
Profit-Driven Methodology for Servo Press Motion Selection under Material Variability

Abstract
:1. Introduction
2. Previous Work
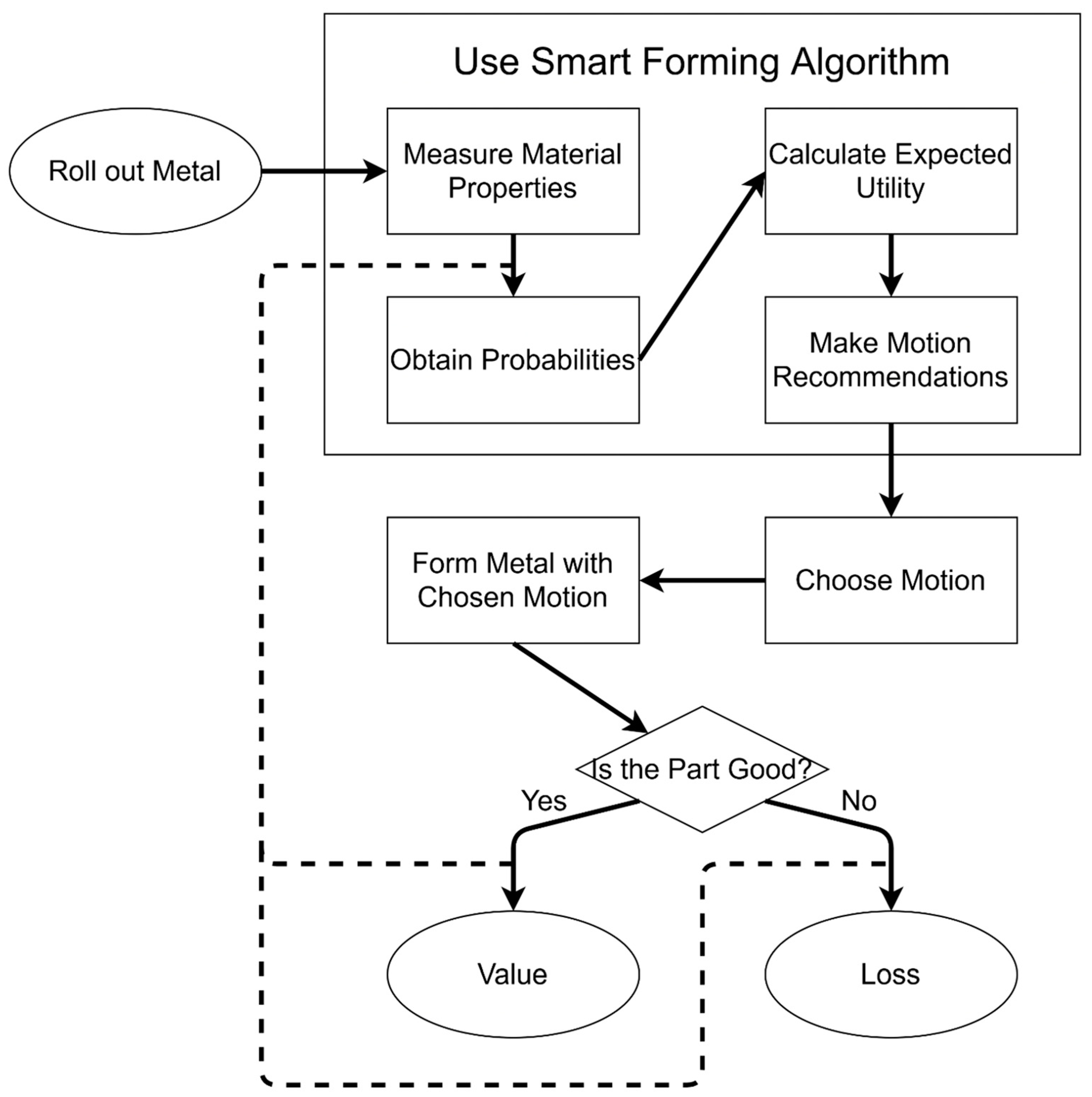
3. Smart Forming Algorithm
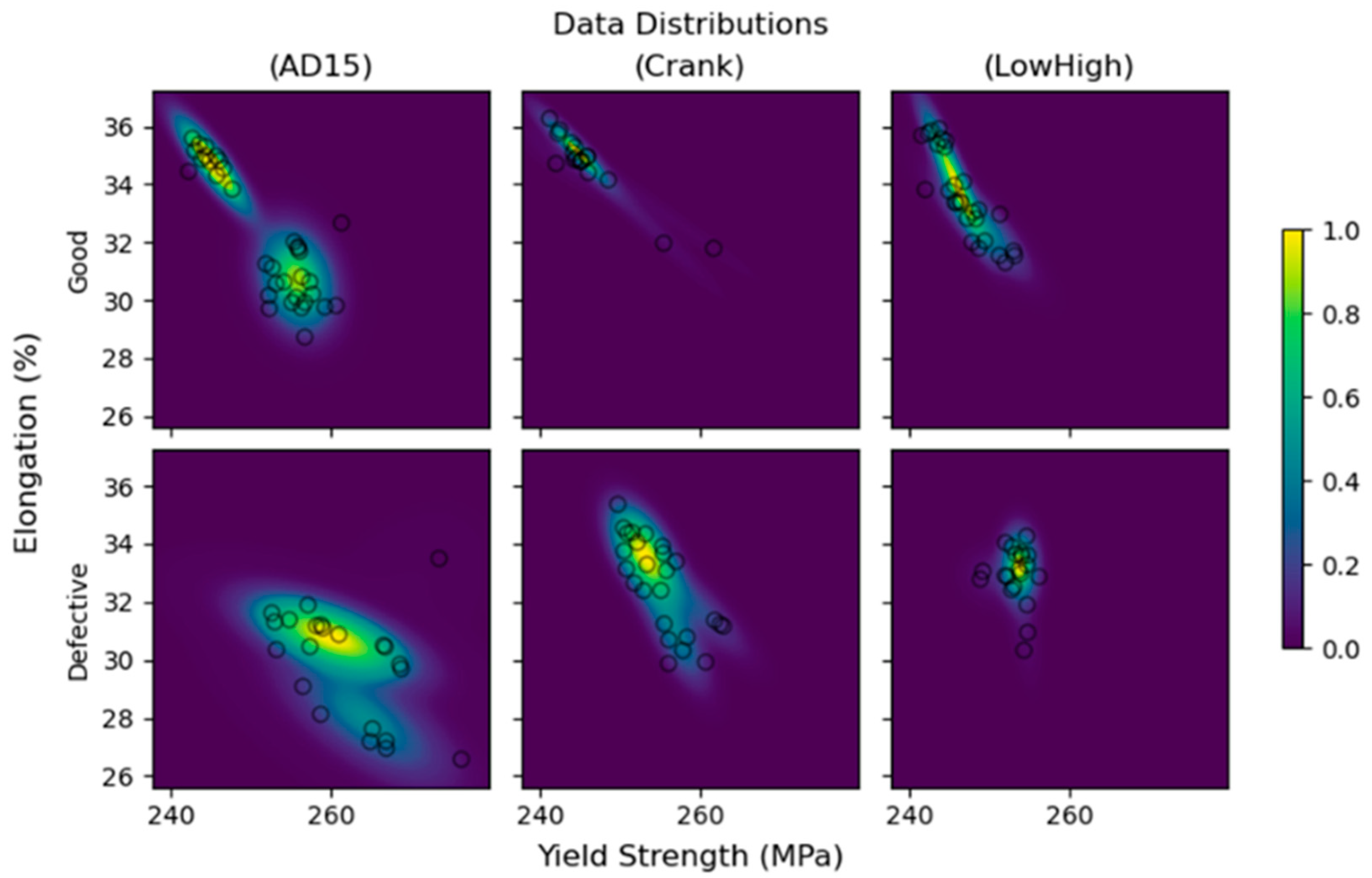
3.1. Data
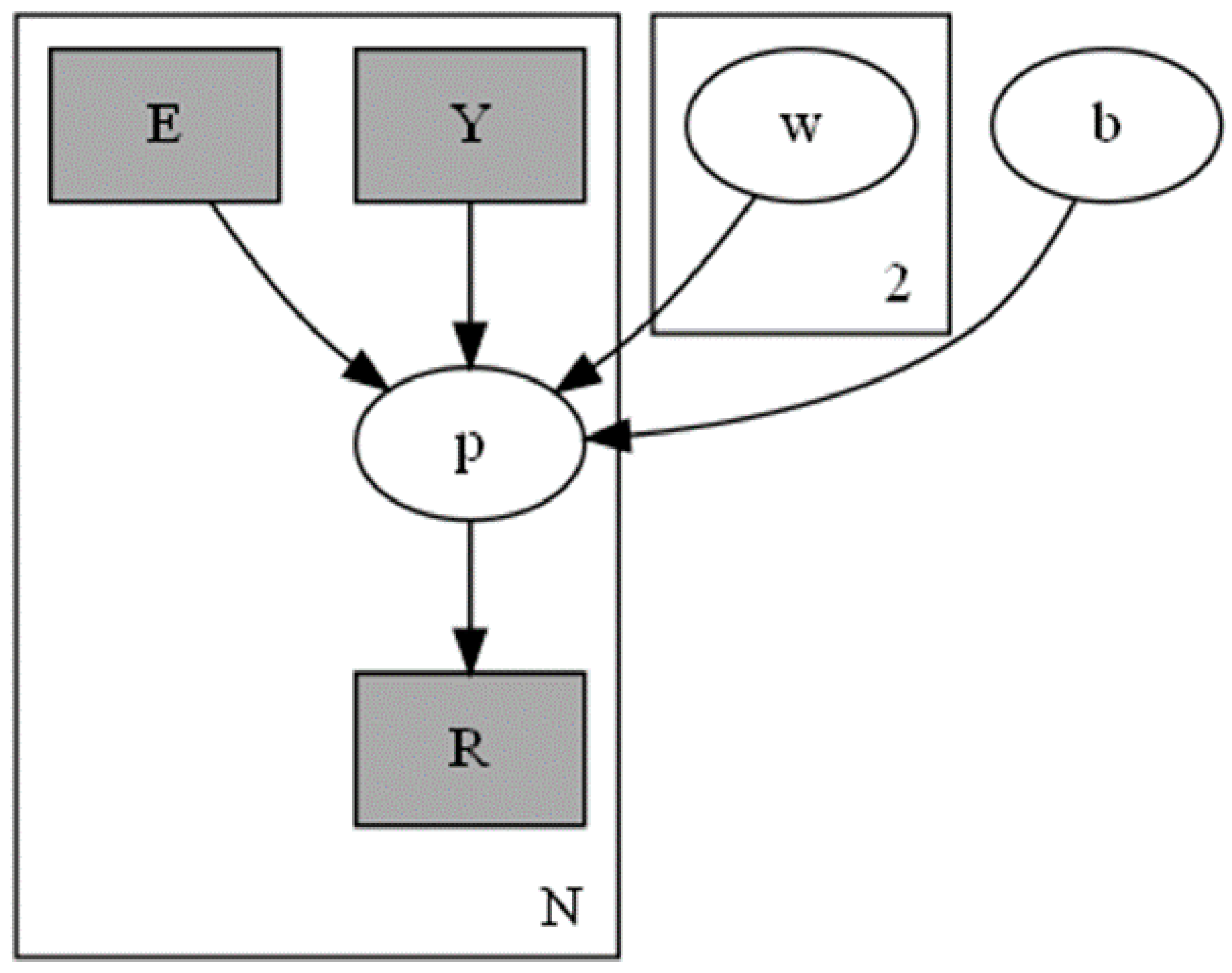
3.2. Bayesian Logistic Regression
3.3. Expected Utility
4. Use Cases
4.1. Expected Profits
- AD15: +USD 844.62 (+USD 205.55, +USD 1847.48);
- Crank: −USD 5999.99 (−USD 5999.99, −USD 5999.98);
- LowHigh: −USD 1294.92 (−USD 5999.27, +USD 1360.05).
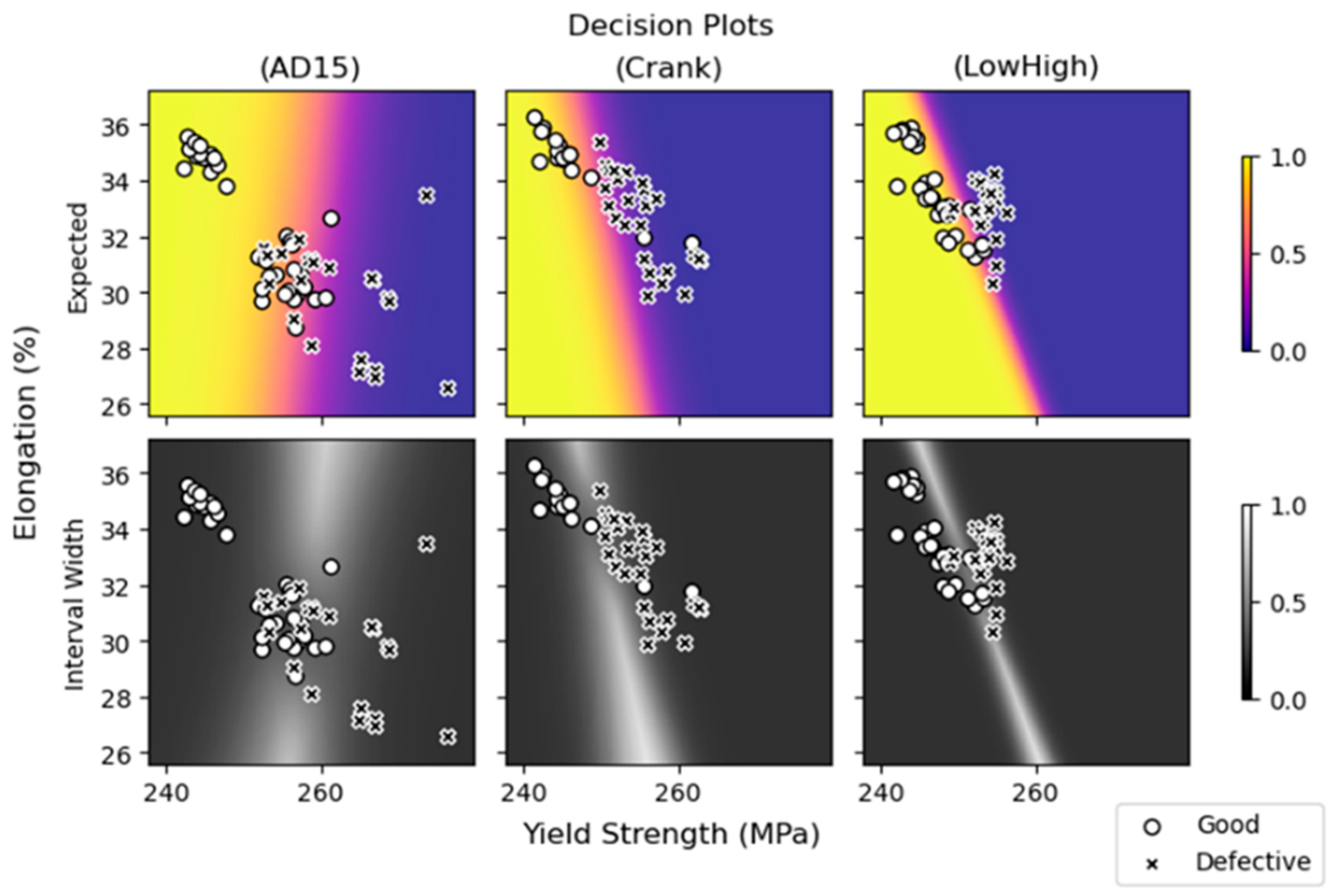
4.2. Preferred Strategy for Press Motion Selection
4.3. Flagging Model Uncertainty
5. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mori, K.-I. Application of Servo Presses to Sheet Metal Forming. Key Eng. Mater. 2011, 473, 27–36. [Google Scholar] [CrossRef]
- Tisza, M. Development of Lightweight Steels for Automotive Applications. In Engineering Steels and High Entropy-Alloys; IntechOpen: London, UK, 2020. [Google Scholar] [CrossRef] [Green Version]
- Yang, M. Smart metal forming with digital process and IoT. Int. J. Lightweight Mater. Manuf. 2018, 1, 207–214. [Google Scholar] [CrossRef]
- Lai, C.F.; Wong, H.I.; Ng, C.H.; Yahaya, S.N.M.; Shamsudin, S. Review on Acoustic Emission Monitoring System for Hot Stamping Process. In Recent Trends in Manufacturing and Materials towards Industry 4.0; Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Kim, S.Y.; Kubota, S.; Okuda, M. Detection of Abnormal Behavior in Manufacturing Processes Using Bolt Type Piezo-Sensor. In Proceedings of the 68th Japanese Joint Conference for the Technology of Plasticity, Fukui, Japan, 9–12 November 2017. [Google Scholar]
- Allwood, J.M.; Duncan, S.R.; Cao, J.; Groche, P.; Hirt, G.; Kinsey, B.; Kuboki, T.; Liewald, M.; Sterzing, A.; Tekkaya, A.E. Closed-loop control of product properties in metal forming. CIRP Ann. 2016, 65, 573–596. [Google Scholar] [CrossRef] [Green Version]
- Barthau, M.; Liewald, M. New approach on controlling strain distribution manufactured in sheet metal forming components during deep drawing process. In Proceedings of the International Conference on the Technology of Plasticity, ICTP 2017, Cambridge, UK, 17–22 September 2017. [Google Scholar]
- Tamai, Y.; Yamasaki, Y.; Yoshitake, A.; Imura, T. Improving Deep Drawability of Steel Sheets by Motion Control of Servo Press-Development of New Forming Technology with Servo Press. J. Jpn. Soc. Technol. Plast. 2010, 51, 450–454. [Google Scholar] [CrossRef] [Green Version]
- Zoller, L.; Feister, T.; Kim, H. The Effects of Servo Press Forming on Various Strain Path Failures. In Forming the Future; Springer: Cham, Switzerland, 2021; pp. 2829–2836. [Google Scholar] [CrossRef]
- Bonte, M.; Boogaard, A.H.V.D.; Huetink, H. A Metamodel Based Optimisation Algorithm for Metal Forming Processes. In Advanced Methods in Material Forming; Springer: Cham, Switzerland, 2007; pp. 55–72. [Google Scholar] [CrossRef] [Green Version]
- Heingärtner, J.; Fischer, P.; Harsch, D.; Renkci, Y.; Hora, P. Q-Guard–an intelligent process control system. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2017. [Google Scholar]
- Kumar, S.P.; Lee, S.-S. Meta-model Based Approach to Minimize the Springback in Sheet Metal Forming. Int. J. Mech. Syst. Eng. 2017, 3, 3:IJMSE-121. [Google Scholar] [CrossRef] [Green Version]
- Yang, Z.; Eddy, D.; Krishnamurty, S.; Grosse, I.; Denno, P.; Lopez, F. Investigating Predictive Metamodeling for Additive Manufacturing. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Charlotte, NC, USA, 21–24 August 2016. [Google Scholar] [CrossRef]
- Lindemann, B.; Jazdi, N.; Weyrich, M. Anomaly detection and prediction in discrete manufacturing based on cooperative LSTM networks. In Proceedings of the 2020 IEEE 16th International Conference on Automation Science and Engineering (CASE), Virtually, Hong Kong, 20–21 August 2020. [Google Scholar] [CrossRef]
- Zimmerling, C.; Poppe, C.; Kärger, L. Estimating Optimum Process Parameters in Textile Draping of Variable Part Geometries—A Reinforcement Learning Approach. Procedia Manuf. 2020, 47, 847–854. [Google Scholar] [CrossRef]
- Lindamood, L.R.; Mohr, L.; Moghaddas, A.; Kitt, A.; Frech, T. Investigation of monitoring methods for ultrasonic metal welding. In Sensors and Smart Structures Technologies for Civil, Mechanical, and Aerospace Systems 2021; Society of Photo-Optical Instrumentation Engineers (SPIE): Bellingham, WD, USA, 2021. [Google Scholar] [CrossRef]
- Finamor, F.P.; Wolff, M.A.; Lage, V.S. Prediction of forming limit diagrams from tensile tests of automotive grade steels by a machine learning approach. IOP Conf. Series Mater. Sci. Eng. 2021, 1157. [Google Scholar] [CrossRef]
- Havinga, J.; Mandal, P.K.; Boogaard, T.V.D. Exploiting data in smart factories: Real-time state estimation and model improvement in metal forming mass production. Int. J. Mater. Form. 2019, 13, 663–673. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.; Gu, J.C.; Zoller, L. Control of the servo-press in stamping considering the variation of the incoming material properties. IOP Conf. Ser. Mater. Sci. Eng. 2019, 651, 012062. [Google Scholar] [CrossRef]
- Alamos, F.J.; Gu, J.C.; Kim, H. Evaluating the Reliability of a Nondestructive Evaluation (NDE) Tool to Measure the Incoming Sheet Mechanical Properties. In Forming the Future; Springer: Cham, Switzerland, 2021; pp. 2573–2584. [Google Scholar] [CrossRef]
- Bishop, C. Pattern Recognition and Machine Learning; Springer: New York, NY, USA, 2006. [Google Scholar]
- Salvatier, J.; Wiecki, T.V.; Fonnesbeck, C. Probabilistic programming in Python using PyMC3. PeerJ Comput. Sci. 2016, 2, e55. [Google Scholar] [CrossRef] [Green Version]
- Coyle, B.; Cook, J.B. GLM: Logistic Regression. 2018. Available online: https://docs.pymc.io/pymc-examples/examples/generalized_linear_models/GLM-logistic.html (accessed on 30 September 2021).
- Briggs, R. Normative Theories of Rational Choice: Expected Utility. In The Stanford Encyclopedia of Philosophy, Fall 2019 Ed.; Zalta, E.N., Ed.; Available online: https://plato.stanford.edu/archives/fall2019/entries/rationality-normative-utility/ (accessed on 30 September 2021).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strategy | Returns | Good Parts | Total Parts |
|---|---|---|---|
| AD15 | 3.940 (+/− 0.090) | 3.372 (+/− 0.018) | 4.306 (+/− 0.000) |
| Crank | −5.058 (+/− 0.170) | 2.348 (+/− 0.034) | 5.6 (+/− 0.000) |
| LowHigh | −4.299 (+/− 0.187) | 2.500 (+/− 0.037) | 5.6 (+/− 0.000) |
| Smart Forming | 6.097 (+/− 0.063) | 3.597 (+/− 0.029) | 3.963 (+/− 0.029) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okuda, N.; Mohr, L.; Kim, H.; Kitt, A. Profit-Driven Methodology for Servo Press Motion Selection under Material Variability. Appl. Sci. 2021, 11, 9530. https://doi.org/10.3390/app11209530
Okuda N, Mohr L, Kim H, Kitt A. Profit-Driven Methodology for Servo Press Motion Selection under Material Variability. Applied Sciences. 2021; 11(20):9530. https://doi.org/10.3390/app11209530
Chicago/Turabian StyleOkuda, Nozomu, Luke Mohr, Hyunok Kim, and Alex Kitt. 2021. "Profit-Driven Methodology for Servo Press Motion Selection under Material Variability" Applied Sciences 11, no. 20: 9530. https://doi.org/10.3390/app11209530
APA StyleOkuda, N., Mohr, L., Kim, H., & Kitt, A. (2021). Profit-Driven Methodology for Servo Press Motion Selection under Material Variability. Applied Sciences, 11(20), 9530. https://doi.org/10.3390/app11209530