
Opportunistic Strategy for Maintenance Interventions Planning: A Case Study in a Wastewater Treatment Plant


Abstract
:Featured Application
Abstract
1. Introduction
1.1. The Relevance of Modern Maintenance Management in WWTPs
1.2. Wastewater Treatment Plants and the Need for Cost-Effective Preventive Maintenance Strategies
1.3. Maintenance Grouping Strategies and Literature Review
1.4. Research Contribution
- Absence of case studies addressing formulation and implementation of maintenance grouping strategies in the wastewater treatment industry;
- New and tailored strategies for an adaptive, flexible, and fast implementation of PM plans in the wastewater facilities, seeking to improve cost-efficiency and quality requirements.
- Presentation of a novel case study for the implementation of preventive maintenance execution strategy in wastewater and sludge treatment facilities;
- Framework formulation and computational optimization of a grouping strategy for preventive maintenance activities, seeking to minimize the number of planned interruptions, fixed maintenance costs, and system downtime;
- Adaptation of the grouping strategy to the case study under analysis, in response to the requirements of maintenance cost reduction, productivity, and quality of service required on wastewater facilities;
- In-depth discussion of results and recommendations with a focus on managerial insights.
2. Materials and Methods
2.1. Wastewater Treatment Process: Case Study
2.1.1. Effluent Treatment Process
2.1.2. Sludge Treatment
2.1.3. Gas Processing and Power Generation
2.2. Opportunistic Grouping Strategy for the Preventive Maintenance Plan
2.2.1. Maintenance Grouping Strategy Framework Formulation
| Algorithm 1: Generation of feasible PM grouping pairs |
| Input: Store |
| 1: ; |
| 2: |
| 3: For each : |
| 4: |
| 5: (generate cartesian product set) |
| 6: For each instance : |
| 7: |
| 8: For each : |
| 9: |
| 10: |
| 11: |
| 12: For each : |
| 13: Calculate and store with |
| 14: For each |
| 15: |
| 16: If |
| 17: For each : |
| 18: Add to |
| 19: For each |
| 20: If : |
| 21: Add grouping pair to |
| Output: set |
- The system contemplates a multi-component series arrangement, where each preventive maintenance activity involves a system shutdown;
- The impact of stochastic and structural interactions on the system can be neglected;
- The system considers a uniform continuous (24 h) operational regime;
- The system considers a two-state operational condition (i.e., the system is necessarily under repair or under operation);
- The execution of grouped PM activities always involves a simultaneous/parallel execution;
- The execution of the PM activity returns the related equipment to its initial operating conditions (perfect maintenance).
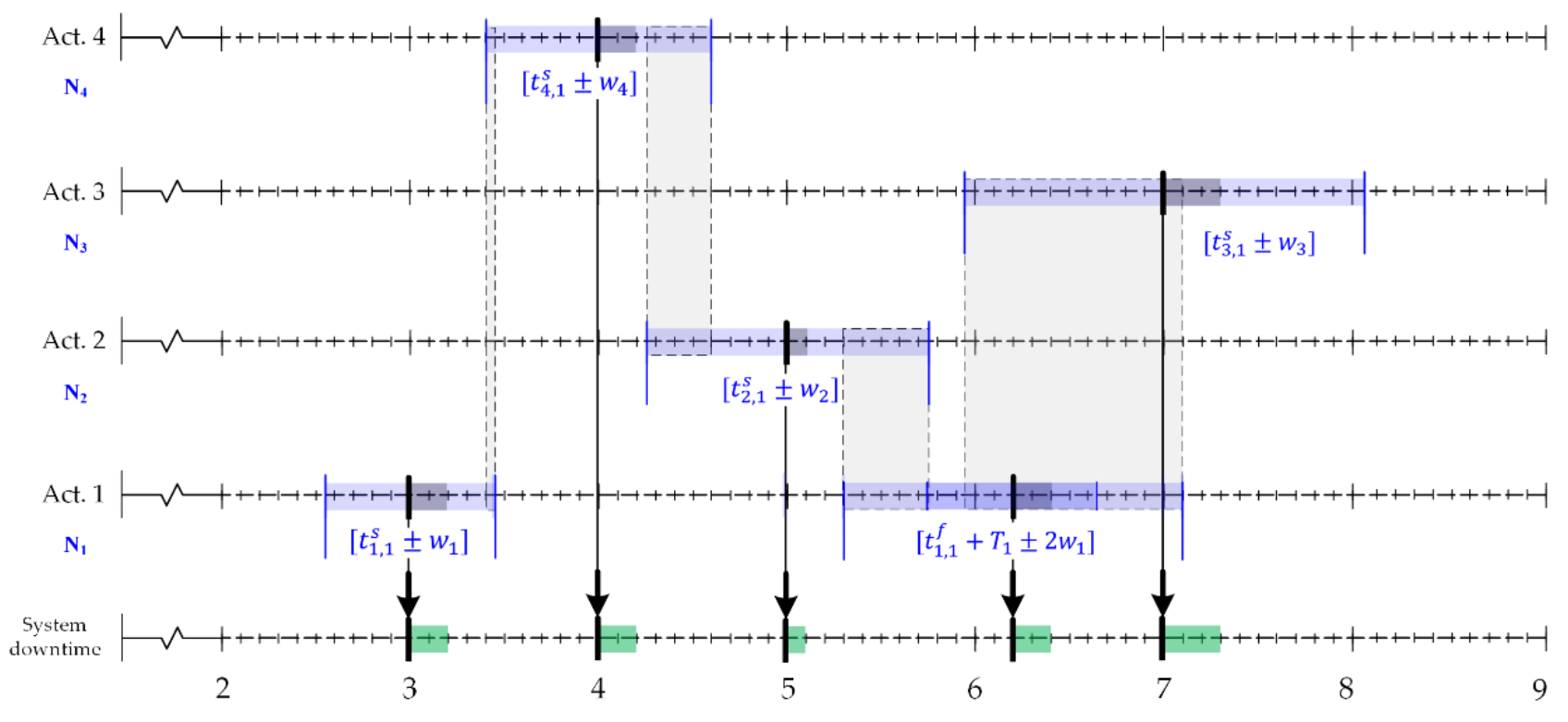
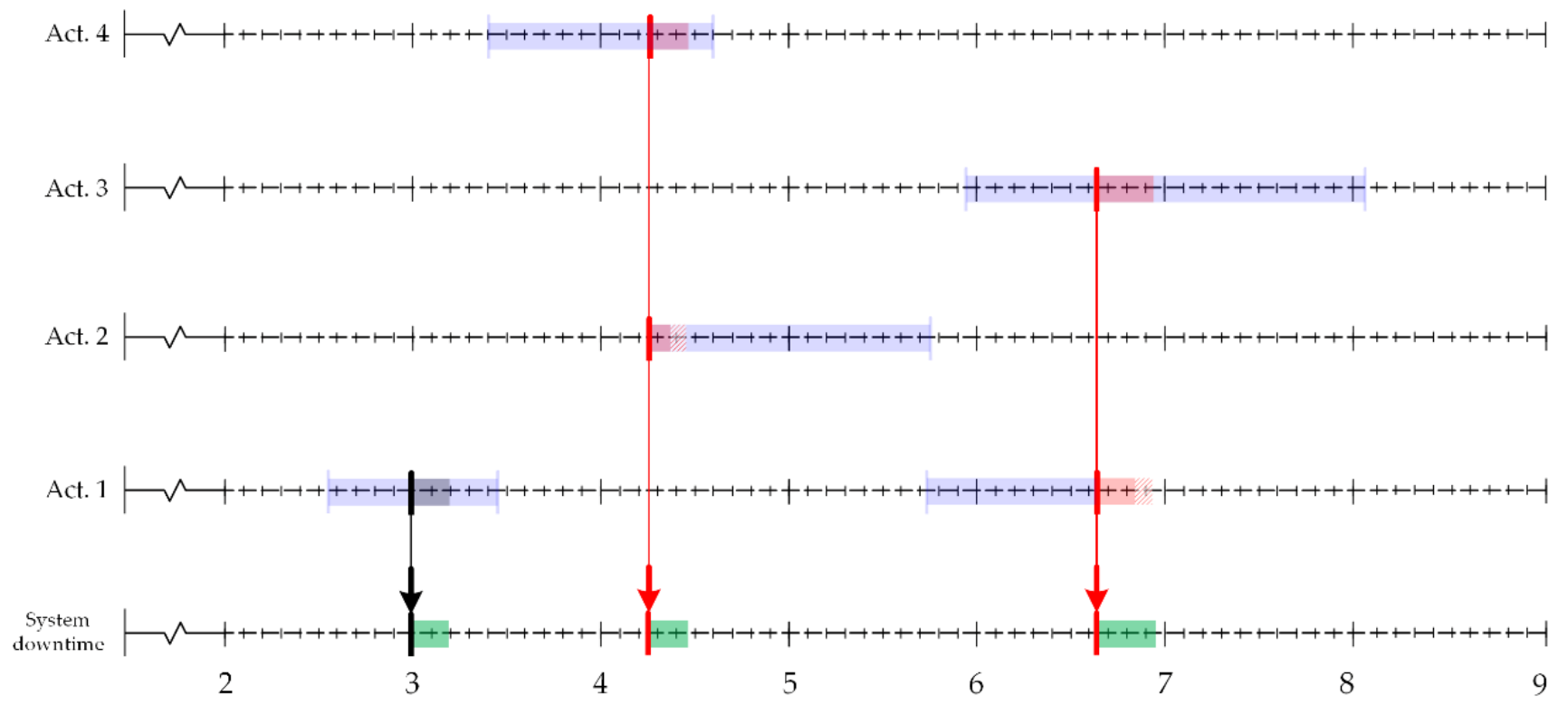
2.2.2. Illustrative Example
2.2.3. An Optimization Model for the Maintenance Grouping Framework
2.2.4. Computational Implementation and Optimization Settings
- Definition of instance sets and parameters: In the first stage, the script defines the parametric set that characterizes the instance presented through the PM plan in Section 2.1. This implies incorporating information such as the number and frequency of activities, the execution tolerance factors, and repair times per activity.
- Embedding MILP solver: The Gurobi solver is implemented using Python programming language for its optimization and obtaining results. To do this, a general optimization instance is defined over which the sets of constraints that make up the formulated framework are loaded. The optimization engine is executed under standard searching settings, aiming at an intensification strategy to improve the optimality of the solution found, at the expense of higher computing times.
- Determination of performance indicators and rendering process: Once the best solution found by the Gurobi solver has been obtained, the results are compiled and stored in sorted list-type data, on which the information of each of the performance indicators is obtained according to the definition specified in Section 3. To calculate these indicators, the use of specialized programming packages is considered to manipulate the data using real intervals, allowing the operations of union and intersection of sets in the system unavailability estimation. The graphic material is then rendered under the Python programming language, using the information stored from the compilation.
3. Results
4. Discussion
5. Conclusions and Managerial Recommendations
- The maintenance grouping framework must be applied, restructured, and updated periodically to ensure effectiveness as an operational support tool. Said update process must be managed both at an operational level, (through the requirements of parts and pieces, personnel qualification, and repair and logistic-delay times) as well as at a tactical level, (e.g., faced with the incorporation or redesign of tasks through maintenance plan design tools such as Reliability Centered Maintenance).
- The framework assumes that components can necessarily share fixed setup costs through the clustering process. This information must be corroborated at a tactical level, by reviewing the procedures for the execution of PM activities, as well as the effect of said activities on the productivity level or on the treatment plant cost function. Otherwise, the framework formulated will not allow to optimally improve the cost-efficiency of the current maintenance plan.
- It is also assumed that a certain work package can share a setup cost, regardless of the number of grouped components. This necessarily implies that the more components are added to a group, the greater the fixed maintenance cost savings. However, the structure of fixed maintenance costs is generally complex, and besides, the availability of resources is generally scarce and limited. Additionally, there may be activities that may not eventually be grouped due to the existence of technical constraints (assembly/disassembly procedures, technical infeasibility due to physical/layout limitations). In this case, it is necessary to review the implementation of new constraints to ensure the grouping feasibility and the application of resource and budgetary restrictions. Future research works aim to address the aspects mentioned above to consistently improve the applicability of the framework in different industrial settings.
- Regarding the relationship between the framework and risk management, the evidence shows the exclusion of uncertainty metrics when defining risk, and the lack of a clear definition of probability obtained in the risk assessment standards for sewage treatment systems. Considering that the tolerance level implicitly establishes a certain risk-acceptance level, it is important to establish the risk tolerance that the system can allow without affecting the performance of the treatment plant. In this regard, it is relevant to set the execution tolerance level based on the expertise, using tools such as single-component multi-attribute optimization with a focus on risk management. In this regard, it is important to consider the dependencies or critical interactions between the components of the system, considering at least three main consequence types: fatalities, injuries, and economic losses, which must be estimated on organizations, environment, and stakeholders.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Coit, D.W.; Zio, E. The evolution of system reliability optimization. Reliab. Eng. Syst. Saf. 2019, 192, 106259. [Google Scholar] [CrossRef]
- Garetti, M.; Taisch, M. Sustainable manufacturing: Trends and research challenges. Prod. Plan. Control 2012, 23, 83–104. [Google Scholar] [CrossRef]
- Sharma, A.; Yadava, G.; Deshmukh, S.G. A literature review and future perspectives on maintenance optimization. J. Qual. Maint. Eng. 2011, 17, 5–25. [Google Scholar] [CrossRef]
- Ansari, F.; Fathi, M.; Seidenberg, U. Problem-solving approaches in maintenance cost management: A literature review. J. Qual. Maint. Eng. 2016, 22, 334–352. [Google Scholar] [CrossRef]
- de Jonge, B.; Scarf, P.A. A review on maintenance optimization. Eur. J. Oper. Res. 2020, 285, 805–824. [Google Scholar] [CrossRef]
- Alrabghi, A.; Tiwari, A. State of the art in simulation-based optimisation for maintenance systems. Comput. Ind. Eng. 2015, 82, 167–182. [Google Scholar] [CrossRef] [Green Version]
- Ding, S.-H.; Kamaruddin, S. Maintenance policy optimization—literature review and directions. Int. J. Adv. Manuf. Technol. 2015, 76, 1263–1283. [Google Scholar] [CrossRef]
- Hernández-Chover, V.; Castellet-Viciano, L.; Hernández-Sancho, F. Preventive maintenance versus cost of repairs in asset management: An efficiency analysis in wastewater treatment plants. Process. Saf. Environ. Prot. 2020, 141, 215–221. [Google Scholar] [CrossRef]
- Ozgun, H.; Cicekalan, B.; Akdag, Y.; Koyuncu, I.; Ozturk, I. Comparative evaluation of cost for preliminary and tertiary municipal wastewater treatment plants in Istanbul. Sci. Total Environ. 2021, 778, 146258. [Google Scholar] [CrossRef]
- Henderson, B.; Bui, E. Ecological Risk Assessment. In Risk Assessment; John Wiley & Sons: Hoboken, NJ, USA, 2012; pp. 26–55. ISBN 978-1-118-30962-9. [Google Scholar]
- Hernández-Chover, V.; Bellver-Domingo, Á.; Hernández-Sancho, F. Efficiency of wastewater treatment facilities: The influence of scale economies. J. Environ. Manag. 2018, 228, 77–84. [Google Scholar] [CrossRef]
- Hamza, R.A.; Iorhemen, O.T.; Tay, J.H. Advances in biological systems for the treatment of high-strength wastewater. J. Water Process. Eng. 2016, 10, 128–142. [Google Scholar] [CrossRef]
- Riffat, R. Fundamentals of Wastewater Treatment and Engineering; CRC Press: Boca Raton, FL, USA, 2012; ISBN 978-0-203-81571-7. [Google Scholar]
- Dauknys, R.; Rimeika, M.; Jankeliūnaitė, E.; Mažeikienė, A. Disintegration impact on sludge digestion process. Environ. Technol. 2016, 37, 2768–2772. [Google Scholar] [CrossRef]
- Hu, Y.; Yang, Y.; Zang, Y.; Zhang, J.; Wang, X. Anaerobic dynamic membrane bioreactors (AnDMBRs) for wastewater treatment. In Current Developments in Biotechnology and Bioengineering; Elsevier: Amsterdam, The Netherlands, 2020; pp. 259–281. ISBN 978-0-12-819852-0. [Google Scholar]
- Lazarus, W.F.; Rudstrom, M. The Economics of Anaerobic Digester Operation on a Minnesota Dairy Farm. Rev. Agric. Econ. 2007, 29, 349–364. [Google Scholar] [CrossRef]
- Rajendran, K.; Lin, R.; Wall, D.M.; Murphy, J.D. Influential Aspects in Waste Management Practices. In Sustainable Resource Recovery and Zero Waste Approaches; Elsevier: Amsterdam, The Netherlands, 2019; pp. 65–78. [Google Scholar]
- Brancoli, P.; Bolton, K. Life Cycle Assessment of Waste Management Systems. In Sustainable Resource Recovery and Zero Waste Approaches; Elsevier: Amsterdam, The Netherlands, 2019; pp. 23–33. ISBN 978-0-444-64200-4. [Google Scholar]
- Liao, X.; Li, H.; Cheng, Y.; Chen, N.; Li, C.; Yang, Y. Process performance of high-solids batch anaerobic digestion of sewage sludge. Environ. Technol. 2014, 35, 2652–2659. [Google Scholar] [CrossRef]
- Griffin, M.E.; McMahon, K.D.; Mackie, R.I.; Raskin, L. Methanogenic Population Dynamics during Start-up of An-aerobic Digesters Treating Municipal Solid Waste and Biosolids. Biotechnol. Bioeng. 1998, 57, 14. [Google Scholar] [CrossRef]
- Foresti, E. Perspectives on anaerobic treatment in developing countries. Water Sci. Technol. 2001, 44, 141–148. [Google Scholar] [CrossRef]
- Brown, R.; Willis, H. The economics of aging infrastructure. IEEE Power Energy Mag. 2006, 4, 36–43. [Google Scholar] [CrossRef]
- Johnson, J.L. Our Infrastructure is Aging and Maintenance Costs are Rising—Extending the Life Expectancy of Transmission Lines Through the Use of Data, Inspection and Planning. In Proceedings of the ESMO 2006—2006 IEEE 11th International Conference on Transmission & Distribution Construction, Operation and Live-Line Maintenance, Albuquerque, NM, USA, 15–20 October 2006; IEEE: Piscataway, NJ, USA, 2006; p. 4144516. [Google Scholar]
- Hukka, J.J.; Katko, T.S. Resilient Asset Management and Governance Fordeteriorating Water Services Infrastructure. Procedia Econ. Financ. 2015, 21, 112–119. [Google Scholar] [CrossRef] [Green Version]
- Gunn, E.; Diallo, C. Optimal Opportunistic Indirect Grouping of Preventive Replacements in Multicomponent Sys-tems. Comput. Ind. Eng. 2015, 90, 281–291. [Google Scholar] [CrossRef]
- Do, P.; Vu, H.C.; Barros, A.; Berenguer, C. Maintenance grouping for multi-component systems with availability constraints and limited maintenance teams. Reliab. Eng. Syst. Saf. 2015, 142, 56–67. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, H.S.H.; Do, P.; Vu, H.-C.; Iung, B. Dynamic maintenance grouping and routing for geographically dispersed production systems. Reliab. Eng. Syst. Saf. 2019, 185, 392–404. [Google Scholar] [CrossRef]
- Thomas, L. A survey of maintenance and replacement models for maintainability and reliability of multi-item systems. Reliab. Eng. 1986, 16, 297–309. [Google Scholar] [CrossRef]
- Hameed, Z.; Vatn, J. Role of grouping in the development of an overall maintenance optimization framework for offshore wind turbines. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2012, 226, 584–601. [Google Scholar] [CrossRef]
- Zhou, X.; Lu, Z.; Xi, L. Preventive maintenance optimization for a multi-component system under changing job shop schedule. Reliab. Eng. Syst. Saf. 2012, 101, 14–20. [Google Scholar] [CrossRef]
- Xia, T.; Xi, L.; Zhou, X.; Lee, J. Dynamic maintenance decision-making for series–parallel manufacturing system based on MAM–MTW methodology. Eur. J. Oper. Res. 2012, 221, 231–240. [Google Scholar] [CrossRef]
- Van, P.D.; Barros, A.; Berenguer, C.; Bouvard, K.; Brissaud, F. Dynamic grouping maintenance with time limited opportunities. Reliab. Eng. Syst. Saf. 2013, 120, 51–59. [Google Scholar] [CrossRef]
- Pandey, M.; Zuo, M.J.; Moghaddass, R. Selective maintenance scheduling over a finite planning horizon. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2016, 230, 162–177. [Google Scholar] [CrossRef]
- Zhu, W.; Castanier, B.; Bettayeb, B. A dynamic programming-based maintenance model of offshore wind turbine considering logistic delay and weather condition. Reliab. Eng. Syst. Saf. 2019, 190, 106512. [Google Scholar] [CrossRef]
- Wu, T.; Yang, L.; Ma, X.; Zhang, Z.; Zhao, Y. Dynamic maintenance strategy with iteratively updated group information. Reliab. Eng. Syst. Saf. 2020, 197, 106820. [Google Scholar] [CrossRef]
- Zhou, X.; Yu, M. Semi-dynamic maintenance scheduling for multi-station series systems in multi-specification and small-batch production. Reliab. Eng. Syst. Saf. 2020, 195, 106753. [Google Scholar] [CrossRef]
- Nourelfath, M.; Châtelet, E. Integrating production, inventory and maintenance planning for a parallel system with dependent components. Reliab. Eng. Syst. Saf. 2012, 101, 59–66. [Google Scholar] [CrossRef]
- Xiao, L.; Zhang, X.; Tang, J.; Zhou, Y. Joint optimization of opportunistic maintenance and production scheduling considering batch production mode and varying operational conditions. Reliab. Eng. Syst. Saf. 2020, 202, 107047. [Google Scholar] [CrossRef]
- Bertolini, M.; Mezzogori, D.; Zammori, F. Comparison of new metaheuristics, for the solution of an integrated jobs-maintenance scheduling problem. Expert Syst. Appl. 2019, 122, 118–136. [Google Scholar] [CrossRef]
- Zhou, X.; Shi, K. Capacity failure rate based opportunistic maintenance modeling for series-parallel multi-station manufacturing systems. Reliab. Eng. Syst. Saf. 2019, 181, 46–53. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, L.; Zhang, Z. An integrated model for maintenance policies and production scheduling based on immune–culture algorithm. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2020, 234, 651–663. [Google Scholar] [CrossRef]
- Dao, C.; Zuo, M.J. Selective maintenance of multi-state systems with structural dependence. Reliab. Eng. Syst. Saf. 2017, 159, 184–195. [Google Scholar] [CrossRef]
- Vijayan, V.; Chaturvedi, S.K. Multi-component maintenance grouping optimization based on stochastic dependency. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2021, 235, 293–305. [Google Scholar] [CrossRef]
- Lu, B.; Zhou, X. Opportunistic preventive maintenance scheduling for serial-parallel multistage manufacturing systems with multiple streams of deterioration. Reliab. Eng. Syst. Saf. 2017, 168, 116–127. [Google Scholar] [CrossRef]
- Fan, D.; Zhang, A.; Feng, Q.; Cai, B.; Liu, Y.; Ren, Y. Group maintenance optimization of subsea Xmas trees with stochastic dependency. Reliab. Eng. Syst. Saf. 2021, 209, 107450. [Google Scholar] [CrossRef]
- Mena, R.; Viveros, P.; Zio, E.; Campos, S. An optimization framework for opportunistic planning of preventive maintenance activities. Reliab. Eng. Syst. Saf. 2021, 215, 107801. [Google Scholar] [CrossRef]
- Bodik, I.; Kubaská, M. Energy and sustainability of operation of a wastewater treatment plant. Environ. Prot. Eng. 2013, 39. [Google Scholar] [CrossRef]
- Di Fraia, S.; Massarotti, N.; Vanoli, L.; Costa, M. Thermo-economic analysis of a novel cogeneration system for sewage sludge treatment. Energy 2016, 115, 1560–1571. [Google Scholar] [CrossRef]
- Sadhukhan, J. Distributed and micro-generation from biogas and agricultural application of sewage sludge: Comparative environmental performance analysis using life cycle approaches. Appl. Energy 2014, 122, 196–206. [Google Scholar] [CrossRef] [Green Version]
- Grossmann, I.E. Challenges in the application of mathematical programming in the enterprise-wide optimization of process industries. Theor. Found. Chem. Eng. 2014, 48, 555–573. [Google Scholar] [CrossRef]
- Wolsey, L. Integer Programming, 1st ed.; Wiley: Hoboken, NJ, USA, 2020; ISBN 978-1-119-60647-5. [Google Scholar]
- Do, P.; Barros, A. Maintenance grouping models for multicomponent systems. In Mathematics Applied to Engineering; Elsevier: Amsterdam, The Netherlands, 2017; pp. 147–170. ISBN 978-0-12-810998-4. [Google Scholar]
- Korte, B.; Vygen, J. Chapter 16: Approximation Algorithms. In Combinatorial Optimization; Algorithms and Combinatorics; Springer: Berlin/Heidelberg, Germany, 2012; Volume 21, p. 414. ISBN 978-3-642-24487-2. [Google Scholar]
- Vu, H.C.; Do, P.; Barros, A.; Berenguer, C. Maintenance grouping strategy for multi-component systems with dynamic contexts. Reliab. Eng. Syst. Saf. 2014, 132, 233–249. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Area/Process | Activity Description | Execution Periodicity (w) | Execution Time (h) |
|---|---|---|---|---|
| 1 | Roughing | Inspection of sensor chains and electrical connections | 20 | 8 |
| 2 | Grit removal | Inspection of aerators for desanding process | 48 | 8 |
| 3 | Roughing Grit Removal | Change of luminaires | 36 | 5 |
| 4 | Grit removal | Bridge repair | 18 | 96 |
| 5 | Mixing | Inspections and unclogging of submersible pumps | 15 | 24 |
| 6 | Homogeneization | Agitator check | 10 | 24 |
| 7 | Deodorization | Tower cleaning | 50 | 72 |
| 8 | Gas flow line | Equipment maintenance | 4 | 72 |
| 9 | Electrical distribution | Scheduled inspection of medium voltage equipment | 1 | 1 |
| 10 | Dehydration | Inspection of agitator and electrical cables | 12 | 24 |
| 11 | Electrical distribution | MT switchgear | 30 | 1 |
| 12 | Sludge digestion | Check flow meters and gas flow leaks in purge chambers | 24 | 4 |
| 13 | Sludge digestion—Digester room | Checking and cleaning the heat exchanger and controller | 20 | 6 |
| 14 | Sludge digestion | Temperature probe and thermostat inspection | 28 | 2 |
| 15 | Sludge digestion—Digester room | Three-way valve and actuator inspection | 35 | 5 |
| Sets and Parameters | Notation | Value |
| Planning horizon | 8 | |
| Execution tolerance | ||
| Scheduled activities | 4 | |
| Activity | Periodicity (t.u.) | Execution time (t.u.) |
| 1 | 3 | 0.2 |
| 2 | 5 | 0.1 |
| 3 | 7 | 0.3 |
| 4 | 4 | 0.2 |
| Decision Variable | Description | Nature |
|---|---|---|
| Start time for the -th execution of activity | ||
| Resumption time for the -th execution of activity | ||
| Detention time assigned to the -th execution of activity | ||
| Auxiliary variable for downtime accountability related with the -th execution of activity | ||
| Binary grouping variable, where if the -th execution for activity is part of the group linked to the -th execution of activity | ||
| Auxiliary variable | ||
| Auxiliary variable |
| (%) | Best Value (Weeks) | Optimality GAP (%) | Resolution Time (s) | |||||
|---|---|---|---|---|---|---|---|---|
| 0.00 | 7.98 | 0 | 0 | 0 | 0 | 0 | 0 | 100 |
| 1.00 | 7.59 | 0 | 0.1327 | 11.20 | 27.79 | 39.53 | 37.91 | 32.56 |
| 2.00 | 7.45 | 0 | 0.3022 | 10.57 | 32.15 | 44.18 | 30.23 | 25.58 |
| 3.00 | 6.87 | 0 | 0.3352 | 21.58 | 18.74 | 32.56 | 46.51 | 20.93 |
| 4.00 | 5.89 | 0 | 0.6390 | 35.87 | 12.04 | 23.25 | 55.81 | 20.93 |
| 5.00 | 5.87 | 0 | 0.9753 | 20.78 | 26.92 | 37.21 | 46.51 | 16.28 |
| (%) | System Unavailability (Weeks) | Inefficiency Reduction (%) |
|---|---|---|
| 0.00 | 7.98 | - |
| 1.00 | 7.59 | 4.6 |
| 2.00 | 7.45 | 6.6 |
| 3.00 | 6.87 | 13.9 |
| 4.00 | 5.89 | 26.2 |
| 5.00 | 5.87 | 26.4 |
| Case | Number of Total Variables | Number of Binary Variables | Number of Continuous Variables | Number of Constraints |
|---|---|---|---|---|
| Theoretical | ||||
| 351 | 179 | 172 | 679 | |
| 441 | 269 | 172 | 978 | |
| 501 | 329 | 172 | 1196 | |
| 531 | 359 | 172 | 1305 | |
| 579 | 407 | 172 | 1487 | |
| 624 | 452 | 172 | 1663 | |
| Max. Theoretical | 2924 | 2752 | 172 | 13,287 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Viveros, P.; Miqueles, L.; Mena, R.; Kristjanpoller, F. Opportunistic Strategy for Maintenance Interventions Planning: A Case Study in a Wastewater Treatment Plant. Appl. Sci. 2021, 11, 10853. https://doi.org/10.3390/app112210853
Viveros P, Miqueles L, Mena R, Kristjanpoller F. Opportunistic Strategy for Maintenance Interventions Planning: A Case Study in a Wastewater Treatment Plant. Applied Sciences. 2021; 11(22):10853. https://doi.org/10.3390/app112210853
Chicago/Turabian StyleViveros, Pablo, Leonardo Miqueles, Rodrigo Mena, and Fredy Kristjanpoller. 2021. "Opportunistic Strategy for Maintenance Interventions Planning: A Case Study in a Wastewater Treatment Plant" Applied Sciences 11, no. 22: 10853. https://doi.org/10.3390/app112210853
APA StyleViveros, P., Miqueles, L., Mena, R., & Kristjanpoller, F. (2021). Opportunistic Strategy for Maintenance Interventions Planning: A Case Study in a Wastewater Treatment Plant. Applied Sciences, 11(22), 10853. https://doi.org/10.3390/app112210853