
Influences of the Decomposition Atmosphere and Heating Rate on the Pyrolysis Behaviors of Resin Sand



Abstract
:1. Introduction
2. Materials and Methods
2.1. Resin Sand Proportioning
2.2. Pyrolysis Experiments
2.3. Volatile Release Characteristic Index
2.4. Kinetic Theory
3. Results
3.1. Basic Properties of Raw Sand
3.1.1. Proximate Analysis
3.1.2. Chemical Composition Analysis
3.1.3. Particle Diameter Analysis
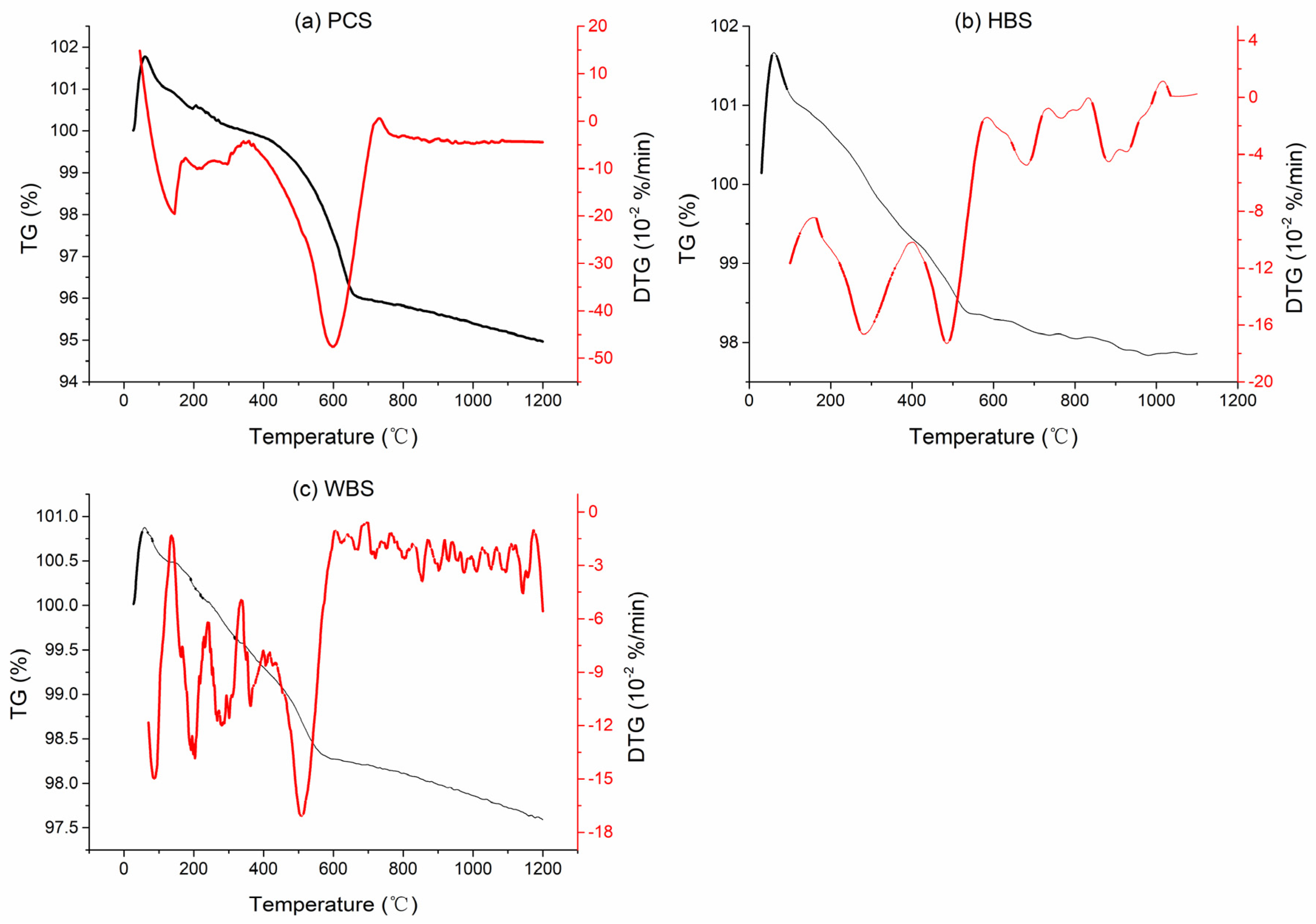
3.2. Pyrolysis Behavior of Resin Sand
3.3. Thermal Decomposition of Resin Sand in Nitrogen and Air Atmospheres
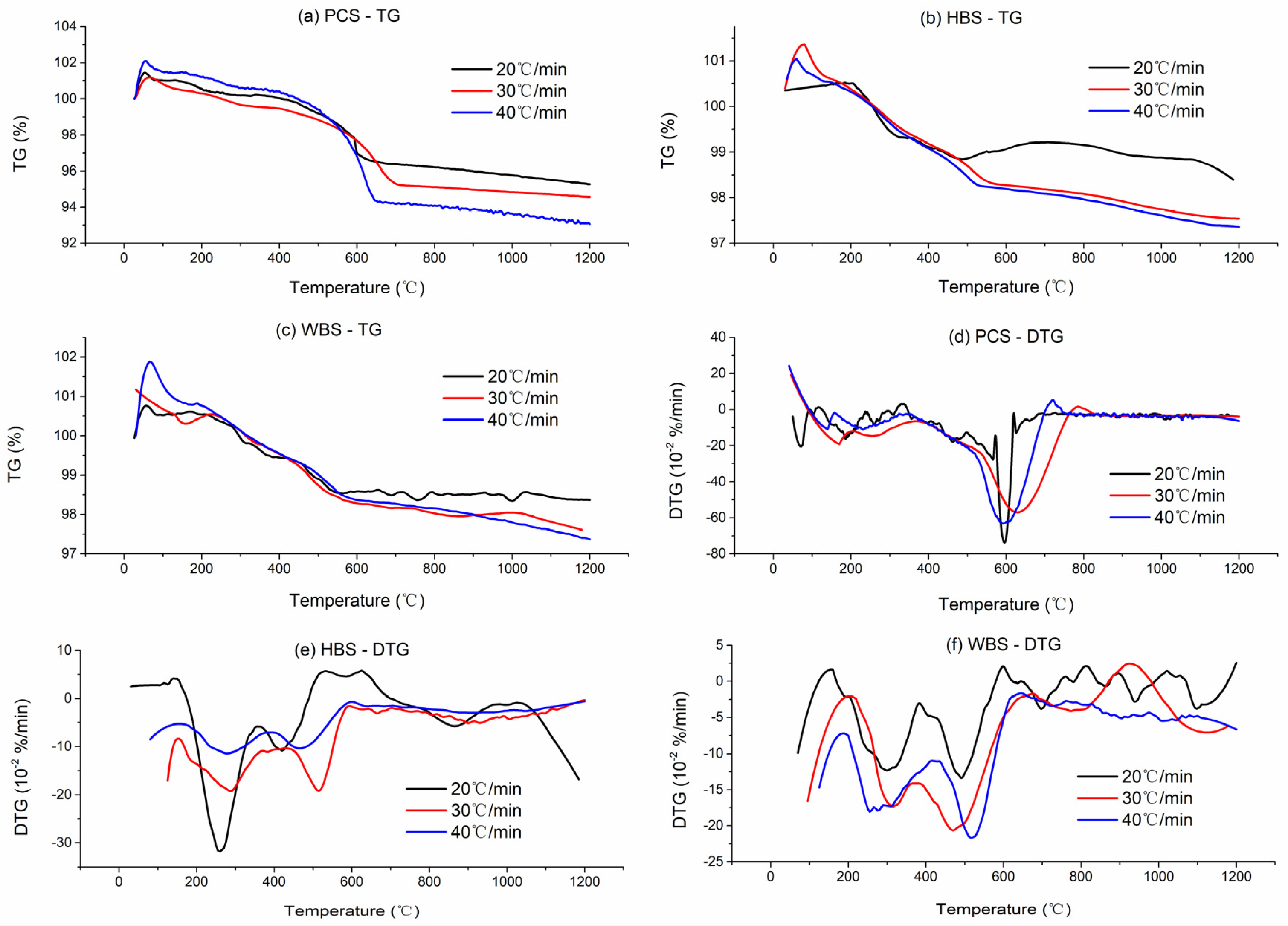
3.4. Thermal Decomposition of Resin Sand at Different Heating Rates
3.5. Volatile Release Characteristic Index of Resin Sand
3.6. Kinetics Analysis of Resin Sand
4. Discussion
4.1. Comparison with Previous Studies
4.2. Limitations
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tang, H.; Zhang, W.; Li, X.; Wei, S. A discrete group teaching optimization algorithm for solving many-objective sand casting whole process production scheduling problem. Comput. Oper. Res. 2024, 164, 106563. [Google Scholar] [CrossRef]
- Yu, J.; Zhang, Y.; Guo, J.; Shu, X.; Lu, Q.; Chen, Q. Sand casting-inspired surface modification of 3D-printed porous polyetheretherketone scaffolds for enhancing osteogenesis. Compos. Part A-Appl. Sci. Manuf. 2024, 179, 108033. [Google Scholar] [CrossRef]
- Xu, Q.; Xu, K.; Li, L.; Xu, X.; Yao, X. Energy release and countermeasures for sand casting explosion accidents. Hum. Ecol. Risk Assess. 2020, 26, 2078–2090. [Google Scholar] [CrossRef]
- Chen, S.; Zhang, J.; Xu, K.; Xu, Q. Thermal Decomposition Behaviour of Foundry Sand for Cast Steel in Nitrogen and Air Atmospheres. Math. Probl. Eng. 2020, 2020, 8121276. [Google Scholar] [CrossRef]
- Meskhi, B.; Beskopylny, A.N.; Stel’makh, S.A.; Shcherban, E.; Mailyan, L.R.; Shilov, A.A.; El’shaeva, D.; Shilova, K.; Karalar, M.; Aksoylu, C.; et al. Analytical Review of Geopolymer Concrete: Retrospective and Current Issues. Materials 2023, 16, 3792. [Google Scholar] [CrossRef]
- Celik, A.I.; Tunc, U.; Bahrami, A.; Karalar, M.; Mydin, M.A.O.; Alomayri, T.; Ozkilic, Y.O. Use of waste glass powder toward more sustainable geopolymer concrete. J. Mater. Res. Technol.-JMRT 2023, 24, 8533–8546. [Google Scholar] [CrossRef]
- Ozkilic, Y.O.; Celik, A.I.; Tunc, U.; Karalar, M.; Deifalla, A.; Alomayri, T.; Althoey, F. The use of crushed recycled glass for alkali activated fly ash based geopolymer concrete and prediction of its capacity. J. Mater. Res. Technol.-JMRT 2023, 24, 8267–8281. [Google Scholar] [CrossRef]
- Madenci, E.; Fayed, S.; Mansour, W.; Ozkilic, Y.O. Buckling performance of pultruded glass fiber reinforced polymer profiles infilled with waste steel fiber reinforced concrete under axial compression. Steel Compos. Struct. 2022, 45, 653–663. [Google Scholar]
- Fayed, S.; El-din, A.B.; Basha, A.; Mansour, W. Shear behavior of RC pile cap beams strengthened using ultra-high performance concrete reinforced with steel mesh fabric. Case Stud. Constr. Mater. 2022, 17, e01532. [Google Scholar] [CrossRef]
- Chakraborty, P.; Wood, D.A.; Sinh, S.; Hzara, B. Trace element contamination in soils surrounding the open-cast coal mines of eastern Raniganj basin, India. Environ. Geochem. Health 2023, 45, 7275–7302. [Google Scholar] [CrossRef]
- Xu, Q.; Xu, K. Safety assessment of sand casting explosion accidents through on-site testing and numerical simulation of the temperature variation in sand molds to protect employee health. Process Saf. Environ. Prot. 2022, 159, 452–463. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, T.; Zhang, R.; Wang, X.; Yuan, Y.; Li, Z.; Han, Z. Study on the heat transfer at the casting-mould interface in resin-bonded sand mould casting of Mg-Gd-Y-Zr alloy. Int. J. Cast Met. Res. 2020, 33, 1–10. [Google Scholar] [CrossRef]
- Jeon, J.H.; Bae, D.H. Effect of cooling rate on the thermal and electrical conductivities of an A356 sand cast alloy. J. Alloys Compd. 2019, 808, 151756. [Google Scholar] [CrossRef]
- Li, Y.; Hu, A.; Fu, Y.; Liu, S.; Shen, W.; Hu, H.; Nie, X. Al Alloys and Casting Processes for Induction Motor Applications in Battery-Powered Electric Vehicles: A Review. Metals 2022, 12, 216. [Google Scholar] [CrossRef]
- Hua, Y.; Luo, L.; Le Corre, S.; Fan, Y. Machine-learning topology optimization with stochastic gradient descent optimizer for heat conduction problems. Int. J. Heat Mass Transf. 2024, 223, 125226. [Google Scholar] [CrossRef]
- Weng, L.; Xu, F.; Chen, X. Three-dimensional analysis of thermoelastic damping in couple stress-based rectangular plates with nonlocal dual-phase-lag heat conduction. Eur. J. Mech. A-Solids 2024, 105, 105223. [Google Scholar] [CrossRef]
- Bar-Kohany, T.; Jain, A. Dissipation of boundary effects in multilayer heat conduction problems. Int. J. Heat Mass Transf. 2024, 223, 125207. [Google Scholar] [CrossRef]
- Ammar, A.; Ben Saada, M.; Cueto, E.; Chinesta, F. Casting hybrid twin: Physics-based reduced order models enriched with data-driven models enabling the highest accuracy in real-time. Int. J. Mater. Form. 2024, 17, 16. [Google Scholar] [CrossRef]
- Wang, M.; Zheng, L.; Kang, H. 3-Dimenional conformal cooling channel design: Origami-inspired topology optimization approach. Appl. Therm. Eng. 2024, 242, 122526. [Google Scholar] [CrossRef]
- Ringel, A.; Hirt, G. Bending behavior of structured steel sheets with undercuts for interlocking with Al die-cast metal. Int. J. Mater. Form. 2024, 17, 2. [Google Scholar] [CrossRef]
- Zong, H.; Cong, Q.; Zhang, T.; Hao, Y.; Xiao, L.; Hao, G.; Zhang, G.; Guo, H.; Hu, Y.; Jiang, W. Simulation of printer nozzle for 3D printing TNT/HMX based melt-cast explosive. Int. J. Adv. Manuf. Technol. 2022, 119, 3105–3117. [Google Scholar] [CrossRef]
- Yan, B.; Wang, R.; Ding, B.; Wang, Y. Numerical simulation analysis of tunnel backfill grout based on DEM-FDM coupling and particle inlet. Undergr. Space 2024, 14, 285–299. [Google Scholar] [CrossRef]
- Yohannan, A.; Vincent, S.; Divakaran, N.; Venugopal, A.K.P.; Patra, S.; Ashish, K.; Mohanty, S. Experimental and simulation studies of hybrid MWCNT/montmorillonite reinforced FDM based PLA filaments with multifunctional properties enhancement. Polym. Compos. 2024, 45, 507–522. [Google Scholar] [CrossRef]
- Narayanan, S.; Sahani, P.; Rathod, J.; Soma, V.R.; Yalla, R.; Tata, B.V.R. Thin photonic crystal templates for enhancing the SERS signal: A case study using very low concentrations of dye molecules. Phys. Scr. 2024, 99, 35512. [Google Scholar] [CrossRef]
- Takemura, K.; Sudo, K.; Dorget, R.; Dadiel, J.L.; Sakafuji, M.; Yokoyama, K.; Oka, T.; Sakai, N. Study on the PFM Behavior of GdBCO Bulk Joined by ErBCO and Its FEM Simulation. IEEE Trans. Appl. Supercond. 2024, 34, 6800405. [Google Scholar] [CrossRef]
- Szucs, H. Numerical study to investigate the thermal characteristic length with coupled CFD-FEM simulations. Int. J. Heat Fluid Flow 2024, 106, 109312. [Google Scholar] [CrossRef]
- De Andrade, G.S.; Nascimento, E.J.G.; de Lemos, M.J.S. Transient heat transfer in concentric cylinders using periodic boundary condition and asymmetric heat generation applied to thermal plug and abandonment of oil wells. Int. J. Therm. Sci. 2024, 196, 108689. [Google Scholar] [CrossRef]
- Xu, Y.; Yang, G.; Hu, D. Comparison of surface tension models for the simulation of two-phase flow in an ISPH-FVM coupling method. Eur. J. Mech. B-Fluids 2024, 105, 57–96. [Google Scholar] [CrossRef]
- Liu, S.; Yang, G.; Xu, Y.; Hu, D. A SPH-FVM coupling method based on triangular mesh for the simulation of two-phase flows. Eng. Anal. Bound. Elem. 2024, 159, 237–258. [Google Scholar] [CrossRef]
- Xu, Q.; Xu, K.; Yao, X.; Li, J.; Li, L. Thermal decomposition characteristics of foundry sand for cast iron in nitrogen atmosphere. R. Soc. Open Sci. 2018, 5, 181091. [Google Scholar] [CrossRef]
- Yang, L.; Zhang, Z.; Chen, A.; Mao, W.; Zhu, Z.; Zhao, Y.; Zhang, L. Experimental and kinetic study on pyrolysis and combustion characteristics of pesticide waste liquid. J. Environ. Chem. Eng. 2024, 12, 111994. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Q.; Kong, B.; Bultinck, T.; Lu, W. Characterizing emissions of VOCs from the initial degradation of kitchen waste in household waste bins of residential areas in Beijing. J. Hazard. Mater. 2024, 466, 133479. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Du, C.; Chen, G.; Kumar, A.; Wu, S.; Cheng, Z.; Yan, B.; Chen, G.Y. Co-disposal kinetics and characteristics of sewage sludge and municipal solid waste incineration fly ash. J. Anal. Appl. Pyrolysis 2024, 177, 106319. [Google Scholar] [CrossRef]
- Zhu, Z.; Huang, Y.; Yu, M.; Gao, J.; Cheng, H.; Li, Z.; Xu, W.; Xiao, Y. Co-combustion of bituminous coal and industrious sludge under non-isothermal and isothermal conditions: Thermal behaviors, kinetic analyses, and heavy metals migration. J. Clean. Prod. 2024, 434, 140167. [Google Scholar] [CrossRef]
- Li, J.; Hu, X.; Qiao, X. Thermogravimetric experimental study on the co-combustion of coal gangue and polypropylene. Thermochim. Acta 2024, 732, 179660. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, Y.; Wang, G.; Li, P.; Liu, H.; Wang, H.; Gao, K. Changes in physical and chemical structure and Full-stage oxidation characteristics of coal caused by igneous intrusion. Energy 2024, 288, 129780. [Google Scholar] [CrossRef]
- Ogrodowska, D.; Damerau, A.; Banaszczyk, P.; Tanska, M.; Konopka, I.Z.; Pilat, B.; Dajnowiec, F.; Linderborg, K.M. Native and pregelatinized potato and rice starches and maltodextrin as encapsulating agents for linseed oil ethyl esters-Comparison of emulsion and powder properties. J. Food Eng. 2024, 364, 111799. [Google Scholar] [CrossRef]
- Cao, R.; Yang, D.; Kang, Z.; Huang, D.; Cui, Z.; Lu, Y. Effects of Inherent Minerals on Pyrolysis Behavior and Kinetics of Jimsar Oil Shale. ACS Omega 2023, 8, 40396–40406. [Google Scholar] [CrossRef]
- Yang, Y.; Luo, Z.; Ding, X.; Zhang, F.; Luo, C.; Zhang, H.; Shu, C. Effects of dust concentration, particle size, and crude oil concentration on the explosion characteristics of oil-immersed coal dust. Fuel 2024, 356, 129596. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, X.; Yu, Q.; Yang, T.; Yan, B.; Li, R.; Chen, G. Effect of pickling on pyrolysis characteristics and adsorption properties of biomass. Energy Sources Part A-Recovery Util. Environ. Eff. 2024, 46, 228–243. [Google Scholar] [CrossRef]
- Liu, Q.; Sun, J.; Gu, Y.; Zhong, W.; Gao, K. Experimental study on CO2 co-gasification characteristics of biomass and waste plastics: Insight into interaction and targeted regulation method. Energy 2024, 292, 130509. [Google Scholar] [CrossRef]
- Yahya, A.M.; Adeleke, A.A.; Nzerem, P.; Ikubanni, P.P.; Ayuba, S.; Rasheed, H.A.; Gimba, A.; Okafor, I.; Okolie, J.A.; Paramasivam, P. Comprehensive Characterization of Some Selected Biomass for Bioenergy Production. ACS Omega 2023, 8, 43771–43791. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Zhang, S.; Guo, X.; Dong, A.; Chen, C.; Xiong, S.; Fang, Y.; Yin, W. Thermal Behaviors and Kinetics of Pingshuo Coal/Biomass Blends during Copyrolysis and Cocombustion. Energy Fuels 2012, 26, 7120–7126. [Google Scholar] [CrossRef]
- Yao, X.; Xu, K.; Liang, Y. Comparing the Thermo-Physical Properties of Rice Husk and Rice Straw as Feedstock for Thermochemical Conversion and Characterization of their Waste Ashes from Combustion. Bioresources 2016, 11, 10549–10564. [Google Scholar] [CrossRef]
- El-Sayed, S.E.; Abdelaziz, N.A.; El-Housseiny, G.S.; Aboshanab, K.M. Nanosponge hydrogel of octadecyl 3-(3,5-di-tert-butyl-4-hydroxyphenyl) propanoate of Alcaligenes faecalis. Appl. Microbiol. Biotechnol. 2024, 108, 100. [Google Scholar] [CrossRef] [PubMed]
- Liang, R.; Chen, C.; Tao, J.; Xu, Y.; Song, M.; Cheng, Z.; Yan, B.; Chen, G. Thermal kinetic parameters based classification method of residual waste oriented for efficient energy utilization. J. Clean. Prod. 2024, 439, 140914. [Google Scholar] [CrossRef]
- Ben Talouba, I.; Diop, A.; Neveu, K.; Balland, L.; Brodu, N.; Mouhab, N. Nitration of biodiesel by acetyl nitrate: Kinetic study and chemical safety parameters. Thermochim. Acta 2024, 731, 179647. [Google Scholar] [CrossRef]
- Cai, J.; Huang, Q.; Chen, H.; Zhang, T.; Niu, B.; Zhang, Y.; Long, D. Evaluating two stages of silicone-containing arylene resin oxidation via experiment and molecular simulation. Chin. J. Chem. Eng. 2024, 66, 189–202. [Google Scholar] [CrossRef]
- Li, M.; Zhang, D.; Han, Z.; Jiang, L. Thermal oxidation characteristics of polystyrene with different particle sizes based on the traditional kinetic approaches and distributed activation energy model. J. Therm. Anal. Calorim. 2024, 149, 993–1001. [Google Scholar] [CrossRef]
- Wakimoto, S.; Matsukawa, Y.; Aoki, H. New criteria to select reasonable hyperparameters for kinetic parameter estimation in distributed activation energy model (DAEM) by using neural network. Chem. Eng. Sci. 2024, 285, 119597. [Google Scholar] [CrossRef]
- Song, Y.; Jin, Z.; Zhang, J.; Jin, B.; Peng, R. Spiral gas-solid two-phase flow continuous mechanochemical synthesis of salophen complexes and catalytic thermal decomposition of ammonium perchlorate. Dalton Trans. 2024, 53, 3765–3776. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Dubey, P.; Mondal, M.K. Analysis of kinetics, mechanism, thermodynamic properties and product distribution for pyrolysis of Ni-Fe impregnated coconut husk. Renew. Energy 2024, 222, 119972. [Google Scholar] [CrossRef]
- Gao, N.; Zhang, J.; Quan, C.; Wang, J. Research on the characteristics of pressured pyrolysis products of marine plastics. J. Anal. Appl. Pyrolysis 2024, 177, 106327. [Google Scholar] [CrossRef]
- Nan, W.; Ji, W.; Yuan, Y.; Yuan, Z.; Sun, Y. Pyrolysis Empirical Modeling of Polyester Glass Fiber Reinforced Plastics Using Sestak-Berggren Model Method. J. Therm. Sci. 2024, 33, 725–738. [Google Scholar] [CrossRef]
- Zhang, C.; Wu, L.; Kang, R.; Bin, F.; Dou, B. Precise in-situ infrared spectra and kinetic analysis of gasification under the H2O or CO2 atmospheres. Int. J. Hydrogen Energy 2024, 52, 46–57. [Google Scholar] [CrossRef]
- Li, B.; Zhang, W.; Jia, F.; Yang, T.; Bai, S.; Zhou, Q. Research on the Combustion Performance of Municipal Solid Waste in Different Sorting Scenarios: Thermokinetics Investigation via TG-DSC-FTIR-MS. ACS Omega 2023, 9, 1206–1215. [Google Scholar] [CrossRef]
- Ren, J.; Jiang, J.; Wang, J.; Yuan, X.; Wang, A. Variable frequency microwave induced CO2 Boudouard reaction over biochar. Biochar 2024, 6, 20. [Google Scholar] [CrossRef]
- Zhu, Y.; Huo, G.; Yang, W.; Liu, H.; Zhang, W.; Cheng, W.; Yang, H.; Wang, Z.; Jin, Y.; Zhao, H. Catalytic pyrolysis of duckweed with phosphoric acid: Pyrolysis behavior and kinetics analysis. J. Anal. Appl. Pyrolysis 2024, 177, 106384. [Google Scholar] [CrossRef]
- Huang, Q.; Gong, B.; Habibullah; Wang, Z.; Wang, Y.; Yan, Y.; Chen, Y.; Wu, C. Hydrogen generation behaviors from hydrolysis of cold-welding free magnesium-calcium hydride-expanded graphite composites. J. Power Sources 2024, 595, 234004. [Google Scholar] [CrossRef]
- Aldossari, H.M.; Salam, A.A. COVID-19 infections, recoveries, and mortality: An ANOVA model of locations and administrative areas in Saudi Arabia. Front. Public Health 2024, 12, 1281289. [Google Scholar] [CrossRef]
- JB/T 8583-2008; Resin coated sand for foundry. China Machine Press: Beijing, China, 2008.
- JB/T 3823-2013; Hot box resin for foundry. China Machine Press: Beijing, China, 2014.
- GB/T 30732-2014; Proximate analysis of coal—Instrumental method. Standards Press of China: Beijing, China, 2014.
- GB/T 15445.2-2006; Representation of results of particle size analysis—Part 2:Calculation of average particle size/diameters and moments from particle size distributions. Standards Press of China: Beijing, China, 2006.
- Tian, L.; Zhou, Y.; Xie, G.; Li, R.; Yu, X. Ecofriendly Cold Ramming Paste for an Aluminum Electrolysis Cell with Furan Resin As a Binder. Ind. Eng. Chem. Res. 2012, 51, 6018–6024. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, J.; Yin, Y.; Wan, P.; Ji, X.; Shen, X.; Qian, X.; Peng, X.; Qi, Y. Present status and prospect of resin-bonded sand technology for casting in China. Foundry 2022, 71, 251–270. [Google Scholar]
- Murthy, I.N.; Rao, J.B. Investigations on Physical and Chemical Properties of High Silica Sand, Fe-Cr Slag and Blast Furnace Slag for Foundry Applications. Procedia Environ. Sci. 2016, 35, 583–596. [Google Scholar] [CrossRef]
- Coronado, M.; Andres, A.; Cheeseman, C.R. Acid gas emissions from structural clay products containing secondary resources: Foundry sand dust and Waelz slag. J. Clean. Prod. 2016, 115, 191–202. [Google Scholar] [CrossRef]
- Almusafir, R.; Smith, J.D. Thermal Decomposition and Kinetic Parameters of Three Biomass Feedstocks for the Performance of the Gasification Process Using a Thermogravimetric Analyzer. Energies 2024, 17, 396. [Google Scholar] [CrossRef]
- Gupta, J.; Konysheva, E.Y.; Papadikis, K. Functions of local structural surrounding in activity of Ca-containing catalysts for vapor upgrading during biomass thermal decomposition. Fuel Process. Technol. 2023, 252, 107973. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, H.; Sui, X.; Wang, X.; Ji, H. Studies on individual pyrolysis and co-pyrolysis of peat-biomass blends: Thermal decomposition behavior, possible synergism, product characteristic evaluations and kinetics. Fuel 2022, 323, 124426. [Google Scholar] [CrossRef]
- Jiang, B.; Yao, Q.; Su, M.; Li, J.; Lu, K.; Ding, D.; Hong, H. Study on the suppression characteristics and mechanism of ABC powder on pulverized coal explosion based on the analysis of thermal decomposition characteristics and reaction kinetics. Process Saf. Environ. Prot. 2024, 181, 143–155. [Google Scholar] [CrossRef]
- Daniel, S.; Vnaraj, R.; Baskar, S.; Manivasagam, V.R.; Jerdy, A.C.; Armugam, S.; Kim, S.C. Citric Acid Recovery and Methanol Production from a Waste Food Fruit Sample by Thermal Decomposition of a Reusable Zinc Citrate Complex. ACS Sustain. Chem. Eng. 2022, 10, 15680–15691. [Google Scholar] [CrossRef]
- Chen, K.S.; Yeh, R.Z. Pyrolysis kinetics of epoxy resin in a nitrogen atmosphere. J. Hazard. Mater. 1996, 49, 105–113. [Google Scholar] [CrossRef]
- Mu, L.; Chen, J.; Yin, H.; Song, X.; Li, A.; Chi, X. Pyrolysis behaviors and kinetics of refining and chemicals wastewater, lignite and their blends through TGA. Bioresour. Technol. 2015, 180, 22–31. [Google Scholar] [CrossRef] [PubMed]
- Wu, C.; You, J.; Wang, X. Thermal decomposition mechanism and kinetics of gemcitabine. J. Anal. Appl. Pyrolysis 2018, 130, 118–126. [Google Scholar] [CrossRef]
- Yang, M.; Chen, X.; Wang, Y.; Yuan, B.; Niu, Y.; Zhang, Y.; Liao, R.; Zhang, Z. Comparative evaluation of thermal decomposition behavior and thermal stability of powdered ammonium nitrate under different atmosphere conditions. J. Hazard. Mater. 2017, 337, 10–19. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Xie, C.; Liu, J.; He, Y.; Xie, W.; Zhang, X.; Chang, K.; Kuo, J.; Sun, J.; Zheng, L.; et al. Co-combustion of sewage sludge and coffee grounds under increased O2/CO2 atmospheres: Thermodynamic characteristics, kinetics and artificial neural network modeling. Bioresour. Technol. 2018, 250, 230–238. [Google Scholar] [CrossRef]
- Jiang, L.; Yuan, X.; Li, H.; Xiao, Z.; Liang, J.; Wang, H.; Wu, Z.; Chen, X.; Zeng, G. Pyrolysis and combustion kinetics of sludge-camphor pellet thermal decomposition using thermogravimetric analysis. Energy Convers. Manag. 2015, 106, 282–289. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin Sand | Adhesive | Curing Agent | ||
|---|---|---|---|---|
| Type | Content | Type | Content | |
| PCS | Phenolic resin | 2.5% (percentage of raw sand) | Hexamethylene tetramine | 15% (percentage of phenolic resin) |
| HBS | Furan resin | 2% (percentage of raw sand) | Ammonium chloride | 30% (percentage of furan resin) |
| WBS | Furan resin | 3% (percentage of raw sand) | Copper chloride | 30% (percentage of furan resin) |
| Chemical Composition | Content (%) | Chemical Composition | Content (%) | Chemical Composition | Content (%) |
|---|---|---|---|---|---|
| SiO2 | 96.174 | SO3 | 0.196 | CuO | 0.018 |
| Al2O3 | 2.739 | Fe2O3 | 0.127 | Cr2O3 | 0.014 |
| K2O | 0.654 | Ag2O | 0.052 | SrO | 0.011 |
| Specific Surface Area | D [3,2] | D [4,3] | Dv (10) | Dv (50) | Dv (90) |
|---|---|---|---|---|---|
| 24.30 m2/kg | 247 μm | 291 μm | 171 μm | 278 μm | 436 μm |
| Resin Sand | Atmosphere | β (°C/min) | Tstv (%/min) | mloss (%) | Ts (°C) | Tmax (°C) | (dw/dτ)max (%/min) | (dw/dτ)mean (%/min) | Δ1/2 (°C) | D (%2/min2/°C3) |
|---|---|---|---|---|---|---|---|---|---|---|
| PCS | Nitrogen | 20 | 9.47 × 10−2 | 3.31 | 453 | 607 | 34.18 × 10−2 | 5.63 × 10−2 | 241 | 2.90 × 10−10 |
| Nitrogen | 30 | 12.73 × 10−2 | 4.45 | 430 | 605 | 45.58 × 10−2 | 11.36 × 10−2 | 280 | 7.11 × 10−10 | |
| Nitrogen | 40 | 14.39 × 10−2 | 5.03 | 459 | 597 | 47.56 × 10−2 | 17.12 × 10−2 | 224 | 1.33 × 10−9 | |
| Air | 20 | 13.53 × 10−2 | 4.73 | 452 | 596 | 73.76 × 10−2 | 8.05 × 10−2 | 233 | 9.46 × 10−10 | |
| Air | 30 | 15.59 × 10−2 | 5.45 | 465 | 630 | 57.08 × 10−2 | 13.91 × 10−2 | 265 | 1.02 × 10−9 | |
| Air | 40 | 19.88 × 10−2 | 6.95 | 492 | 591 | 63.06 × 10−2 | 23.66 × 10−2 | 181 | 2.83 × 10−9 | |
| HBS | Nitrogen | 20 | 4.46 × 10−2 | 1.56 | 120 | 270 | 18.94 × 10−2 | 2.66 × 10−2 | 449 | 3.46 × 10−10 |
| Nitrogen | 30 | 5.89 × 10−2 | 2.06 | 314 | 358 | 7.82 × 10−2 | 5.26 × 10−2 | 88 | 4.16 × 10−10 | |
| Nitrogen | 40 | 6.12 × 10−2 | 2.14 | 100 | 484 | 17.3 × 10−2 | 7.28 × 10−2 | 446 | 5.83 × 10−10 | |
| Air | 20 | 4.58 × 10−2 | 1.6 | 190 | 260 | 31.75 × 10−2 | 2.72 × 10−2 | 280 | 6.24 × 10−10 | |
| Air | 30 | 7.04 × 10−2 | 2.46 | 125 | 290 | 19.25 × 10−2 | 6.28 × 10−2 | 435 | 7.67 × 10−10 | |
| Air | 40 | 7.55 × 10−2 | 2.64 | 210 | 278 | 11.39 × 10−2 | 8.99 × 10−2 | 152 | 1.15 × 10−9 | |
| WBS | Nitrogen | 20 | 4.15 × 10−2 | 1.45 | 236 | 501 | 11.72 × 10−2 | 2.47 × 10−2 | 303 | 8.08 × 10−11 |
| Nitrogen | 30 | 5.18 × 10−2 | 1.81 | 440 | 499 | 18.68 × 10−2 | 4.62 × 10−2 | 122 | 3.22 × 10−10 | |
| Nitrogen | 40 | 6.89 × 10−2 | 2.41 | 344 | 509 | 17.12 × 10−2 | 6.15 × 10−2 | 219 | 3.66 × 10−10 | |
| Air | 20 | 4.66 × 10−2 | 1.63 | 405 | 491 | 13.4 × 10−2 | 2.77 × 10−2 | 141 | 1.32 × 10−10 | |
| Air | 30 | 6.84 × 10−2 | 2.39 | 255 | 470 | 20.65 × 10−2 | 8.13 × 10−2 | 325 | 3.23 × 10−10 | |
| Air | 40 | 7.52 × 10−2 | 2.63 | 200 | 515 | 21.65 × 10−2 | 8.95 × 10−2 | 385 | 4.89 × 10−10 |
| Resin Sand | Atmosphere | β (°C/min) | Equation | E (KJ/mol) | A (min−1) | Pearson’s R |
|---|---|---|---|---|---|---|
| PCS | Nitrogen | 20 | y = 9.20973x + 3.34242 | 76.57 | 6.4364 | 0.99951 |
| Nitrogen | 30 | y = 8.56259x + 4.43528 | 71.19 | 3.0097 | 0.99886 | |
| Nitrogen | 40 | y = 8.14836x + 4.55662 | 67.75 | 3.3826 | 0.99627 | |
| Air | 20 | y = 6.90464x + 6.0716 | 57.41 | 0.3151 | 0.99848 | |
| Air | 30 | y = 8.52829x + 4.34177 | 70.9 | 3.2912 | 0.98984 | |
| Air | 40 | y = 11.96321x + 0.25952 | 99.46 | 364.7619 | 0.99414 | |
| HBS | Nitrogen | 20 | y = 6.46881x + 3.47767 | 53.78 | 3.9489 | 0.9276 |
| Nitrogen | 30 | y = 4.10173x + 8.0692 | 34.10 | 0.0381 | 0.98829 | |
| Nitrogen | 40 | y = 3.73828x + 8.49313 | 31.08 | 0.0303 | 0.99539 | |
| Air | 20 | y = 4.65897x + 5.71185 | 38.73 | 0.3046 | 0.85406 | |
| Air | 30 | y = 7.11362x + 2.55222 | 59.14 | 16.4324 | 0.94223 | |
| Air | 40 | y = 2.36259x + 10.39441 | 19.64 | 0.0029 | 0.98806 | |
| WBS | Nitrogen | 20 | y = 7.02694x + 4.53135 | 58.42 | 1.4957 | 0.99852 |
| Nitrogen | 30 | y = 6.04784x + 6.07901 | 50.28 | 0.4109 | 0.98954 | |
| Nitrogen | 40 | y = 3.16716x + 9.52065 | 26.33 | 0.0092 | 0.98868 | |
| Air | 20 | y = 4.79026x + 6.95508 | 39.83 | 0.0904 | 0.95085 | |
| Air | 30 | y = 4.88472x + 7.31655 | 40.61 | 0.0963 | 0.99825 | |
| Air | 40 | y = 3.86463x + 9.02241 | 32.13 | 0.0184 | 0.99221 |
| Resin Sand | Atmosphere | Heating Rate (°C/min) | Source of Variation | Degrees of Freedom | Sum of Squares | Mean Square | F | p |
|---|---|---|---|---|---|---|---|---|
| PCS | Nitrogen | 20 | Model error | 1 | 59.18393 | 59.18393 | 167,906.48309 | 0 |
| Random error | 164 | 0.05781 | 3.52 × 10−4 | |||||
| Total | 165 | 59.24174 | ||||||
| 30 | Model error | 1 | 6.62679 | 6.62679 | 1341.49912 | 0 | ||
| Random error | 30 | 0.1482 | 0.00494 | |||||
| Total | 31 | 6.77498 | ||||||
| 40 | Model error | 1 | 29.29323 | 29.29323 | 18,543.40404 | 0 | ||
| Random error | 139 | 0.21958 | 0.00158 | |||||
| Total | 140 | 29.51281 | ||||||
| Air | 20 | Model error | 1 | 11.31318 | 11.31318 | 34,399.36928 | 0 | |
| Random error | 105 | 0.03453 | 3.29 × 10−4 | |||||
| Total | 106 | 11.34771 | ||||||
| 30 | Model error | 1 | 3.98285 | 3.98285 | 1163.29093 | 0 | ||
| Random error | 24 | 0.08217 | 0.00342 | |||||
| Total | 25 | 4.06502 | ||||||
| 40 | Model error | 1 | 79.84294 | 79.84294 | 12,942.34202 | 0 | ||
| Random error | 153 | 0.94388 | 0.00617 | |||||
| Total | 154 | 80.78682 | ||||||
| HBS | Nitrogen | 20 | Model error | 1 | 35.34264 | 35.34264 | 684.38759 | 0 |
| Random error | 111 | 5.73218 | 0.05164 | |||||
| Total | 112 | 41.07482 | ||||||
| 30 | Model error | 1 | 5.0071 | 5.0071 | 3524.06109 | 0 | ||
| Random error | 84 | 0.11935 | 0.00142 | |||||
| Total | 85 | 5.12645 | ||||||
| 40 | Model error | 1 | 4.80542 | 4.80542 | 11,094.87771 | 0 | ||
| Random error | 103 | 0.04461 | 4.33 × 10−4 | |||||
| Total | 104 | 4.85003 | ||||||
| Air | 20 | Model error | 1 | 2.70073 | 2.70073 | 45.82843 | 3.27 × 10−6 | |
| Random error | 17 | 1.00183 | 0.05893 | |||||
| Total | 18 | 3.70256 | ||||||
| 30 | Model error | 1 | 5.25536 | 5.25536 | 126.59337 | 5.20 × 10−9 | ||
| Random error | 16 | 0.66422 | 0.04151 | |||||
| Total | 17 | 5.91958 | ||||||
| 40 | Model error | 1 | 3.82119 | 3.82119 | 5346.67629 | 0 | ||
| Random error | 130 | 0.09291 | 7.15 × 10−4 | |||||
| Total | 131 | 3.9141 | ||||||
| WBS | Nitrogen | 20 | Model error | 1 | 35.31583 | 35.31583 | 45,584.93196 | 0 |
| Random error | 135 | 0.10459 | 7.75 × 10−4 | |||||
| Total | 136 | 35.42042 | ||||||
| 30 | Model error | 1 | 30.9454 | 30.9454 | 7056.08741 | 0 | ||
| Random error | 150 | 0.65784 | 0.00439 | |||||
| Total | 151 | 31.60325 | ||||||
| 40 | Model error | 1 | 7.37748 | 7.37748 | 6121.59332 | 0 | ||
| Random error | 141 | 0.16993 | 0.00121 | |||||
| Total | 142 | 7.5474 | ||||||
| Air | 20 | Model error | 1 | 35.82054 | 35.82054 | 1659.41313 | 0 | |
| Random error | 176 | 3.79918 | 0.02159 | |||||
| Total | 177 | 39.61973 | ||||||
| 30 | Model error | 1 | 7.95686 | 7.95686 | 9420.3247 | 0 | ||
| Random error | 33 | 0.02787 | 8.45 × 10−4 | |||||
| Total | 34 | 7.98473 | ||||||
| 40 | Model error | 1 | 3.26363 | 3.26363 | 1967.6818 | 0 | ||
| Random error | 31 | 0.05142 | 0.00166 | |||||
| Total | 32 | 3.31505 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Q.; Zhu, Y.; Xu, K.; Li, B.; Su, N. Influences of the Decomposition Atmosphere and Heating Rate on the Pyrolysis Behaviors of Resin Sand. Buildings 2024, 14, 1234. https://doi.org/10.3390/buildings14051234
Xu Q, Zhu Y, Xu K, Li B, Su N. Influences of the Decomposition Atmosphere and Heating Rate on the Pyrolysis Behaviors of Resin Sand. Buildings. 2024; 14(5):1234. https://doi.org/10.3390/buildings14051234
Chicago/Turabian StyleXu, Qingwei, Yaping Zhu, Kaili Xu, Bingjun Li, and Nan Su. 2024. "Influences of the Decomposition Atmosphere and Heating Rate on the Pyrolysis Behaviors of Resin Sand" Buildings 14, no. 5: 1234. https://doi.org/10.3390/buildings14051234
APA StyleXu, Q., Zhu, Y., Xu, K., Li, B., & Su, N. (2024). Influences of the Decomposition Atmosphere and Heating Rate on the Pyrolysis Behaviors of Resin Sand. Buildings, 14(5), 1234. https://doi.org/10.3390/buildings14051234