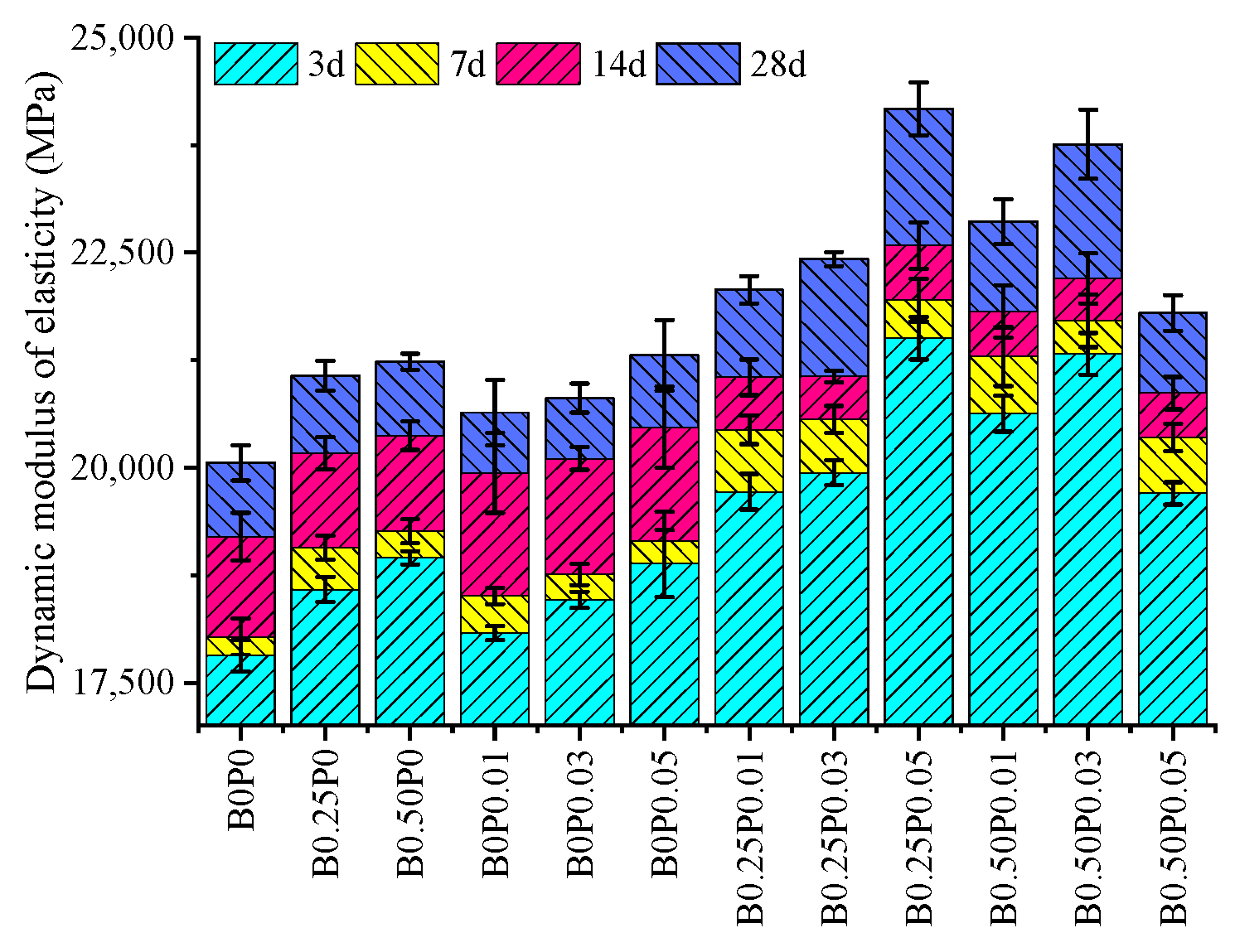
3.3. Ultrasonic Velocity
3.4. Mechanical Strength
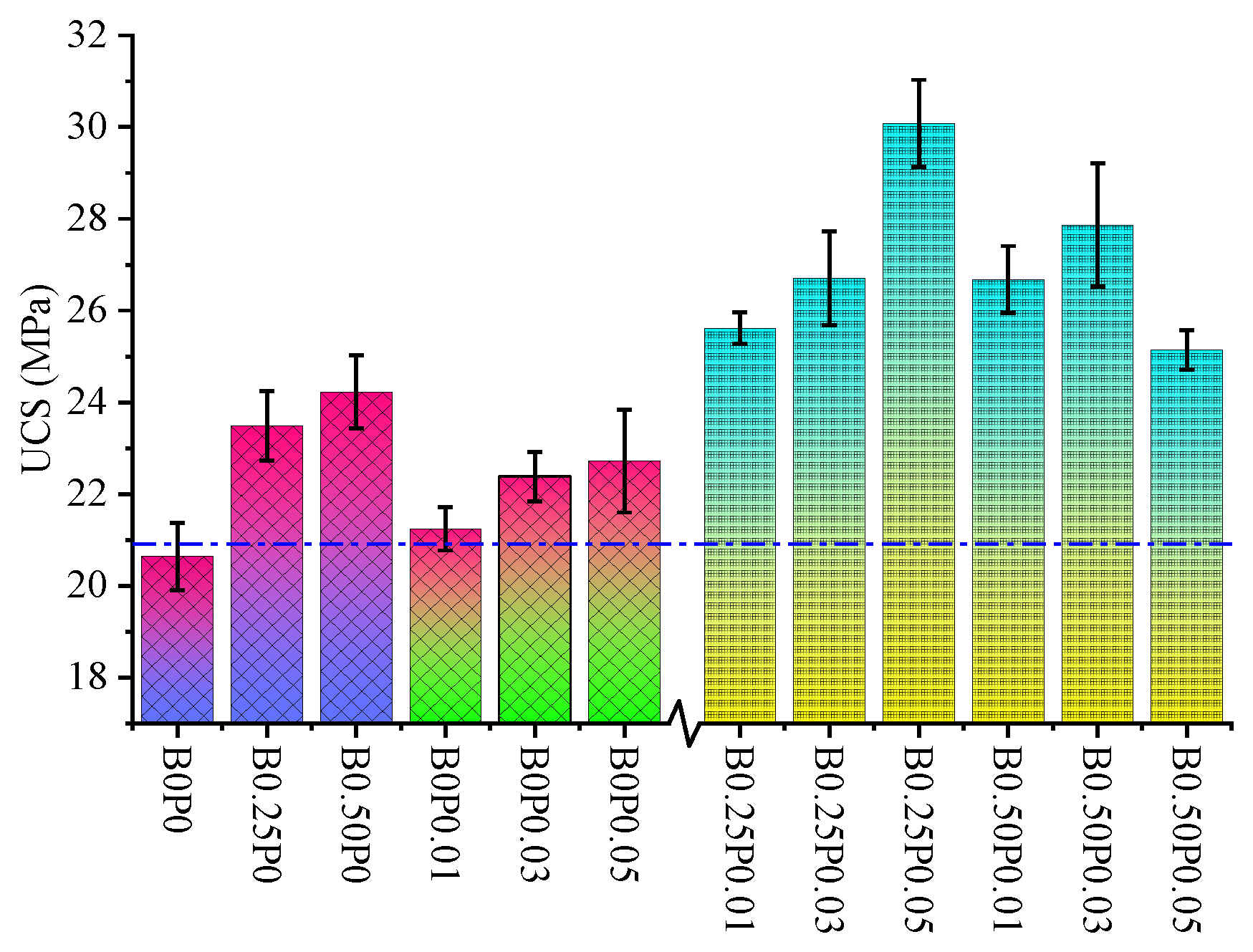
3.4.1. Uniaxial Compressive Strength (UCS)
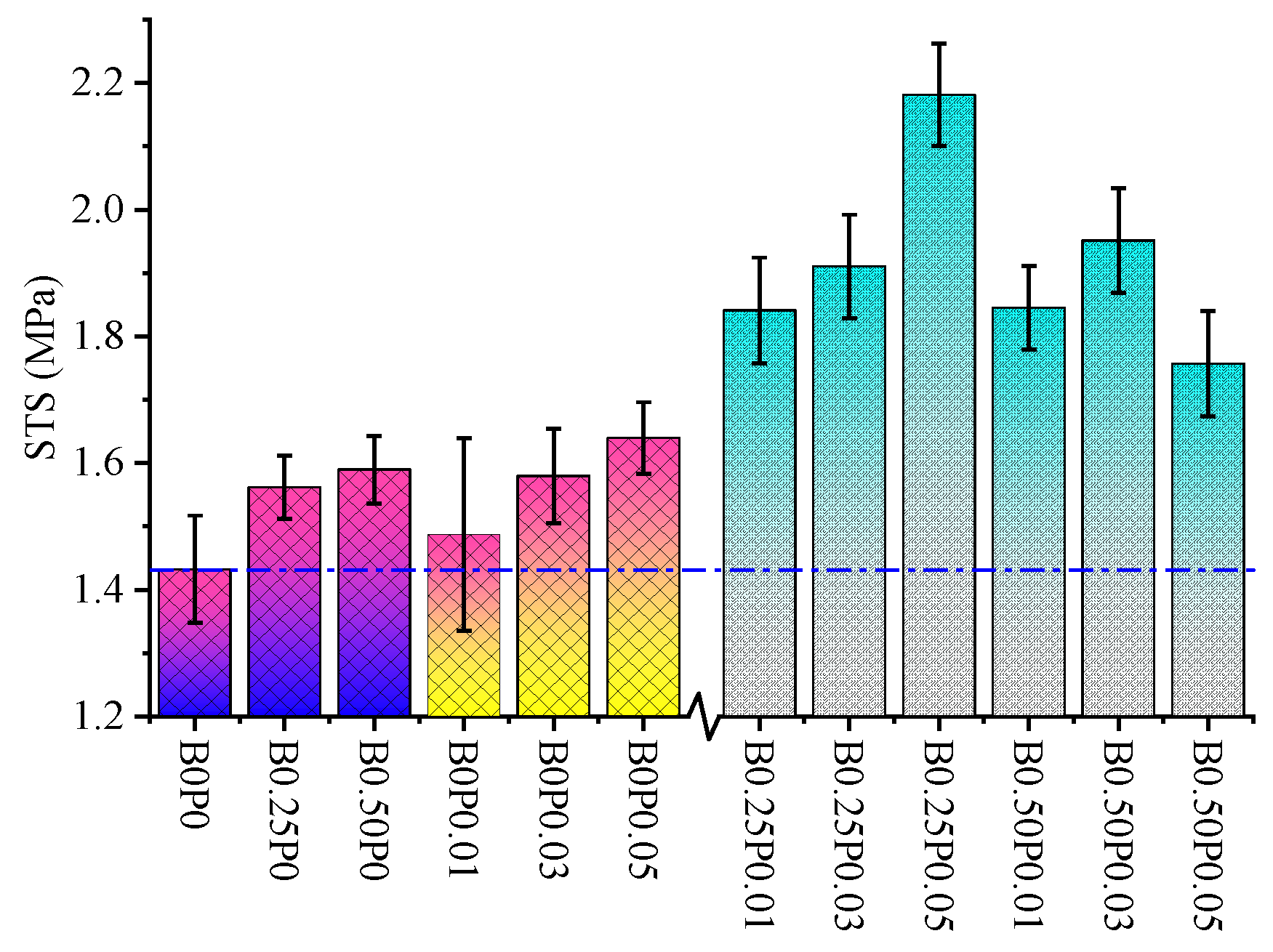
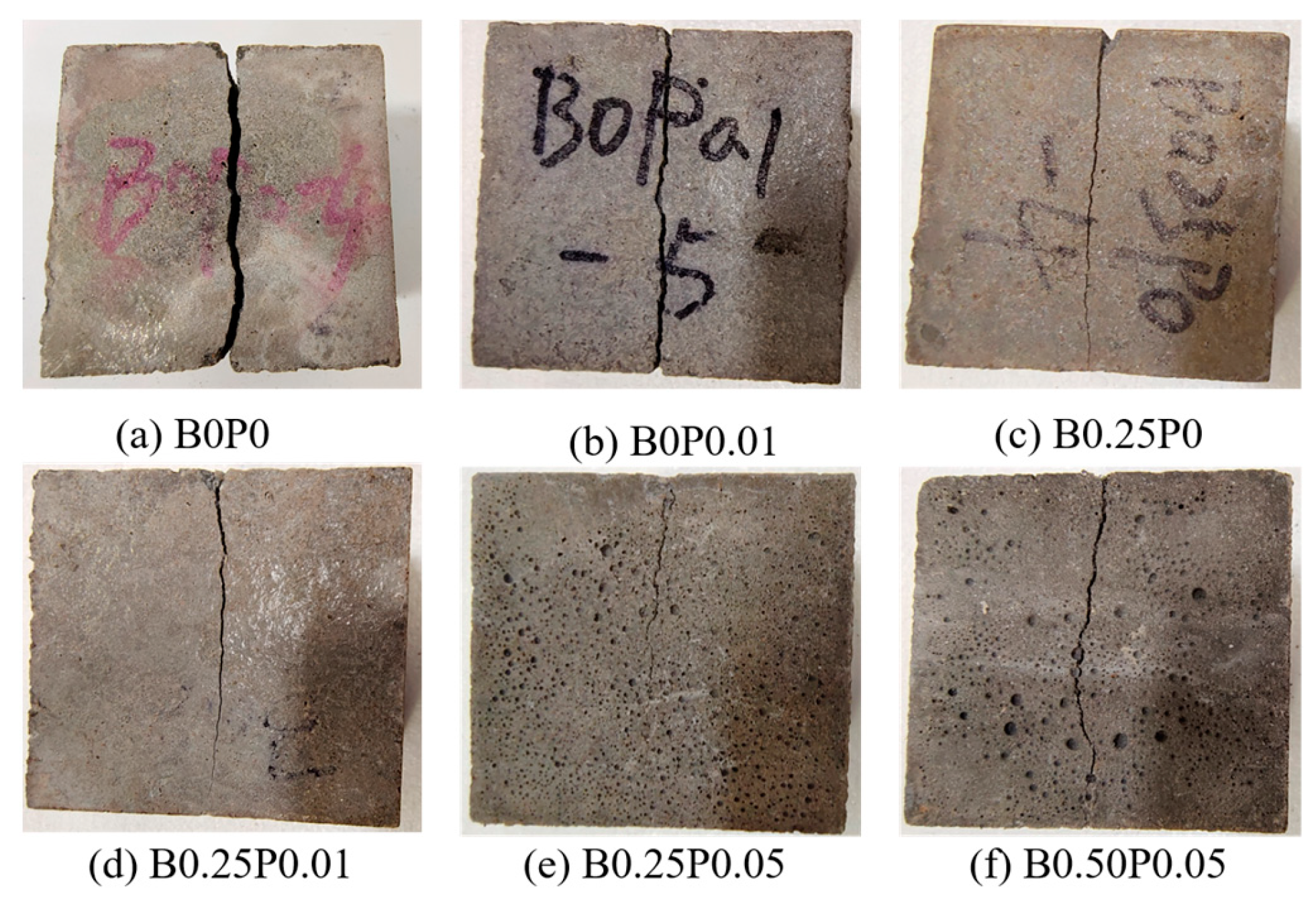
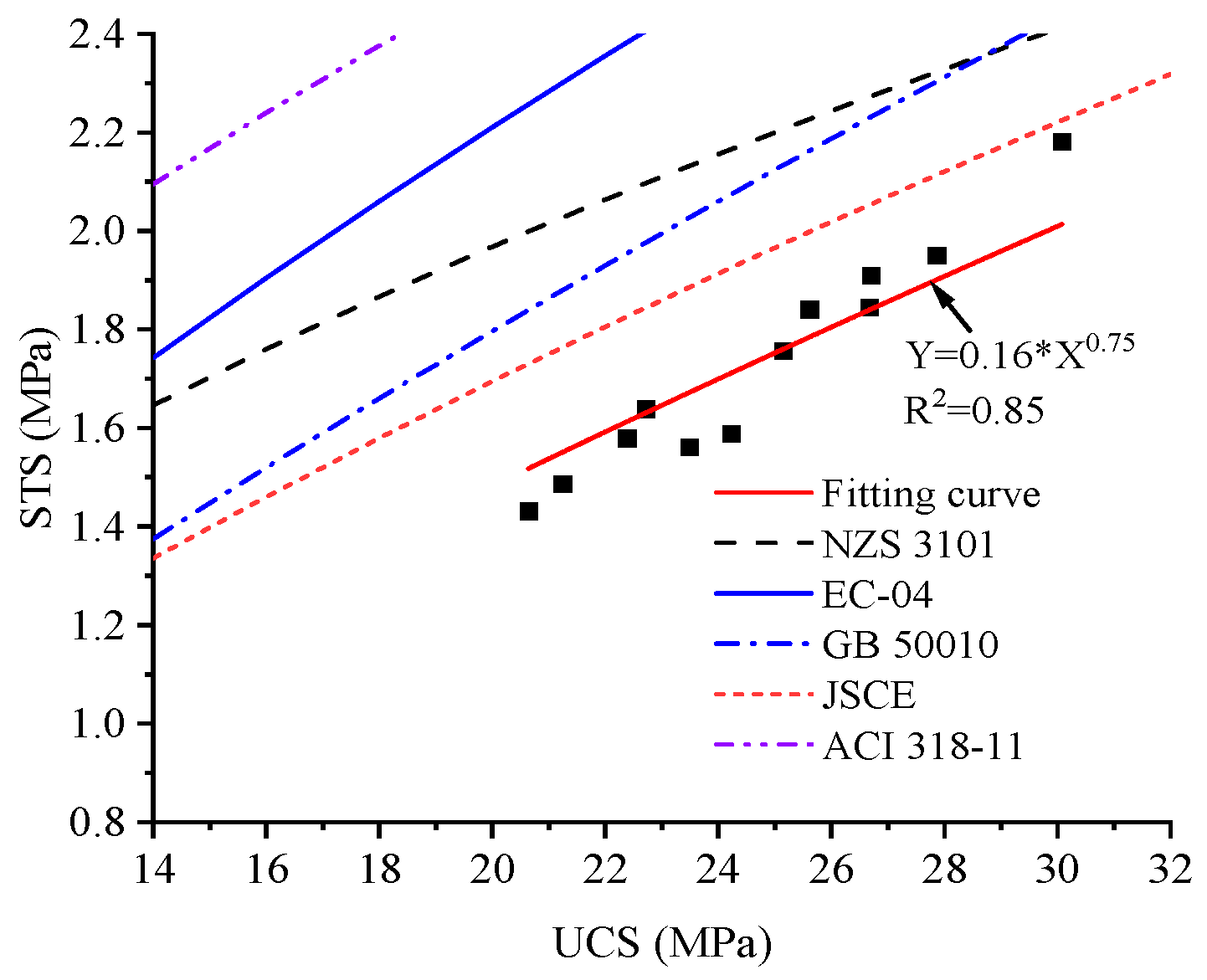
3.4.2. Split Tensile Strength (STS)

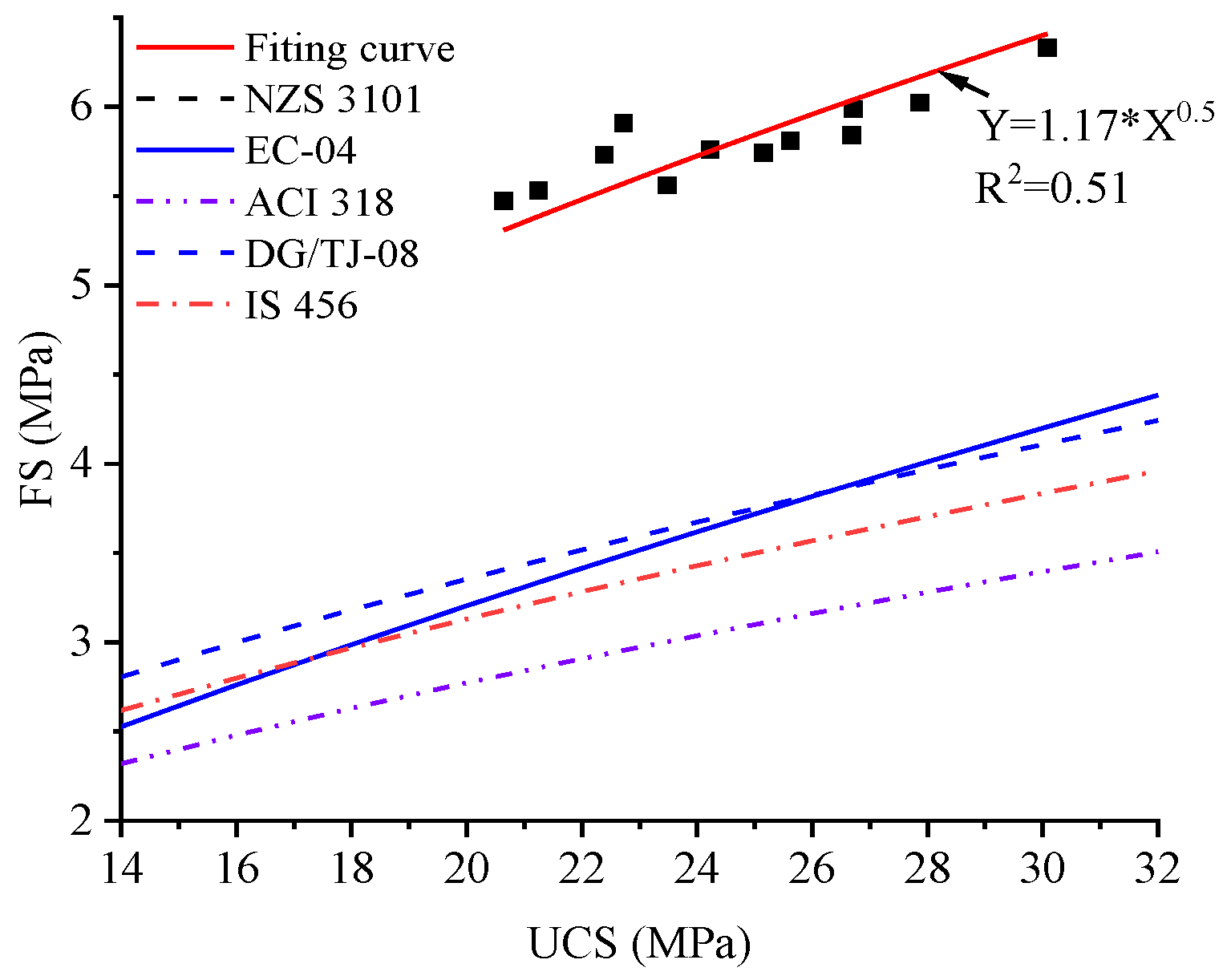
| Standards | fSTS | Standards | fFS |
|---|---|---|---|
| NZS 3101 [69] | 0.44 × (fUCS)0.5 | NZS 3101 [69] | 0.60 × (fUCS)0.5 |
| EC-04 [70] | 0.30 × (fUCS)(2/3) | EC 04 [70] | 0.435 × (fUCS)(2/3) |
| GB 50010 [71] | 0.19 × (fUCS)0.75 | DG/TJ [72] | 0.75 × (fUCS)0.5 |
| JSCE [73] | 0.23 × (fUCS)(2/3) | IS 456 [74] | 0.70 × (fUCS)0.5 |
| ACI 318-11 [75] | 0.56 × (fUCS)0.5 | ACI 318-11 [75] | 0.62 × (fUCS)0.5 |
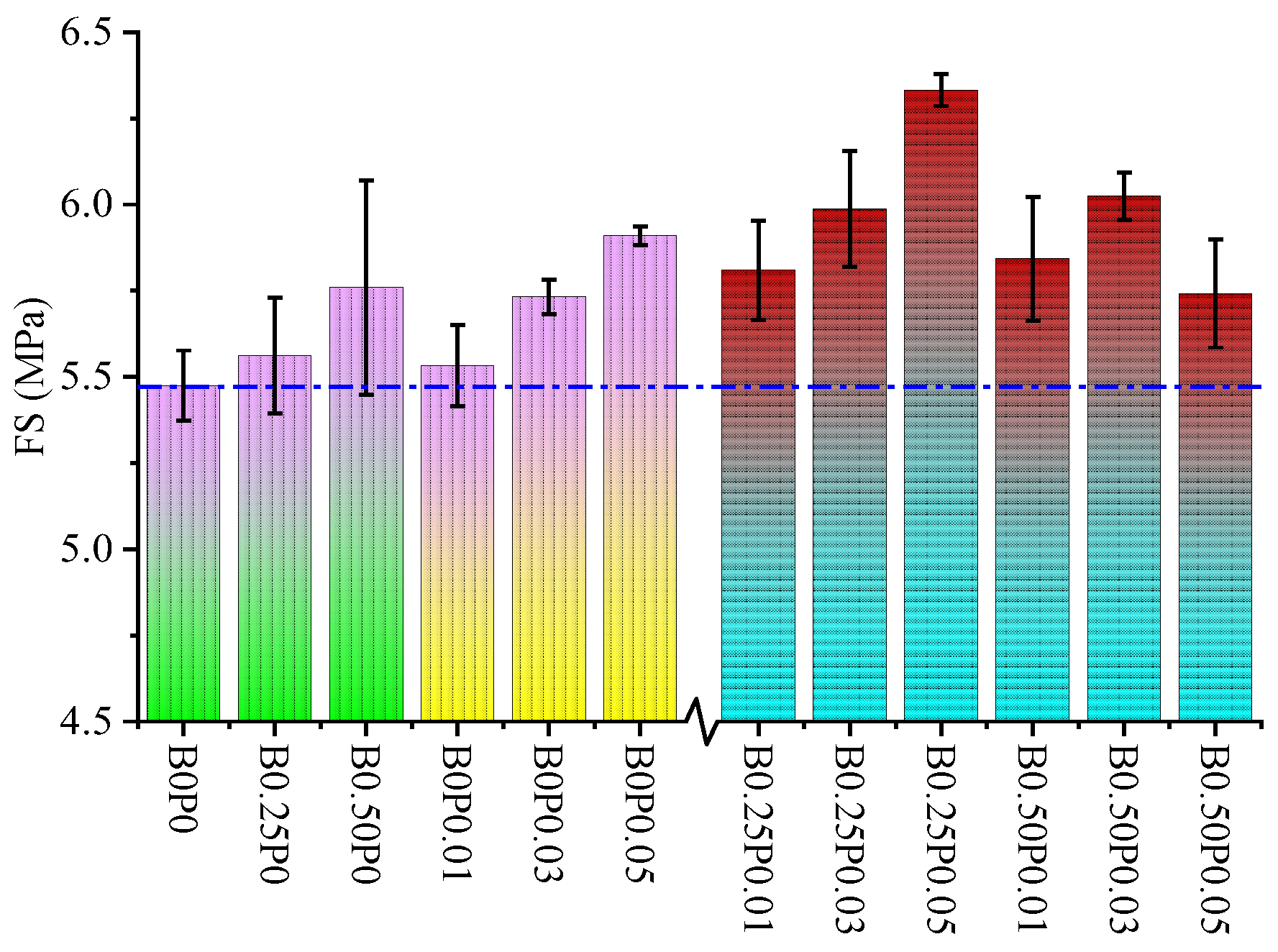
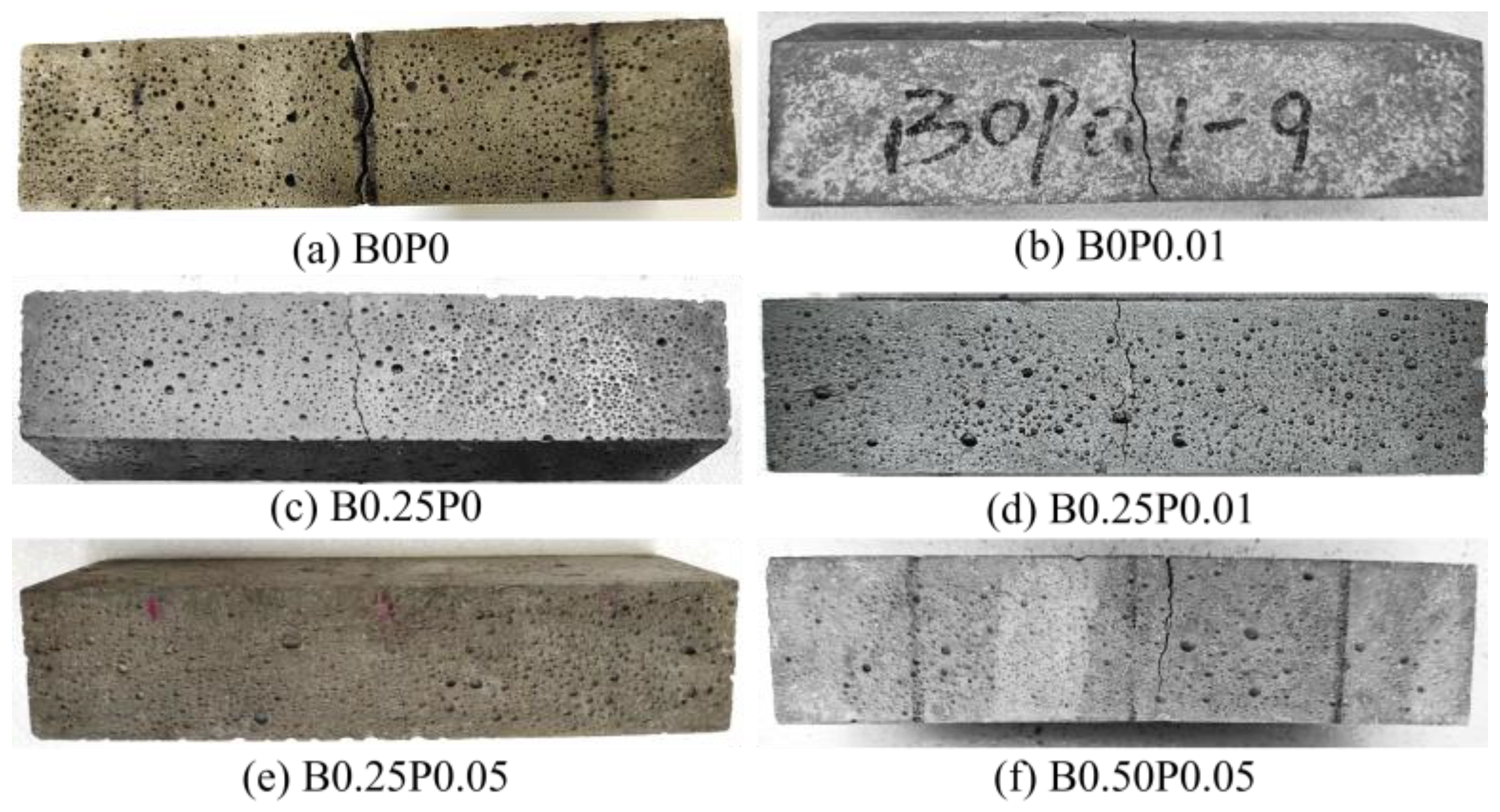
3.4.3. Flexural Strength (FS)
3.5. Quantification of the Synergy Effect of BF and PANF
3.6. Economic Analysis of HRTM Specimens
3.7. Microstructure Analysis
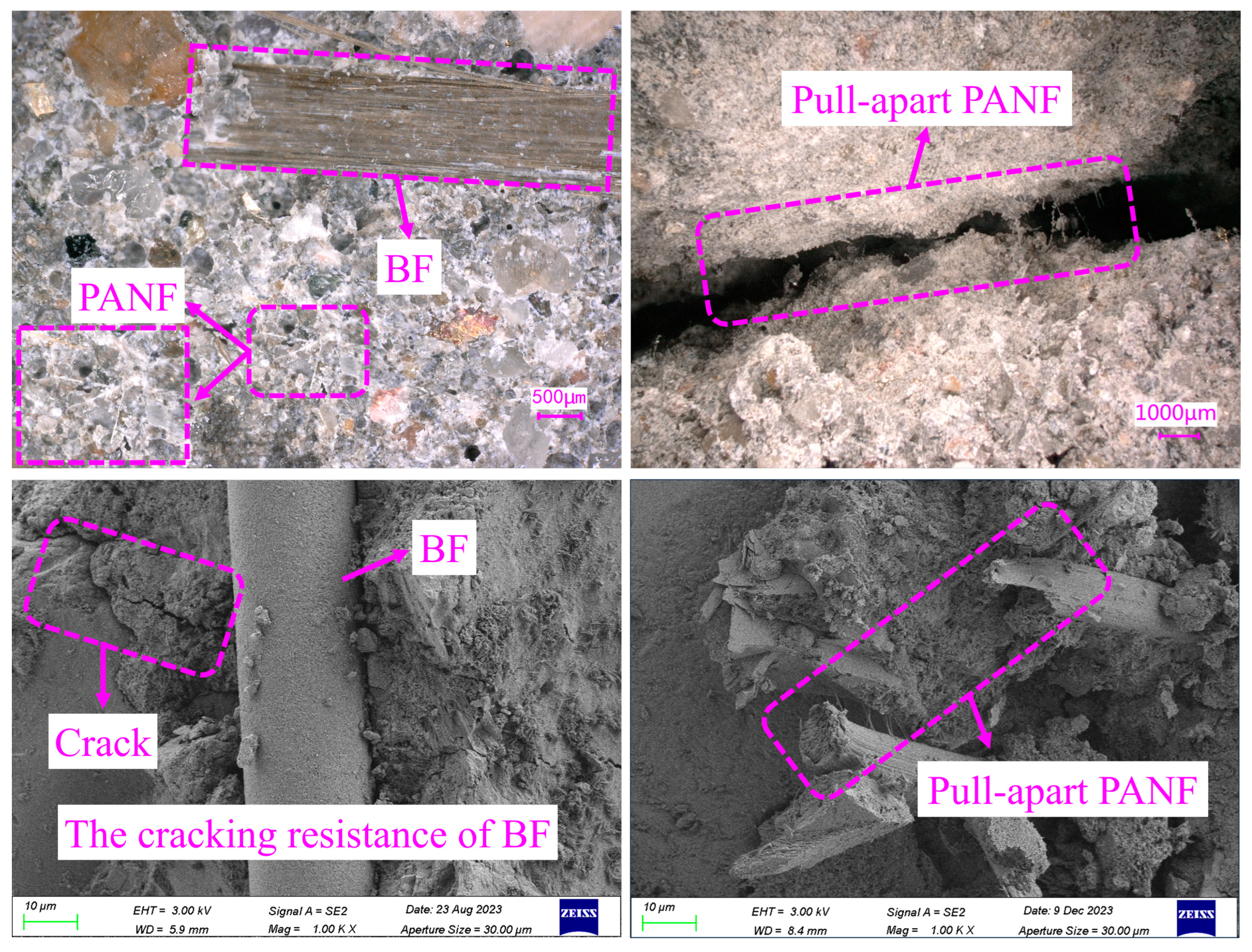
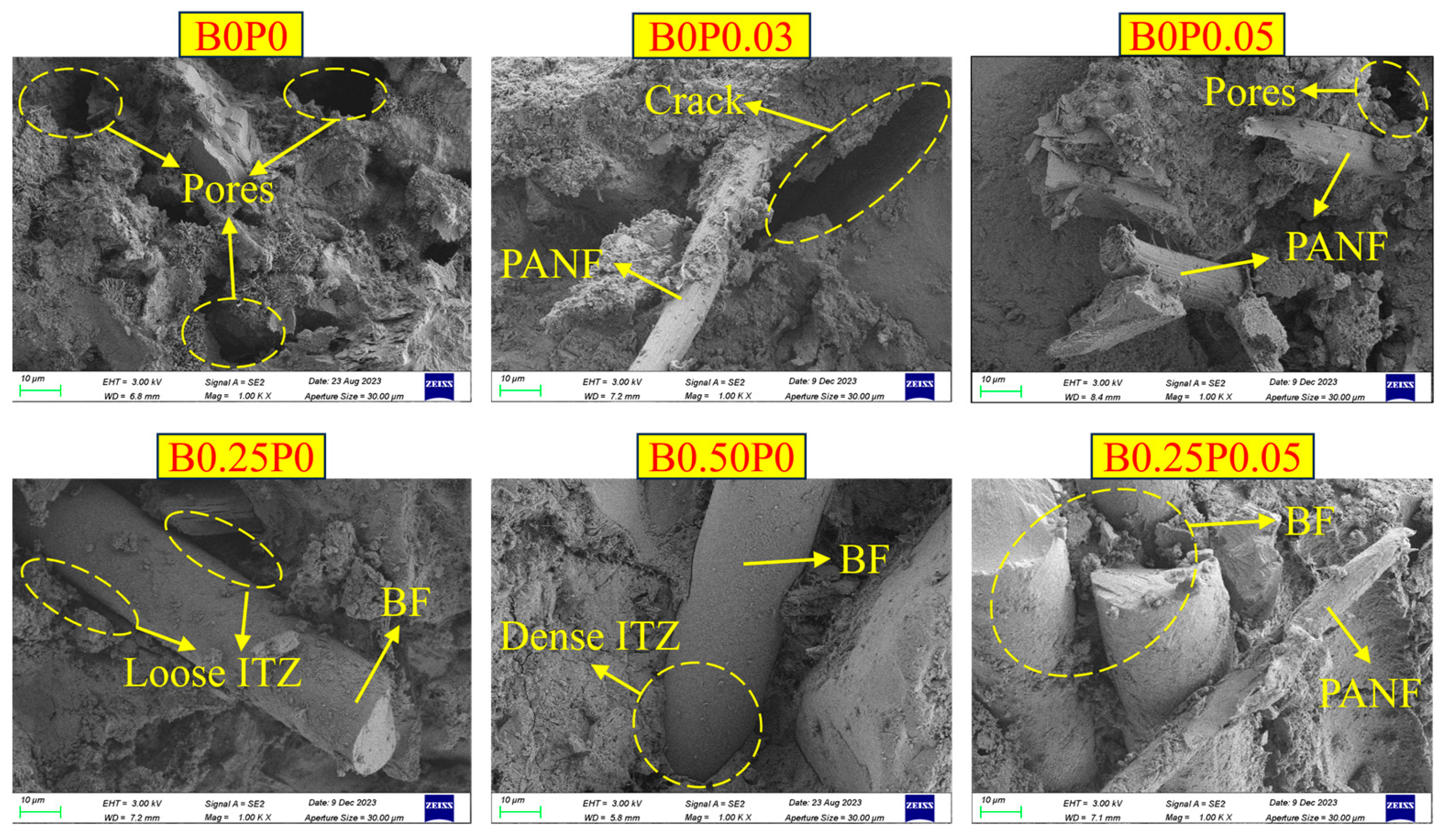
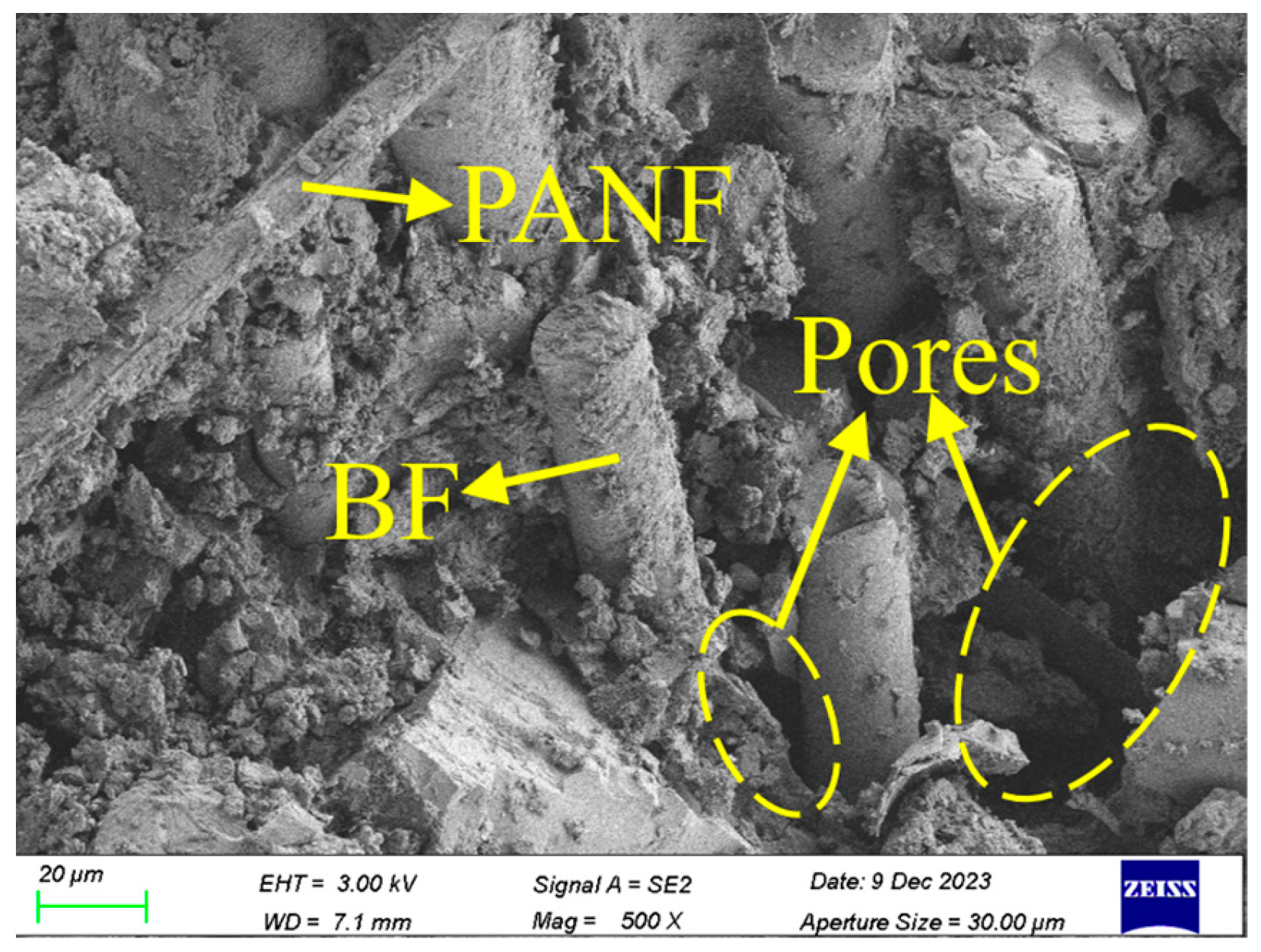
3.7.1. SEM
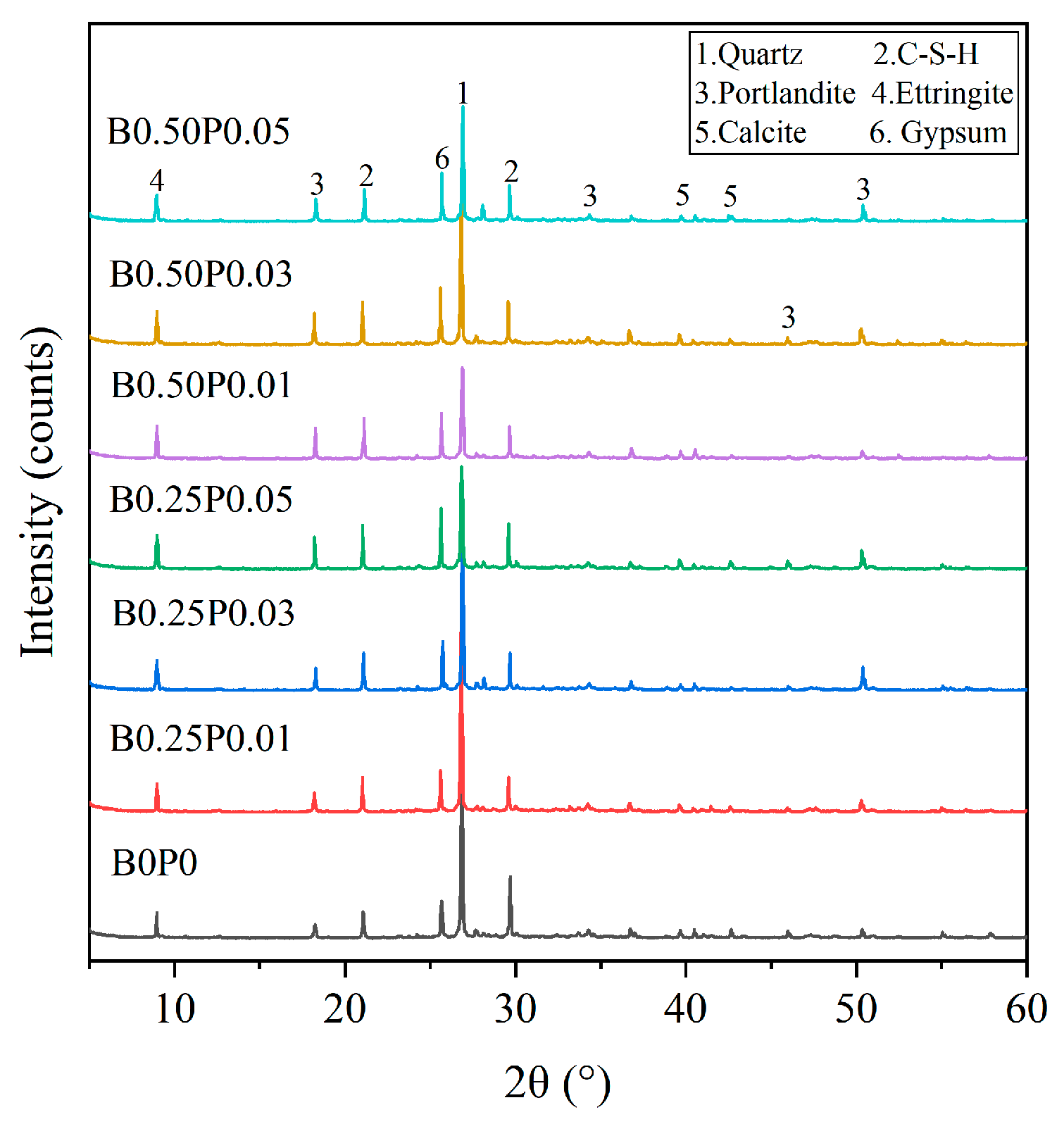
3.7.2. XRD
4. Conclusions
- (1)
- The addition of BF and PANF reduces the fluidity of tailing mortar; however, fibers significantly enhance the overall performance of the HRTM. Furthermore, hybrid fibers cause greater improvements in the physico-mechanical properties than single fibers. For example, the improvement due to hybrid fibers in porosity and ultrasonic wave velocity is much better than that due to a single fiber. The optimum hybrid fiber combination for the CS, STS and FS is B0.25P0.05. Compared to the tailing mortar without fibers, the CS, STS and FS increase by 45.74%, 52.33% and 15.65%, respectively. The enhancement effect of the STS is the largest.
- (2)
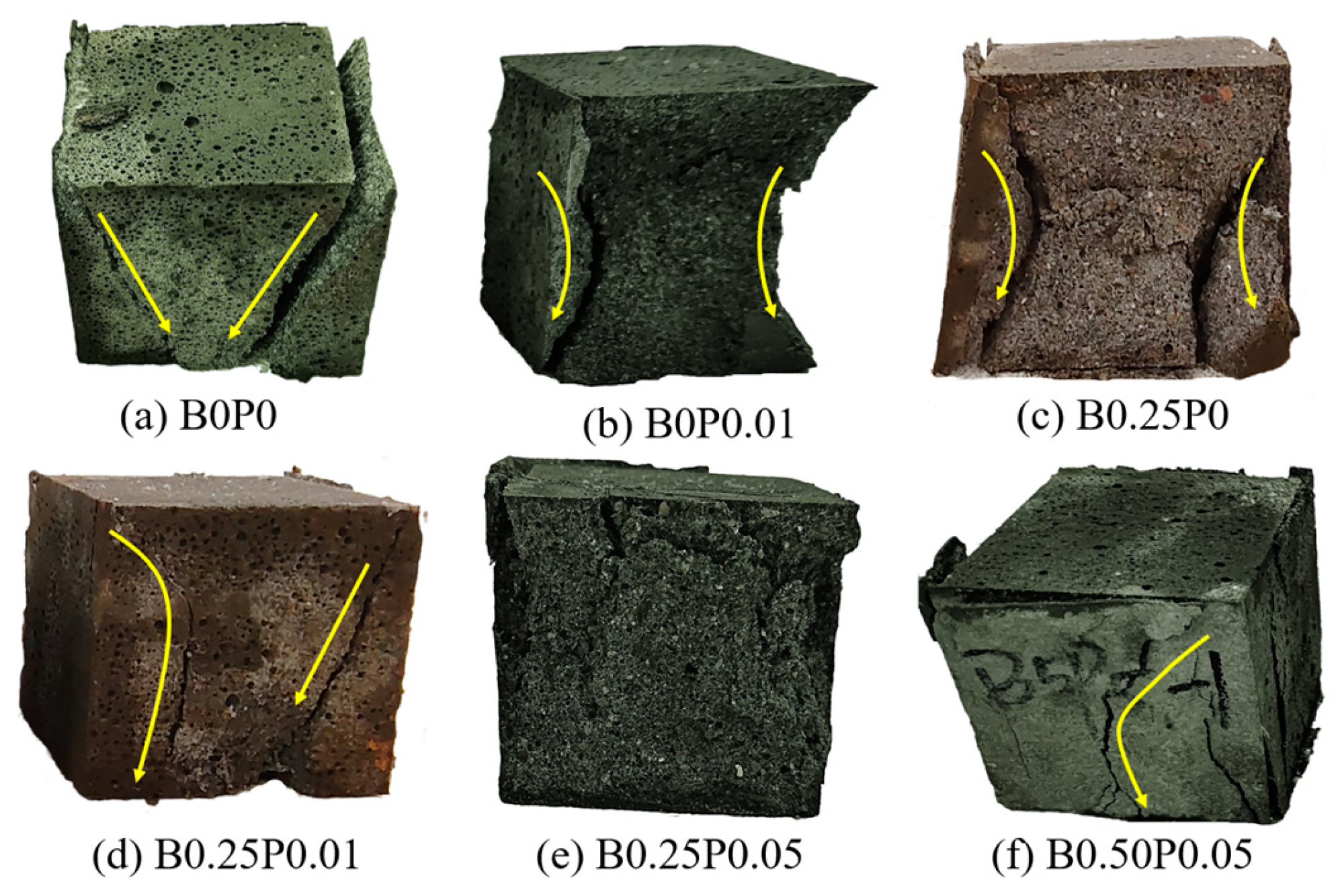
- The reinforced mechanism of the HRTM by adding fibers has been investigated. BF and PANF prevent the production and propagation of cracks and thus greatly improve the toughness of the mortar. BF (6 mm) has a better reinforcement effect that improves the UCS due to its high elastic modulus (63 GPa), while PANF (12 mm) is favorable to improve the STS and FS due to its better bridging effect and the creation of a denser network structure. However, when the fiber contents are excessive, the toughness decreases.
- (3)
- The synergetic effect of hybrid fibers on the tailing mortar have been evaluated, showing that all of the hybrid fiber combinations have a positive effect, except for B0.50P0.05. The B0.25P0.05 group possesses the largest synergetic effect index (UCS: 1.918; STS: 2.224), and the synergistic effect of B0.25P0.05 is still much better (FS: 1.646) than the other hybrid combinations in terms of FS. Moreover, it is also a very economical choice (0.2058 CNY/kg).
- (4)
- Observed through SEM tests, with increasing fiber content, the bond action between fibers and the matrix in the specimens is significant, which can improve the density of the tailing mortar. The XRD test shows that hybrid fibers cannot change the types of hydration products; however, they can provide more nucleation sites to promote the hydration reaction and improve the internal structure of the tailing mortar.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tiwari, A.; Singh, S.; Nagar, R. Feasibility Assessment for Partial Replacement of Fine Aggregate to Attain Cleaner Production Perspective in Concrete: A Review. J. Clean. Prod. 2016, 135, 490–507. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, Q.; Xu, G.; Shi, Y.; Su, Y. Influence of Macro-Synthetic Fiber on the Mechanical Properties of Iron Ore Tailing Concrete. Constr. Build. Mater. 2023, 367, 130293. [Google Scholar] [CrossRef]
- Zhu, Q.; Yuan, Y.; Chen, J.; Fan, L.; Yang, H. Research on the High-Temperature Resistance of Recycled Aggregate Concrete with Irontailing Sand. Constr. Build. Mater. 2022, 327, 126889. [Google Scholar] [CrossRef]
- Zhang, N.; Tang, B.; Liu, X. Cementitious Activity of Iron Ore Tailing and Its Utilization in Cementitious Materials, Bricks and Concrete. Constr. Build. Mater. 2021, 288, 123022. [Google Scholar] [CrossRef]
- Kefeni, K.K.; Msagati, T.A.M.; Mamba, B.B. Acid Mine Drainage: Prevention, Treatment Options, and Resource Recovery: A Review. J. Clean. Prod. 2017, 151, 475–493. [Google Scholar] [CrossRef]
- Han, X.; Wang, Y.; Zhang, N.; Meng, J.; Li, Y.; Liang, J. Facile Synthesis of Mesoporous Silica Derived from Iron Ore Tailings for Efficient Adsorption of Methylene Blue. Colloids Surf. B 2021, 617, 126391. [Google Scholar] [CrossRef]
- Shettima, A.U.; Hussin, M.W.; Ahmad, Y.; Mirza, J. Evaluation of Iron Ore Tailings as Replacement for Fine Aggregate in Concrete. Constr. Build. Mater. 2016, 120, 72–79. [Google Scholar] [CrossRef]
- Zhou, Y.; Yang, Z.; You, Z.; Wang, X.; Chen, K.; Guo, B.; Wu, K. Experimental Study on Fire Resistance of Concrete Beams Made with Iron Tailings Sand. Buildings 2022, 12, 1816. [Google Scholar] [CrossRef]
- Andrews, A.; Nyarko, E.F.; Adjaottor, A.A.; Nsiah-Baafi, E.; Adom-Asamoah, M. Reuse and Stabilization of Sulphide Mine Tailings as Fine Aggregate for Construction Mortar. J. Clean. Prod. 2022, 357, 131971. [Google Scholar] [CrossRef]
- Zhang, W.; Gu, X.; Qiu, J.; Liu, J.; Zhao, Y.; Li, X. Effects of Iron Ore Tailings on the Compressive Strength and Permeability of Ultra-High Performance Concrete. Constr. Build. Mater. 2020, 260, 119917. [Google Scholar] [CrossRef]
- Zhao, S.; Fan, J.; Sun, W. Utilization of Iron Ore Tailings as Fine Aggregate in Ultra-High Performance Concrete. Constr. Build. Mater. 2014, 50, 540–548. [Google Scholar] [CrossRef]
- Huang, S.; Pi, Z.; Cai, C.; Li, H. Utilization of High-Sulfur Iron Ore Tailings in Cement Mortar by Considering the Influence of Curing Temperature and Tailing Content. J. Build. Eng. 2023, 74, 106826. [Google Scholar] [CrossRef]
- Li, T.; Wang, S.; Xu, F.; Meng, X.; Li, B.; Zhan, M. Study of the Basic Mechanical Properties and Degradation Mechanism of Recycled Concrete with Tailings before and after Carbonation. J. Clean. Prod. 2020, 259, 120923. [Google Scholar] [CrossRef]
- Xu, F.; Wang, S.; Li, T.; Liu, B.; Zhao, N.; Liu, K. The Mechanical Properties and Resistance against the Coupled Deterioration of Sulfate Attack and Freeze-Thaw Cycles of Tailing Recycled Aggregate Concrete. Constr. Build. Mater. 2021, 269, 121273. [Google Scholar] [CrossRef]
- Xu, F.; Wang, S.; Li, T.; Liu, B.; Li, B.; Zhou, Y. Mechanical Properties and Pore Structure of Recycled Aggregate Concrete Made with Iron Ore Tailings and Polypropylene fibers. J. Build. Eng. 2021, 33, 101572. [Google Scholar] [CrossRef]
- Adesina, A. Performance of Cementitious Composites Reinforced with Chopped Basalt Fibres—An Overview. Constr. Build. Mater. 2021, 266, 120970. [Google Scholar] [CrossRef]
- Quan, X.; Wang, S.; Liu, K.; Xu, J.; Zhang, K.; Zhao, N.; Li, B. Influence of Iron Ore Tailings By-Product on the Mechanical and Electrical Properties of Carbon Fiber Reinforced Cement-Based Composites. J. Build. Eng. 2022, 45, 103567. [Google Scholar] [CrossRef]
- Zhao, K.; Lai, Y.; He, Z.; Liu, W.; Zhao, R.; Wang, Y.; Tian, X.; Nie, J. Study on Energy Dissipation and Acoustic Emission Characteristics of Fiber Tailings Cemented Backfill with Different Ash-Sand Ratios. Process Saf. Environ. Prot. 2023, 174, 983–996. [Google Scholar] [CrossRef]
- High, C.; Seliem, H.M.; El-Safty, A.; Rizkalla, S.H. Use of Basalt Fibers for Concrete Structures. Constr. Build. Mater. 2015, 96, 37–46. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, Y.; Zhang, X.; Ding, Y.; Xu, P. Mechanical Properties and Microstructure of Basalt Fiber-Reinforced Recycled Concrete. J. Clean. Prod. 2021, 278, 123252. [Google Scholar] [CrossRef]
- Chinchillas-Chinchillas, M.J.; Orozco-Carmona, V.M.; Gaxiola, A.; Alvarado-Beltrán, C.G.; Pellegrini-Cervantes, M.J.; Baldenebro-López, F.J.; Castro-Beltrán, A. Evaluation of the Mechanical Properties, Durability and Drying Shrinkage of the Mortar Reinforced with Polyacrylonitrile Microfibers. Constr. Build. Mater. 2019, 210, 32–39. [Google Scholar] [CrossRef]
- Pakravan, H.R.; Latifi, M.; Jamshidi, M. Hybrid Short Fiber Reinforcement System in Concrete: A Review. Constr. Build. Mater. 2017, 142, 280–294. [Google Scholar] [CrossRef]
- Banthia, N.; Majdzadeh, F.; Wu, J.; Bindiganavile, V. Fiber Synergy in Hybrid Fiber Reinforced Concrete (HyFRC) in Flexure and Direct Shear. Cem. Concr. Compos. 2014, 48, 91–97. [Google Scholar] [CrossRef]
- Hay, R.; Ostertag, C.P. Influence of Transverse Cracks and Interfacial Damage on Corrosion of Steel in Concrete with and without Fiber Hybridization. Corros. Sci. 2019, 153, 213–224. [Google Scholar] [CrossRef]
- Walton, P.L.; Majumdar, A.J. Cement-Based Composites with Mixtures of Different Types of Fibres. Compos. Commun. 1975, 6, 209–216. [Google Scholar] [CrossRef]
- Wang, D.; Ju, Y.; Shen, H.; Xu, L. Mechanical Properties of High Performance Concrete Reinforced with Basalt Fiber and Polypropylene Fiber. Constr. Build. Mater. 2019, 197, 464–473. [Google Scholar] [CrossRef]
- de Sá, F.R.G.; Silva, F.d.A.; Cardoso, D.C.T. Tensile and Flexural Performance of Concrete Members Reinforced with Polypropylene Fibers and GFRP Bars. Compos. Struct. 2020, 253, 112784. [Google Scholar] [CrossRef]
- Branston, J.; Das, S.; Kenno, S.Y.; Taylor, C. Mechanical Behaviour of Basalt Fibre Reinforced Concrete. Constr. Build. Mater. 2016, 124, 878–886. [Google Scholar] [CrossRef]
- Kizilkanat, A.B.; Kabay, N.; Akyüncü, V.; Chowdhury, S.; Akça, A.H. Mechanical Properties and Fracture Behavior of Basalt and Glass Fiber Reinforced Concrete: An Experimental Study. Constr. Build. Mater. 2015, 100, 218–224. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A Review on Basalt Fibre and Its Composites. Compos. B. Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Wang, Y.; Kang, A.-H.; Wu, Z.-G.; Xiao, P.; Gong, Y.-F.; Sun, H.-F. Investigation of the Basalt Fiber Type and Content on Performances of Cement Mortar and Concrete. Constr. Build. Mater. 2023, 408, 133720. [Google Scholar] [CrossRef]
- Zeng, Y.; Li, X.; Tang, A.; Zhao, N.; Li, L.; Jia, S. Axial Compressive Behavior of Basalt and Polyacrylonitrile Fibers Reinforced Lightweight Aggregate Concrete with Industrial Waste Ceramsite-Lytag after Freeze-Thaw Cycles. J. Build. Eng. 2023, 76, 107402. [Google Scholar] [CrossRef]
- Li, Z.; Dong, J.; Chen, H.; Wu, Z.; Feng, K.; Zhang, G.; Cheng, S.; Jiang, T. Mechanical Behaviour and Acoustic Emission Characteristics of Basalt Fibre Mortar Rubble under Uniaxial Cyclic Compression. Constr. Build. Mater. 2023, 393, 132145. [Google Scholar] [CrossRef]
- Guler, S.; Akbulut, Z.F. Workability, Physical & Mechanical Properties of the Cement Mortars Strengthened with Metakaolin and Steel/Basalt Fibers Exposed to Freezing-Thawing Periods. Constr. Build. Mater. 2023, 394, 132100. [Google Scholar]
- Zeng, Y.; Tang, A. Comparison of Effects of Basalt and Polyacrylonitrile Fibers on Toughness Behaviors of Lightweight Aggregate Concrete. Constr. Build. Mater. 2021, 282, 122572. [Google Scholar] [CrossRef]
- Liu, J.; Xiao, S.; Shen, Z.; Xu, L.; Zhang, L.; Peng, J. Study on the Oxidative Stabilization of Polyacrylonitrile Fibers by Microwave Heating. Polym. Degrad. Stab. 2018, 150, 86–91. [Google Scholar] [CrossRef]
- Fan, S. Mechanical and Durability Performance of Polyacrylonitrile Fiber Reinforced Concrete. Mater. Res. 2015, 18, 1298–1303. [Google Scholar] [CrossRef]
- Zheng, D.; Song, W.; Fu, J.; Xue, G.; Li, J.; Cao, S. Research on Mechanical Characteristics, Fractal Dimension and Internal Structure of Fiber Reinforced Concrete under Uniaxial Compression. Constr. Build. Mater. 2020, 258, 120351. [Google Scholar] [CrossRef]
- Zeng, Z.; Li, C.; Chen, Z.; Ke, L. Study on Mechanical Properties and Optimum Fiber Content for Basalt/Polyacrylonitrile Hybrid Fiber Reinforced Concrete. Adv. Mater. Sci. Eng. 2022, 2022, 11. [Google Scholar] [CrossRef]
- GB 175-2007; Standardization Administration of the People’s Republic of China, Common Portland Cement. Standards Press of China: Beijing, China, 2007.
- GB/T 17671-2021; Standardization Administration of the People’s Republic of China, Test Method of Cement Mortar Strength (ISO Method). Standards Press of China: Beijing, China, 2021.
- GB/T 14684-2022; Standardization Administration of the People’s Republic of China, Sand for Construction. Standards Press of China: Beijing, China, 2022.
- JTG 3420-2020; Ministry of Transport of the People’s Republic of China, Testing Methods of Cement and Concrete for Highway Engineering. China Communication Press: Beijing, China, 2020.
- ASTM C597-09 (2009); American Society for Testing and Materials, Standard Test Method for Ultrasonic Pulse Velocity through Concrete. ASTM International: West Conshohocken, PA, USA, 2009.
- Menta, P.K. Stability of Ettringite on Heating. J. Am. Ceram. Soc. 1972, 55, 55–57. [Google Scholar]
- Shahjalal, M.; Islam, K.; Rahman, J.; Ahmed, K.S.; Karim, M.R.; Billah, A.M. Flexural Response of Fiber Reinforced Concrete Beams with Waste Tires Rubber and Recycled Aggregate. J. Clean. Prod. 2021, 278, 123842. [Google Scholar] [CrossRef]
- Yang, L.; Jia, H.; Wu, A.; Jiao, H.; Chen, X.; Kou, Y.; Dong, M. Particle Aggregation and Breakage Kinetics in Cemented Paste Backfill. Int. J. Miner. Metall. Mater. 2023; accepted. [Google Scholar] [CrossRef]
- Yang, L.; Jia, H.; Jiao, H.; Dong, M.; Yang, T. The Mechanism of Viscosity-Enhancing Admixture in Backfill Slurry and the Evolution of Its Rheological Properties. Minerals 2023, 13, 1045. [Google Scholar] [CrossRef]
- Li, L.G.; Ouyang, Y.; Ng, P.-L.; Zeng, K.; Kwan, A.K.H. Influences of Fiber Length and Water Film Thickness on Fresh Properties of Basalt Fiber-Reinforced Mortar. J. Zhejiang Univ.-Sci. A 2021, 22, 344–356. [Google Scholar] [CrossRef]
- Hossain, F.M.Z.; Pal, A.; Ahmed, K.S.; Bediwy, A.; Alam, M.S. Shear Behavior of Polypropylene Fiber-Reinforced Concrete Beams Containing Recycled Aggregate and Crumb Rubber. J. Clean. Prod. 2023, 412, 137370. [Google Scholar] [CrossRef]
- Saloni, A.; Parveen, J.; Pham, T.M. Enhanced Properties of High-Silica Rice Husk Ash-Based Geopolymer Paste by Incorporating Basalt Fibers. Constr. Build. Mater. 2020, 245, 118422. [Google Scholar] [CrossRef]
- Li, L.G.; Zhuo, H.X.; Zhu, J.; Kwan, A.K.H. Packing Density of Mortar Containing Polypropylene, Carbon or Basalt Fibres under Dry and Wet Conditions. Powder Technol. 2019, 342, 433–440. [Google Scholar] [CrossRef]
- Li, L.; Zhao, Z.; Zhu, J.; Kwan, A.K.H.; Zeng, K. Combined Effects of Water Film Thickness and Polypropylene Fibre Length on Fresh Properties of Mortar. Constr. Build. Mater. 2018, 174, 586–593. [Google Scholar] [CrossRef]
- Hwang, J.P.; Kim, M.; Ann, K.Y. Porosity Generation Arising from Steel Fibre in Concrete. Constr. Build. Mater. 2015, 94, 433–436. [Google Scholar] [CrossRef]
- Zhang, Y.; Zheng, Y.; Du, C.; Hu, S.; Wang, Z. Hybrid Effects of Basalt and Polyvinyl Alcohol Fibers on the Mechanical Properties and Macro-Microscopic Analysis of Low-Heat Portland Cement Concrete. J. Mater. Res. Technol. 2023, 25, 608–632. [Google Scholar] [CrossRef]
- Benaicha, M.; Jalbaud, O.; Hafidi Alaoui, A.; Burtschell, Y. Correlation between the Mechanical Behavior and the Ultrasonic Velocity of Fiber-Reinforced Concrete. Constr. Build. Mater. 2015, 101, 702–709. [Google Scholar] [CrossRef]
- Ridengaoqier, E.; Hatanaka, S.; Palamy, P.; Kurita, S. Experimental Study on the Porosity Evaluation of Pervious Concrete by Using Ultrasonic Wave Testing on Surfaces. Constr. Build. Mater. 2021, 300, 123959. [Google Scholar]
- Zhang, P.; Wang, K.; Wang, J.; Guo, J.; Ling, Y. Macroscopic and Microscopic Analyses on Mechanical Performance of Metakaolin/Fly Ash Based Geopolymer Mortar. J. Clean. Prod. 2021, 294, 126193. [Google Scholar] [CrossRef]
- Miah, M.J.; Li, Y.; Paul, S.C.; Babafemi, A.J.; Jang, J.G. Mechanical Strength, Shrinkage, and Porosity of Mortar Reinforced with Areca Nut Husk Fibers. Constr. Build. Mater. 2023, 363, 129688. [Google Scholar] [CrossRef]
- Li, K.F.; Yang, C.Q.; Huang, W.; Zhao, Y.B.; Wang, Y.; Pan, Y.; Xu, F. Effects of Hybrid Fibers on Workability, Mechanical, and Time-Dependent Properties of High Strength Fiber-Reinforced Self-Consolidating Concrete. Constr. Build. Mater. 2021, 277, 122325. [Google Scholar] [CrossRef]
- Das, C.S.; Dey, T.; Dandapat, R.; Mukharjee, B.B.; Kumar, J. Performance Evaluation of Polypropylene Fibre Reinforced Recycled Aggregate Concrete. Constr. Build. Mater. 2018, 189, 649–659. [Google Scholar] [CrossRef]
- Niu, D.; Su, L.; Luo, Y.; Huang, D.; Luo, D. Experimental Study on Mechanical Properties and Durability of Basalt Fiber Reinforced Coral Aggregate Concrete. Constr. Build. Mater. 2020, 237, 117628. [Google Scholar] [CrossRef]
- Duan, M.; Qin, Y.; Li, Y.; Wei, Y.; Geng, K.; Zhou, H.; Liu, R. Mechanical Properties and Multi-Layer Perceptron Neural Networks of Polyacrylonitrile Fiber Reinforced Concrete Cured Outdoors. Structures 2023, 56, 104954. [Google Scholar] [CrossRef]
- Sadrinejad, I.; Madandoust, R.; Ranjbar, M.M. The Mechanical and Durability Properties of Concrete Containing Hybrid Synthetic Fibers. Constr. Build. Mater. 2018, 178, 72–82. [Google Scholar] [CrossRef]
- Teng, S.; Afroughsabet, V.; Ostertag, C.P. Flexural Behavior and Durability Properties of High Performance Hybrid-Fiber-Reinforced Concrete. Constr. Build. Mater. 2018, 182, 504–515. [Google Scholar] [CrossRef]
- Nazir, K.; Canpolat, O.; Uysal, M.; Niş, A.; Kuranlı, Ö.F. Engineering Properties of Different Fiber-Reinforced Metakaolin-Red Mud Based Geopolymer Mortars. Constr. Build. Mater. 2023, 385, 131496. [Google Scholar] [CrossRef]
- Zheng, W.; Wang, S.; Quan, X.; Qu, Y.; Mo, Z.; Lin, C. Carbonation Resistance and Pore Structure of Mixed-Fiber-Reinforced Concrete Containing Fine Aggregates of Iron Ore Tailings. Materials 2022, 15, 8992. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhuo, J.; Zhang, P.; Ma, M. Mechanical Properties and Meso-Microscopic Mechanism of Basalt Fiber-Reinforced Recycled Aggregate Concrete. J. Clean. Prod. 2022, 370, 133555. [Google Scholar] [CrossRef]
- NZS 3101; Concrete Structures Standard: Part 1: The Design of Concrete Structures. Standards New Zealand: Wellington, New Zealand, 2006.
- EC-04. B.S.; Eurocode 2: Design of Concrete Structures: Part 1-1: General Rules and Rules for Buildings. European Committee for Standardization: Brussels, Belgium, 2004.
- GB 50010-2010; Chinese Standard: Code for Design of Concrete Structures. China Building Press: Beijing, China, 2010.
- DG/TJ-08; Technical Code for Application of Recycled Aggregate Concrete. Shanghai Construction Standard Society (SCSS): Shanghai, China, 2017.
- JSCE, 2007; Standard Specification for Concrete Structure. Japan Society of Civil Engineers: Tokyo, Japan, 2007.
- IS 456; Plain and Reinforced Concrete Code of Practice. Bureau of Indian Standards Indian Standard: New Delhi, India, 2000.
- ACI 318-11; Concrete Institute & International Organization for Standardization, Building Code Requirements for Structural Concrete and Commentary. American Concrete Institute: Farmington Hills, MI, USA, 2011.
- Cui, K.; Xu, L.; Tao, T.; Huang, L.; Li, J.; Hong, J.; Li, H.; Chi, Y. Mechanical Behavior of Multiscale Hybrid Fiber Reinforced Recycled Aggregate Concrete Subject to Uniaxial Compression. J. Build. Eng. 2023, 71, 106504. [Google Scholar] [CrossRef]
- Hong, L.; Chen, Y.D.; Li, T.D.; Gao, P.; Sun, L.Z. Microstructure and Bonding Behavior of Fiber-Mortar Interface in Fiber-Reinforced Concrete. Constr. Build. Mater. 2020, 232, 117235. [Google Scholar] [CrossRef]
- Liang, N.; Geng, S.; Mao, J.; Liu, X.; Zhou, X. Investigation on Cracking Resistance Mechanism of Basalt-Polypropylene Fiber Reinforced Concrete Based on SEM Test. Constr. Build. Mater. 2024, 411, 134102. [Google Scholar] [CrossRef]
- Chen, X.; Shi, X.; Zhou, J.; Chen, Q.; Li, E.; Du, X. Compressive Behavior and Microstructural Properties of Tailings Polypropylene Fibre-Reinforced Cemented Paste Backfill. Constr. Build. Mater. 2018, 190, 211–221. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



| Properties | Value | Element | Cement/wt% |
|---|---|---|---|
| Specific surface area (m2/kg) | 351 | CaO | 57.18 |
| Soundness | qualified | SiO2 | 21.97 |
| Initial setting time/min | 230 | Al2O3 | 6.55 |
| Final setting time/min | 300 | SO3 | 4.68 |
| 3-day compressive strength/Mpa | 28.6 | Fe2O3 | 2.89 |
| 3-day flexural strength/Mpa | 5.4 | MgO | 2.14 |
| Loss on ignition/% | 3.73 | K2O | 0.958 |
| P2O5 | 0.509 |
| Elements | SiO2 (%) | CaO (%) | SO3 (%) | Fe2O3 (%) | Al2O3 (%) | MgO (%) | K2O (%) | Na2O (%) |
|---|---|---|---|---|---|---|---|---|
| IOTs/wt% | 24.70 | 19.10 | 15.06 | 11.56 | 6.88 | 3.86 | 2.96 | 1.63 |
| Type | Loose Bulk Density (kg/m3) | Compact Bulk Density (kg/m3) | Apparent Density (kg/m3) | Loose Void Ratio (%) | Compacted Void Ratio (%) |
|---|---|---|---|---|---|
| SS | 1654.47 | 1735.17 | 2656.07 | 37.7 | 34.7 |
| IOTs | 1737.57 | 1963.13 | 3104.05 | 44.0 | 36.8 |
| Mix sand | 1689.84 | 1857.20 | 2874.96 | 41.2 | 35.4 |
| Fiber Type | Length /mm | Diameter /μm | Density/(g/cm3) | Tensile Strength/MPa | Elastic Modulus/GPa | Elongation/% |
|---|---|---|---|---|---|---|
| PANF | 12 | 13 | 1.18 | 530 | 7.2 | 22 |
| BF | 6 | 17 | 2.7 | 1650 | 63 | 2.8 |
| Notation | Consistency /cm | Decrement/% | Fresh Density /(kg/m3) | Increment/% | Hardened Density /(kg/m3) | Increment/% |
|---|---|---|---|---|---|---|
| B0P0 | 10.33 | 0.00 | 1873.1 | 0.00 | 2016.2 | 0.00 |
| B0P0.01 | 8.9 | 13.84 | 1904.5 | 1.68 | 2046.3 | 1.49 |
| B0P0.03 | 8.23 | 20.33 | 1934.8 | 3.29 | 2055.8 | 1.96 |
| B0P0.05 | 8.07 | 21.88 | 1950.2 | 4.12 | 2064.6 | 2.40 |
| B0.25P0 | 10.28 | 0.48 | 1884.2 | 0.59 | 2032.5 | 0.81 |
| B0.50P0 | 10.2 | 1.26 | 1893.3 | 1.08 | 2044.1 | 1.38 |
| B0.25P0.01 | 8.62 | 16.55 | 1977.1 | 5.55 | 2087.4 | 3.53 |
| B0.25P0.03 | 7.98 | 22.75 | 2048.1 | 9.34 | 2099.2 | 4.12 |
| B0.25P0.05 | 7.13 | 30.98 | 2075.8 | 10.82 | 2148.5 | 6.56 |
| B0.50P0.01 | 8.52 | 17.52 | 2013.2 | 7.48 | 2105.2 | 4.41 |
| B0.50P0.03 | 7.48 | 27.59 | 2054.8 | 9.70 | 2140.8 | 6.18 |
| B0.50P0.05 | 6.91 | 33.11 | 1970.5 | 5.20 | 2081.2 | 3.22 |
| Number | Increment | ||
|---|---|---|---|
| UCS | STS | FS | |
| B0P0 | 0 | 0 | 0 |
| B0.25P0 | 13.78% | 9.04% | 1.58% |
| B0.5P0 | 17.38% | 10.99% | 5.19% |
| B0P0.01 | 2.91% | 3.85% | 1.05% |
| B0P0.03 | 8.45% | 10.29% | 4.69% |
| B0P0.05 | 10.07% | 14.49% | 7.93% |
| B0.25P0.01 | 24.10% | 28.55% | 6.11% |
| B0.25P0.03 | 29.39% | 33.41% | 9.36% |
| B0.25P0.05 | 45.74% | 52.33% | 15.65% |
| B0.50P0.01 | 29.26% | 28.84% | 6.71% |
| B0.50P0.03 | 35.02% | 36.25% | 10.03% |
| B0.50P0.05 | 21.83% | 22.67% | 0.50% |
| Number | M | ||
|---|---|---|---|
| UCS | STS | FS | |
| B0.25P0.01 | 1.444 | 2.215 | 2.321 |
| B0.25P0.03 | 1.322 | 1.728 | 1.492 |
| B0.25P0.05 | 1.918 | 2.224 | 1.646 |
| B0.5P0.01 | 1.442 | 1.943 | 1.075 |
| B0.5P0.03 | 1.356 | 1.703 | 1.014 |
| B0.5P0.05 | 0.795 | 0.890 | 0.371 |
| Materials | Cement | Natural Sand | IOTs | SP | BF | PANF |
|---|---|---|---|---|---|---|
| Price | 0.448 | 0.156 | 0.030 | 5.200 | 12.500 | 9.000 |
| Number | Price |
|---|---|
| B0P0-100% SS | 0.2127 |
| B0P0 | 0.1701 |
| B0.25P0 | 0.2013 |
| B0.50P0 | 0.2326 |
| B0P0.01 | 0.1710 |
| B0P0.03 | 0.1728 |
| B0P0.05 | 0.1746 |
| B0.25P0.01 | 0.2022 |
| B0.25P0.03 | 0.2040 |
| B0.25P0.05 | 0.2058 |
| B0.50P0.01 | 0.2335 |
| B0.50P0.03 | 0.2353 |
| B0.50P0.05 | 0.2371 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Pi, Z.; Huang, S.; Liu, Y.; Chen, Z.; Shen, Y. Hybrid Effect of Basalt and Polyacrylonitrile Fibers on Physico-Mechanical Properties of Tailing Mortar. Buildings 2024, 14, 639. https://doi.org/10.3390/buildings14030639
Xu J, Pi Z, Huang S, Liu Y, Chen Z, Shen Y. Hybrid Effect of Basalt and Polyacrylonitrile Fibers on Physico-Mechanical Properties of Tailing Mortar. Buildings. 2024; 14(3):639. https://doi.org/10.3390/buildings14030639
Chicago/Turabian StyleXu, Jianbo, Zhijie Pi, Shibing Huang, Yanzhang Liu, Ziwen Chen, and Yongqi Shen. 2024. "Hybrid Effect of Basalt and Polyacrylonitrile Fibers on Physico-Mechanical Properties of Tailing Mortar" Buildings 14, no. 3: 639. https://doi.org/10.3390/buildings14030639
APA StyleXu, J., Pi, Z., Huang, S., Liu, Y., Chen, Z., & Shen, Y. (2024). Hybrid Effect of Basalt and Polyacrylonitrile Fibers on Physico-Mechanical Properties of Tailing Mortar. Buildings, 14(3), 639. https://doi.org/10.3390/buildings14030639