1. Introduction
Small intersecting holes are a common structure in large engine nozzles, hydraulic valves, and other parts [
1,
2]. When the fluid medium flows through the pipeline, in order to make the medium flow evenly and smoothly, avoid incrustation, and ensure the stable operation of the system, it is not only necessary to remove the burrs from the intersecting lines, but also more precise rounding is needed for some high-performance parts, to reduce the blocking at the intersecting line of the intersecting hole, reduce the energy loss, and improve the reliability and accuracy of the fluid system [
3,
4]. Restricted by the structure and size of the inner intersecting hole, accurate and controllable rounding of the intersecting line is a difficult problem. At present, the methods for improving the shape of the intersecting line mainly include mechanical machining [
5,
6], abrasive waterjet machining [
7,
8], ultrasonic machining [
9], magnetic abrasive machining, and electrochemical machining [
10,
11]. Electrochemical machining is non-contact machining, which has the advantages of not being restricted by material hardness, a good surface quality after machining, and high machining efficiency, and it is more suitable for the machining of difficult structures, such as the intersecting line of pinholes, thin tube inner walls, and blades [
12,
13,
14]. Zhao et al. [
15] used electrochemical finishing on the inner surface of deep holes after additive manufacturing. The
Ra value of the inner surface roughness of the deep holes decreased from 15.991 μm to 10.396 μm, and the
Rz value of the surface roughness decreased from 84.226 μm to 54.962 μm. Li et al. [
16] conducted a multi-physical field coupling simulation on electrochemical machining in film cooling holes. The results showed that pulsed electrochemical machining improved the temperature distribution and current density of the machining area, which improved the accuracy and stability of electrochemical machining in the holes. Tang et al. [
17] used a new pull downstream cathode structure to process a large-diameter special-shaped inner spiral tube, effectively improving the uniformity of the electrolyte flow field and improving the surface quality. Wang et al. [
18] improved the flow field and processing positioning using a synchronous pulse current and low-frequency oscillations, thus reducing the stray corrosion on the side wall of rhomboid holes. Zhang et al. [
19] optimized the cathode shape of electrochemical machining for small inner-walled ring grooves of 1J116 material, and adopted an optimized cathode shape to effectively change the flow field distribution during the machining process and improved the surface quality.
The above research shows that electrochemical machining can effectively improve the surface quality and shape accuracy of special-shaped parts, but it has strict requirements for the design of the cathode structure and the distribution of the flow field in the machining [
20,
21]. The electrochemical machining processes of intersecting holes, deep holes, and through-holes are affected by physical fields, such as the flow field and electric field [
22]. The finite element simulation method has been used to explore the physical field characteristics in the machining process, to predict the workpiece formation condition, which can shorten the cathode development cycle and reduce the manufacturing cost [
23,
24,
25]. Lin et al. [
26] used finite element simulation to optimize the design of a cathode for machining complex parts with multi-stage internal cone holes and verified through experiments that the gap and flow field of the cathode with a cone angle of 2° were evenly distributed during the machining process. Chai et al. [
27] developed and analyzed the flow path of the gap flow field geometry model based on a CFD simulation of electrolyte flow state, and determined the influence of the flow field on the accuracy and stability of the cooling hole manufacturing process. Jia et al. [
28] used COMSOL simulation software to optimize the cathode shape in the electrochemical machining process of square deep holes and optimized the combination of processing parameters through gray relational analysis, which successfully solved the technical problem of electrochemical machining of square deep holes. The intersecting hole was a typically shaped hole, and the electrochemical machining of the inner intersecting hole could be generally divided into two categories: one is deburring, the other is shape machining. Choi et al. [
29] inserted a cylindrical cathode into a small hole intersecting with a large hole, and proposed an automatic electrolytic deburring method based on current detection, to deburr the intersecting hole with a diameter of 5 mm, and reducing the burr height of 0.9 mm to 0.15 mm. Zhang et al. [
30] analyzed the deburring effect of different shapes of cathodes using a finite element method, and thickened the spherical and cylindrical tangent parts of hemispherical cathodes, to remove burrs in the intersecting holes with a diameter of 5 mm, which improved the machining efficiency and quality. Wang et al. [
31] proposed a localized electrochemical deburring process using gel electrolytes, to reduce the burr height from 473.832 µm to 178.643 µm, effectively solving the problem of stray corrosion during electrochemical deburring. Kong [
32] proposed a nested circle fitting method for the centering of micro-holes, aiming at the accuracy and stability of centering during the secondary processing of micro-holes, which could effectively remove the edge and surface burrs of micro-holes. Deburring can effectively improve the flow field characteristics of intersecting holes, but for some parts with special requirements, it cannot fully meet the requirements of use. Thus, it is necessary to round the intersection line of the intersecting holes. The processing of a fillet requires the cathode to form a special shape to meet the electric field distribution required for fillet formation. Shen et al. [
33] used a cathode with an intersecting structure to study the deburring and arc modification of the intersecting line of the intersecting hole in a fuel injector. The radius of the transition arc was controlled to be 2 mm, and the radius error of the arc contour was about 10%.
At present, theoretical and experimental research on the electrochemical machining of intersecting lines of small intersecting holes has carried out beneficial explorations of deburring and formation, and some research has great application value. However, it remains a challenge to achieve accurate control of the fillet shape. The difficulties include the following: (1) In order to ensure the fillet shape, it is necessary to design a cathode with a special shape, to ensure a uniform and stable flow field in a small space. (2) The diameter of the intersecting hole restricts the size of the cathode. The current processing method is to insert the cathode from the small hole, and it is difficult to make a small-sized cathode with a special shape. (3) The gap state changes in real time during the machining process, and there is a linkage relationship between the machining gap, current density, and current efficiency. How to accurately consider the electric field distribution law is also a difficult problem.
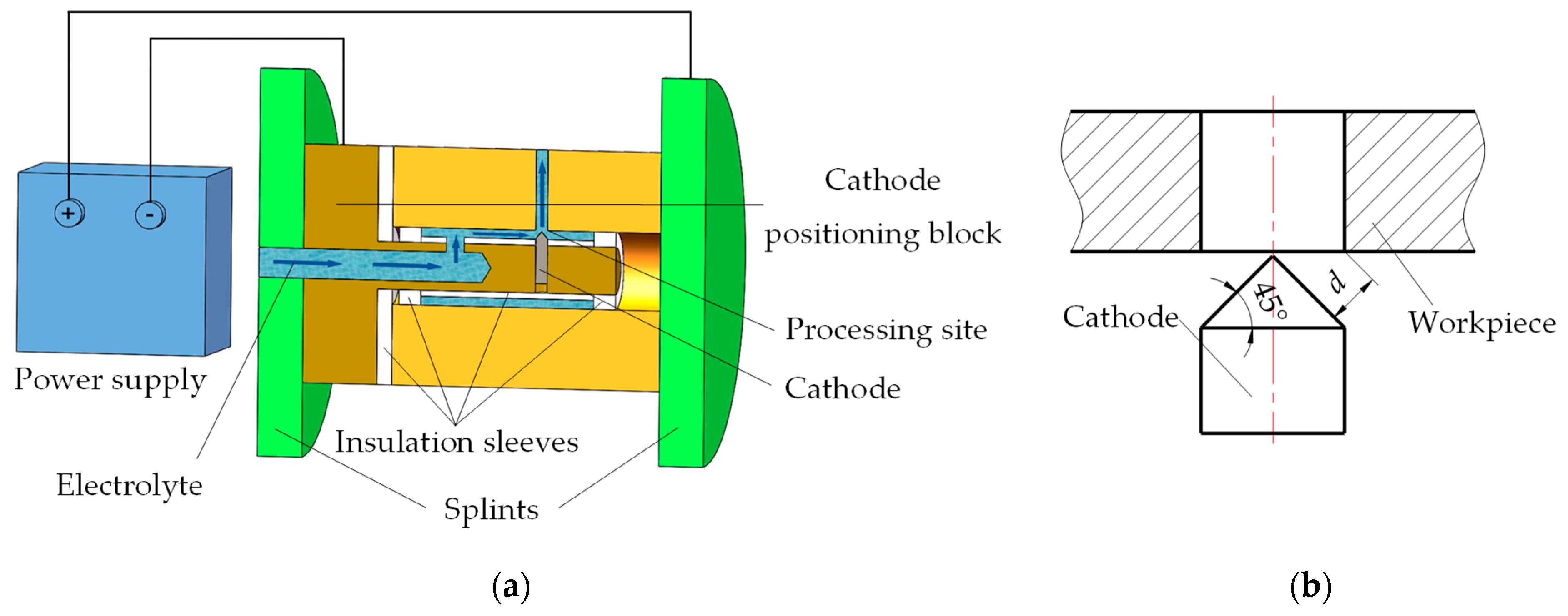
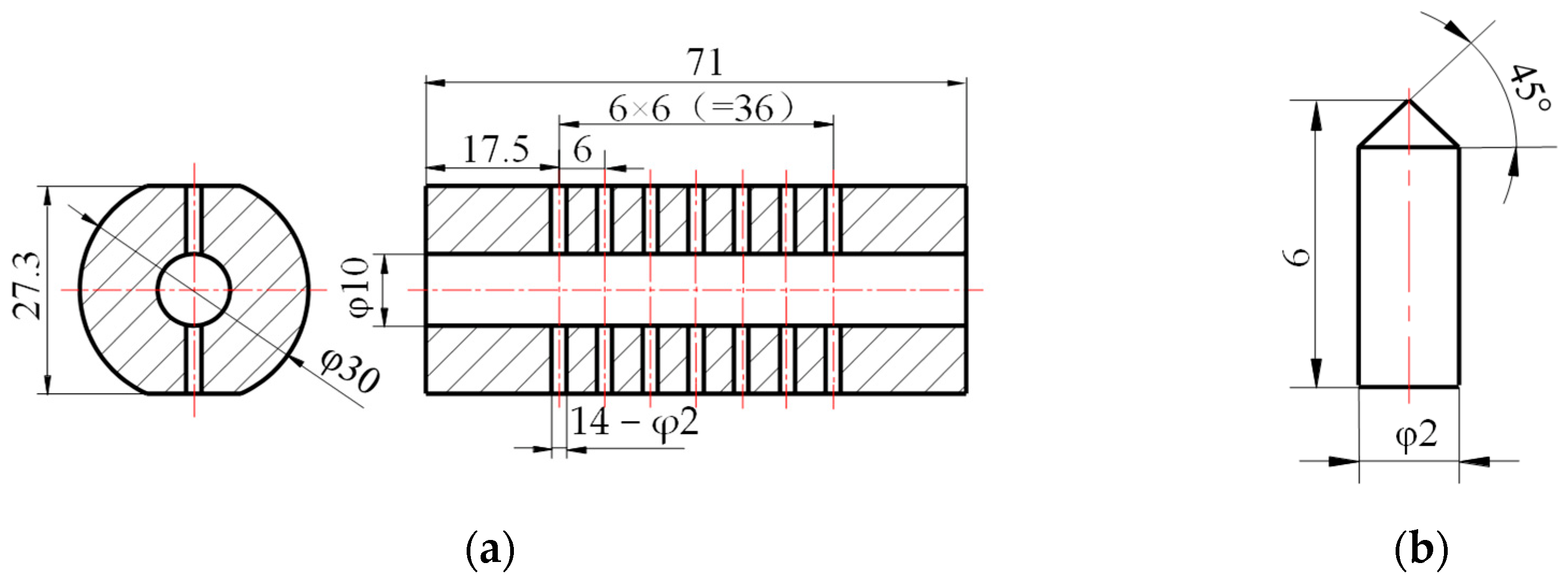
In order to solve the above problems, this paper proposes a built-in fixed cathode electrochemical rounding technical scheme. By arranging the cathode opposite to the outside of the small intersecting hole, restriction of the diameter of the small intersecting hole on the shape of the cathode is removed from the processing method, and this is also conducive to the formation of a uniform and stable electrolyte flow field. Aiming at a dynamic change of the electric field distribution under the condition of a variable gap, the finite element method was used to simulate the electric field, and the influence law of the shape of the cathode and the machining voltage on the rounding process was obtained, and the appropriate shape of the cathode was selected accordingly. Taking a 304 steel material and small intersecting-hole parts with a diameter of 2 mm as research objects, the variation law of the fillet radius with the processing time was experimentally studied, and a mathematical model was established and verified using experiments. The research results provide a feasible solution for the controllable machining of the inner fillet of small intersecting holes, and also provide a reference for the electrochemically-controllable removal of materials under the condition of a variable gap.
5. Conclusions
Regarding the issue of small-sized inner intersecting hole fillet processing, this paper explored the influence law of machining parameters on the fillet radius through simulations and experimental research; based on which, a feasible method of electrochemically controllable chamfering was proposed. The main conclusions of this study are as follows:
(1) A built-in fixed cathode machining method is more suitable for the electrochemical rounding machining of small intersecting holes, which is conducive to forming a specific cathode shape and improving the stability of the flow field.
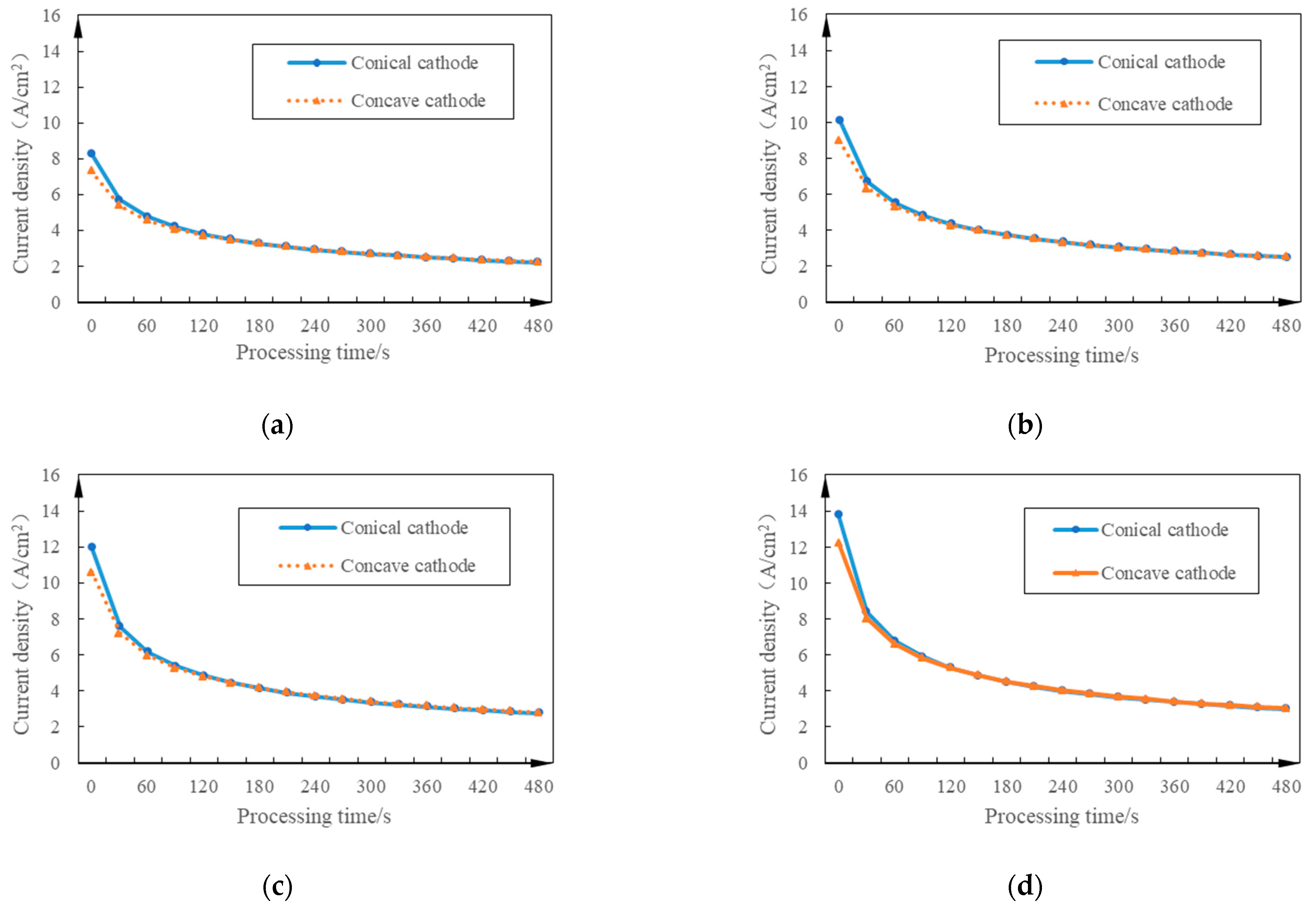
(2) A conical cathode not only has a good manufacturing process, but the law of electric field distribution change with time is also conducive to the formation and accurate control of fillets. At the beginning of processing, the concentration of the current density at the sharp corners of the workpiece is beneficial for improving the processing efficiency; and after the fillet is formed, the uniformity of the current density distribution is beneficial for accurately controlling of the fillet size.
(3) A built-in conical fixed cathode was adopted, and the radius of the small intersecting hole could be precisely controlled by adjusting the processing time. For the experimental specimens in this paper, using the processing parameters obtained by the established regression equation, the maximum error between the experimental value and the predicted value for different fillet radius within 1 mm was 4.2%. The minimum value as 2.1%, and the average value was 2.9%.
In further research, we will analyze the surface quality of the parts built with built-in conical fixed cathode for electrochemical chamfering, and adjust the processing parameters under the condition of considering both the roughness and processing size, to further optimize the machining scheme.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}















