Reliability, Availability, and Maintainability (RAM) Study of an Ice Cream Industry

Abstract
:Featured Application
Abstract
1. Introduction
2. Methodology
- The first stage performs with the collection of failure data. Covering a prolonged length of time, the failure database details have been recorded for an automated ice cream production line. In the current study, maintenance data from the plant’s maintenance logbook records arecollected over a 12-months period. During this interval, 468 recorded failures are categorized for analysis.
- The second stage detects the frequency of failure analysis of machines which has been executed with the assistance of the Pareto chart. Six failures are considered for every machine as the least amount of failures for the analysis.
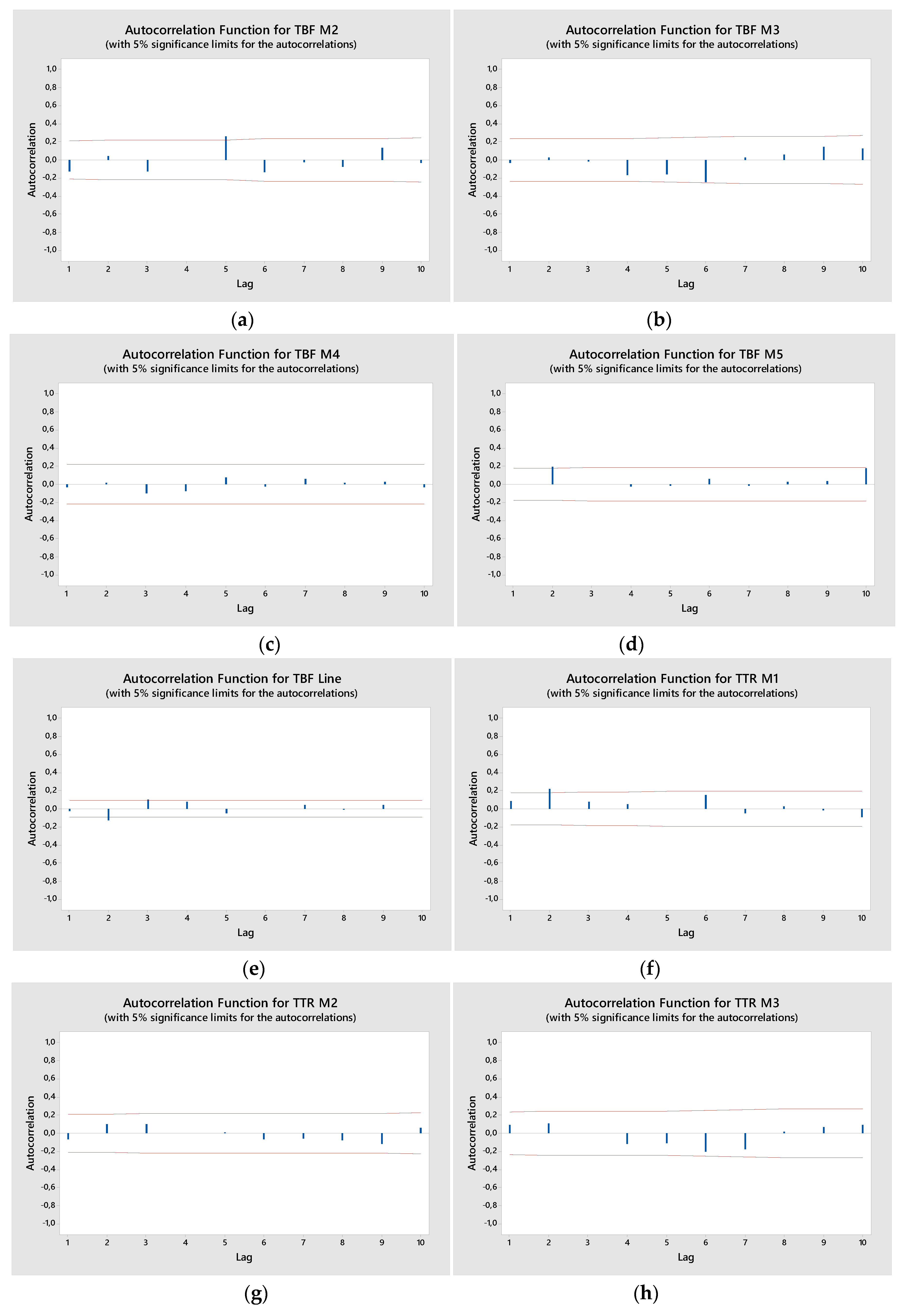
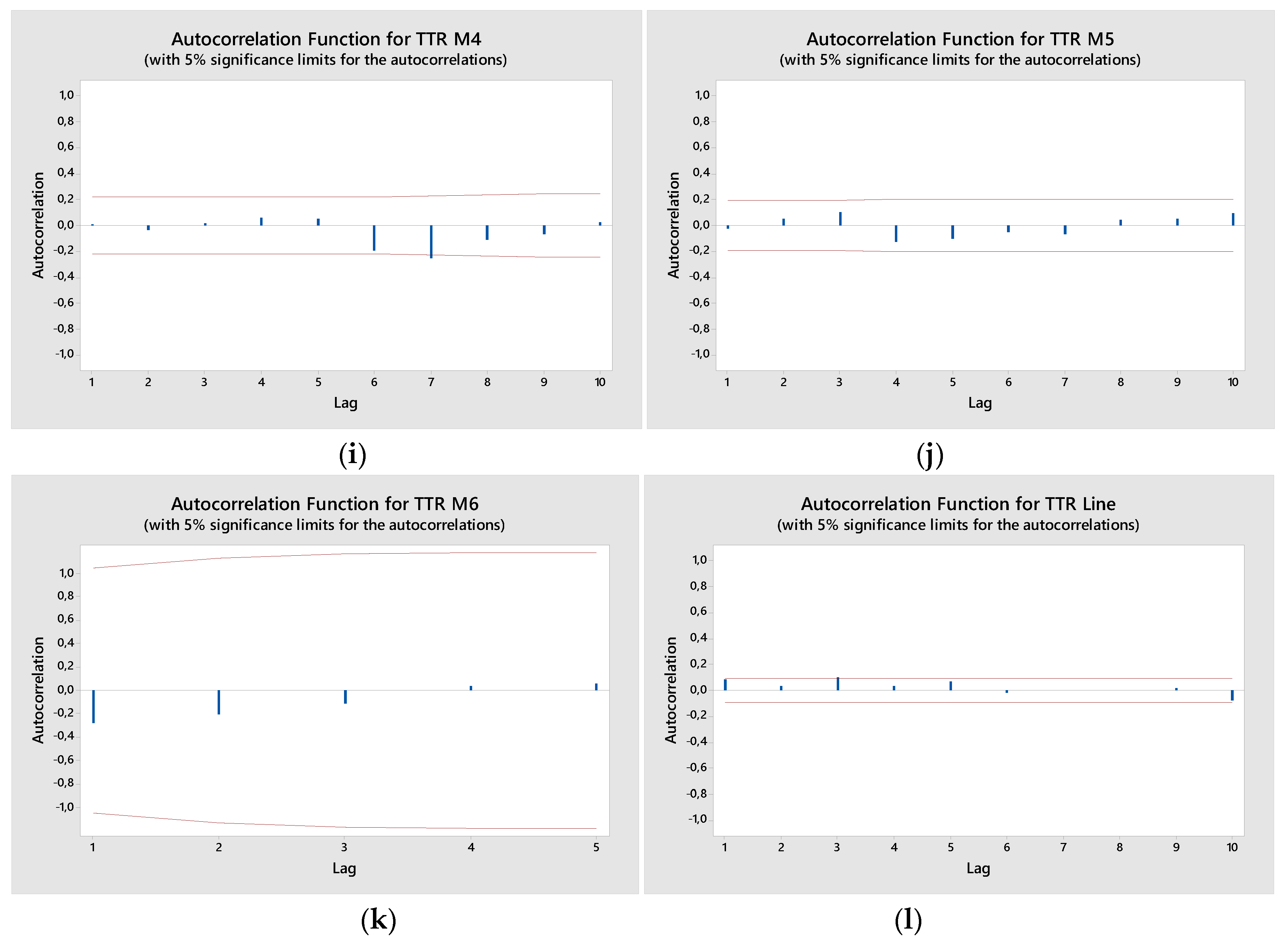
- Within the third stage, the failure data should be computed. In other words, the confirmation of the acceptance of independent and identically distributed (iid) nature. There are two usual methods employed to confirm the iid assumption: the trend and the serial correlation tests. Once the failed equipment can be reverted to the original condition after the repair process, then the acceptance that the data are identical aresound. Therefore, the equipment (or system) follows the homogeneous Poisson process (HPP) which refers to a non-repairable system, where for every failure, the repair shall reinstate the system to the “as good as new” state. However, the non-homogeneous Poisson process (NHPP) should be selected for a repairable system. In NHPP, it is the premise that a minimal repair with trivial repair time will have as a result the system restoration of to the “as bad as old” condition.
- In the next stage, computation of the goodness-of-fit test for iid data (homogeneous Poisson process HPP)and their parameters are found with the use ofa statistics package MINITAB professional software, the Aderson and Darling test is employed for goodness-of-fit test of idd data sets. The least-square approach is employed to calculate the parameters for the best fitted statistical distributions. In addition, the goodness-of-fit test for non-idd database (non homogeneous Poisson process-NHPP) and the parameters were measured.
- RAM analysis for every machine, for various time periods and for the complete system were evaluated using the system configuration relations.
- Finally, with the target to improve reliability and the formulation of better maintenance strategy employing recognition of vital machines and faults.
3. Production Process of an Ice Cream Production Line
4. Compilation of Failure Database and the Operations Administration of the Plant
5. Descriptive Statistics of Failure andRepair Database
6. Trend Test and Serial Correlation Test for an Ice Cream Manufacturing System
7. Reliability andMaintainability Study
8. Conclusions
- The 3-parameter Weibull distribution supplied the utmost fit for the ice cream manufacturing system to present the TBFs, whereas the TTRs are 3-parameter lognormal distribution.
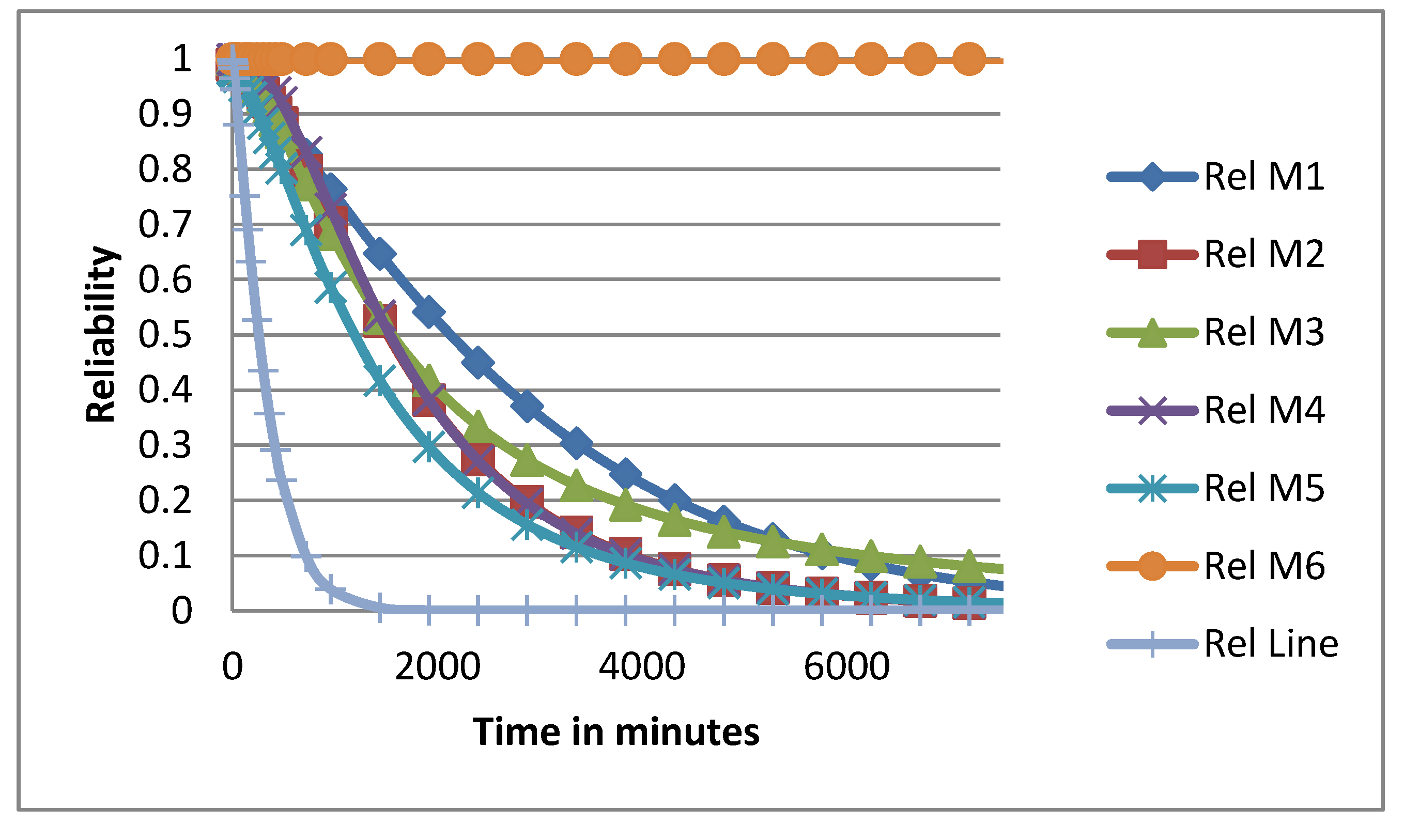
- The parameters for TBFs and TTRs of the ice cream manufacturing system and each machine were computed. Thus, the reliability and maintainability of the system can be predicted in short term time periods.
- The average TBF for the ice cream manufacturing system was 334.2 min, whereas the average TTR was 25.12 min.
- To enhance the reliability of the system, awareness must first be placed on the packaging (M5) and then on the freezer tunnel (M4). These machines’ significance is vital and their maintenance has to be thorough to prevent losses regarding efficiency, productivity, and quality.
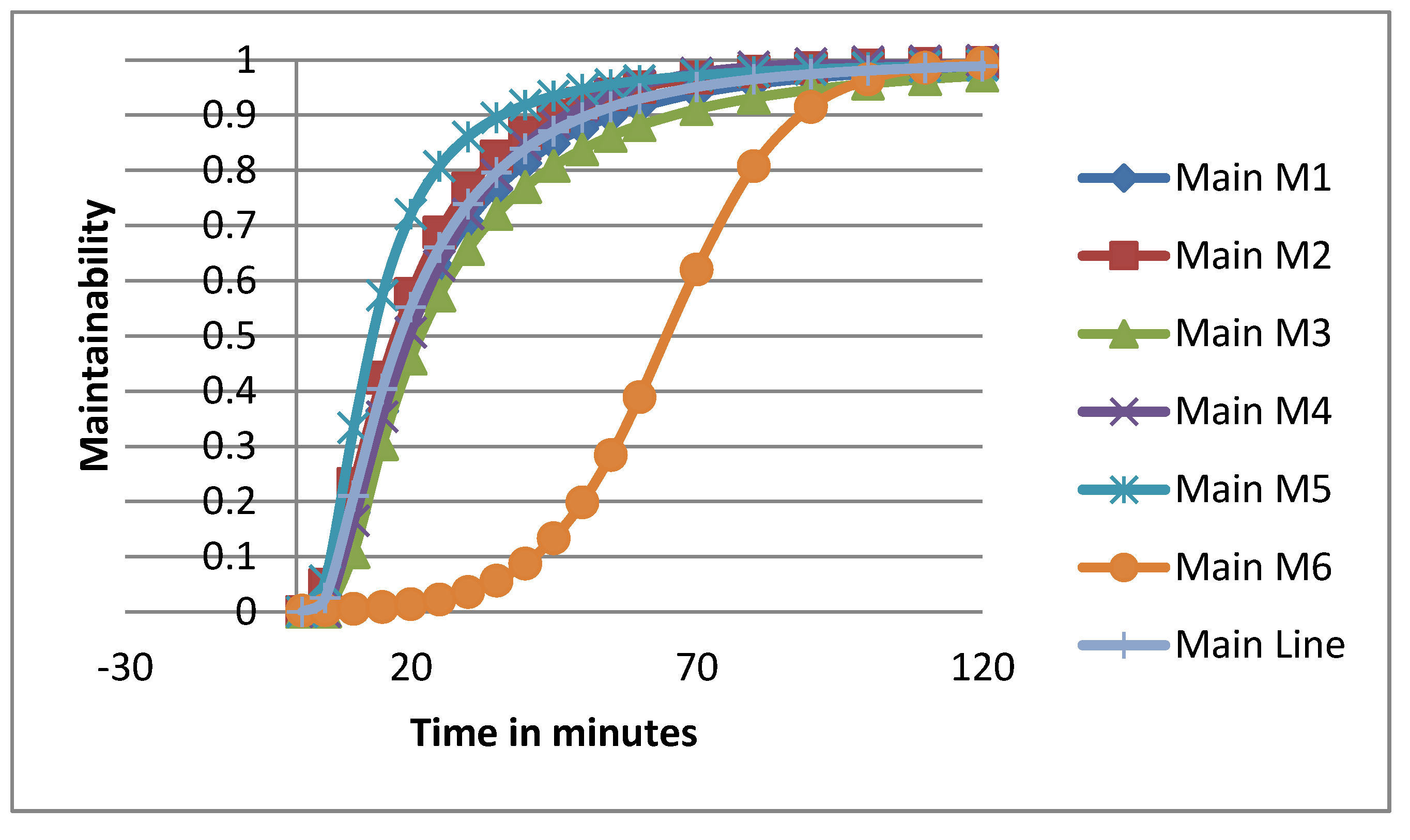
- The maintainability has to be enhanced on the exogenous (M6), and also on the ice cream (M3), together with the complete ice cream manufacturing system.
- The reliability and maintainability for various time periods and the parameters of TBFs/TTRs of the ice cream manufacturing system and each machine are calculated.
- The TTR has an expanding repair rate reaching 10.5 min and then a lessening repair rate, signifying that if a repair procedure is not completed during the initial 10.5 min and continues for an extended time period, this suggests the existence critical trouble on the system, i.e., insufficient skill of technicians, inadequate management, restricted amount of maintenance personnel, limited spare part availability, and so on.
Funding
Acknowledgments
Conflicts of Interest
References
- Ahmad, R. Reliability analysis comparison on punching tool sets due to different maintenance decisions: A case study from the pulp manufacturing industry. Int. J. Adv. Manuf. Technol. 2018, 94, 1969–1979. [Google Scholar] [CrossRef]
- Darghouth, M.N.; Chelbi, A.; Ait-Kadi, D. Investigating reliability improvement of second-hand production equipment considering warranty and preventive maintenance strategies. Int. J. Prod. Res. 2017, 55, 4643–4661. [Google Scholar] [CrossRef]
- Mokhtari, H.; Mozdgir, A.; Abadi, I.N.K. A reliability/availability approach to joint production and maintenance scheduling with multiple preventive maintenance services. Int. J. Prod. Res. 2012, 50, 5906–5925. [Google Scholar] [CrossRef]
- Block, J.; Ahmadi, A.; Kumar, U. Fleet-level reliability of multiple repairable units: A parametric approach using the power law process. Int. J. Perform. Eng. 2014, 10, 239–250. [Google Scholar]
- Garmabaki, A.H.S.; Ahmadi, A.; Block, J.; Pham, H.; Kumar, U. A reliability decision framework for multiple repairable units. Reliab. Eng. Syst. Saf. 2016, 150, 78–88. [Google Scholar] [CrossRef]
- Komal, S.P.; Kumar, S.D. RAM analysis of repairable industrial systems utilizing uncertain data. Appl. Soft Comput. 2010, 10, 1208–1221. [Google Scholar] [CrossRef]
- Rajpal, P.S.; Shishodia, K.S.; Sekhon, G.S. An artificial neural network for modeling reliability, availability and maintainability of a repairable system. Reliab. Eng. Syst. Saf. 2006, 91, 809–819. [Google Scholar] [CrossRef]
- Wang, J.; Hu, Y.; Li, J. Transient analysis to design buffer capacity in dairy filling and packing production lines. J. Food Eng. 2010, 98. [Google Scholar] [CrossRef]
- Hoseinie, S.H.; Ataei, M.; Khalokakaie, R.; Ghodrati, B.; Kumar, U. Reliability analysis of drum Shearer machine at mechanized longwall mines. J. Qual. Maint. Eng. 2012, 18, 98–119. [Google Scholar] [CrossRef]
- Morad, A.M.; Pourgol-Mohammad, M.; Sattarvand, J. Application of reliability-centered maintenance for productivity improvement of open pit mining equipment: Case study of Sungun Copper mine. J. Cent. South Univ. 2014, 21, 2372–2382. [Google Scholar] [CrossRef]
- Qiu, Q.; Cui, L. Reliability evaluation based on a dependent two-stage failure process with competing failures. Appl. Math. Model. 2018, 64, 699–712. [Google Scholar] [CrossRef]
- Rajiv, S.K.; Poja, S. Computing ram indices for reliable operation of production systems. Adv. Prod. Eng. Manag. 2012, 7, 245–254. [Google Scholar]
- Sharma, R.K.; Kumar, S. Performance modelling in critical engineering systems using RAM analysis. Reliab. Eng. Syst. Saf. 2008, 93, 891–897. [Google Scholar] [CrossRef]
- Eti, M.C.; Ogaji, S.O.T.; Probert, S.D. Reducing the cost of preventive maintenance (PM) through adopting a proactive reliability-focused culture. Appl. Energy 2006, 83, 1235–1248. [Google Scholar] [CrossRef] [Green Version]
- Williams, J.P. Predicting process systems. Hydrocarb. Eng. 2001, 6, 29–33. [Google Scholar]
- Herder, P.M.; van Luijk, J.A.; Bruijnooge, J. Industrial application of RAM modeling. Reliab. Eng. Syst. Saf. 2008, 93, 501–508. [Google Scholar] [CrossRef]
- Saraswat, S.; Yadava, G.S. An overview on reliability, availability, maintainability and supportability (RAMS) engineering. Int. J. Qual. Reliab. Manag. 2008, 25, 330–440. [Google Scholar] [CrossRef]
- Regattieri, A.; Manzini, R.; Battini, D. Estimating reliability characteristics in the presence of censored data: A case study in a light commercial vehicle manufacturing system. Reliab. Eng. Sys. Saf. 2010, 95, 1093–1102. [Google Scholar] [CrossRef]
- Ahmad, R.; Kamaruddin, S.; Azid, I.A.; Almanar, I.P. Failure analysis of machinery component by considering external factors and multiple failure modes—A case study in the processing industry. Eng. Fail. Anal. 2012, 25, 182–192. [Google Scholar] [CrossRef]
- Soltanali, H.; Rohani, A.; Tabasizadeh, M.; Mohammad HosseinAbbaspour-Fard, M.; Parida, A. Operational reliability evaluation-based maintenance planning for automotive production line. Qual. Technol. Quant. Manag. 2020, 17, 186–202. [Google Scholar] [CrossRef] [Green Version]
- Patil, S.S.; Bewoor, A.K. Reliability analysis of a steam boiler system by expert judgment method and best-fit failure model method: A new approach. Int. J. Qual. Reliab. Manag. 2020. [Google Scholar] [CrossRef]
- Żurek, J.; Małachowski, J.; Ziółkowski, J.; Szkutnik-Rogoz, J. Reliability analysis of technical means of transport. Appl. Sci. 2020, 10. [Google Scholar] [CrossRef]
- Zeng, Y.; Duan, R.; Huang, S.; Feng, T. Reliability analysis for complex systems based on generalized stochastic petri nets and EDA approach considering common cause failure. Eng. Comput. 2020, 37, 1513–1530. [Google Scholar] [CrossRef]
- Heredia-Zavoni, E.; Campos, D.; Ramırez, G. Reliability based assessment of deck elevations for offshore jacket platforms. J. Offshore Mech. Arct. Eng. 2004, 126, 331–336. [Google Scholar] [CrossRef]
- Bendell, T. An overview of collection, analysis, and application of reliability data in the process industries. IEEE Trans. Reliab. 1988, 37, 132–137. [Google Scholar] [CrossRef]
- Blischke, W.R.; Murthy, D.N.P. Case Studies in Reliability and Maintenance; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003. [Google Scholar]
- Corvaro, F.; Giacchetta, G.; Marchetti, B.; Recanati, M. Reliability, Availability, Maintainability (RAM) study, on reciprocating compressors API 618. Petroleum 2017, 3, 266–272. [Google Scholar] [CrossRef]
- Tsarouhas, P. Improving operation of the croissant production line through overall equipment effectiveness (OEE): A case study. Int. J. Product. Perform. Manag. 2019, 68, 88–108. [Google Scholar] [CrossRef]
- Yazdi, M.; Soltanali, H. Knowledge acquisition development in failure diagnosis analysis as an interactive approach. Int. J. Interact. Des. Manuf. 2019, 13, 193–210. [Google Scholar] [CrossRef] [Green Version]
- Omoya, O.A.; Papadopoulou, K.A.; Lou, E. Reliability engineering application to pipeline design. Int. J. Qual. Reliab. Manag. 2019, 36, 1644–1662. [Google Scholar] [CrossRef]
- Patil, R.B. Integrated reliability and maintainability analysis of Computerized Numerical Control Turning Center considering the effects of human and organizational factors. J. Qual. Maint. Eng. 2020, 26, 87–103. [Google Scholar] [CrossRef]
- Tsarouhas, P. Reliability, availability and maintainability analysis of a bag production industry based on the Six Sigma DMAIC approach. Int. J. Lean Six Sigma 2020. [Google Scholar] [CrossRef]
- Zhang, X.; Jiang, G.; Zhang, H.; Yun, X.; Mei, X. Time-dependent reliability analysis of harmonic drive based on transient FEA and accelerated life test. Eng. Comput. 2020. [Google Scholar] [CrossRef]
- Jakkula, B.; Raj, M.G.; Murthy, C.S.N. Maintenance management of load haul dumper using reliability analysis. J. Qual. Maint. Eng. 2020, 26, 290–310. [Google Scholar] [CrossRef]
- Zhang, J.; Li, H.; Golizadeh, H.; Zhao, C.; Lyu, S.; Jin, R. Reliability evaluation index for the integrated supply chain utilising BIM and lean approaches. Eng. Constr. Archit. Manag. 2020, 27, 997–1038. [Google Scholar] [CrossRef]
- Percy, D.F.; Kobbacy, K.A.H.; Fawzi, B.B. Setting preventive maintenance schedules when data are sparse. Int. J. Prod. Econ. 1997, 51, 223–234. [Google Scholar] [CrossRef]
- Tsarouhas, P.H. Reliability, Availability, and Maintainability (RAM) analysis in food production lines: A review. Int. J. Food Sci. Technol. 2012, 47, 2243–2251. [Google Scholar] [CrossRef]
- Liberopoulos, G.; Tsarouhas, P. Reliability analysis of an automated pizza processing line. J. Food Eng. 2005, 69, 79–96. [Google Scholar] [CrossRef]
- Aggarwal, A.; Kumar, S.; Singh, V. Performance modeling of the skim milk powder production system of a dairy plant using RAMD analysis. Int. J. Qual. Reliab. Manag. 2015, 32, 167–181. [Google Scholar] [CrossRef]
- Tsarouhas, P.H. Performance evaluation of the croissant production line with reparable machines: A case study. J. Ind. Eng. Int. 2015, 11, 101–110. [Google Scholar] [CrossRef] [Green Version]
- Adebiyi, K.A.; Ojediran, J.O.; Oyenuga, O.A. An appraisal of maintenance practice in food industries in Nigeria. J. Food Eng. 2004, 62, 131–133. [Google Scholar] [CrossRef]
- Xie, X.; Li, J. Modeling, analysis and continuous improvement of food production systems: A case study at a meat shaving and packaging line. J. Food Eng. 2012, 113, 344–350. [Google Scholar] [CrossRef]
- Tsarouhas, P. Reliability, availability and maintainability (RAM) analysis for wine packaging production line. Int. J. Qual. Reliab. Manag. 2018, 35, 821–842. [Google Scholar] [CrossRef]
- Tsarouhas, P. Reliability, Availability and Maintainability-RAM analysis of Cake production lines: A case study. Int. J. Data Anal. Tech. Strateg. 2018, 10, 381–405. [Google Scholar] [CrossRef]
- Louit, D.M.; Pascual, R.; Jardine, A.K.S. A practical procedure for the selection of time-to-failure models based on the assessment of trends in maintenance data. Reliab. Eng. Syst. Saf. 2009, 94, 1618–1628. [Google Scholar] [CrossRef]
- Tsarouhas, P. Application of statistical approaches for analyzing the reliability and maintainability of food production lines: A case study of mozzarella cheese. In Mathematical and Statistical Methods in Food Science and Technology; Granato, D., Ares, G., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 491–510. [Google Scholar]
- Barabady, J.; Kumar, U. Reliability analysis of mining equipment: A case study of a crushing plant at Jajarm Bauxite Mine in Iran. Reliab. Eng. Syst. Saf. 2008, 93, 647–653. [Google Scholar] [CrossRef]
- Patil, R.B.; Kothavale, B.S.; LaxmanYaduWaghmode, L.Y.; Joshi, S.G. Reliability analysis of CNC turning center based on the assessment of trends in maintenance data: A case study. Int. J. Qual. Reliab. Manag. 2017, 34, 1616–1638. [Google Scholar] [CrossRef]
- Vaurio, J.K. Identification of process and distribution c by testing monotonic and non-monotonic trends in failure intensities and hazard rates. Reliab. Eng. Syst. Saf. 1999, 64, 345–357. [Google Scholar] [CrossRef]
- Choudhary, D.; Tripathi, M.; Shankar, R. Reliability, availability and maintainability analysis of a cement plant: A case study. Int. J. Qual. Reliab. Manag. 2019, 36, 298–313. [Google Scholar] [CrossRef]
- Mohan, M.S.; Hopkinson, J.; Harte, F. Milk and ice cream processing. In Food processing: Principles and Applications, 2nd ed.; Clark, S., Jung, S., Lamsal, B., Eds.; Wiley Blackwell: Hoboken, NJ, USA, 2014; pp. 383–404. [Google Scholar]
- MIL-HDBK-189. Reliability Growth Management; ATTN: DRDCO-PT; Headquartes, US Army Communication Research and Development Command: Fort Monmouth, NJ, USA, 1981; pp. 87–89. [Google Scholar]
- Najafi, P.; Asoodar, M.A.; Marzban, A.; Hormozi, M.A. Reliability analysis of agricultural machinery: A case study of sugarcane chopper harvester. Agric. Eng. Int. CIGR J. 2015, 17, 158–165. [Google Scholar]
- Tortorella, M. Service reliability theory and engineering, II: Models and examples. Qual. Technol. Quant. Manag. 2005, 2, 17–37. [Google Scholar] [CrossRef]
- Cui, L.; Chen, Z.; Gao, H. Reliability for systems with self-healing effect under shock models. Qual. Technol. Quant. Manag. 2018, 15, 551–567. [Google Scholar] [CrossRef]
- Dhillon, B.S. Mining Equipment Reliability, Maintainability, and Safety; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2008; pp. 164–168. [Google Scholar]
- Coulibaly, A.; Houssin, R.; Mutel, B. Maintainability and safety indicators at design stage for mechanical products. Comput. Ind. 2008, 59, 438–449. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Total Count | Mean | SD | CV | Minimum | Maximum | Skewness | Kurtosis |
|---|---|---|---|---|---|---|---|---|
| TBF M1 | 123 | 1343 | 1376 | 1.0246 | 10 | 8332 | 2.29 | 7.03 |
| TBF M2 | 87 | 1914 | 1532 | 0.8006 | 57 | 8948 | 1.75 | 4.66 |
| TBF M3 | 70 | 2376 | 2242 | 0.9437 | 2 | 9460 | 1.49 | 1.65 |
| TBF M4 | 85 | 1958 | 1531 | 0.7818 | 70 | 8150 | 1.70 | 3.28 |
| TBF M5 | 102 | 1634 | 1443 | 0.8831 | 1 | 7410 | 1.57 | 3.37 |
| TBF M6 | 7 | 24,018 | 34,553 | 1.4386 | 2360 | 98,480 | 2.18 | 4.86 |
| TBF Line | 469 | 334.2 | 257.5 | 0.7704 | 1.0 | 1350.0 | 0.88 | 0.54 |
| TTR M1 | 122 | 27.22 | 23.62 | 0.8678 | 4.00 | 137.00 | 2.43 | 7.81 |
| TTR M2 | 86 | 22.95 | 20.16 | 0.8783 | 5.00 | 156.00 | 3.59 | 21.41 |
| TTR M3 | 69 | 31.71 | 27.46 | 0.8658 | 7.00 | 146.00 | 2.03 | 4.61 |
| TTR M4 | 84 | 24.57 | 16.00 | 0.6512 | 6.00 | 80.00 | 1.19 | 1.34 |
| TTR M5 | 101 | 18.35 | 16.49 | 0.8988 | 3.00 | 87.00 | 2.58 | 7.47 |
| TTR M6 | 6 | 59.50 | 24.31 | 0.4086 | 11.00 | 76.00 | −2.22 | 5.06 |
| TTR Line | 468 | 25.12 | 21.73 | 0.8648 | 3.00 | 156.00 | 2.44 | 8.45 |
| T | B | F | T | T | R | |||
|---|---|---|---|---|---|---|---|---|
| Variable | Degree of freedom | Calculated Statistic U | χ2 with 2(n − 1) | Rejection of H0 at 5% level of significance | Degree of freedom | Calculated Statistic U | χ2 with 2(n − 1) | Rejection of H0 at 5% level of significance |
| M1 | 244 | 205.35 | 208.84 | Rejected (Not-iid) | 242 | 245.96 | 206.99 | Not rejected (iid) |
| M2 | 172 | 156.64 | 142.67 | Not rejected (iid) | 170 | 196.58 | 140.85 | Not rejected (iid) |
| M3 | 138 | 143.09 | 111.86 | Not rejected (iid) | 136 | 146.72 | 110.06 | Not rejected (iid) |
| M4 | 168 | 186.75 | 139.07 | Not rejected (iid) | 166 | 168.96 | 137.21 | Not rejected (iid) |
| M5 | 202 | 287.08 | 170.11 | Not rejected (iid) | 200 | 214.88 | 168.28 | Not rejected (iid) |
| M6 | 12 | 3.11 | 6.23 | Rejected (Not-iid) | 10 | 7.97 | 3.94 | Not rejected (iid) |
| LINE | 936 | 977.63 | 865.99 | Not rejected (iid) | 934 | 1038.51 | 864.06 | Not rejected (iid) |
| T | B | F | |||||
| Distribution | M1 | M2 | M3 | M4 | M5 | M6 | Line |
| Weibull | - | 0.425 | 0.682 | 0.881 | 0.624 | - | 4.347 |
| Lognormal | - | 1.771 | 1.217 | 0.429 | 3.839 | - | 16.91 |
| Exponential | - | 2.338 | 0.802 | 3.644 | 0.873 | - | 7.217 |
| Loglogistic | - | 0.907 | 0.486 * | 0.345 | 1.531 | - | 11.44 |
| 3-Parameter Weibull | - | 0.525 | 0.682 | 0.77 | 0.599 | - | 4.239 * |
| 3-Parameter Lognormal | - | 0.399 * | 0.487 | 0.335 * | 0.542 * | - | 4.7 |
| 2-Parameter Exponential | - | 2.017 | 0.930 | 3.116 | 0.904 | - | 7.203 |
| 3-Parameter Loglogistic | - | 0.422 | 0.513 | 0.349 | 0.627 | - | 5.642 |
| Smallest Extreme Value | - | 7.627 | 6.412 | 7.909 | 7.969 | - | 20.43 |
| Normal | - | 2.739 | 4.146 | 3.974 | 3.425 | - | 7.085 |
| Logistic | - | 1.719 | 3.292 | 2.62 | 2.746 | - | 5.66 |
| T | T | R | |||||
| Distribution | M1 | M2 | M3 | M4 | M5 | M6 | Line |
| Weibull | 2.07 | 1.212 | 2.084 | 1.33 | 2.998 | 3.086 | 7.088 |
| Lognormal | 0.938 | 1.015 * | 1.053 | 1.005 | 0.801 | 3.105 | 1.729 |
| Exponential | 5.202 | 3.776 | 3.526 | 5.943 | 5.819 | 3.329 | 18.81 |
| Loglogistic | 1.185 | 1.121 | 1.138 | 1.149 | 0.776 | 2.698 | 2.501 |
| 3-Parameter Weibull | 0.936 | 1.513 | 0.755 | 0.618 * | 1.472 | 2.695 | 3.058 |
| 3-Parameter Lognormal | 0.832 * | 1.262 | 0.622 * | 0.884 | 0.591 | 2.839 | 1.119 * |
| 2-Parameter Exponential | 1.317 | 1.281 | 0.832 | 0.895 | 1.913 | 3.318 | 5.683 |
| 3-Parameter Loglogistic | 0.985 | 1.436 | 0.630 | 0.932 | 0.585 * | 2.436 * | 1.692 |
| Smallest Extreme Value | 15.281 | 13.35 | 8.133 | 5.161 | 14.75 | 2.697 | 58.28 |
| Normal | 6.904 | 4.02 | 5.093 | 2.85 | 8.442 | 2.839 | 26.02 |
| Logistic | 4.195 | 2.553 | 3.844 | 2.635 | 4.713 | 2.437 | 16.4 |
| T | B | F | ||
| Distribution | Shape Parameter | Scale Parameter | Threshold Parameter | |
| M1 | PLP | 1.188240 | 2,897.780 | |
| M2 | 3-Parameter Lognormal | 7.605470 | 0.608045 | −492.123 |
| M3 | Loglogistic | 7.349810 | 0.629060 | - |
| M4 | 3-Parameter Lognormal | 7.461030 | 0.662900 | −202.097 |
| M5 | 3-Parameter Lognormal | 7.316650 | 0.745964 | −319.530 |
| M6 | PLP | 3.854810 | 105,624.00 | - |
| Line | 3-Parameter Weibull | 1.172200 | 351.7110 | −0.504266 |
| T | T | R | ||
| Distribution | Shape Parameter | Scale Parameter | Threshold Parameter | |
| M1 | 3-Parameter Lognormal | 2.845020 | 0.881735 | 2.326200 |
| M2 | Lognormal | 2.851880 | 0.751212 | - |
| M3 | 3-Parameter Lognormal | 2.783340 | 1.027960 | 5.460160 |
| M4 | 3-Parameter Weibull | 1.099800 | 19.270200 | 5.942560 |
| M5 | 3-Parameter Loglogistic | 2.371370 | 0.517507 | 2.513060 |
| M6 | 3-Parameter Loglogistic | 8.940480 | 0.001388 | −7570.100 |
| Line | 3-Parameter Lognormal | 2.768580 | 0.874643 | 2.122030 |
| Time | Rel M1 | Rel M2 | Rel M3 | Rel M4 | Rel M5 | Rel M6 | Rel Line |
|---|---|---|---|---|---|---|---|
| 1 | 0.999923 | 0.989562 | 0.999992 | 0.999401 | 0.980932 | 1 | 0.998329 |
| 5 | 0.999479 | 0.989189 | 0.999891 | 0.999336 | 0.980146 | 1 | 0.992380 |
| 10 | 0.998814 | 0.988710 | 0.999672 | 0.999248 | 0.979138 | 1 | 0.983816 |
| 20 | 0.997299 | 0.987713 | 0.999015 | 0.999047 | 0.977044 | 1 | 0.964895 |
| 30 | 0.995630 | 0.986662 | 0.998125 | 0.998809 | 0.974843 | 1 | 0.944661 |
| 60 | 0.990070 | 0.983180 | 0.994376 | 0.997845 | 0.967619 | 1 | 0.880690 |
| 120 | 0.977516 | 0.974690 | 0.983263 | 0.994515 | 0.950543 | 1 | 0.752079 |
| 150 | 0.970790 | 0.969672 | 0.976305 | 0.992008 | 0.940813 | 1 | 0.690921 |
| 180 | 0.963853 | 0.964141 | 0.968589 | 0.988871 | 0.930377 | 1 | 0.632847 |
| 240 | 0.949500 | 0.951571 | 0.951264 | 0.980582 | 0.907671 | 1 | 0.527033 |
| 300 | 0.934677 | 0.937083 | 0.931925 | 0.969531 | 0.882975 | 1 | 0.435366 |
| 360 | 0.919528 | 0.920827 | 0.911074 | 0.955778 | 0.856805 | 1 | 0.357232 |
| 420 | 0.904151 | 0.902985 | 0.889119 | 0.939509 | 0.829615 | 1 | 0.291433 |
| 480 | 0.888621 | 0.883756 | 0.866400 | 0.920991 | 0.801800 | 1 | 0.236548 |
| 720 | 0.825988 | 0.797040 | 0.772932 | 0.830711 | 0.690115 | 1 | 0.098487 |
| 960 | 0.764079 | 0.703326 | 0.683006 | 0.728410 | 0.586173 | 1 | 0.038902 |
| 1440 | 0.646851 | 0.525635 | 0.530727 | 0.534443 | 0.417098 | 1 | 0.005401 |
| 1920 | 0.541628 | 0.381853 | 0.417205 | 0.381940 | 0.297124 | 1 | 0.000666 |
| 2400 | 0.449621 | 0.274557 | 0.334259 | 0.271595 | 0.213885 | 1 | 7.48 × 10−5 |
| 2880 | 0.370570 | 0.197212 | 0.273127 | 0.193965 | 0.156029 | 0.999999 | 7.78 × 10−6 |
| 3360 | 0.303533 | 0.142199 | 0.227257 | 0.139689 | 0.115401 | 0.999998 | 7.58 × 10−7 |
| 3840 | 0.247271 | 0.103183 | 0.192145 | 0.101612 | 0.086493 | 0.999997 | 6.96 × 10−8 |
| 4320 | 0.200454 | 0.075438 | 0.164740 | 0.074694 | 0.065640 | 0.999996 | 6.07 × 10−9 |
| 4800 | 0.161780 | 0.055601 | 0.142967 | 0.055482 | 0.050394 | 0.999993 | 5.05 × 10−10 |
| 5280 | 0.130036 | 0.041317 | 0.125388 | 0.041628 | 0.039103 | 0.999990 | 4.02 × 10−11 |
| 5760 | 0.104127 | 0.030953 | 0.110988 | 0.031534 | 0.030642 | 0.999987 | 3.08 × 10−12 |
| 6240 | 0.083088 | 0.023371 | 0.099040 | 0.024104 | 0.024230 | 0.999982 | 2.27 × 10−13 |
| 6720 | 0.066081 | 0.017781 | 0.089013 | 0.018583 | 0.019321 | 0.999976 | 1.61 × 10−14 |
| 7200 | 0.052393 | 0.013627 | 0.080512 | 0.014442 | 0.015526 | 0.999968 | 1.11 × 10−15 |
| 7680 | 0.041419 | 0.010516 | 0.073236 | 0.011308 | 0.012566 | 0.999959 | 1.11 × 10−16 |
| Time | Main M1 | Main M2 | Main M3 | Main M4 | Main M5 | Main M6 | Main Line |
|---|---|---|---|---|---|---|---|
| 1 | 0 | 7.34168 × 10−5 | 0 | 0 | 0 | 0.002366 | 0 |
| 5 | 0.017378 | 0.049072825 | 0 | 0 | 0.056156 | 0.003458 | 0.025186 |
| 10 | 0.17997 | 0.232326638 | 0.10825 | 0.164926 | 0.333547 | 0.005551 | 0.21027 |
| 15 | 0.364499 | 0.424083202 | 0.303798 | 0.353324 | 0.573526 | 0.008897 | 0.403769 |
| 20 | 0.512242 | 0.575932489 | 0.458761 | 0.506822 | 0.720513 | 0.014226 | 0.552297 |
| 25 | 0.622948 | 0.687417395 | 0.57298 | 0.627628 | 0.807361 | 0.022666 | 0.660349 |
| 30 | 0.705138 | 0.767685595 | 0.657486 | 0.720954 | 0.860676 | 0.035921 | 0.738721 |
| 35 | 0.766571 | 0.825478888 | 0.721065 | 0.792159 | 0.895094 | 0.056463 | 0.796169 |
| 40 | 0.813023 | 0.867403986 | 0.769782 | 0.845987 | 0.918376 | 0.08766 | 0.838882 |
| 45 | 0.848595 | 0.898134568 | 0.807753 | 0.886379 | 0.934773 | 0.133614 | 0.871105 |
| 50 | 0.876177 | 0.92091421 | 0.837806 | 0.916506 | 0.946719 | 0.198371 | 0.895757 |
| 55 | 0.897815 | 0.937990713 | 0.861919 | 0.93886 | 0.955675 | 0.284154 | 0.91486 |
| 60 | 0.914975 | 0.950931245 | 0.8815 | 0.955372 | 0.962554 | 0.388957 | 0.929841 |
| 70 | 0.939835 | 0.968497295 | 0.910895 | 0.976424 | 0.972256 | 0.620547 | 0.951222 |
| 80 | 0.956339 | 0.97917036 | 0.931416 | 0.98767 | 0.978618 | 0.807556 | 0.965157 |
| 90 | 0.967629 | 0.985871451 | 0.946179 | 0.993608 | 0.983012 | 0.914925 | 0.974535 |
| 100 | 0.975554 | 0.990200892 | 0.957069 | 0.996713 | 0.986174 | 0.964946 | 0.98102 |
| 110 | 0.981241 | 0.993069151 | 0.965273 | 0.998321 | 0.988524 | 0.985989 | 0.985611 |
| 120 | 0.985401 | 0.995011933 | 0.971566 | 0.999148 | 0.990319 | 0.994466 | 0.988927 |
| 150 | 0.992623 | 0.997971529 | 0.98344 | 0.999892 | 0.99374 | 0.999663 | 0.994569 |
| 180 | 0.995953 | 0.999084641 | 0.989669 | 0.999987 | 0.995615 | 0.999979 | 0.997095 |
| 210 | 0.997636 | 0.999552494 | 0.993214 | 0.999998 | 0.996753 | 0.999999 | 0.99834 |
| 240 | 0.99855 | 0.999766812 | 0.99536 | 1 | 0.997497 | 1 | 0.999001 |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsarouhas, P. Reliability, Availability, and Maintainability (RAM) Study of an Ice Cream Industry. Appl. Sci. 2020, 10, 4265. https://doi.org/10.3390/app10124265
Tsarouhas P. Reliability, Availability, and Maintainability (RAM) Study of an Ice Cream Industry. Applied Sciences. 2020; 10(12):4265. https://doi.org/10.3390/app10124265
Chicago/Turabian StyleTsarouhas, Panagiotis. 2020. "Reliability, Availability, and Maintainability (RAM) Study of an Ice Cream Industry" Applied Sciences 10, no. 12: 4265. https://doi.org/10.3390/app10124265
APA StyleTsarouhas, P. (2020). Reliability, Availability, and Maintainability (RAM) Study of an Ice Cream Industry. Applied Sciences, 10(12), 4265. https://doi.org/10.3390/app10124265